
Deposition of Self-Lubricating Coatings via Supersonic Laser Deposition (SLD)


Abstract
:1. Introduction
2. Materials and Methods
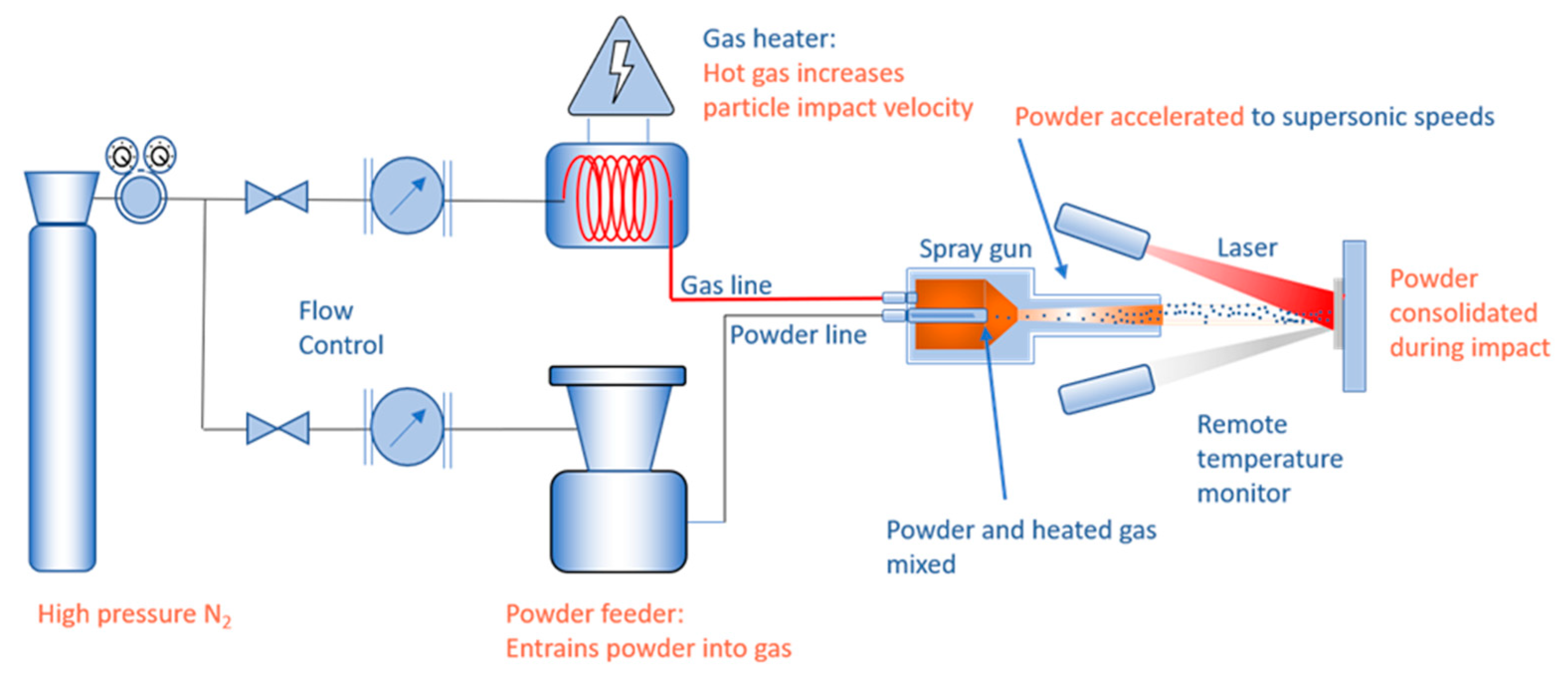
2.1. SLD Equipment
2.2. Materials
2.3. Deposition
2.4. Characterisation
3. Results
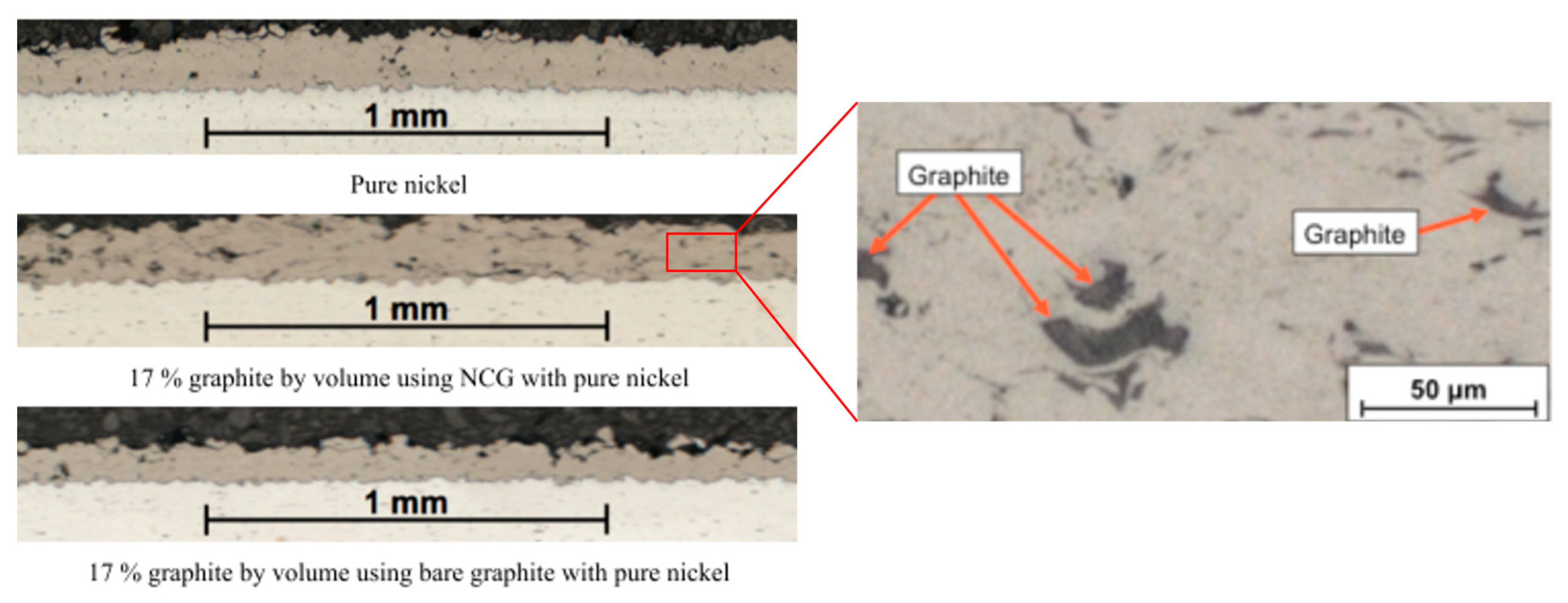
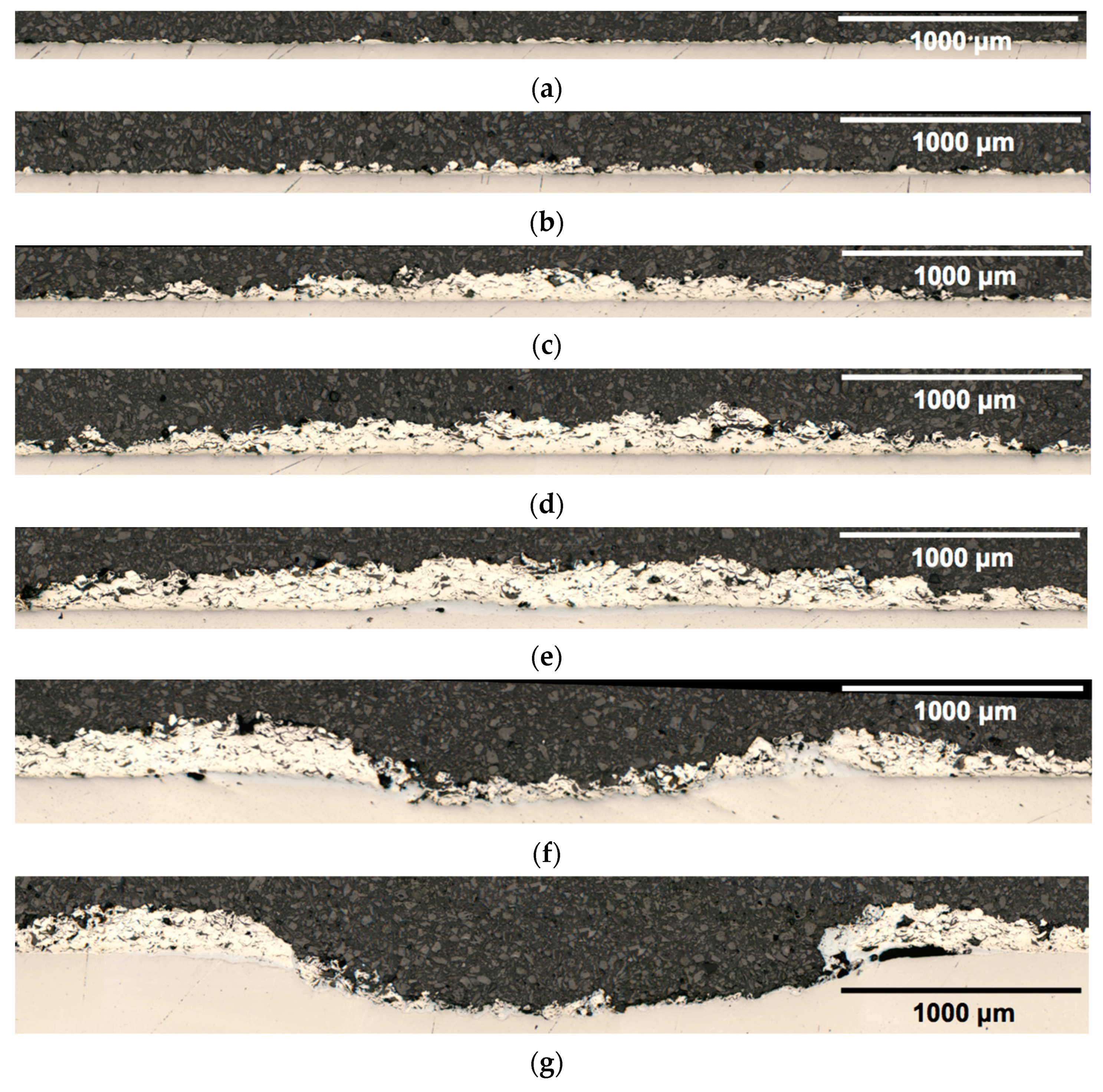
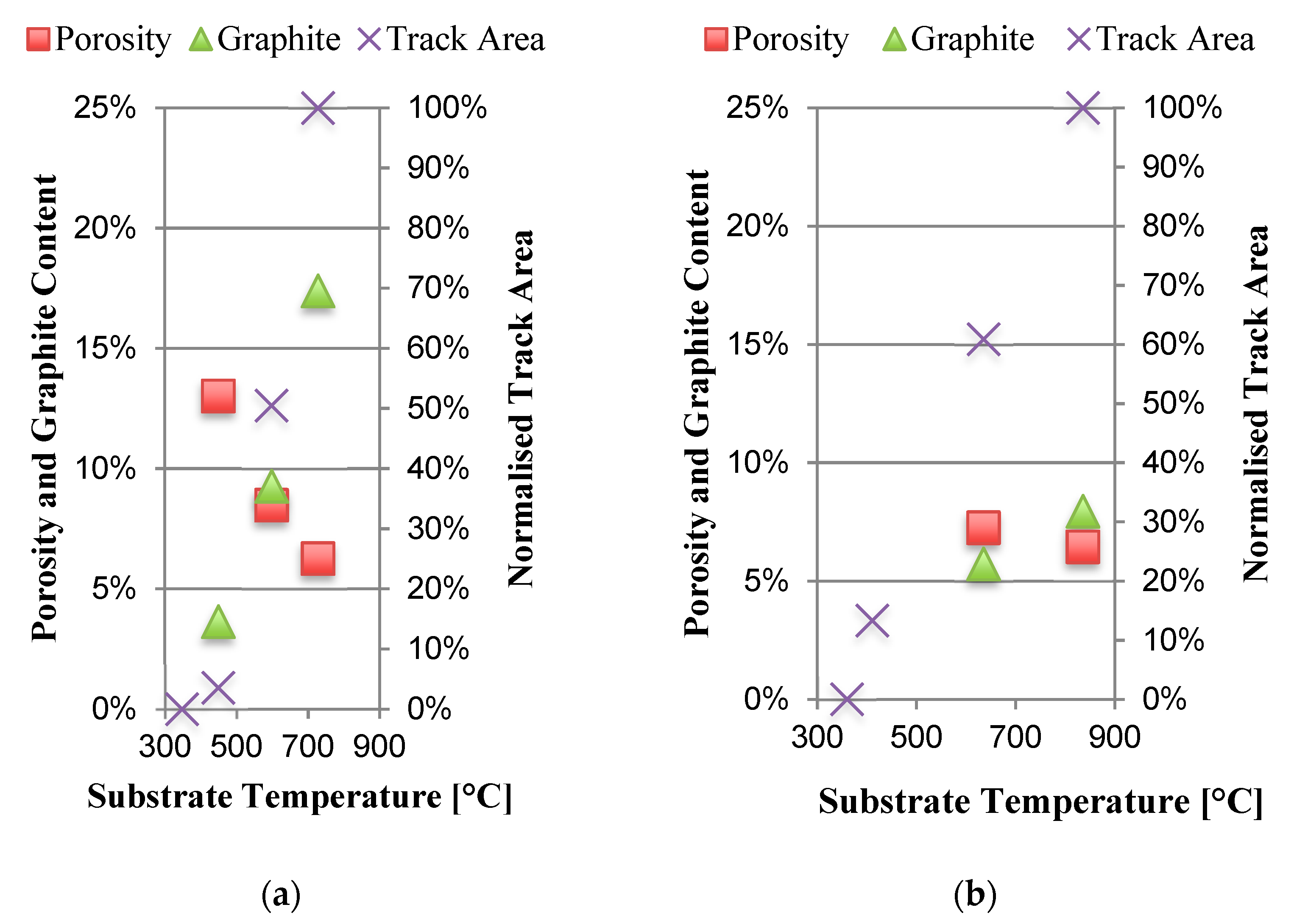
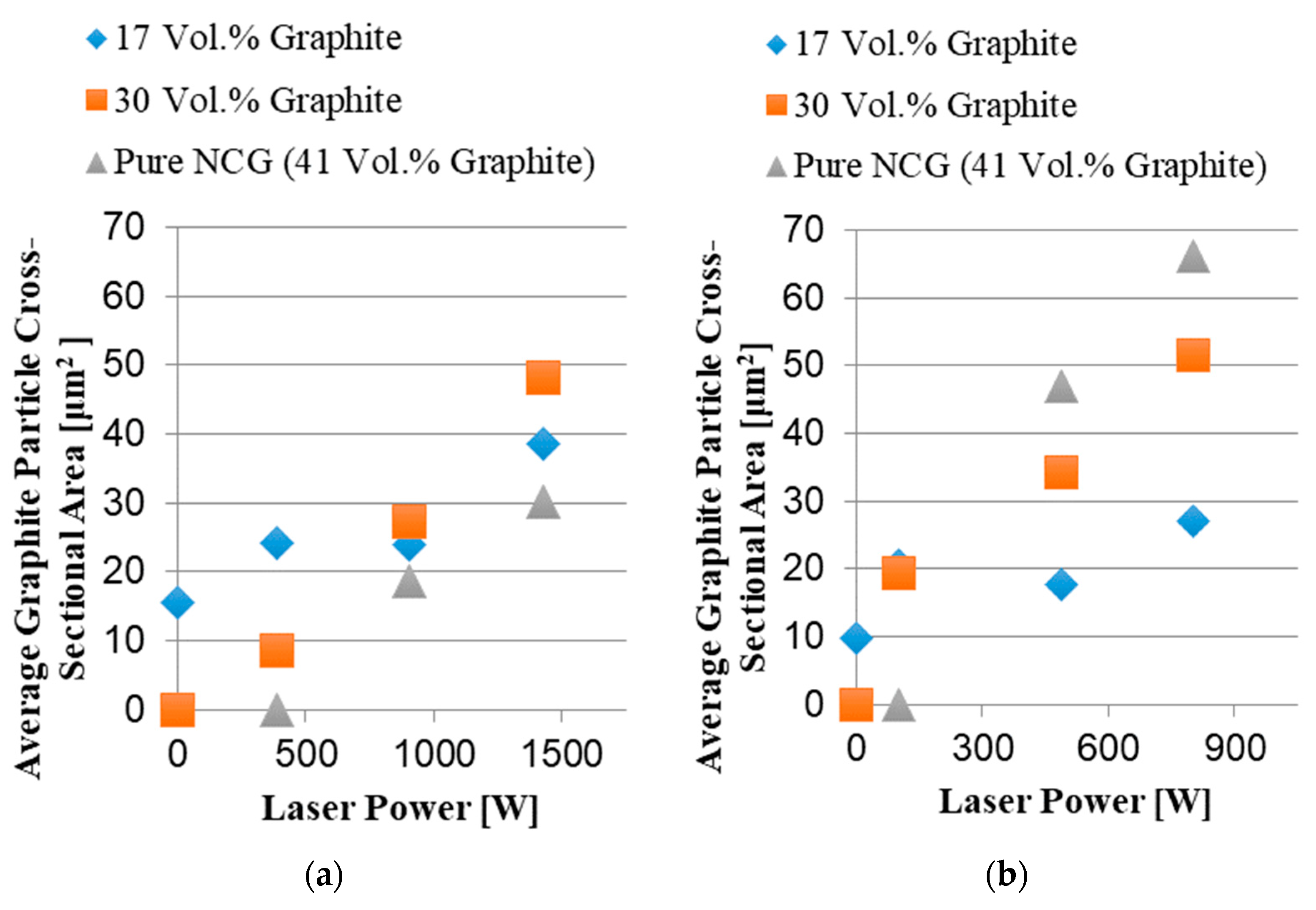
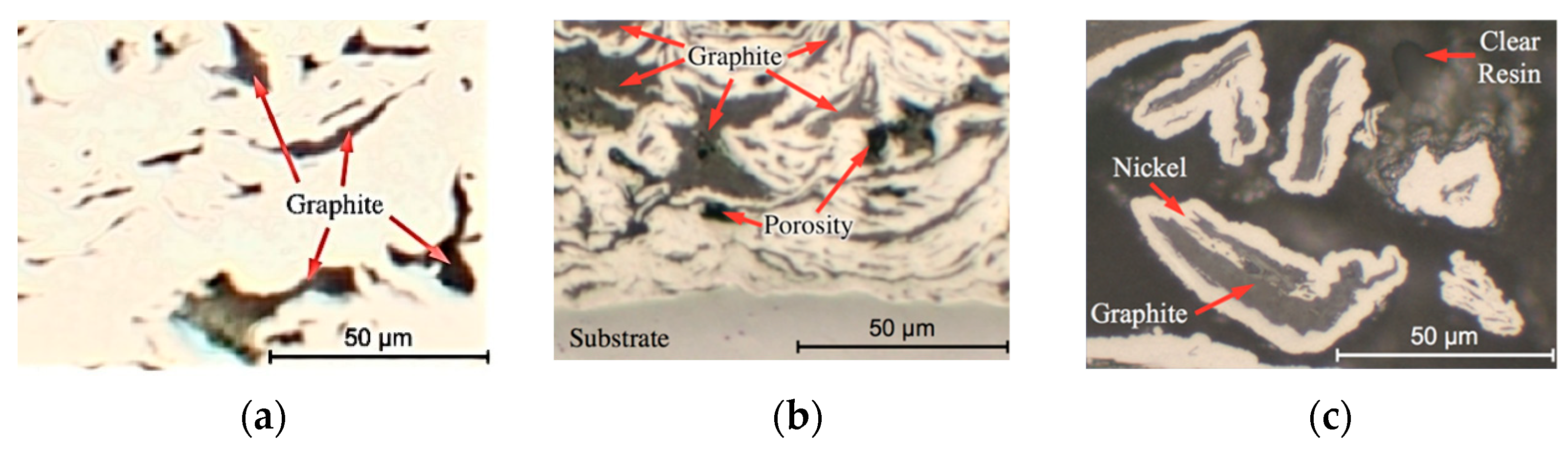
3.1. Deposition and Graphite Inclusion
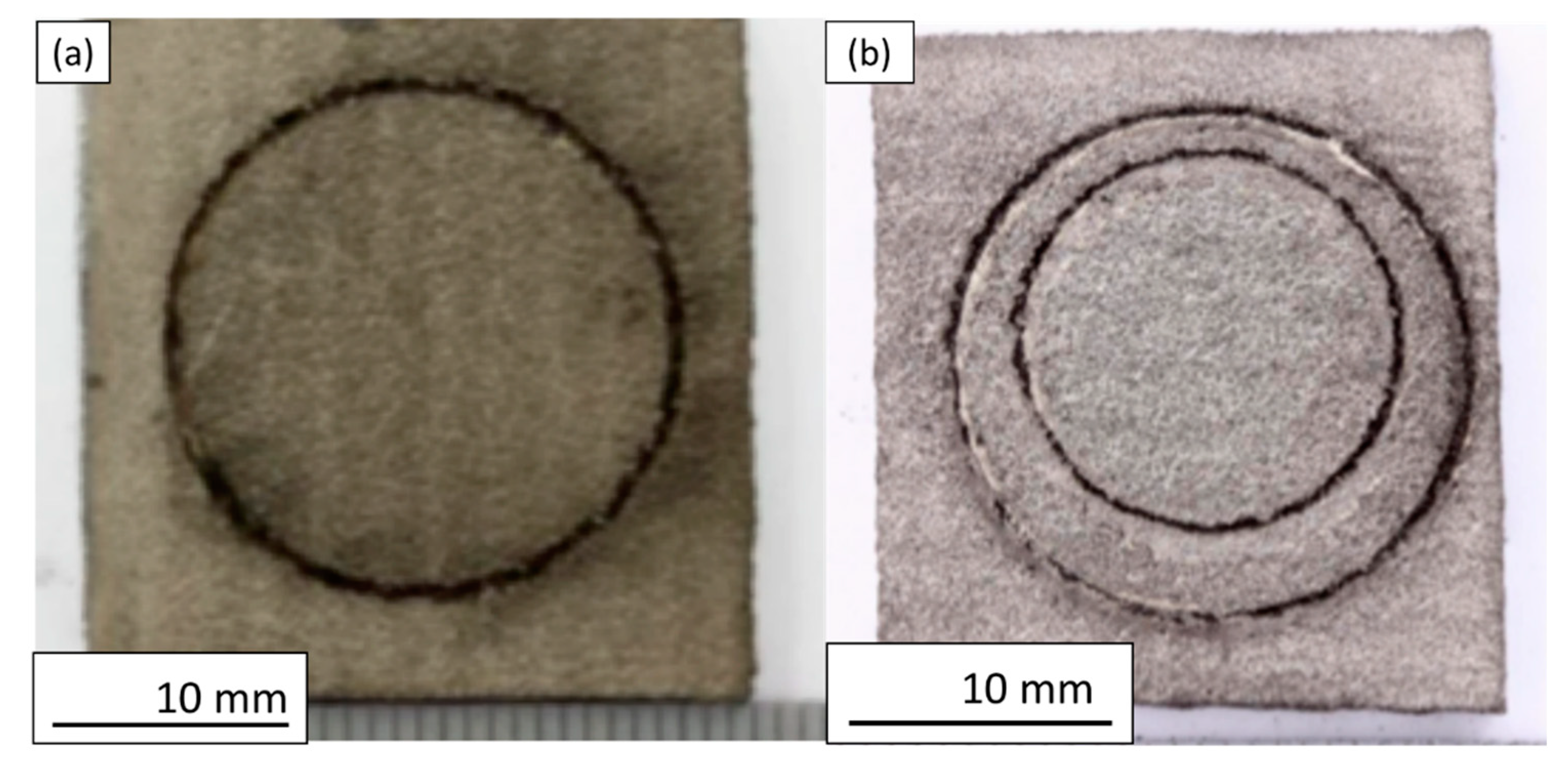
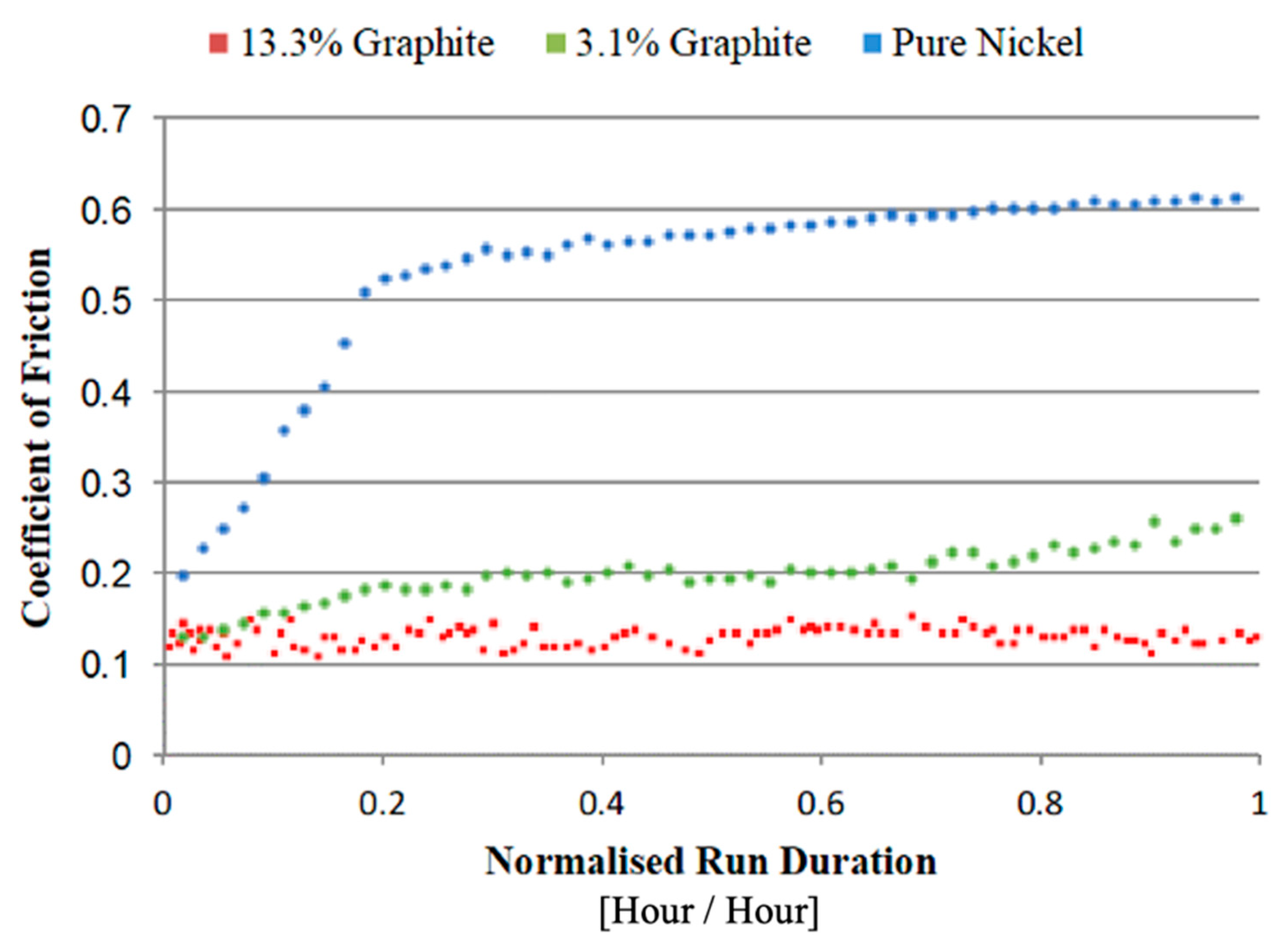
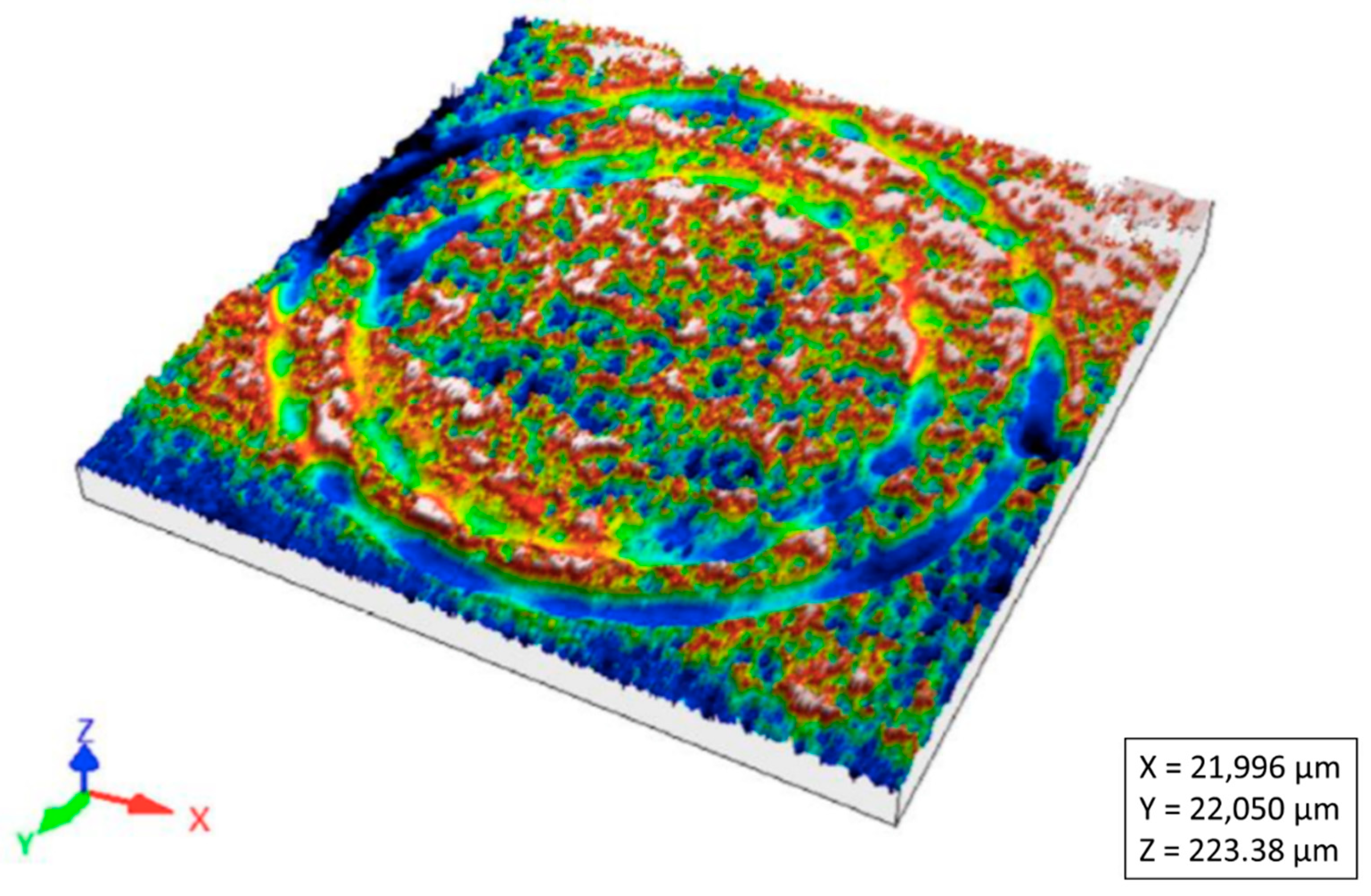
3.2. Tribological Properties
4. Discussion
4.1. Deposition and Graphite Inclusion
4.2. Tribological Properties
5. Conclusions
- SLD can deposit nickel/graphite coatings onto aluminium and titanium substrates when nickel shells are used to encapsulate the lubricant.
- Uncoated graphite cannot be incorporated into nickel coatings using either CS or SLD.
- Laser heating is required for the deposition of Ni/NCG coatings deposited using a feedstock containing 30 vol% graphite.
- For a given graphite volume fraction in the feedstock, deposit dimensions, graphite vol%, and graphite particle size all increase with laser power and deposition temperature.
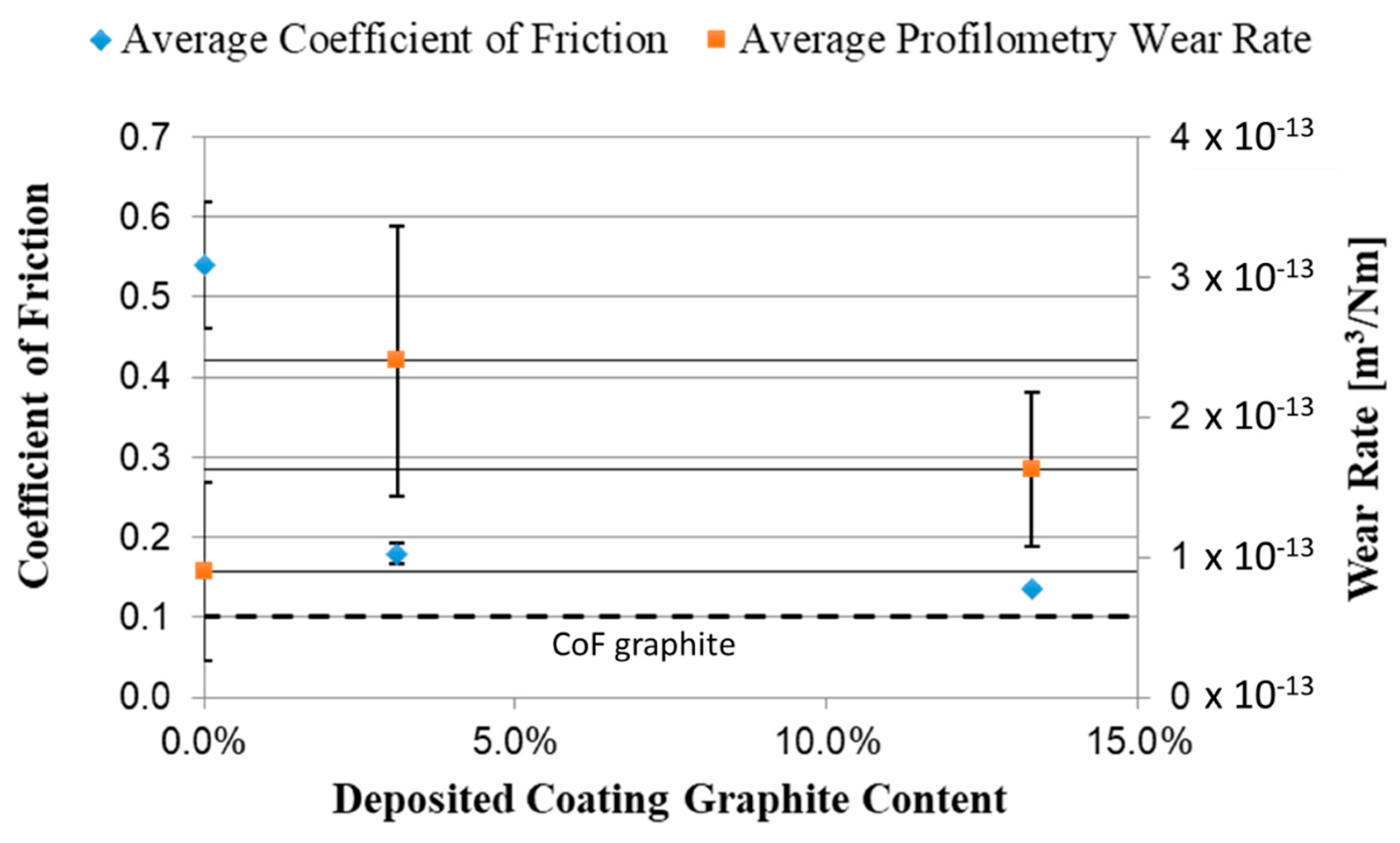
- Ni + NCG feedstock containing 30 vol% graphite has been used to deposit Ni/13.3 vol% graphite coatings using SLD. This graphite fraction is in the range identified as providing effective lubrication in the literature.
- The average wear rate of the 13.3 vol% graphite coatings, 1.63 × 10−13 Nm/m3, is comparable with SLD nickel and less than that reported for aluminium substrates.
- Coatings containing 13.3 vol% graphite have a low and stable CoF, 0.135 ± 0.003. This improves upon the metal/solid lubricant coatings reported in the literature and is comparable to sintered composites produced via powder metallurgy.
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rohatgi, P.K.; Ray, S.; Liu, Y. Tribological Properties of Metal Matrix-Graphite Particle Composites. Int. Mater. Rev. 1992, 37, 129–152. [Google Scholar] [CrossRef]
- Boes, D.J.; Bowen, P.H. Friction-Wear Characteristics of Self-Lubricating Composites Developed for Vacuum Service. E Trans. 1963, 6, 192–200. [Google Scholar] [CrossRef]
- Liu, E.; Gao, Y.; Wang, W.; Zhang, X.; Wang, X.; Yi, G.; Jia, J. Effect of the Synergetic Action on Tribological Characteristics of Ni-Based Composites Containing Multiple-Lubricants. Tribol. Lett. 2012, 47, 399–408. [Google Scholar] [CrossRef]
- Nayak, D.; Debata, M. Effect of Composition and Milling Time on Mechanical and Wear Performance of Copper–Graphite Composites Processed by Powder Metallurgy Route. Powder Metall. 2014, 57, 265–273. [Google Scholar] [CrossRef]
- Zhu, X.; Wei, X.; Huang, Y.; Wang, F.; Yan, P. High-Temperature Friction and Wear Properties of NiCr/HBN Self-Lubricating Composites. Metals 2019, 9, 356. [Google Scholar] [CrossRef] [Green Version]
- Omrani, E.; Rohatgi, P.K.; Menezes, P.L.; Rohatgi, P.K.; Menezes, P.L. Tribology and Applications of Self-Lubricating Materials; CRC Press: Boca Raton, FL, USA, 2017; ISBN 978-1-315-15407-7. [Google Scholar]
- Ozdemir, I.; Tekmen, C.; Tsunekawa, Y.; Grund, T. Wear Behavior of Plasma-Sprayed Al-Si/TiB2/h-BN Composite Coatings. J. Therm. Spray Technol. 2010, 19, 384–391. [Google Scholar] [CrossRef]
- Tsunekawa, Y.; Ozdemir, I.; Okumiya, M. Plasma Sprayed Cast Iron Coatings Containing Solid Lubricant Graphite and H-BN Structure. J. Therm. Spray Technol. 2006, 15, 239–245. [Google Scholar] [CrossRef]
- Marple, B.R.; Voyer, J. Improved Wear Performance by the Incorporation of Solid Lubricants during Thermal Spraying. J. Therm. Spray Technol. 2001, 10, 626–636. [Google Scholar] [CrossRef]
- Torres, H.; Slawik, S.; Gachot, C.; Prakash, B.; Rodríguez Ripoll, M. Microstructural Design of Self-Lubricating Laser Claddings for Use in High Temperature Sliding Applications. Surf. Coat. Technol. 2018, 337, 24–34. [Google Scholar] [CrossRef]
- Zhao, Y.; Feng, K.; Yao, C.; Nie, P.; Huang, J.; Li, Z. Microstructure and Tribological Properties of Laser Cladded Self-Lubricating Nickel-Base Composite Coatings Containing Nano-Cu and h-BN Solid Lubricants. Surf. Coat. Technol. 2019, 359, 485–494. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, P.; Gao, Q.; Qin, Y.; Li, R. Laser Cladding Ni-Based Alloy/Nano-Ni Encapsulated h-BN Self-Lubricating Composite Coatings. Surf. Coat. Technol. 2017, 332, 422–427. [Google Scholar] [CrossRef]
- Ganvir, A.; Jahagirdar, A.R.; Mulone, A.; Örnfeldt, L.; Björklund, S.; Klement, U.; Joshi, S. Novel Utilization of Liquid Feedstock in High Velocity Air Fuel (HVAF) Spraying to Deposit Solid Lubricant Reinforced Wear Resistant Coatings. J. Mater. Process. Technol. 2021, 295, 117203. [Google Scholar] [CrossRef]
- Aggarwal, G. Development of Self-Lubricating Coatings via Cold Spray Process: Feedstock Formulation And Deformation Modelling. Ph.D. Thesis, The Pennsylvania State University, State College, PA, USA, 2007. [Google Scholar]
- Zhang, Y.; Descartes, S.; Vo, P.; Chromik, R.R. Cold-Sprayed Cu-MoS2 and Its Fretting Wear Behavior. J. Therm. Spray Technol. 2016, 25, 473–482. [Google Scholar] [CrossRef]
- Nikbakht, R.; Jodoin, B. Thick Cu-HBN Coatings Using Pulsed Gas Dynamic Spray Process: Coating Formation Analysis and Characterization. J. Therm. Spray Technol. 2022, 31, 609–622. [Google Scholar] [CrossRef]
- Huang, C.; Li, W.; Xie, Y.; Planche, M.-P.; Liao, H.; Montavon, G. Effect of Substrate Type on Deposition Behavior and Wear Performance of Ni-Coated Graphite/Al Composite Coatings Deposited by Cold Spraying. J. Mater. Sci. Technol. 2017, 33, 338–346. [Google Scholar] [CrossRef]
- Segall, A.E.; Smid, I.; Walia, P.; Eden, T.J. Self-Lubricating Coatings for Elevated Temperature Applications Using A High-Velocity-Particle-Consolidation (HVPC) Process; Pennsylvania State University: University Park, PA, USA, 2008; p. 331. [Google Scholar]
- Stark, L.M.; Smid, I.; Segall, A.E.; Eden, T.J.; Potter, J. Self-Lubricating Cold-Sprayed Coatings Utilizing Microscale Nickel-Encapsulated Hexagonal Boron Nitride. Tribol. Trans. 2012, 55, 624–630. [Google Scholar] [CrossRef]
- Neshastehriz, M.; Smid, I.; Segall, A.E.; Eden, T.J. On the Bonding Mechanism in Cold Spray of Deformable Hex-BN-Ni Clusters. J. Therm. Spray Technol. 2016, 25, 982–991. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Li, R.; Wang, H.; Tian, L.; Li, H. Microstructure and Wear Behavior of Cold-Sprayed Cu-BNNSs Composite Coating. J. Therm. Spray Technol. 2021, 30, 1482–1492. [Google Scholar] [CrossRef]
- Bray, M.; Cockburn, A.; O’Neill, W. The Laser-Assisted Cold Spray Process and Deposit Characterisation. Surf. Coat. Technol. 2009, 203, 2851–2857. [Google Scholar] [CrossRef]
- Jones, M.; Cockburn, A.; Lupoi, R.; Sparkes, M.; O’Neill, W. Solid-State Manufacturing of Tungsten Deposits onto Molybdenum Substrates with Supersonic Laser Deposition. Mater. Lett. 2014, 134, 295–297. [Google Scholar] [CrossRef]
- Luo, F.; Cockburn, A.; Lupoi, R.; Sparkes, M.; O’Neill, W. Performance Comparison of Stellite 6® Deposited on Steel Using Supersonic Laser Deposition and Laser Cladding. Surf. Coat. Technol. 2012, 212, 119–127. [Google Scholar] [CrossRef]
- Mehta, D.S.; Masood, S.H.; Song, W.Q. Investigation of Wear Properties of Magnesium and Aluminum Alloys for Automotive Applications. J. Mater. Process. Technol. 2004, 155–156, 1526–1531. [Google Scholar] [CrossRef]
- García-Rueda, A.K.; Guzmán-Castillo, D.; García-González, L.; Zamora-Peredo, L.; Hernández-Torres, J. Surface Modification of a Ti6Al4V Alloy by Thermal Oxidation to Improve Its Tribological Properties. Mater. Lett. 2022, 317, 132082. [Google Scholar] [CrossRef]
- Kaufman, J.G.; Weritz, J.; Anderson, K. (Eds.) 6082: Medium-Strength Structural Alloy. In ASM Handbook, Volume 2B, Properties and Selection of Aluminum Alloys; ASM International: Russell Township, OH, USA, 2019; p. 2. ISBN 978-1-62708-210-5. [Google Scholar]
- Lampman, S. Wrought Titanium and Titanium Alloys. In ASM Handbook, Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Russell Township, OH, USA, 1990; p. 42. ISBN 978-1-62708-162-7. [Google Scholar]
- Friction-Friction Coefficients and Calculator. Available online: https://www.engineeringtoolbox.com/friction-coefficients-d_778.html (accessed on 17 May 2022).
- CSB-850 BM. Available online: https://www.csbslidingbearings.com/csb-850-bm.html (accessed on 17 May 2022).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Synthetic Graphite | Nickel-Coated Graphite (NCG) | Nickel |
|---|---|---|---|
| Supplier | Inoxia | Oerlikon Metco | Sandvik Osprey |
| Product Name | Graphite Powder | Metco 308NS-1 | Ni (MIM) |
| Nominal Particle Sizes | 95% < 53 μm | 30–90 μm | D50 = 24.7 μm |
| External Morphology | Irregular, lamellar | Irregular Ni shell | Spherical |
| Internal Morphology | Lamellar, dense | Lamellar, dense | Solid, dense |
| Method of Manufacture | Petrochemical | Hydrometallurgy autoclave | Gas atomization |
| % Metal by Weight | 0% | 85% | 100% |
| % Lubricant by Weight | 100% | 15% | 0% |
| Substrate | Metal Powder | Lubricant Powder | Graphite (vol%) | Traverse Rate (mms−1) | Laser Power (W) |
|---|---|---|---|---|---|
| Al 6082 | Ni | Graphite | 0, 17, 41 | 40, 60 | 0–1500 |
| Al 6082 | Ni | NCG | 0, 17, 41 | 40, 60 | 0–1500 |
| Ti Gd 2 | Ni | Graphite | 0, 17, 41 | 40, 60 | 0–1500 |
| Ti Gd 2 | Ni | NCG | 0, 17, 41 | 40, 60 | 0–1500 |
| Graphite Content (vol%) | Number of tests | Load (N) | Diameter (mm) | RPM | Run Time (min) |
|---|---|---|---|---|---|
| 0 | 3 | 20 | 23 | 50 | 30–125 |
| 3.1 | 4 | 20 | 20, 23 | 150 | 45 |
| 13.3 | 3 | 20 | 18, 22, 23 | 100 | 68 |
| Feedstock Composition (vol%) | Porosity in Single Track (vol %) | Porosity in Coating (vol%) | Graphite in Single Track (vol%) | Graphite in Coating (vol%) |
|---|---|---|---|---|
| Nickel | 1.1 | 0.9 | 0 | 0 |
| Ni/17 Graphite | 1.5 | 6.3 | 4.1 | 3.1 |
| Ni/30 Graphite | 6.3 | 2.5 | 17.4 | 13.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soane, N.; Cockburn, A.; Sparkes, M.; O’Neill, W. Deposition of Self-Lubricating Coatings via Supersonic Laser Deposition (SLD). Coatings 2022, 12, 760. https://doi.org/10.3390/coatings12060760
Soane N, Cockburn A, Sparkes M, O’Neill W. Deposition of Self-Lubricating Coatings via Supersonic Laser Deposition (SLD). Coatings. 2022; 12(6):760. https://doi.org/10.3390/coatings12060760
Chicago/Turabian StyleSoane, Nicholas, Andrew Cockburn, Martin Sparkes, and William O’Neill. 2022. "Deposition of Self-Lubricating Coatings via Supersonic Laser Deposition (SLD)" Coatings 12, no. 6: 760. https://doi.org/10.3390/coatings12060760