
Fabrication and Performance Analysis of 3D Inkjet Flexible Printed Touch Sensor Based on AgNP Electrode for Infotainment Display

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
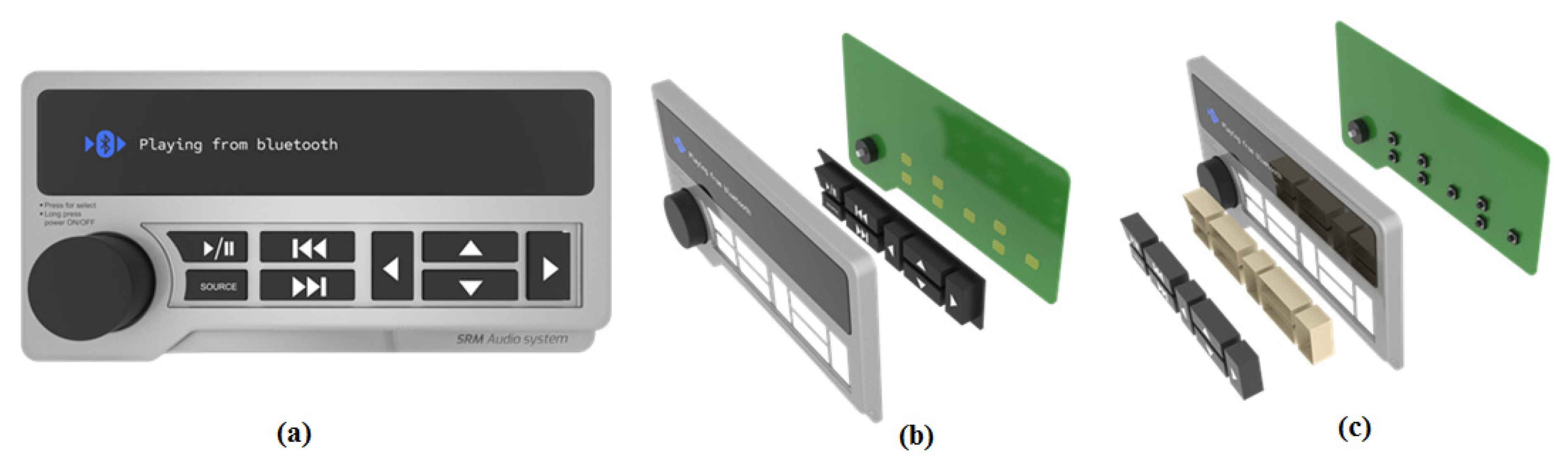
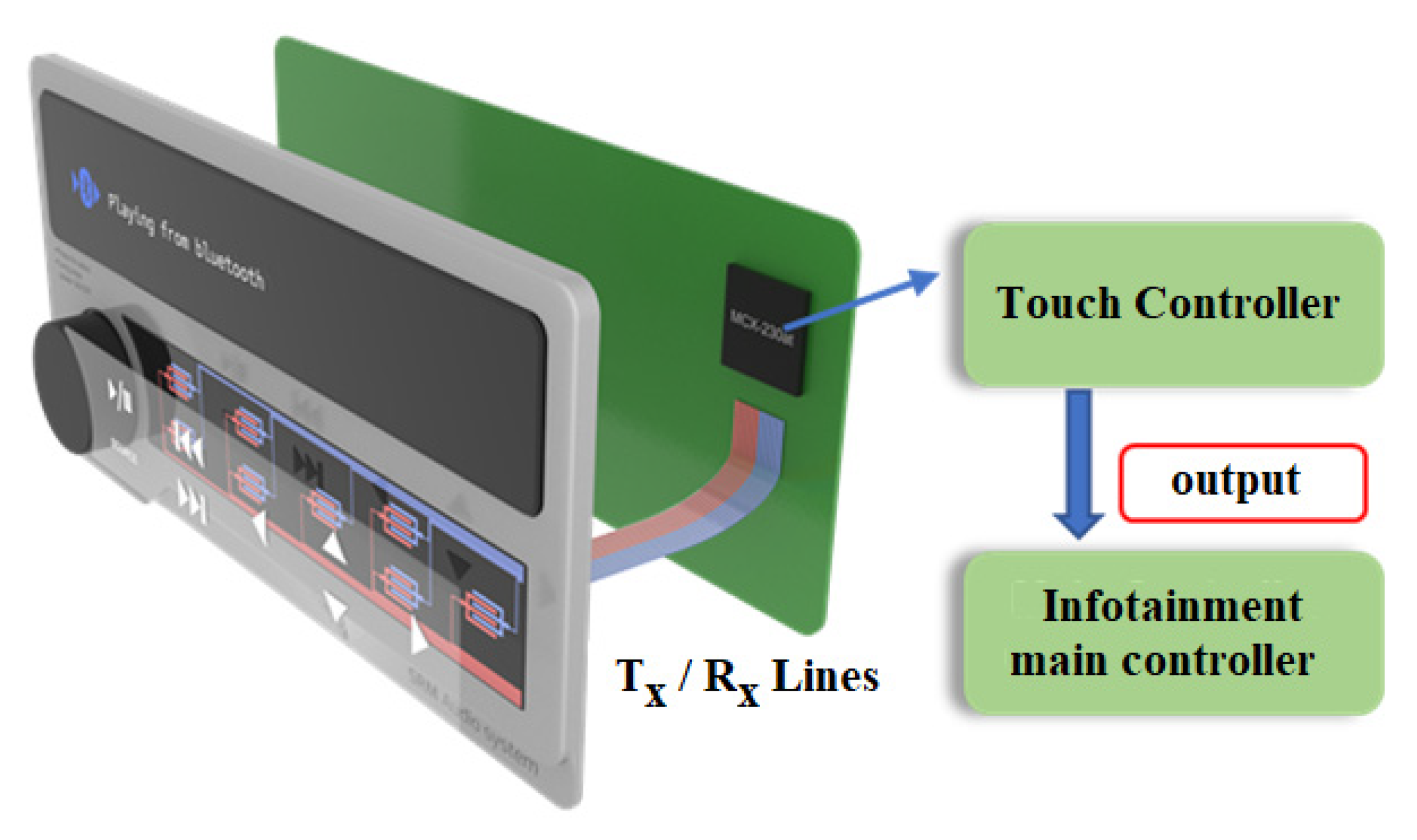
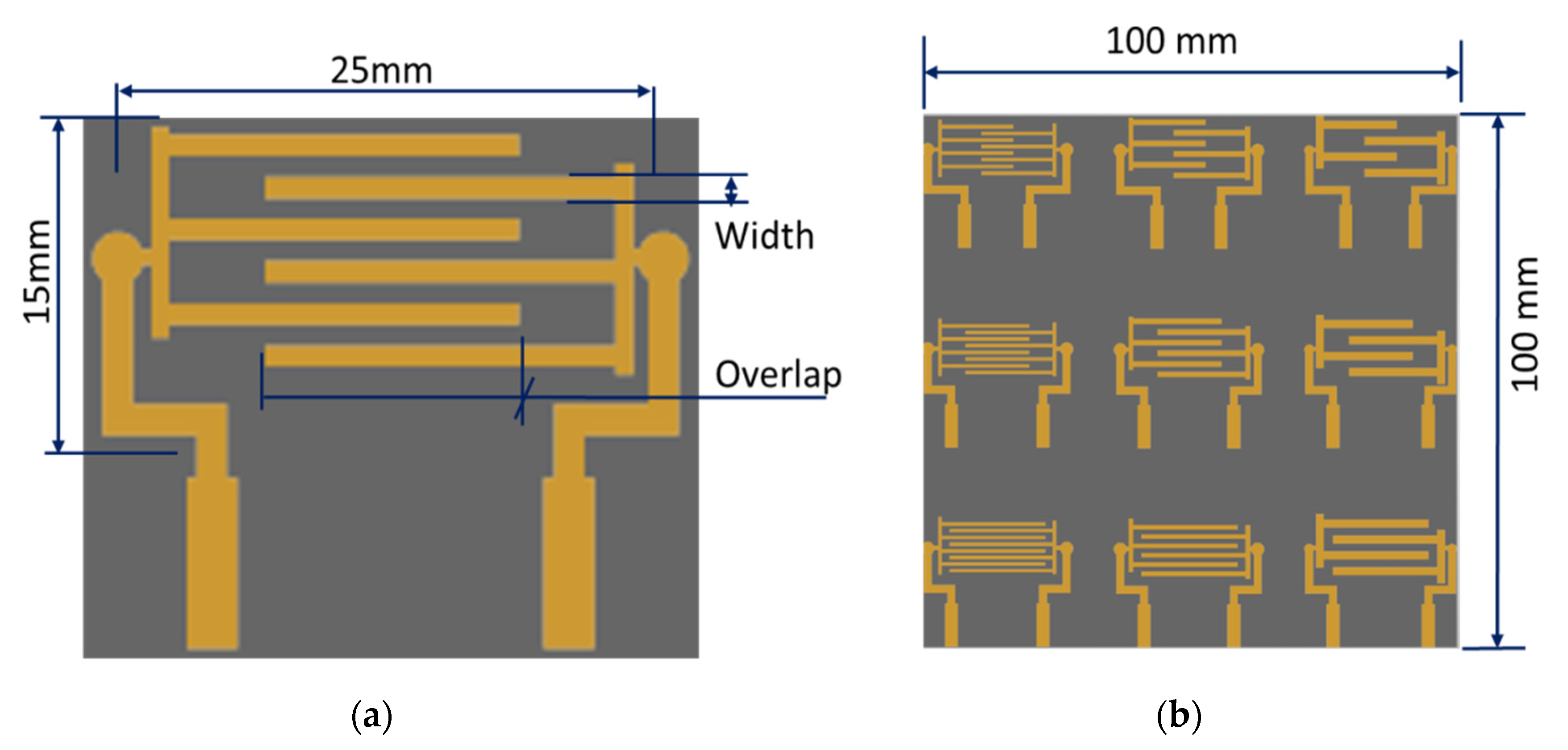
2.1. Design of 3D Inkjet Printing (IJP) of FPS
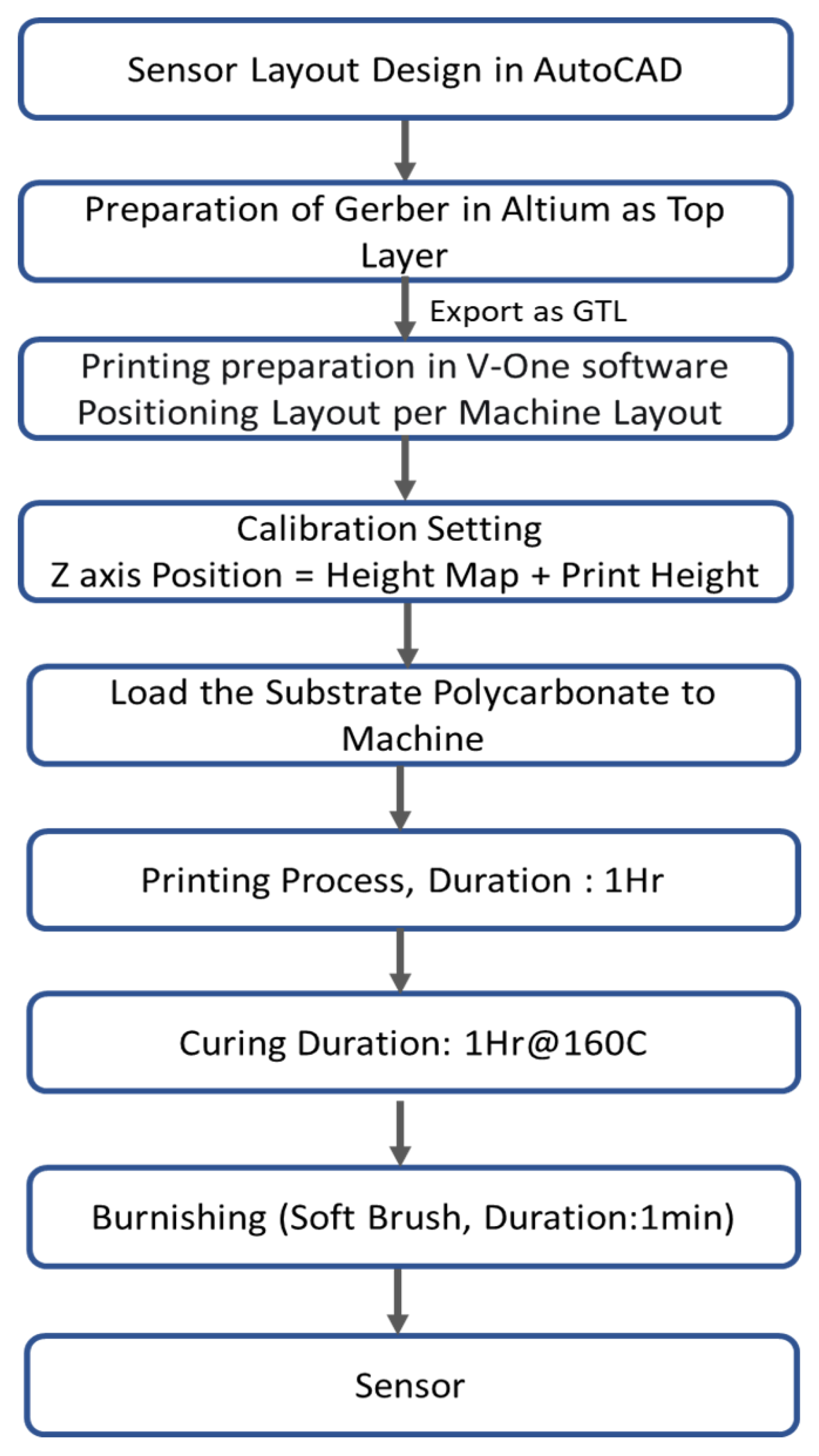
2.2. Workflow of 3D Inkjet Printing (IJP) Fabrication for Printed IDE Capacitive Sensor
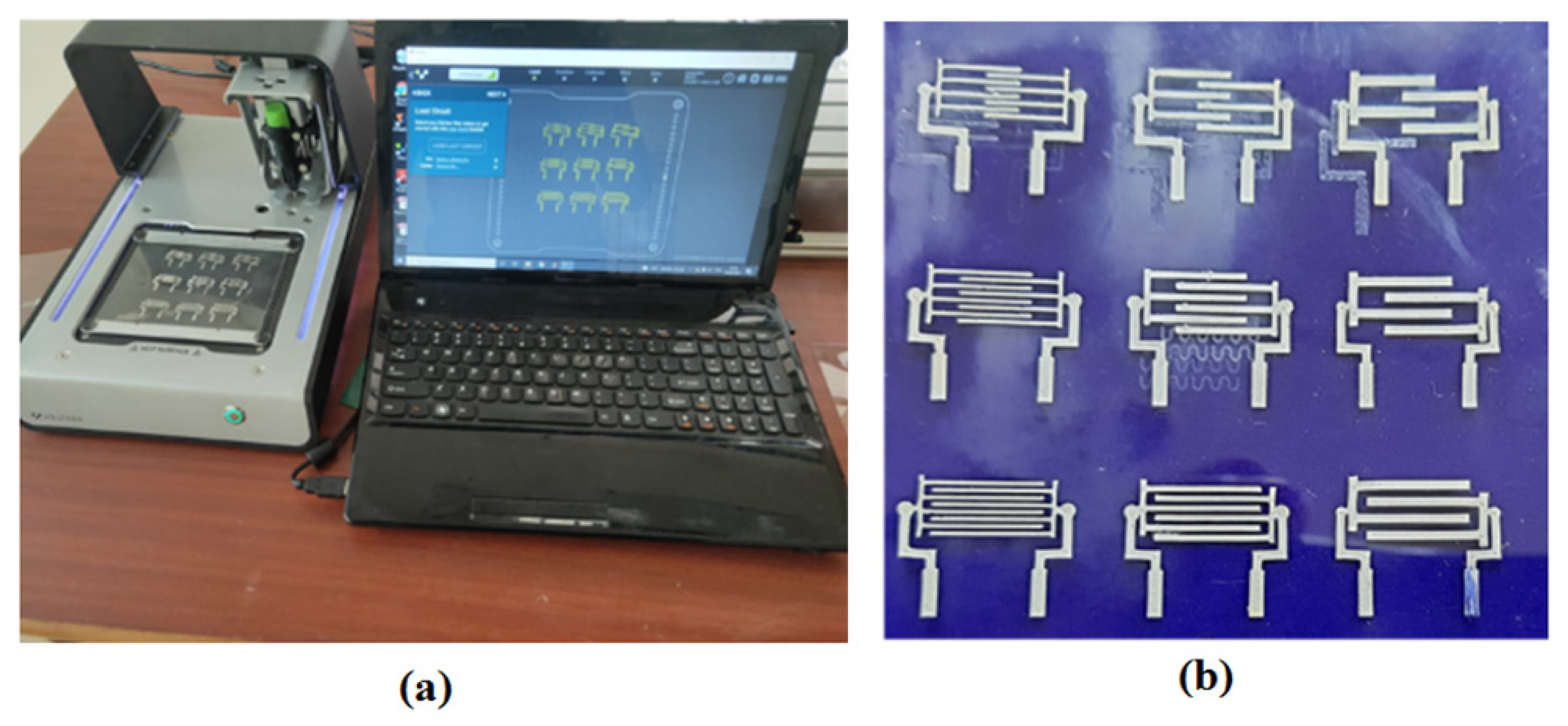
2.3. Fabrication of FPS Using Inkjet Printer
3. Results and Discussion
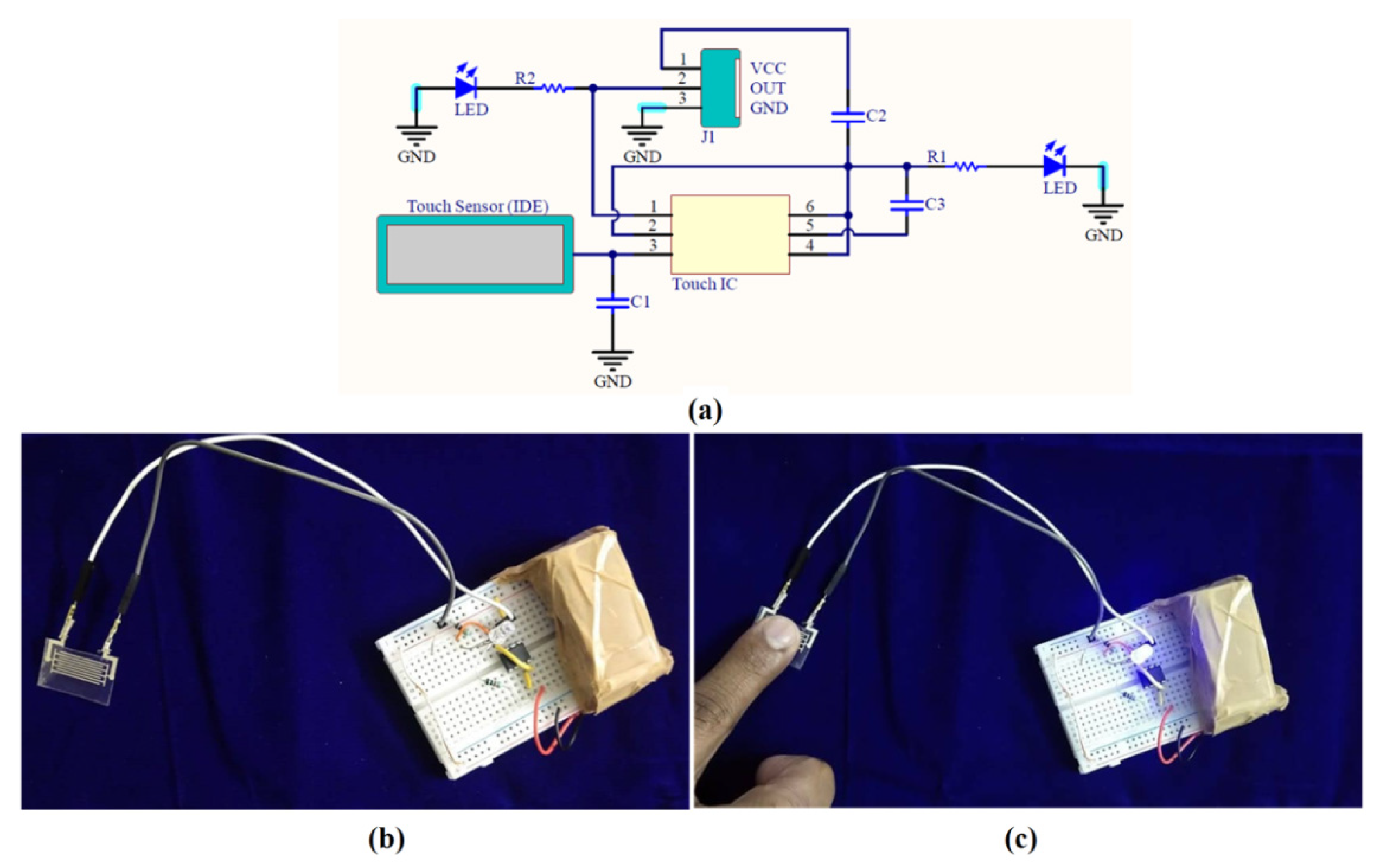
3.1. Verification of Printed FPS
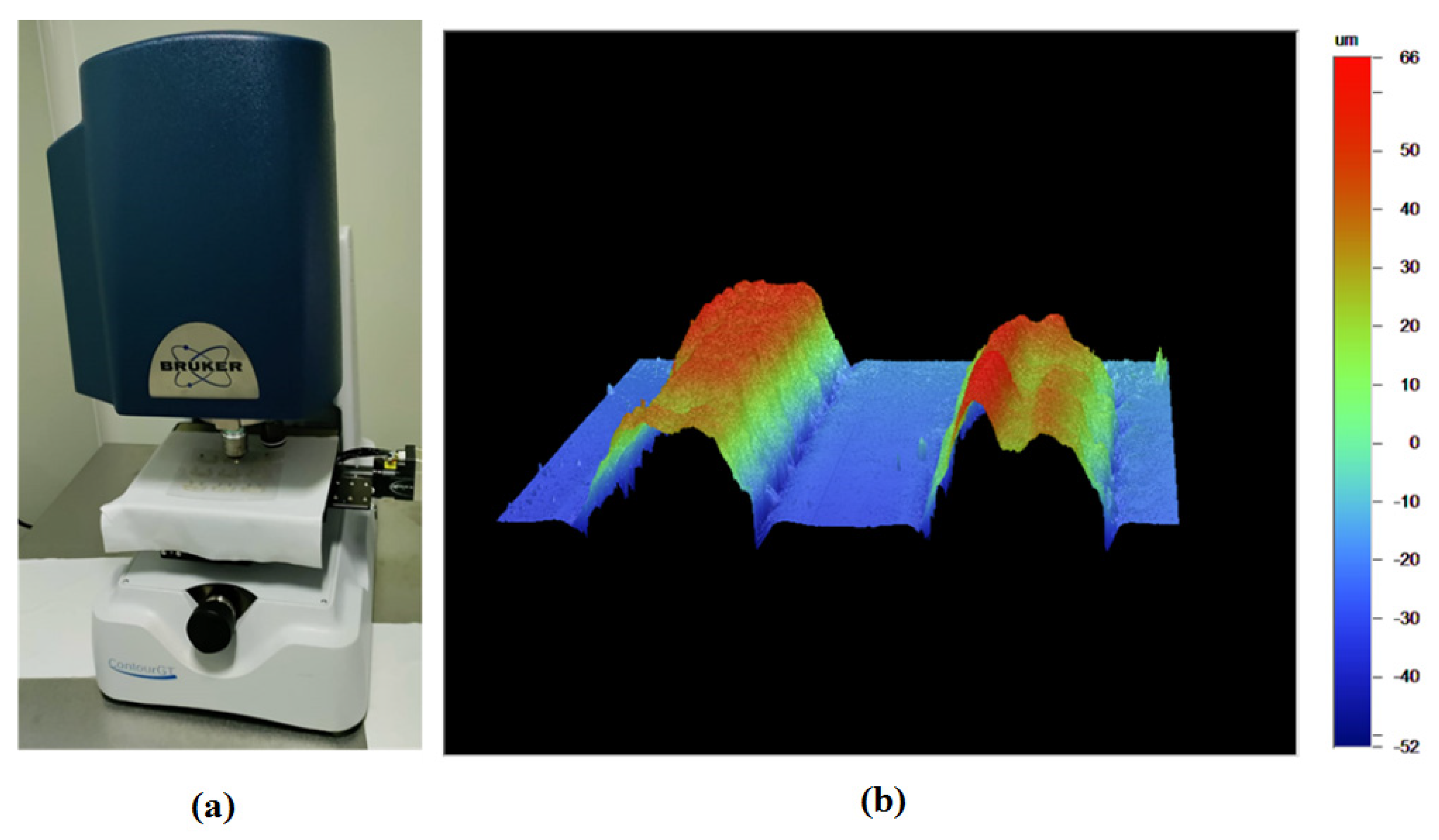
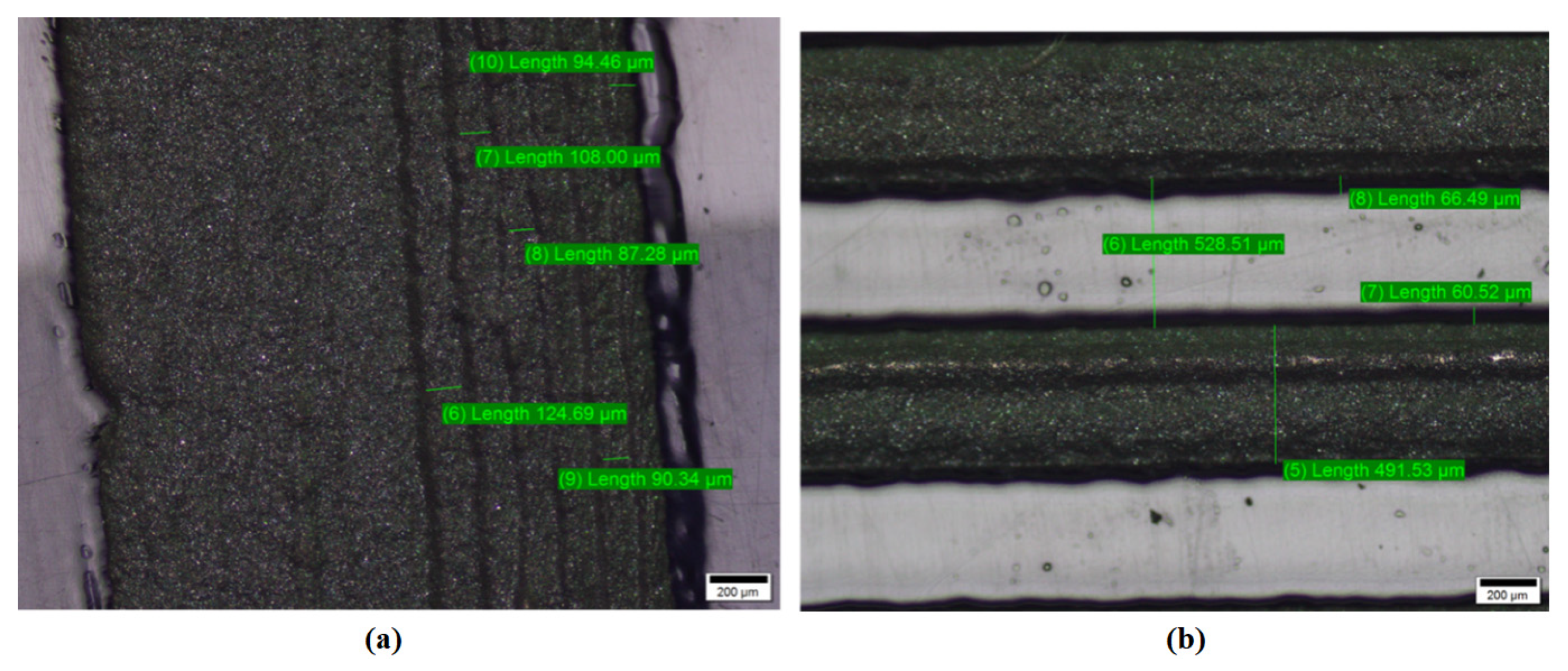
3.2. Evaluation of Pattern Accuracy
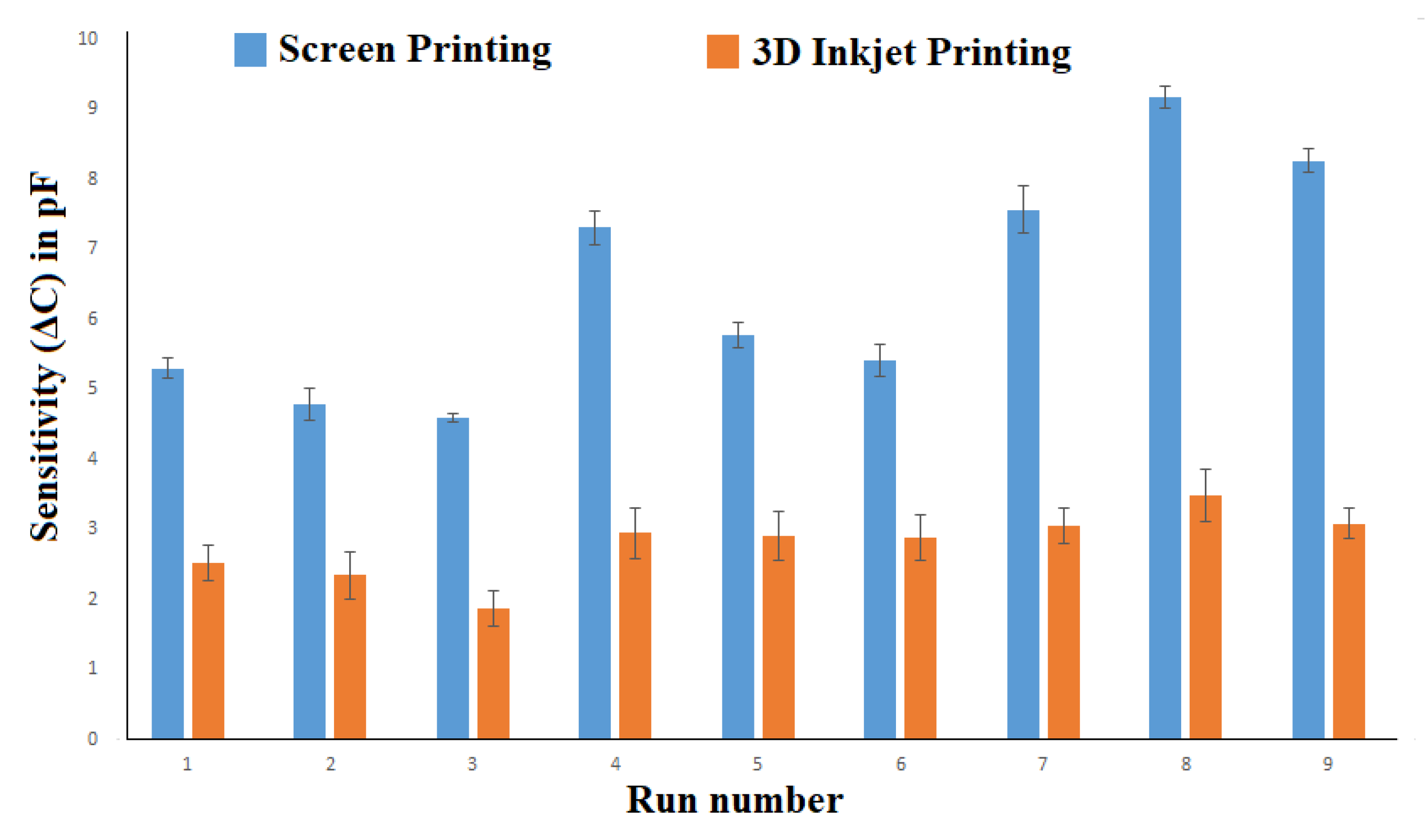
3.3. Sensitivity Comparison of FPS Using Screen Printing and 3D Inkjet Printing Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for printing sensors and electronics over large flexible substrates: A review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Rabik, M.M.; Saravanakumar, D.; Jaswanth, K. Sensor integration based approach for automatic fork lift trucks. IEEE Sens. J. 2018, 18, 736–740. [Google Scholar] [CrossRef]
- Rabik, M.M.; Muthuramalingam, T. Tracking and locking system for shooter with sensory noise cancellation. IEEE Sens. J. 2018, 18, 732–735. [Google Scholar] [CrossRef]
- Chang, W.Y.; Fang, T.H.; Lin, H.J.; Shen, Y.T.; Lin, Y.C. A large area flexible array sensors using screen printing technology. J. Display Technol. 2009, 5, 178–183. [Google Scholar] [CrossRef]
- Choi, M.C.; Kim, Y.; Ha, C.S. Polymers for flexible displays: From material selection to device applications. Prog. Polym. Sci. 2008, 33, 581–630. [Google Scholar] [CrossRef]
- Srinivasan, K.P.; Muthuramalingam, T. In-depth scrutinization of in-mold electronics for automotive applications. J. Phys. Conf. Ser. 2021, 1969, 012064. [Google Scholar] [CrossRef]
- Gong, Y.; Cha, K.J.; Park, J.M. Deformation characteristics and resistance distribution in thermoforming of printed electrical circuits for in-mold electronics application. Int. J. Adv. Manuf. Technol. 2020, 108, 749–758. [Google Scholar] [CrossRef]
- Rao, R.V.K.; Abhinav, K.V.; Karthik, P.S.; Singh, S.P. Conductive silver inks and their applications in printed and flexible electronics. RSC Adv. 2015, 5, 77760–77790. [Google Scholar]
- Albrecht, A.; Trautmann, M.; Becherer, M.; Lugli, P.; Rivadeneyra, A. Shear-force sensors on flexible substrates using inkjet printing. J. Sens. 2019, 2019, 1864239. [Google Scholar] [CrossRef] [Green Version]
- Gaspar, C.; Olkkonen, J.; Passoja, S.; Smolander, M. Paper as active layer in inkjet-printed capacitive humidity sensors. Sensors 2017, 17, 1464. [Google Scholar] [CrossRef] [Green Version]
- Tobjörk, D.; Österbacka, R. Paper electronics. Adv. Mater. 2011, 23, 1935–1961. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, K.P.; Muthuramalingam, T. Design, fabrication, and crack analysis of silver track printed flexible sensor for automobile infotainment application. IEEE Sens. J. 2021, 21, 13910–13915. [Google Scholar] [CrossRef]
- Duan, D.L.; Li, S.; Zhang, R.L.; Hu, W.Y.; Li, S.Z. Evaluation of adhesion between coating and substrate by a single pendulum impact scratch test. Thin Solid Films 2006, 515, 2244–2250. [Google Scholar] [CrossRef]
- Lopez, F.M.; Briand, D.; Rooij, N.F.D. All additive inkjet printed humidity sensors on plastic substrate. Sens. Actuators B Chem. 2012, 166–167, 212–222. [Google Scholar] [CrossRef]
- Igreja, R.; Dias, C.J. Analytical evaluation of the interdigital electrodes capacitance for a multi-layered structure. Sens. Actuators A Phys. 2004, 112, 291–301. [Google Scholar] [CrossRef]
- Feng, F.; Liu, Y.; Chen, Y. Effects of quantity and size of buttons of in-vehicle touch screen on drivers’ eye glance behavior. Int. J. Hum. Comput. Interact. 2018, 34, 1105–1118. [Google Scholar] [CrossRef]
- Suikkola, J.; Jörninen, T.; Mosallaei, M.; Kankkunen, T.; Ketola, P.I.; Ukkonen, L.; Vanhala, J.; Mäntysalo, M. Screen-printing fabrication and characterization of stretchable electronics. Sci. Rep. 2016, 6, 25784. [Google Scholar] [CrossRef]
- Mieghem, B.V.; Desplentere, F.; Bael, A.V.; Ivens, J. Improvements in thermoforming simulation by use of 3D digital image correlation. Exp. Polym. Lett. 2015, 9, 119–128. [Google Scholar] [CrossRef]
- Ali, S.M.; Sovuthy, C.; Imran, M.A.; Socheatra, S.; Abbasi, Q.H.; Abidin, Z.Z. Recent advances of wearable antennas in materials, fabrication methods, designs, and their applications: State-of-the-art. Micromachines 2020, 11, 888. [Google Scholar] [CrossRef]
- Cao, R.; Pu, X.; Du, X.; Yang, W.; Wang, J.; Guo, H.; Zhao, S.; Yuan, Z.; Zhang, C.; Li, C.; et al. Screen-printed washable electronic textiles as self-powered touch/gesture tribo-sensors for intelligent human–machine interaction. ACS Nano 2018, 12, 5190–5196. [Google Scholar] [CrossRef]
- Huang, Q.; Zhu, Y. Printing conductive nanomaterials for flexible and stretchable electronics: A review of materials, processes, and applications. Adv. Mater. Technol. 2019, 4, 1800546. [Google Scholar] [CrossRef]
- Srinivasan, K.P.; Muthuramalingam, T. Fabrication and performance evolution of AgNP interdigitated electrode touch sensor for automotive infotainment. Sensors 2021, 21, 7961. [Google Scholar] [CrossRef] [PubMed]
- Zhuldybina, M.; Ropagnol, X.; Bois, C.; Zednik, R.J.; Blanchard, F. Printing accuracy tracking with 2D optical microscopy and super-resolution meta material-assisted 1D terahertz spectroscopy. Npj Flex. Electron. 2020, 4, 21. [Google Scholar] [CrossRef]
- Li, W.; Yang, S.; Shamim, A. Screen printing of silver nanowires: Balancing conductivity with transparency while maintaining flexibility and stretchability. Npj Flex. Electron. 2019, 3, 13. [Google Scholar] [CrossRef]
- Manjunath, G.; Pujar, P.; Gupta, B.; Gupta, D.; Mandal, S. Low-temperature reducible particle-free screen-printable silver ink for the fabrication of high conductive electrodes. J. Mater. Sci. Mater. Electron. 2019, 30, 18647–18658. [Google Scholar] [CrossRef]
- Zhong, T.; Jin, N.; Yuan, W.; Zhou, C.; Gu, W.; Cui, Z. Printable stretchable silver ink and application to printed RFID tags for wearable electronics. Materials 2019, 12, 3036. [Google Scholar] [CrossRef] [Green Version]
- Muthuramalingam, T. Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 2019, 131, 694–700. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. Design and fabrication of control system based iso current pulse generator for electrical discharge machining. Int. J. Mechatron. Manuf. Syst. 2013, 6, 133–143. [Google Scholar]
- Muthuramalingam, T.; Akash, R.; Krishnan, S.; Phan, N.H.; Pi, V.N.; Elsheikh, A.H. Surface quality measures analysis and optimization on machining titanium alloy using CO2 based Laser beam drilling process. J. Manuf. Process. 2021, 62, 1–6. [Google Scholar] [CrossRef]
- Thangaraj, M.; Ramamurthy, A.; Sridharan, K.; Ashwin, S. Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater. Res. Express 2018, 5, 126503. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Overlap (OL) | Electrode Width (EW) | Electrode Gap (EG) | Sensitivity (pF) | ||||
|---|---|---|---|---|---|---|---|---|
| Screen Printing | 3D Inkjet Printing | |||||||
| Trial 1 | Trial 2 | Trial 3 | Average | |||||
| 1 | 5 | 0.5 | 0.5 | 5.30 | 2.89 | 2.62 | 2.02 | 2.51 |
| 2 | 5 | 0.8 | 0.8 | 4.79 | 1.71 | 2.81 | 2.51 | 2.34 |
| 3 | 5 | 1.2 | 1.2 | 4.59 | 1.5 | 1.73 | 2.36 | 1.86 |
| 4 | 10 | 0.5 | 0.8 | 7.31 | 3.54 | 2.98 | 2.3 | 2.94 |
| 5 | 10 | 0.8 | 1.2 | 5.77 | 3.61 | 2.49 | 2.61 | 2.90 |
| 6 | 10 | 1.2 | 0.5 | 5.40 | 3.4 | 2.3 | 2.95 | 2.88 |
| 7 | 15 | 0.5 | 1.2 | 7.56 | 3.32 | 2.56 | 3.29 | 3.05 |
| 8 | 15 | 0.8 | 0.5 | 9.17 | 3.47 | 4.21 | 2.92 | 3.48 |
| 9 | 15 | 1.2 | 0.8 | 8.26 | 3.31 | 3.17 | 2.6 | 3.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palanisamy, S.; Thangaraj, M.; Moiduddin, K.; Al-Ahmari, A.M. Fabrication and Performance Analysis of 3D Inkjet Flexible Printed Touch Sensor Based on AgNP Electrode for Infotainment Display. Coatings 2022, 12, 416. https://doi.org/10.3390/coatings12030416
Palanisamy S, Thangaraj M, Moiduddin K, Al-Ahmari AM. Fabrication and Performance Analysis of 3D Inkjet Flexible Printed Touch Sensor Based on AgNP Electrode for Infotainment Display. Coatings. 2022; 12(3):416. https://doi.org/10.3390/coatings12030416
Chicago/Turabian StylePalanisamy, Srinivasan, Muthuramalingam Thangaraj, Khaja Moiduddin, and Abdulrahman M. Al-Ahmari. 2022. "Fabrication and Performance Analysis of 3D Inkjet Flexible Printed Touch Sensor Based on AgNP Electrode for Infotainment Display" Coatings 12, no. 3: 416. https://doi.org/10.3390/coatings12030416