
Evolution of Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy by Extrusion and Heat Treatment


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Influence of Extrusion on the Microstructure of the Alloy
3.2. Effect of Heat Treatment on Alloy Structure and Properties
4. Conclusions
- (1)
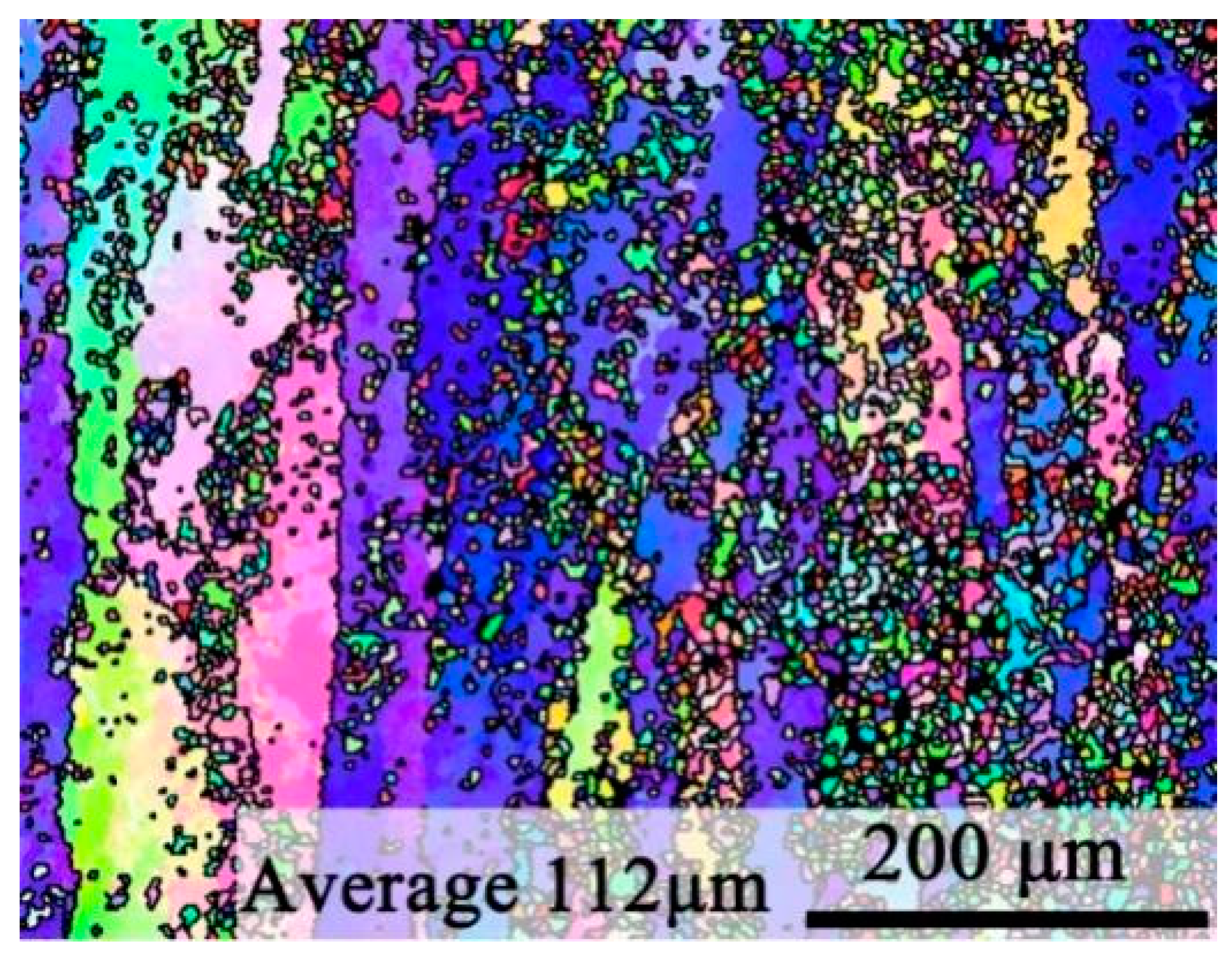
- A new type of Al-Zn-Mg-Cu alloy cup-shaped component is prepared by high- and low-temperature composite extrusion deformation, and continuous dynamic recrystallization. The cooling ring channel corner extrusion process has stronger grain refinement and crushing θ coarse phase effects, and the average grain size reaches 180 μm after deformation.
- (2)
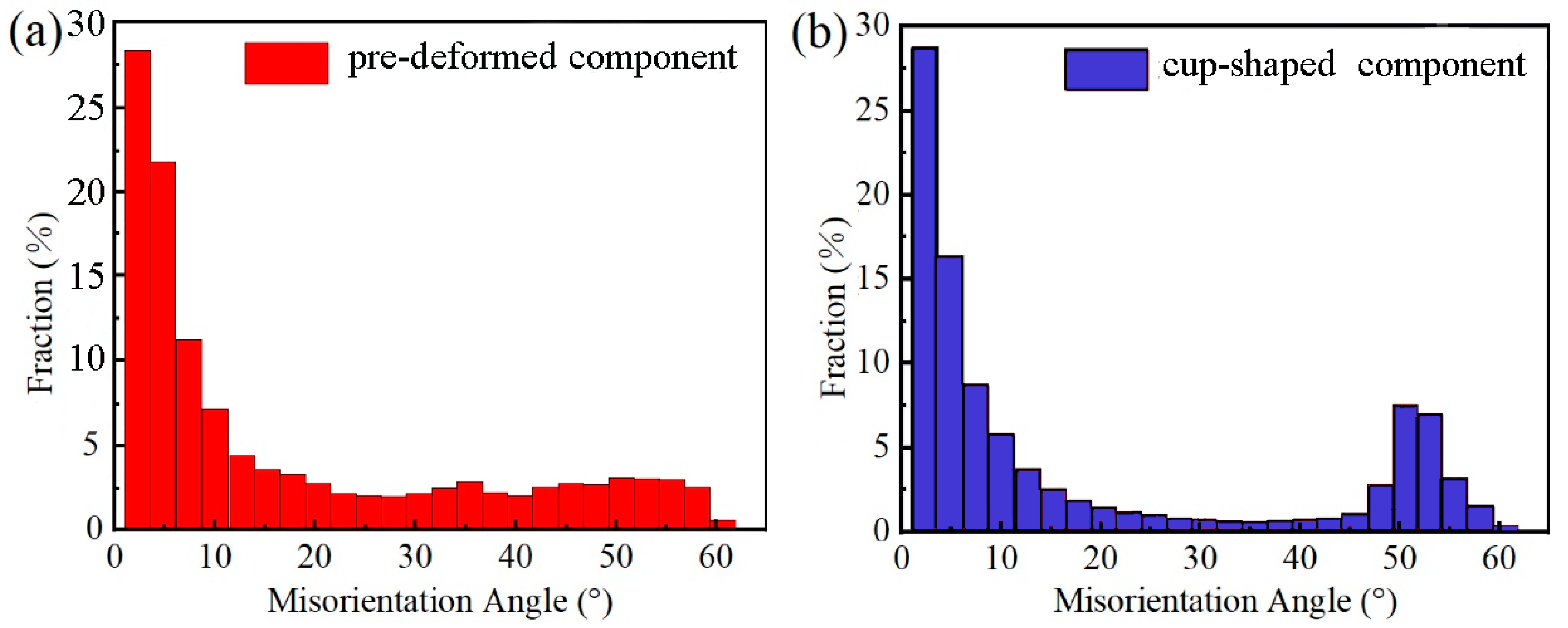
- The corner extrusion process enables the sample to obtain a higher dislocation density, which provides a strong driving force for the static recrystallization and the precipitation of the second phase after aging. The size of the aging precipitates increases with the increase of temperature.
- (3)
- In order to maximize the strength and toughness of the new Al-Zn-Mg-Cu alloy cup-shaped components, the best heat treatment process is 480 °C × 1 h solid solution and 120 °C × 24 h aging. The tensile strength reached 630 MPa after heat treatment, and the elongation reached 15.7%. The strengthening mechanisms of the alloy mainly include fine-grain strengthening, precipitation strengthening, and dispersion strengthening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lavernia, E.J.; Srivatsan, T.S.; Mohamed, F.A. Mohamed, Strength, deformation, fracture behaviour and ductility of aluminium-lithium alloys. J. Mater. Sci. 1990, 25, 1137–1158. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Langdon, T.G. Factors influencing microstructural development in equal-channel angular pressing. Met. Mater. Int. 2003, 9, 141–149. [Google Scholar] [CrossRef]
- Masoudpanah, S.M.; Mahmudi, R. The microstructure, tensile, and shear deformation behavior of an AZ31 magnesium alloy after extrusion and equal channel angular pressing. Mater. Des. 2010, 31, 3512–3517. [Google Scholar] [CrossRef]
- Shatermashhadi, V.; Manafi, B.; Abrinia, K.; Faraji, G.; Sanei, M. Development of a novel method for the backward extrusion. Mater. Des. 2014, 62, 361–366. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Abrinia, K.; Faraji, G. Applicability of a modified backward extrusion process on commercially pure aluminum. Mater. Des. 2015, 65, 521–528. [Google Scholar] [CrossRef]
- Hong, L.; Yong, X.; Xi, Z. Comparative study on technology of new type of backward extrusion with traditional backward extrusion. Forg. Stamp. Technol. 2016, 41, 34–37. [Google Scholar]
- Xue, Y.; Li, H.; Zhang, Z.M.; Zhou, X.J. Effects of annular channel structure on backward extrusion forming of a cup shell. J. Plast. Eng. 2017, 24, 15–23. [Google Scholar]
- Zhao, X.; Li, S.; Xue, Y.; Zhang, Z. An investigation on microstructure, texture and mechanical properties of AZ80 Mg alloy processed by annular channel angular extrusion. Materials 2019, 12, 1001. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, X.; Li, S.; Yan, F.; Zhang, Z. Microstructure evolution and mechanical properties of AZ80 Mg alloy during annular channel angular extrusion process and heat treatment. Materials 2019, 12, 4223. [Google Scholar] [CrossRef] [Green Version]
- Ditta, A.; Wei, L.J.; Xu, Y.J.; Wu, S.J. Microstructural characteristics and properties of spray formed Zn-rich Al-Zn-Mg-Cu alloy under various aging conditions. Mater. Charact. 2020, 161, 110133. [Google Scholar] [CrossRef]
- Li, H.; Cao, F.; Guo, S.; Ning, Z.; Liu, Z.; Jia, Y.; Scudino, S.; Gemming, T.; Sun, J. Microstructures and properties evolution of spray-deposited Al-Zn-Mg-Cu-Zr alloys with scandium addition. J. Alloys Compd. 2017, 691, 482–488. [Google Scholar] [CrossRef]
- Wang, F.; Xiong, B.; Zhang, Y.; Zhu, B.; Liu, H.; He, X. Effect of heat treatment on the microstructure and mechanical properties of the spray-deposited Al-10.8Zn-2.8Mg-1.9Cu alloy. Mater. Sci. Eng. A 2008, 486, 648–652. [Google Scholar] [CrossRef]
- Ditta, A.; Wei, L.; Xu, Y.; Wu, S. Effect of hot extrusion and optimal solution treatment on microstructure and properties of spray-formed Al-11.3Zn-2.65Mg-1Cu alloy. J. Alloys Compd. 2019, 797, 558–565. [Google Scholar] [CrossRef]
- Chen, Z.; Mo, Y.; Nie, Z. Effect of Zn Content on the microstructure and properties of super-high strength Al-Zn-Mg-Cu alloys. Metall. Mater. Trans. A 2013, 44, 3910–3920. [Google Scholar] [CrossRef]
- Tang, L.; Wen, T.Q.; Wang, N.; Sun, Y.; Zhang, F.; Yang, Z.J.; Ho, K.M.; Wang, C.Z. Structural and chemical orders in Ni64.5Zr35.5 metallic glass by molecular dynamics simulation. Phys. Rev. Mater. 2018, 2, 033601. [Google Scholar] [CrossRef]
- Yang, Z.J.; Tang, L.; Wen, T.Q.; Ho, K.M.; Wang, C.Z. Effects of Si solute on the glass formation and atomic structure of Pd liquid. J. Phys. Condens. Matter 2019, 31, 135701. [Google Scholar] [CrossRef] [Green Version]
- Sun, H. COMPASS: An ab Initio force-field optimized for condensed-phase applications-overview with details on alkane and benzene compounds. J. Phys. Chem. B 1998, 102, 7338–7364. [Google Scholar] [CrossRef]
- Sun, H.; Ren, P.; Fried, J.R. The COMPASS force field: Parameterization and validation for phosphazenes. Comput. Theor. Polym. Sci. 1998, 8, 229–246. [Google Scholar] [CrossRef]
- Leimkuhler, B.; Noorizadeh, E.; Penrose, O. Comparing the efficiencies of stochastic isothermal molecular dynamics methods. J. Stat. Phys. 2011, 143, 921–942. [Google Scholar] [CrossRef]
- Meng, Y.; Ren, Q.; JU, X.H. Evaluation of dislocation density by local grain misorientation in deformed metals. Trans. Mater. Heat. Treat. 2014, 35, 122–128. [Google Scholar]
- Zheng, J.; Chen, Z.; Yan, Z.M.; Zhang, Z.M.; Xue, Y. An alternating ageing-annealing process for enhancing strength and ductility of a Mg-Gd-Y-Zn-Zr alloy. Mater. Sci. Eng. A 2021, 828, 142103. [Google Scholar] [CrossRef]
- Cordero, Z.C.; Knight, B.E.; Schuh, C.A. Six decades of the Hall-Petch effect—A survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 2016, 61, 495–512. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mg | Cu | Zr | Fe | Si | Ti |
|---|---|---|---|---|---|---|---|---|
| Content | 86.0–88.9 | 8.0–9.3 | 1.5–2.4 | 1.2~1.9 | 0.15 | 0.06 | 0.03 | 0.15 |
| Solution Temperature (°C) | Solution Time (h) | Aging Temperature (°C) | Aging Time (h) |
|---|---|---|---|
| 480 | 1 | 120, 130, 145, 160 | 0–60 |
| Temperature (°C) | E | G | K | K/G |
|---|---|---|---|---|
| 120 | 80.35 | 49.96 | 19.24 | 0.39 |
| 130 | 81.80 | 47.83 | 21.14 | 0.44 |
| 145 | 78.92 | 50.71 | 18.22 | 0.36 |
| 160 | 79.07 | 51.06 | 18.15 | 0.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; He, Y.; Zhao, X.; Kim, C. Evolution of Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy by Extrusion and Heat Treatment. Coatings 2022, 12, 787. https://doi.org/10.3390/coatings12060787
Li J, He Y, Zhao X, Kim C. Evolution of Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy by Extrusion and Heat Treatment. Coatings. 2022; 12(6):787. https://doi.org/10.3390/coatings12060787
Chicago/Turabian StyleLi, Jun, Yayun He, Xi Zhao, and Chankyung Kim. 2022. "Evolution of Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy by Extrusion and Heat Treatment" Coatings 12, no. 6: 787. https://doi.org/10.3390/coatings12060787