
Patterned Printing of Fragrant Microcapsules to Cotton Fabric

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
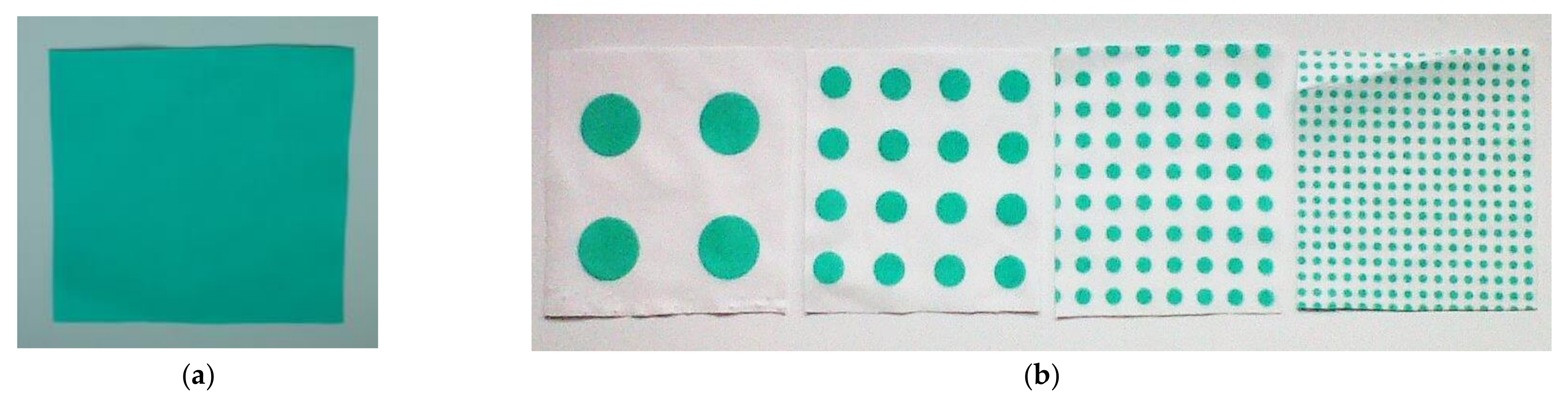
2.2. Printing of Cotton Fabric
2.3. Washing
2.4. Fragrance Evaluation
2.5. Fabric Properties
2.6. Antibacterial Activity Testing
2.7. Resistance against Microorganisms in Soil
2.8. Quantity of Formaldehyde
3. Results and Discussion
3.1. Evaluation of Fragrance
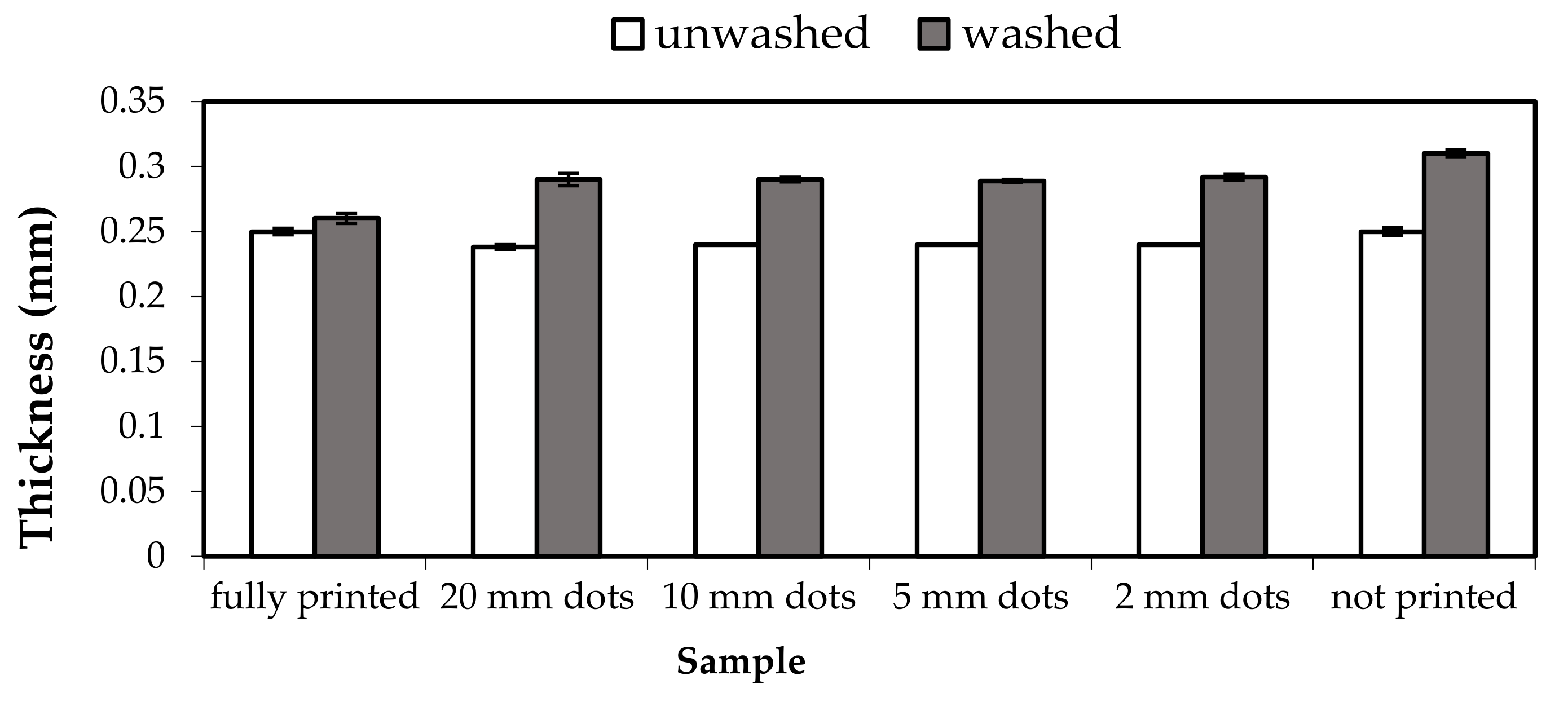
3.2. Fabric Properties
3.3. Antibacterial Efficiency
3.4. Resistance to Microorganisms in Soil
3.5. Free Formaldehyde Quantity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kert, M.; Forte Tavčer, P.; Hladnik, A.; Spasić, K.; Puač, N.; Petrović, L.Z.; Gorjanc, M. Application of fragrance microcapsules onto cotton fabric after treatment with oxygen and nitrogen plasma. Coatings 2021, 11, 1181. [Google Scholar] [CrossRef]
- Tulshyan, A.; Dedhia, E. An overview of microencapsulation technology in the application of aroma and antibacterial finishes. Int. J. Home Sci. 2021, 7, 34–39. [Google Scholar] [CrossRef]
- Mehta, S.; MacGillivray, M. Aromatherapy in textiles: A systematic review of studies examining textiles as a potential carrier for the therapeutic effects of essential oils. Textiles 2022, 2, 29–49. [Google Scholar] [CrossRef]
- Leskovšek, M.; Stankovič Elesini, U. Mikrokapsule v medicinskih in higienskih pripomočkih. Tekstilec 2005, 48, 37–42. [Google Scholar]
- Khanna, S.; Sharma, S.; Chakraborty, J.N. Performance assessment of fragrance finished cotton with cyclodextrin assisted anchoring hosts. Fash. Text. 2015, 19, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Stankovič Elesini, U.; Švarc, J.; Šumiga, B.; Urbas, R. Melamine formaldehyde microcapsules with fragrance core material: Preparation, properties, and end use. Text. Res. J. 2017, 87, 2435–2448. [Google Scholar] [CrossRef]
- Boh Podgornik, B.; Šandrić, S.; Kert, M. Microencapsulation for functional textile coating with emphasis on biodegradability—A systematic review. Coatings 2021, 11, 1371. [Google Scholar] [CrossRef]
- Martins, I.M.; Barreiro, M.F.; Coelho, M.; Rodrigues, A.E. Microencapsulation of essential oils with biodegradable polymeric carriers for cosmetic applications. Chem. Eng. J. 2014, 245, 191–200. [Google Scholar] [CrossRef] [Green Version]
- Miro Specos, M.; Escobar, G.; Marino, P.; Puggia, C.; Tesoriero Defain, M.V.; Hermida, L. Aroma finishing of cotton fabrics by means of microencapsulation techniques. J. Ind. Text 2010, 40, 13–32. [Google Scholar] [CrossRef]
- Monllor, P.; Bonet, M.; Cases, F. Characterization of the behaviour of flavor microcapsules in cotton cabrics. Eur. Polym. J. 2007, 43, 2481–2490. [Google Scholar] [CrossRef]
- Ocepek, B.; Boh, B.; Šumiga, B.; Forte Tavčer, P. Printing of antimicrobial microcapsules on textiles. Color. Technol. 2011, 128, 95–102. [Google Scholar] [CrossRef]
- Golja, B.; Šumiga, B.; Forte Tavčer, P. Fragrant finishing of cotton with microcapsules: Comparison between printing and impregnation. Color. Technol. 2012, 129, 338–346. [Google Scholar] [CrossRef]
- Bonet-Aracil, M.; Monllor, P.; Capablanca, L.; Gisbert, J.; Díaz, P.; Montava, I. A comparison between padding and bath exhaustion to apply microcapsules onto cotton. Cellulose 2015, 22, 2117–2127. [Google Scholar] [CrossRef] [Green Version]
- Bezerra, F.M.; Carmona, O.G.; Carmona, C.G.; Lis, M.J.; de Moraes, F.F. Controlled release of microencapsulated citronella essential oil on cotton and polyester matrices. Cellulose 2016, 23, 1459–1470. [Google Scholar] [CrossRef]
- Boh, B.; Knez, E. Microencapsulation of essential oils and phase change materials for applications in textile products. Indian J. Fibre Text. Res. 2006, 31, 72–82. [Google Scholar]
- Bonet-Aracil, M.; Capablanca, L.; Monllor, P.; Díaz, P.; Montava, I. Studying bath exhaustion as a method to apply microcapsules on fabrics. J. Text. Inst. 2012, 103, 629–635. [Google Scholar] [CrossRef]
- ISO 105-C06:2010; Textiles—Tests for Colour Fastness—Part C06: Colour Fastness to Domestic and Commercial Laundering. International Organization for Standardization: Geneva, Switzerland, 2010.
- Li, S.; Boyter, H.; Qian, L. UV curing for encapsulated aroma finish on cotton. J. Text. Inst. 2005, 96, 407–411. [Google Scholar] [CrossRef]
- Li, S.; Lewis, J.E.; Stewart, N.M.; Qian, L.; Boyter, H. Effect of finishing methods on washing durability of microencapsulated aroma finishing. J. Text. Inst. 2008, 99, 177–183. [Google Scholar] [CrossRef]
- SIST-EN 12127:1999; Determination of Mass per Unit Area Using Small Samples. CEN: Brussels, Belgium, 1999.
- SIST-EN ISO 5084:1999; Determination of thickness of textiles and textile products. CEN: Brussels, Belgium, 1996.
- ASTM D-1388-64; Method A: Standard Test Method for Stiffness of Fabrics. ASTM: New York, NY, USA, 1975.
- SIST-EN ISO 9237:1999; Determination of Permeability of Fabric to Air. ISO: Geneva, Switzerland, 1999.
- SIST-EN ISO 20645:2005; Determination of Antibacterial Activity—Agar Diffusion Plate Test. CEN: Brussels, Belgium, 2004.
- ISO/DIS 12945-2; Textiles—Determination of the Resistance to Pilling and Change of Appearance of Fabrics—Part 2. CEN: Brussels, Belgium, 2000.
- ISO 11721-1:2001; Textiles—Determination of Resistance of Cellulose-Containing Textiles to Micro-Organisms—Soil Burial Test—Part 1: Assessment of Rot-Retardant Finishing. ISO: Geneva, Switzerland, 2001.
- ISO 1172-1:2003; Textiles—Determination of the Resistance of Cellulose-Containing Textiles to Micro-Organisms—Soil Burial Test—Part 2: Identification of Long-Term Resistance of a Rot Retardant Finish. ISO: Geneva, Switzerland, 2003.
- SIST ISO 5081: 1996; Textiles—Woven Fabrics—Determination of Breaking Strength and Elongation (Strip Method). ISO: Geneva, Switzerland, 1996.
- EN ISO 14184-1; Textiles—Determination of formaldehyde—Part 1: Free and hydrolyzed formaldehyde. CEN: Brussels, Belgium, 1998.
- Oeko-Tex Standard 100; Oeko-Tex: Zurich, Switzerland, 2000.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Quantity (g/kg) |
|---|---|
| Thickener | 34 |
| Binder | 150 |
| Pigment | 2 |
| Suspension of MC | 100 |
| Distilled water | 714 |
| Phase | Conditions |
|---|---|
| Printing | Flat-screen stencil: mesh 43 threads/cm Printing speed: 80% Squeegee diameter: 8 mm Magnet pressure: level 5 No. of squeegee passes: 2 |
| Drying | Air |
| Thermal curing | Ernst Benz TKF 15-M500 drier Temperature = 150 °C Time: 3 min |
| Number of Washings | Sample | Number of Evaluations per Intensity of Fragrance | |||
|---|---|---|---|---|---|
| Strong | Medium | Weak | No | ||
| Before washing | Fully printed | 5 | - | - | - |
| 20 mm dots | 5 | - | - | - | |
| 10 mm dots | 5 | - | - | - | |
| 2 mm dots | 5 | - | - | - | |
| Untreated | - | - | - | 5 | |
| After 5 washings | Fully printed | - | 5 | - | - |
| 20 mm dots | - | 5 | - | - | |
| 10 mm dots | - | 5 | - | - | |
| 2 mm dots | - | 5 | - | - | |
| Untreated | - | - | - | 5 | |
| After 10 washings | Fully printed | - | - | 5 | - |
| 20 mm dots | - | - | 5 | - | |
| 10 mm dots | - | - | 5 | - | |
| 2 mm dots | - | - | 5 | - | |
| Untreated | - | - | - | 5 | |
| Sample | Ft of Unburied Sample (N) | Ft of Buried Sample (N) | qred of Buried Sample (%) |
|---|---|---|---|
| Untreated | 307.59 ± 13.53 | 69.14 ± 0.90 | 77.52 |
| Fully printed | 299.81 ± 19.3 | 43.01 ±1.57 | 85.65 |
| 20 mm dots | 307.29 ± 23.19 | 59.67 ± 0.73 | 80.58 |
| 10 mm dots | 307.49 ± 14.43 | 58.90 ± 0.86 | 80.85 |
| 5 mm dots | 306.45 ± 27.23 | 58.30 ± 1.10 | 80.98 |
| 2 mm dots | 306.30 ± 22.73 | 58.55 ± 0.42 | 80.89 |
| Sample | Quantity of Formaldehyde (ppm) | |
|---|---|---|
| Unwashed | Washed | |
| Without pattern | 207.46 ± 4.3 | 39.29 ± 0.9 |
| 20 mm dots | 75.92 ± 8.8 | 35.46 ± 0.6 |
| 2 mm dots | 83.31 ± 7.2 | 37.84 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golja, B.; Forte Tavčer, P. Patterned Printing of Fragrant Microcapsules to Cotton Fabric. Coatings 2022, 12, 593. https://doi.org/10.3390/coatings12050593
Golja B, Forte Tavčer P. Patterned Printing of Fragrant Microcapsules to Cotton Fabric. Coatings. 2022; 12(5):593. https://doi.org/10.3390/coatings12050593
Chicago/Turabian StyleGolja, Barbara, and Petra Forte Tavčer. 2022. "Patterned Printing of Fragrant Microcapsules to Cotton Fabric" Coatings 12, no. 5: 593. https://doi.org/10.3390/coatings12050593