
Importance of Dielectric Elements for Attaining Process Uniformity in Capacitively Coupled Plasma Deposition Reactors


Abstract
:1. Introduction
2. Materials and Methods
2.1. Governing Equations
2.2. Numerical Methods
2.3. SiH4/He Plasma Chemistry
3. Results
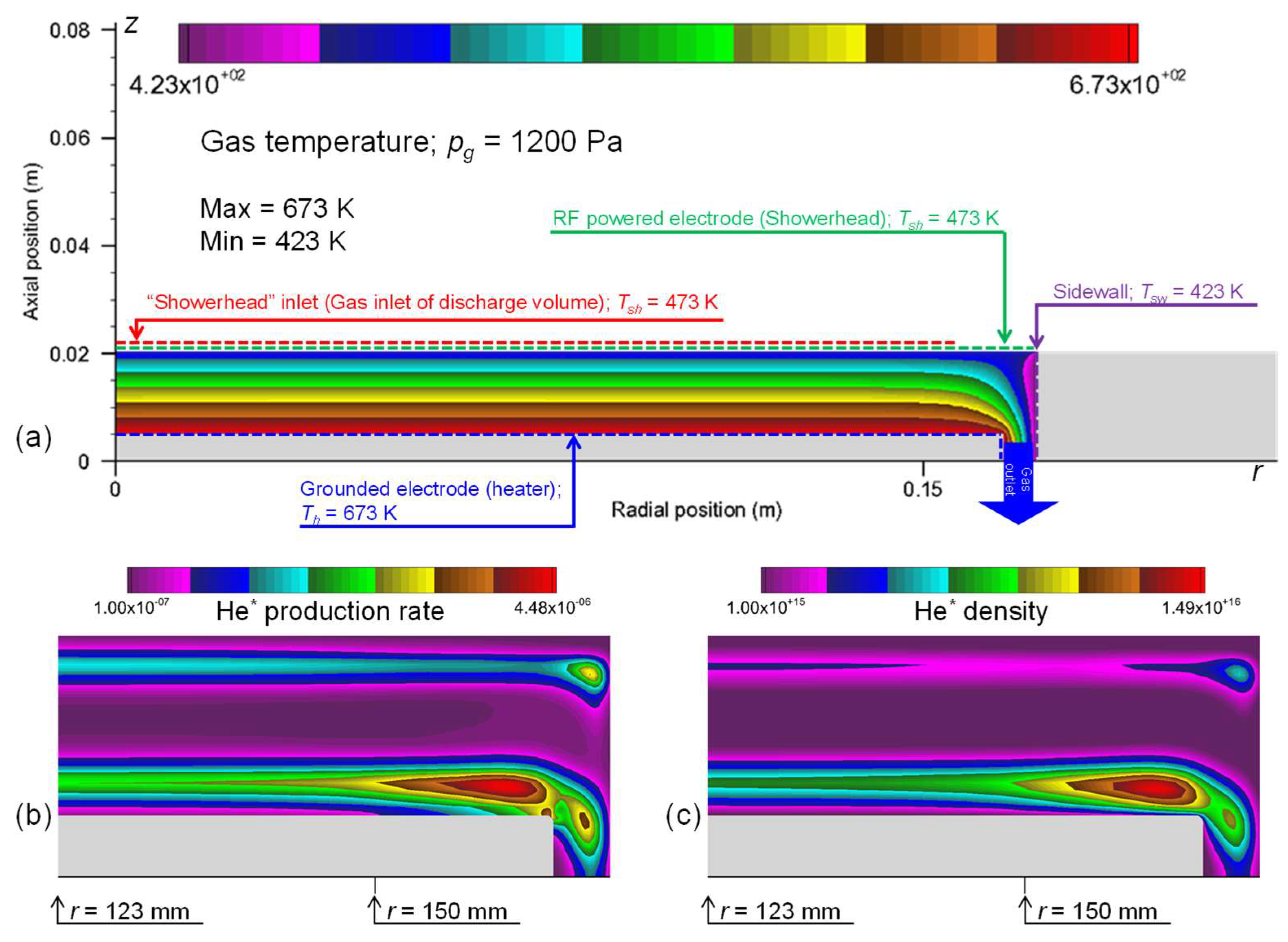
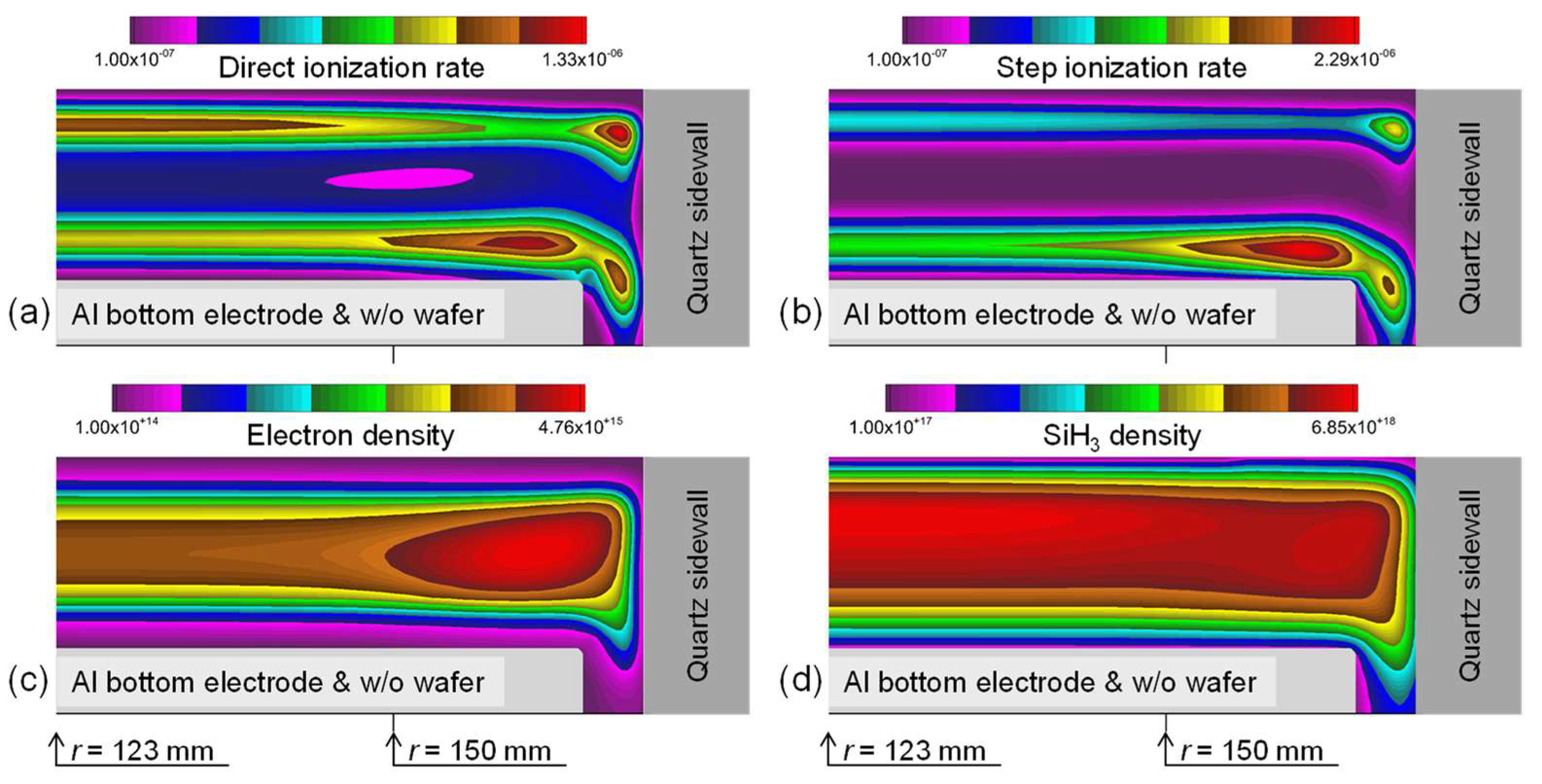
3.1. Analysis of the Base Case
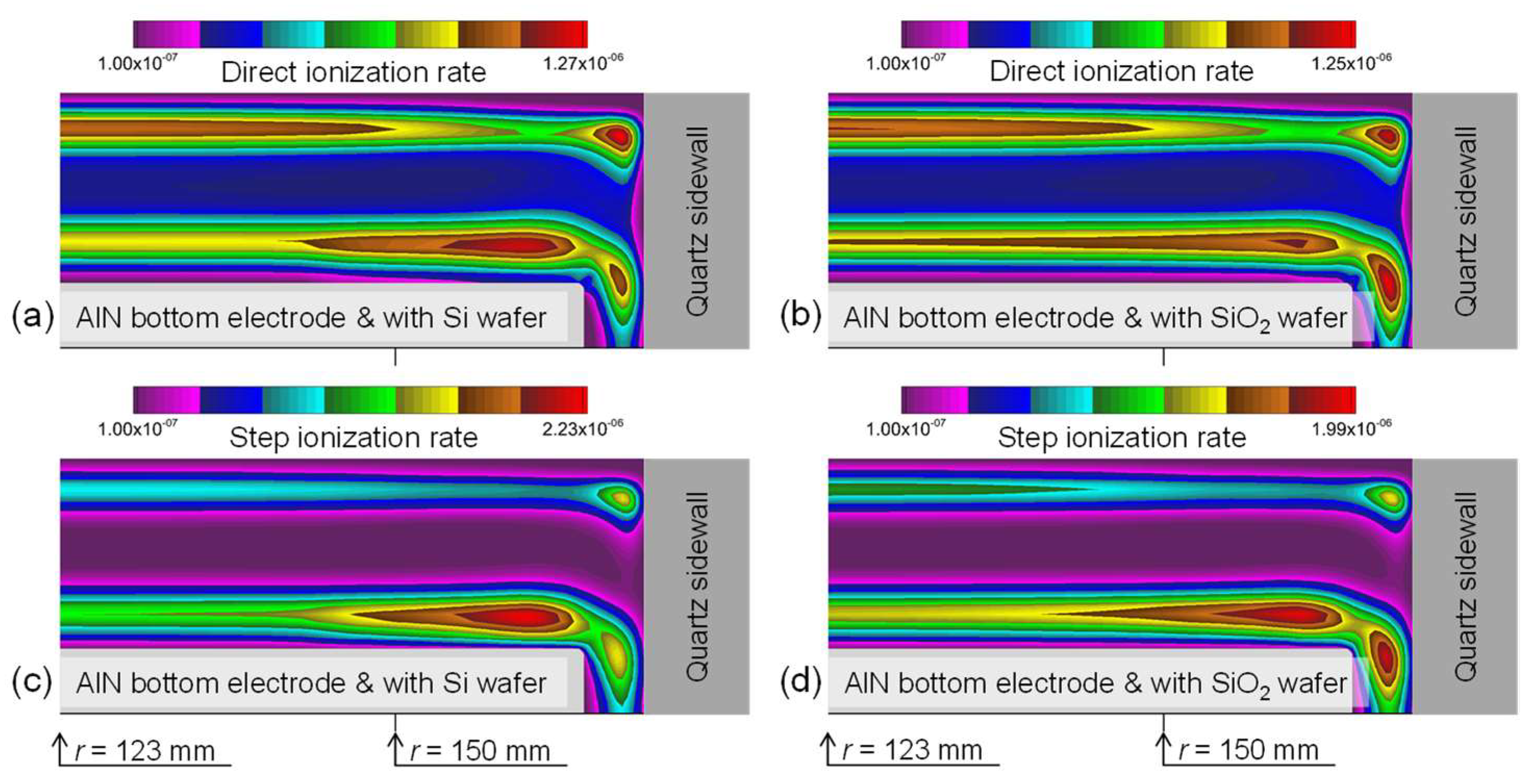
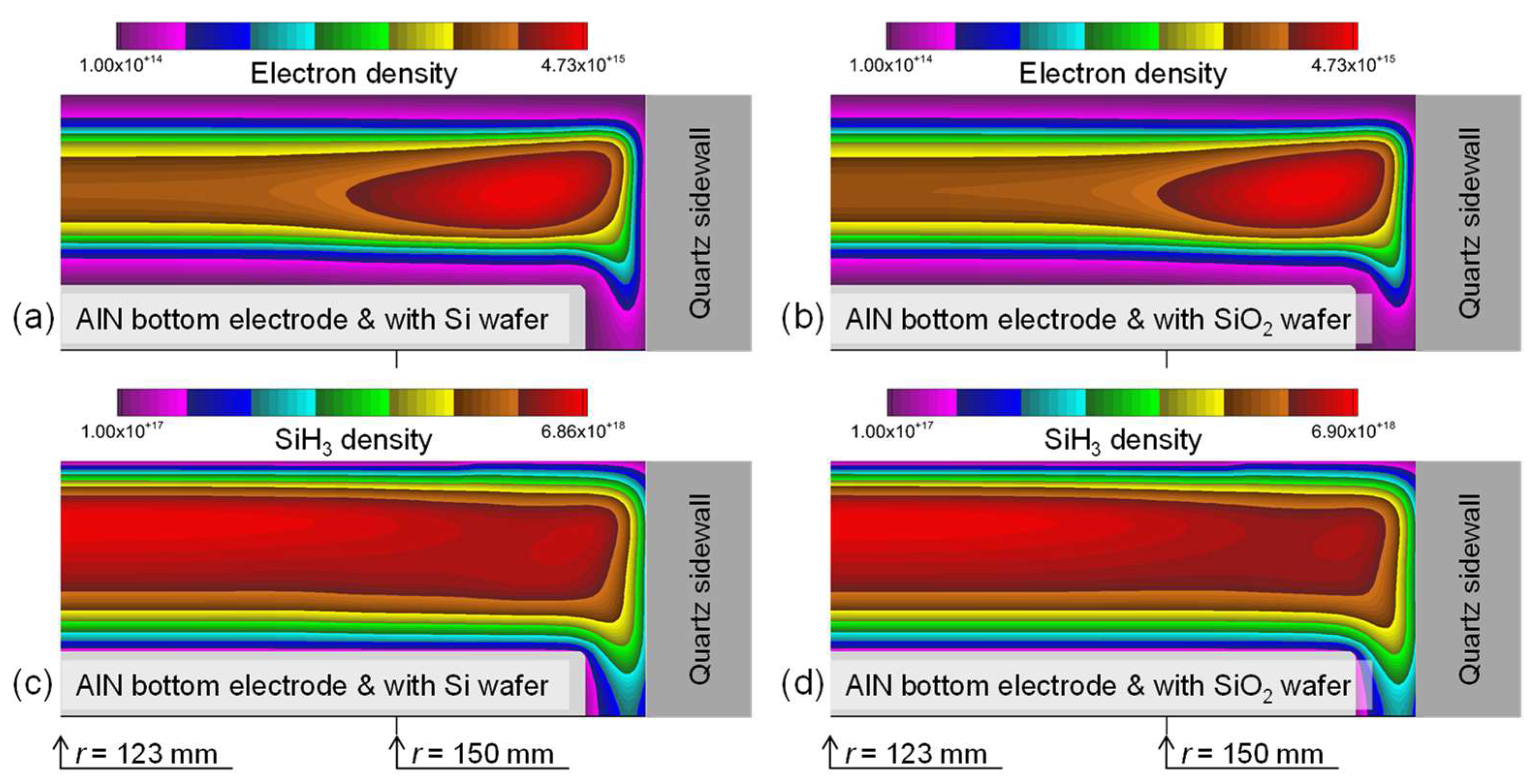
3.2. Effects of the Dielectric Wafer and the Dielectric Bottom Electrode
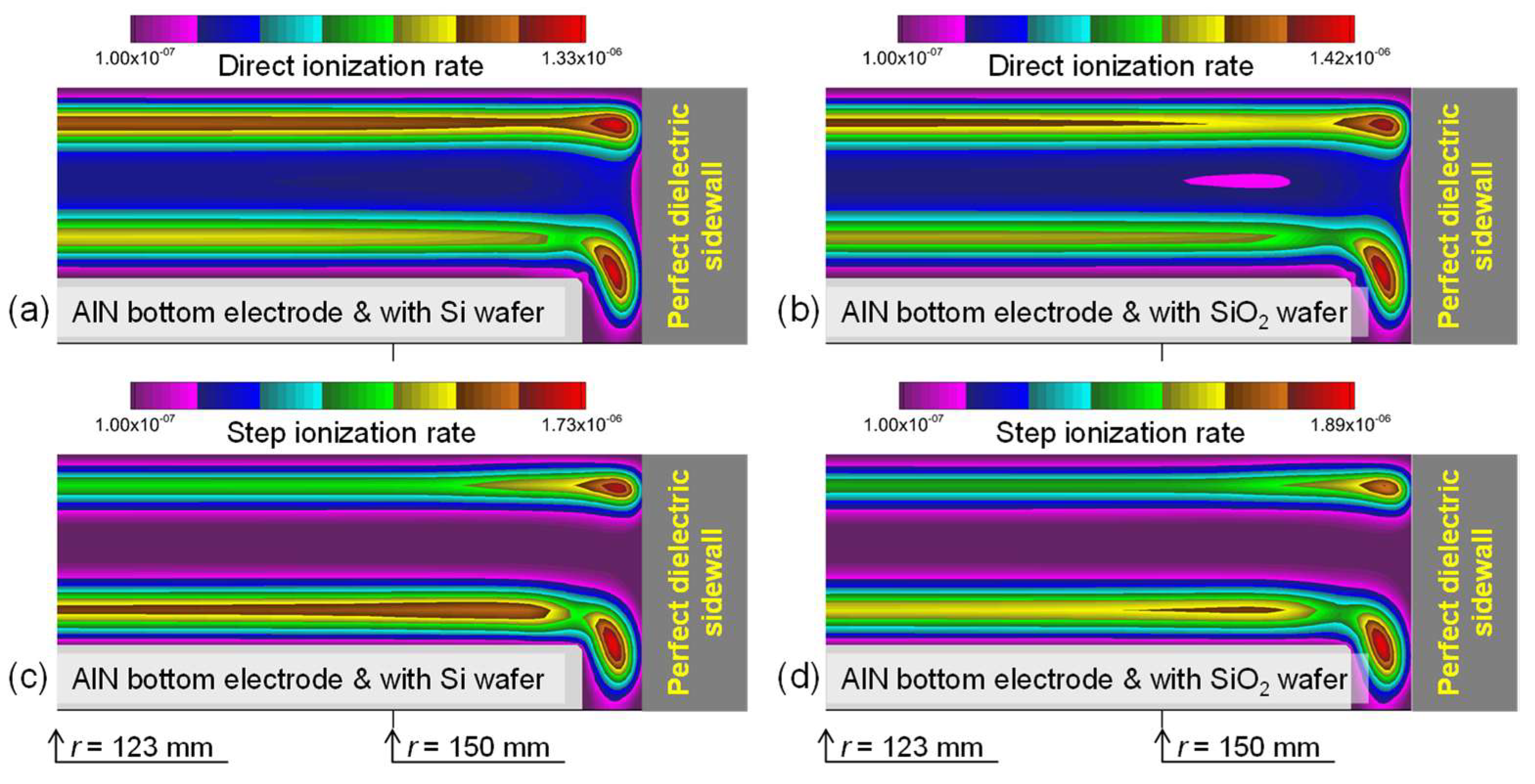
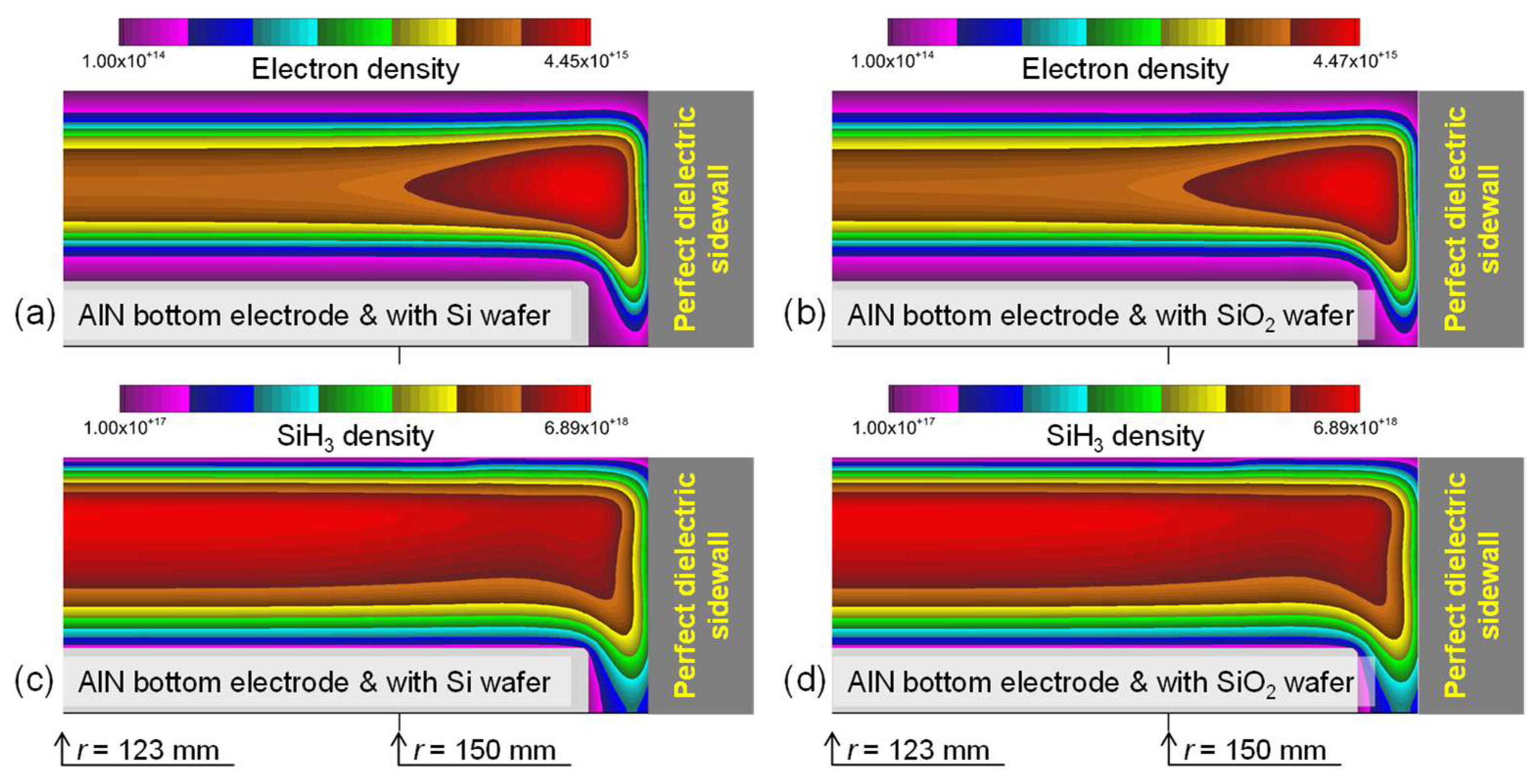
3.3. Effects of the Dielectric Wafer and the Perfect Dielectric Sidewall
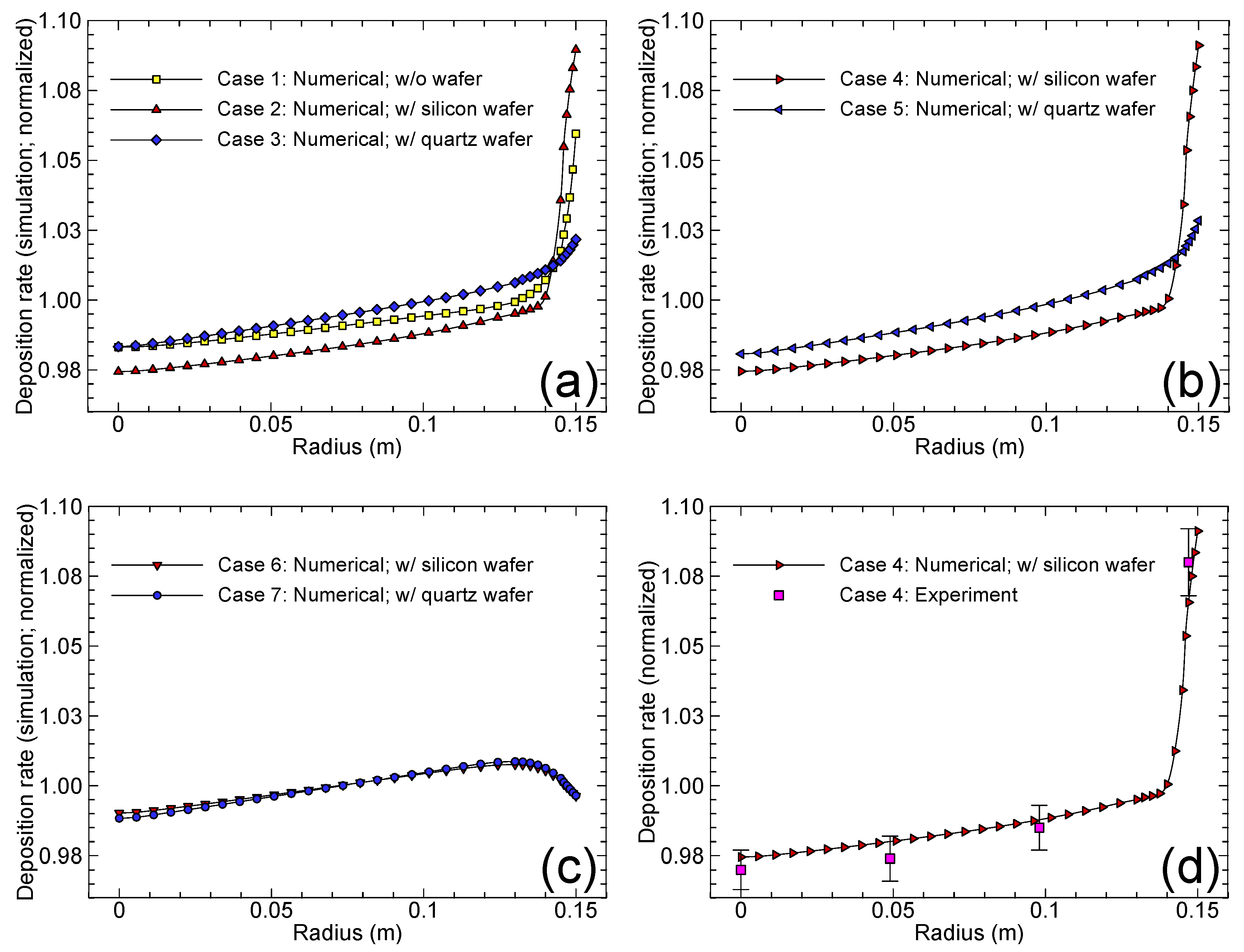
3.4. Deposition Rate Profiles
4. Discussion
5. Conclusions
Supplementary Materials
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, Y.-S.; Liu, Y.-X.; Zhang, Y.-R.; Wang, Y.-N. Fluid simulation and experimental validation of plasma radial uniformity in 60MHz capacitively coupled nitrogen discharges. J. Appl. Phys. 2015, 117, 083301. [Google Scholar] [CrossRef]
- Liang, Y.-S.; Liu, G.-H.; Xue, C.; Liu, Y.-X.; Wang, Y.-N. Fluid simulation of species concentrations in capacitively coupled N2/Ar plasmas: Effect of gas proportion. J. Appl. Phys. 2017, 121, 203302. [Google Scholar] [CrossRef]
- Lieberman, M.A.; Lichtenberg, A.J. Principles of Plasma Discharges and Materials Processing; John Wiley & Sons, Inc.: New Jersey, NY, USA, 2005. [Google Scholar]
- Yavas, O.; Richter, E.; Kluthe, C.; Sickmoeller, M. Wafer-edge yield engineering in leading-edge DRAM manufacturing. Semicond. Fabtech 2009, 39, 1–5. [Google Scholar]
- Hwang, S.; Kanarik, K. Available online: https://sst.semiconductor-digest.com/2016/08/evolution-of-across-wafer-uniformity-control-in-plasma-etch/ (accessed on 27 February 2022).
- Kim, H.J. Effect of electrode heating on the distribution of the ion production rate in a capacitively coupled plasma deposition reactor in consideration of thermal decomposition. Vacuum 2021, 189, 110264. [Google Scholar] [CrossRef]
- Kim, H.J. Influence of the gas pressure in a Torr regime capacitively coupled plasma deposition reactor. Plasma Sources Sci. Technol. 2021, 30, 065001. [Google Scholar] [CrossRef]
- Bera, K.; Rauf, S.; Ramaswamy, K.; Collins, K. Effects of interelectrode gap on high frequency and very high frequency capacitively coupled plasmas. J. Vac. Sci. Technol. A 2009, 27, 706. [Google Scholar] [CrossRef]
- Bera, K.; Rauf, S.; Ramaswamy, K.; Collins, K. Control of plasma uniformity in a capacitive discharge using two very high frequency power sources. J. Appl. Phys. 2009, 106, 033301. [Google Scholar] [CrossRef]
- Kim, H.J.; Lee, H.J. 2D fluid model analysis for the effect of 3D gas flow on a capacitively coupled plasma deposition reactor. Plasma Sources Sci. Technol. 2016, 25, 035006. [Google Scholar] [CrossRef]
- Kim, H.J.; Lee, H.J. Numerical analysis of the effect of electrode spacing on deposition rate profiles in a capacitively coupled plasma reactor. Plasma Sources Sci. Technol. 2016, 25, 065006. [Google Scholar] [CrossRef]
- Kim, H.J.; Lee, H.J. Analysis of intermediate pressure SiH4/He capacitively coupled plasma for deposition of an amorphous hydrogenated silicon film in consideration of thermal diffusion effects. Plasma Sources Sci. Technol. 2017, 26, 085003. [Google Scholar] [CrossRef]
- Kim, H.J.; Lee, H.J. Uniformity control of the deposition rate profile of a-Si:H film by gas velocity and temperature distributions in a capacitively coupled plasma reactor. J. Appl. Phys. 2018, 123, 113302. [Google Scholar] [CrossRef]
- Xu, X.; Zhao, S.-X.; Zhang, Y.-R.; Wang, Y.-N. Phase-shift effect in capacitively coupled plasmas with two radio frequency or very high frequency sources. J. Appl. Phys. 2010, 108, 043308. [Google Scholar] [CrossRef]
- Kawamura, E.; Wen, D.-Q.; Lieberman, M.A.; Lichtenberg, A.J. Effect of a dielectric layer on plasma uniformity in high frequency electronegative capacitive discharges. J. Vac. Sci. Technol. A 2017, 35, 05C311. [Google Scholar] [CrossRef]
- Jia, W.-Z.; Liu, R.-Q.; Wang, X.-F.; Liu, X.-M.; Song, Y.-H.; Wang, Y.-N. Two-dimensional fluid simulation of a radio frequency capacitively coupled plasma in SiH4/N2/O2. Phys. Plasmas 2018, 25, 093501. [Google Scholar] [CrossRef]
- Liu, Y.; Booth, J.-P.; Chabert, P. Plasma non-uniformity in a symmetric radiofrequency capacitively-coupled reactor with dielectric side-wall: A two dimensional particle-in-cell/Monte Carlo collision simulation. Plasma Sources Sci. Technol. 2018, 27, 025006. [Google Scholar] [CrossRef]
- Wang, J.-C.; Tian, P.; Kenney, J.; Rauf, S.; Korolov, I.; Schulze, J. Ion energy distribution functions in a dual-frequency low-pressure capacitively-coupled plasma: Experiments and particle-in-cell simulation. Plasma Sources Sci. Technol. 2021, 30, 075031. [Google Scholar] [CrossRef]
- Ouyang, W.; Ding, C.; Liu, Q.; Gao, S.; Deng, W.; Wu, Z. Fluid simulation of the plasma uniformity in new multi-directional source capacitively coupled plasma. AIP Adv. 2021, 11, 075121. [Google Scholar] [CrossRef]
- Yang, Y.; Kushner, M.J. Fluid simulation of the plasma uniformity in new multi-directional source capacitively coupled plasma. J. Phys. D Appl. Phys. 2010, 43, 152001. [Google Scholar] [CrossRef] [Green Version]
- Dalvie, M.; Surendra, M.; Selwyn, G.S. Self-consistent fluid modeling of radio frequency discharges in two dimensions. Appl. Phys. Lett. 1993, 62, 3207. [Google Scholar] [CrossRef]
- Bi, Z.-H.; Dai, Z.-L.; Zhang, Y.-R.; Liu, D.-P.; Wang, Y.-N. Effects of reactor geometry and frequency coupling on dual-frequency capacitively coupled plasmas. Plasma Sour. Sci. Technol. 2013, 22, 055007. [Google Scholar] [CrossRef]
- Kim, H.C.; Manousiouthakis, V.I. Simulation based plasma reactor design for improved ion bombardment uniformity. J. Vac. Sci. Technol. B 2000, 18, 841. [Google Scholar] [CrossRef]
- Michna, T.; Ellingboe, A.R. Characterisation of an RF power splitter for multi-tile PECVD systems application. Curr. Appl. Phys. 2011, 11, S9–S11. [Google Scholar] [CrossRef]
- Kim, H.J. Enhancement of cleanliness and deposition rate by understanding the multiple roles of the showerhead electrode in a capacitively coupled plasma reactor. Coatings 2021, 11, 999. [Google Scholar] [CrossRef]
- Group, E. CFD-ACE+ 2020.0 Manual; ESI US R&D Inc.: Huntsville, AL, USA, 2020. [Google Scholar]
- Batey, J.; Tierney, E.; Stasiak, J.; Nguyen, T.N. Plasma-enhanced CVD of high quality insulating films. Appl. Surf. Sci. 1989, 39, 1–15. [Google Scholar] [CrossRef]
- Beckman, M.W. The Effects of Low Pressure Helium Ion Bombardment on Hydrogenated Amorphous Silicon. Master’s Thesis, Iowa State University, Ames, IA, USA, 2008. [Google Scholar]
- Bhattacharya, K.; Das, D. Effect of deposition temperature on the growth of nanocrystalline silicon network from helium diluted silane plasma. J. Phys. D: Appl. Phys. 2008, 41, 155420. [Google Scholar] [CrossRef]
- Kushner, M.J. Simulation of the gas-phase processes in remote-plasma-activated chemical-vapor deposition of silicon dielectrics using rare gas-silane-ammonia mixtures. J. Appl. Phys. 1992, 9, 4173–4189. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case No. | Wafer Material | Electrode Material | Sidewall Material |
|---|---|---|---|
| 1 (base) | None | Aluminum | SiO2; k = 3.9 |
| 2 | Si; k = 11.7 | Aluminum | SiO2; k = 3.9 |
| 3 | SiO2; k = 3.9 | Aluminum | SiO2; k = 3.9 |
| 4 | Si; k = 11.7 | Aluminum Nitride; k = 8.9 | SiO2; k = 3.9 |
| 5 | SiO2; k = 3.9 | Aluminum Nitride; k = 8.9 | SiO2; k = 3.9 |
| 6 | Si; k = 11.7 | Aluminum Nitride; k = 8.9 | Perfect Dielectric |
| 7 | SiO2; k = 3.9 | Aluminum Nitride; k = 8.9 | Perfect Dielectric |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.J. Importance of Dielectric Elements for Attaining Process Uniformity in Capacitively Coupled Plasma Deposition Reactors. Coatings 2022, 12, 457. https://doi.org/10.3390/coatings12040457
Kim HJ. Importance of Dielectric Elements for Attaining Process Uniformity in Capacitively Coupled Plasma Deposition Reactors. Coatings. 2022; 12(4):457. https://doi.org/10.3390/coatings12040457
Chicago/Turabian StyleKim, Ho Jun. 2022. "Importance of Dielectric Elements for Attaining Process Uniformity in Capacitively Coupled Plasma Deposition Reactors" Coatings 12, no. 4: 457. https://doi.org/10.3390/coatings12040457