
Influence of Target Current on Structure and Performance of Cu Films Deposited by Oscillating Pulse Magnetron Sputtering

Abstract
:1. Introduction
2. Experimental
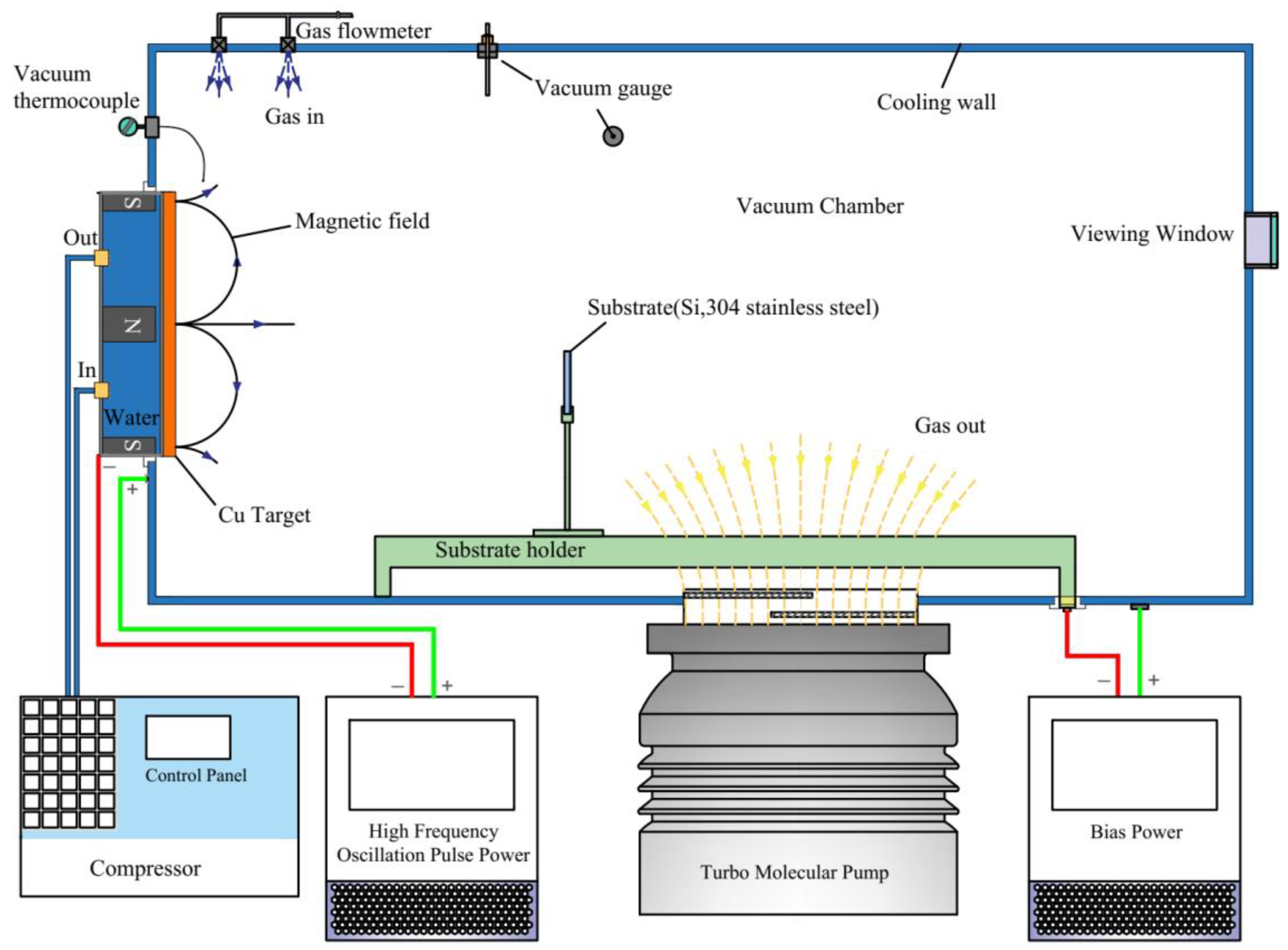
2.1. Deposition System
2.2. Deposition Process
2.3. Testing Equipment
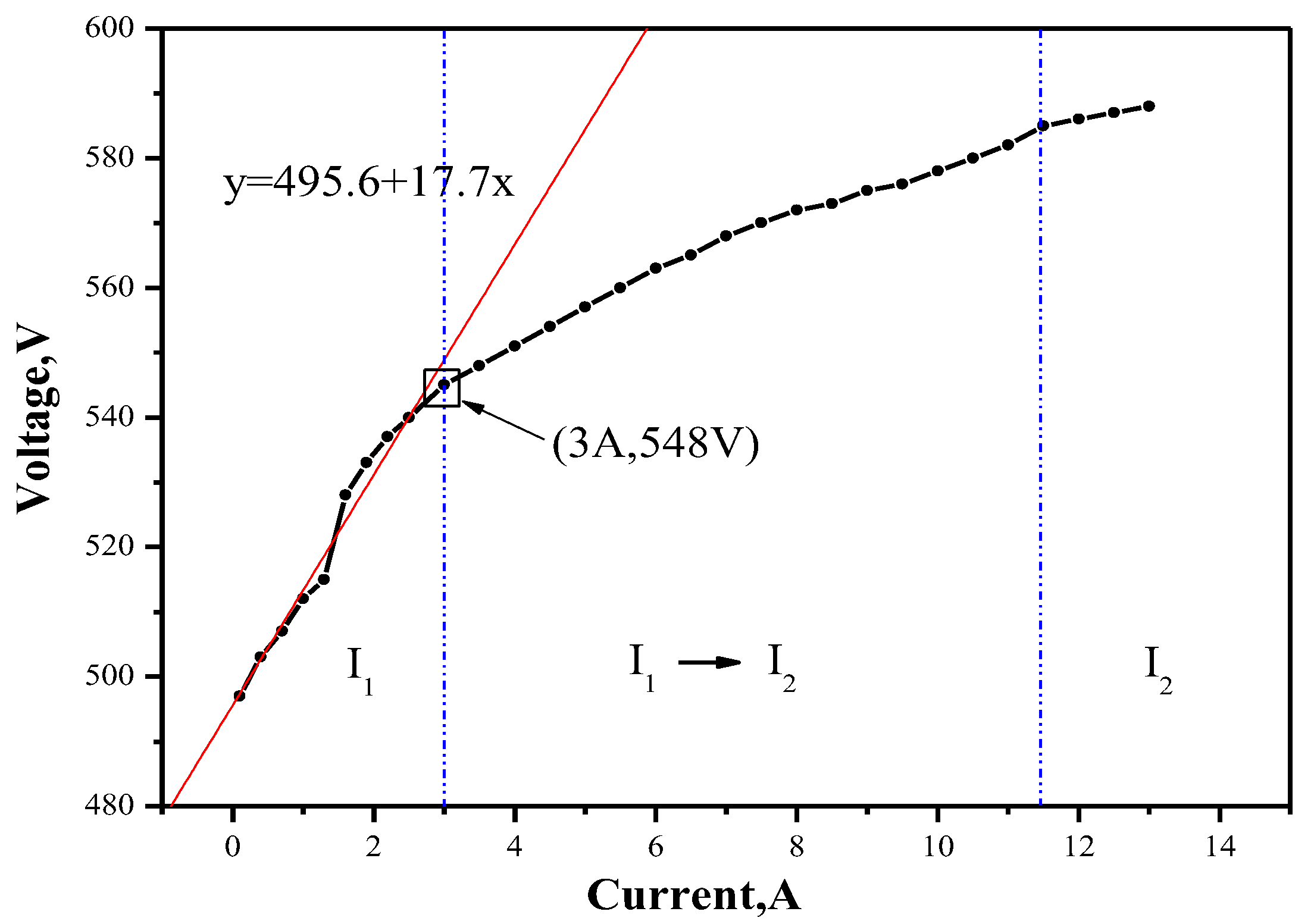
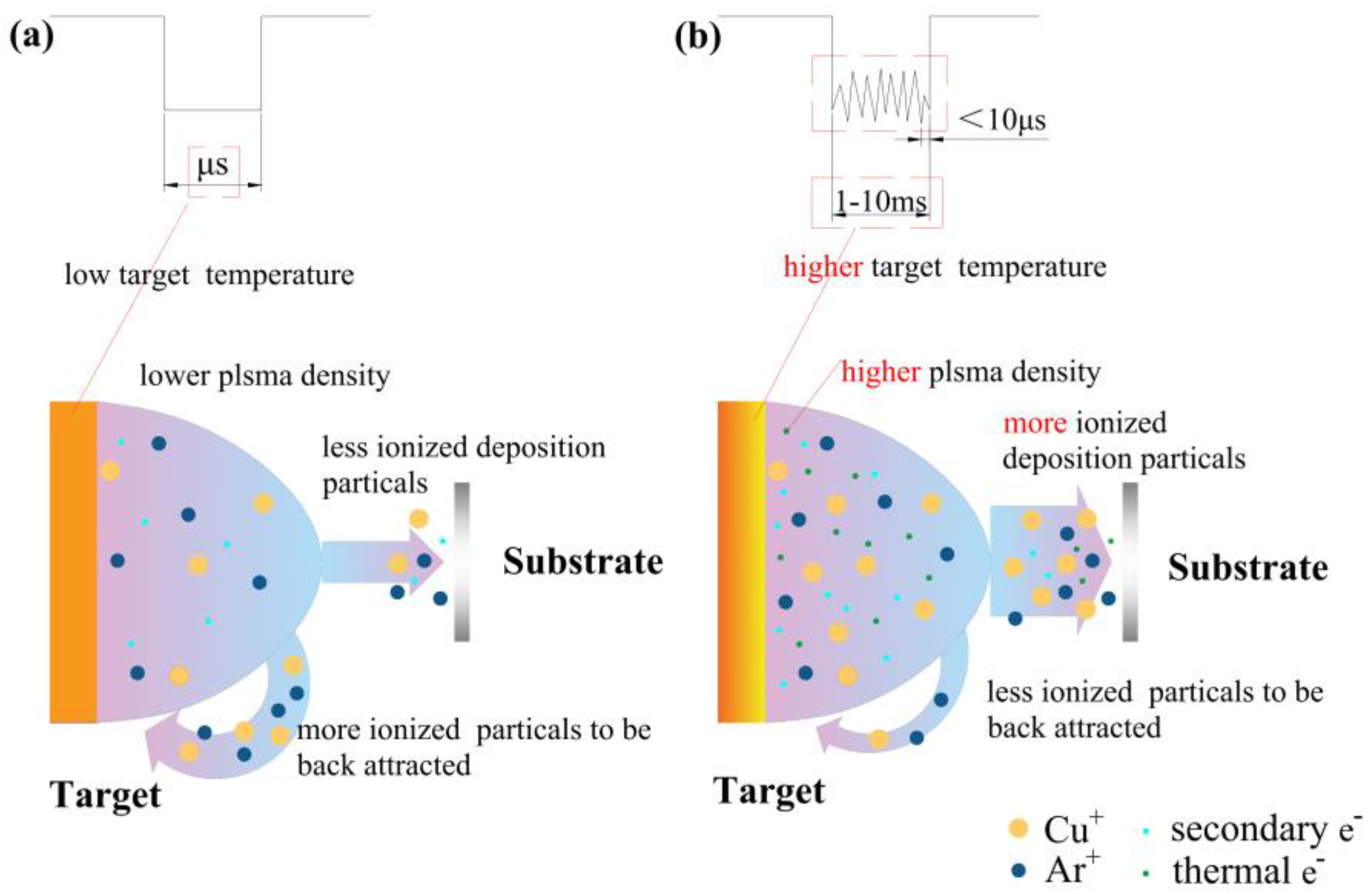
3. Oscillating Pulse Electric Field
4. Discussion
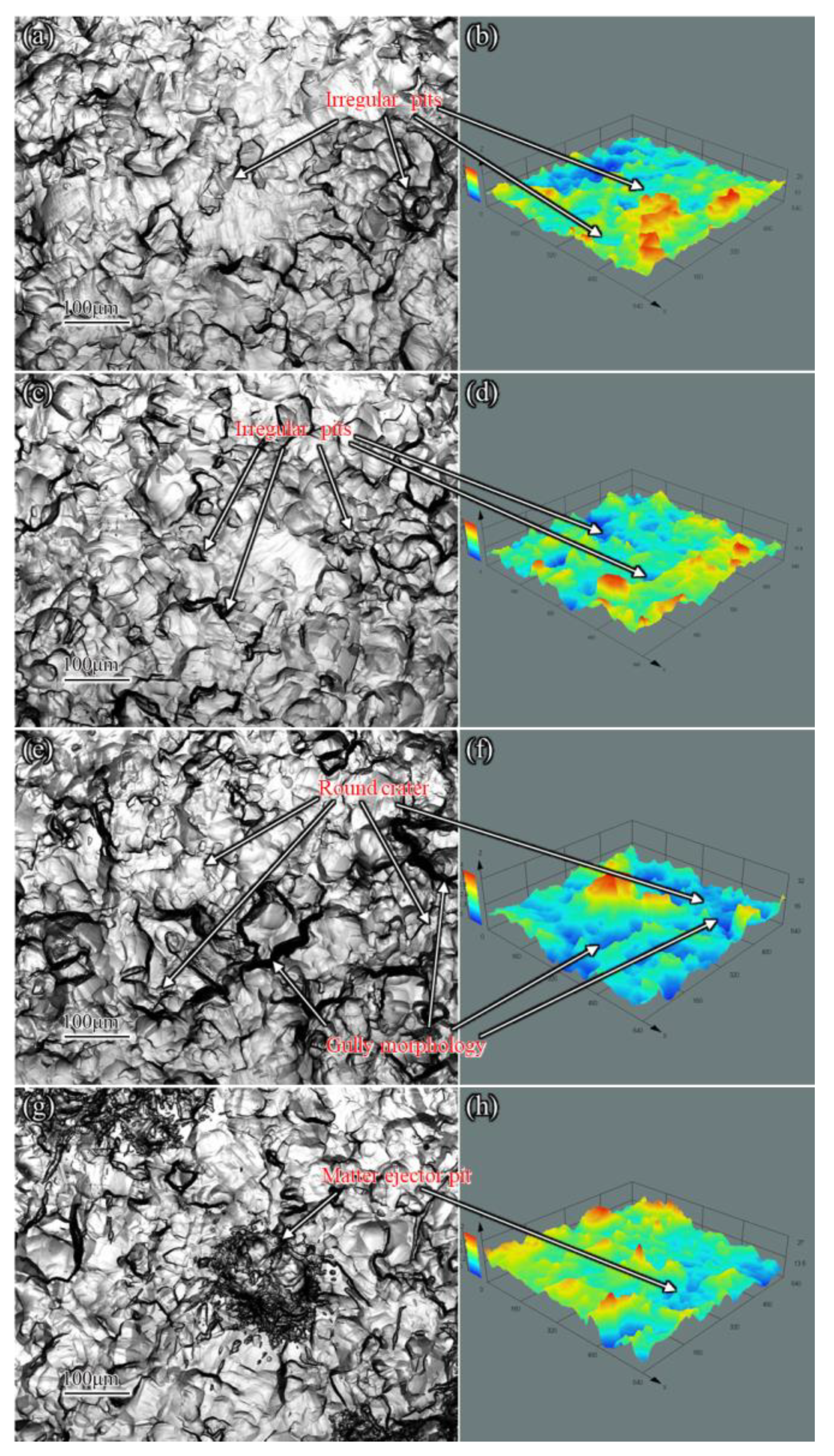
4.1. Surface Morphology of Target Material
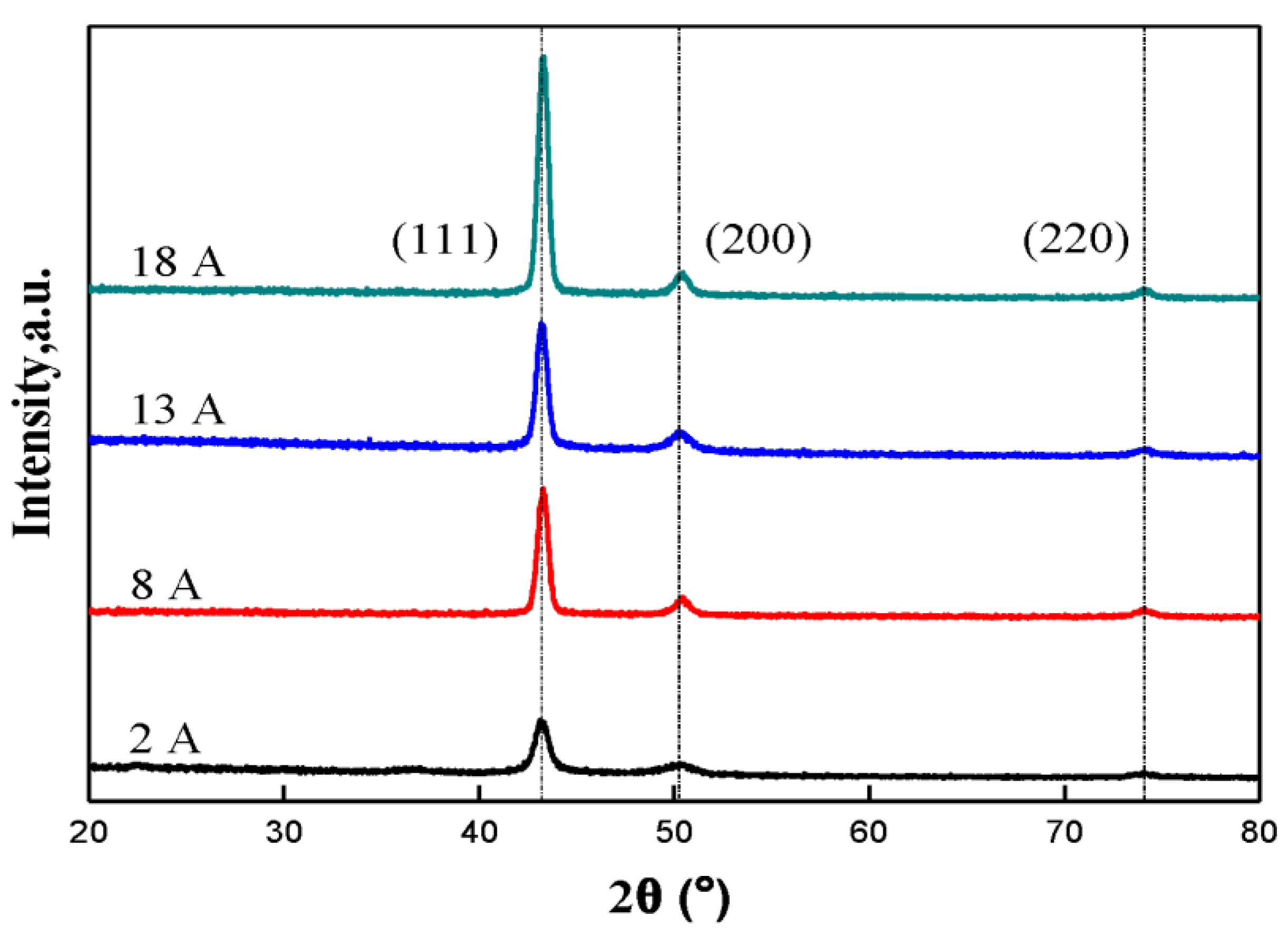
4.2. Crystal Structure
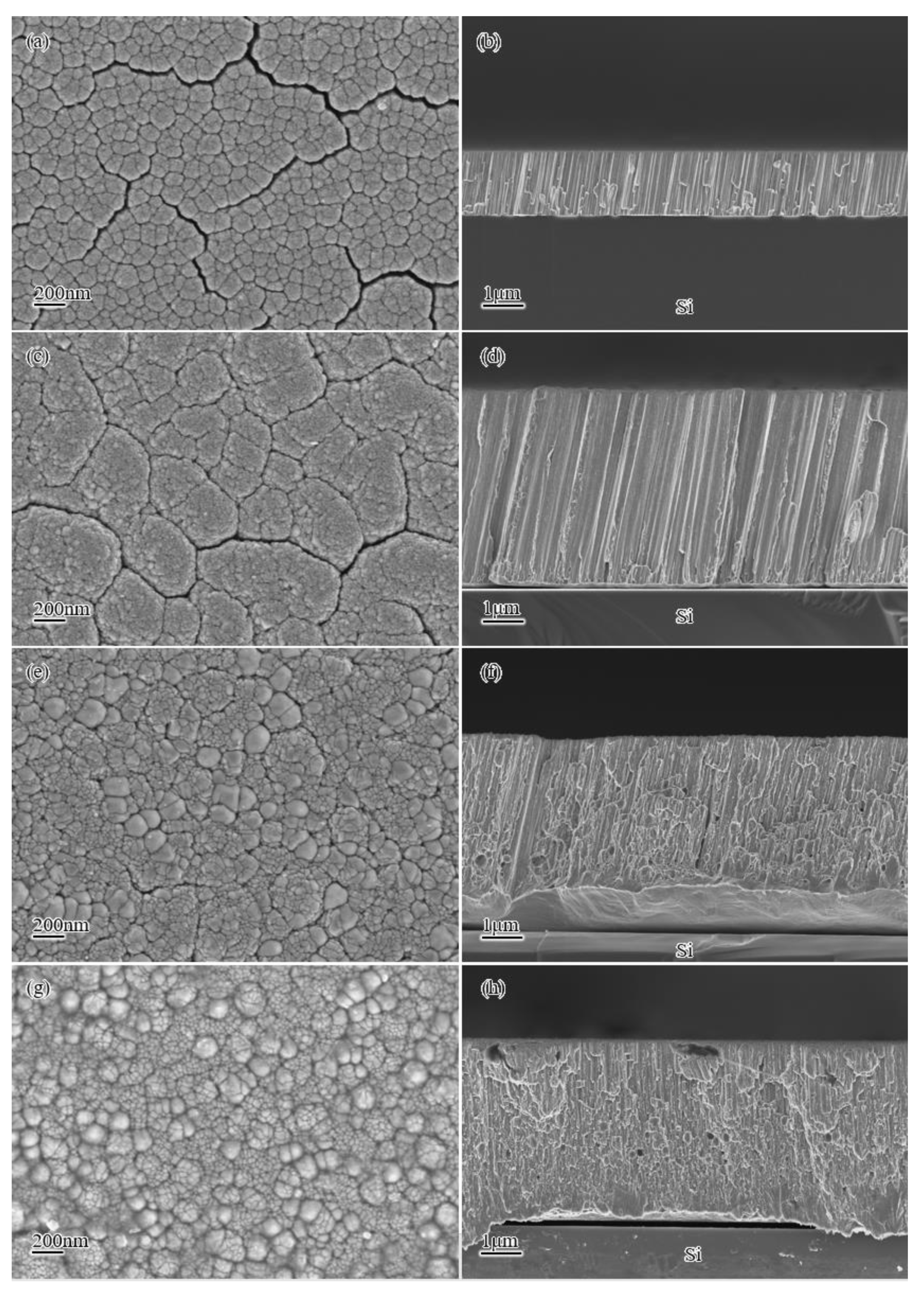
4.3. Microstructure
4.4. Mechanical Performance
4.4.1. Hardness and Elastic Modulus
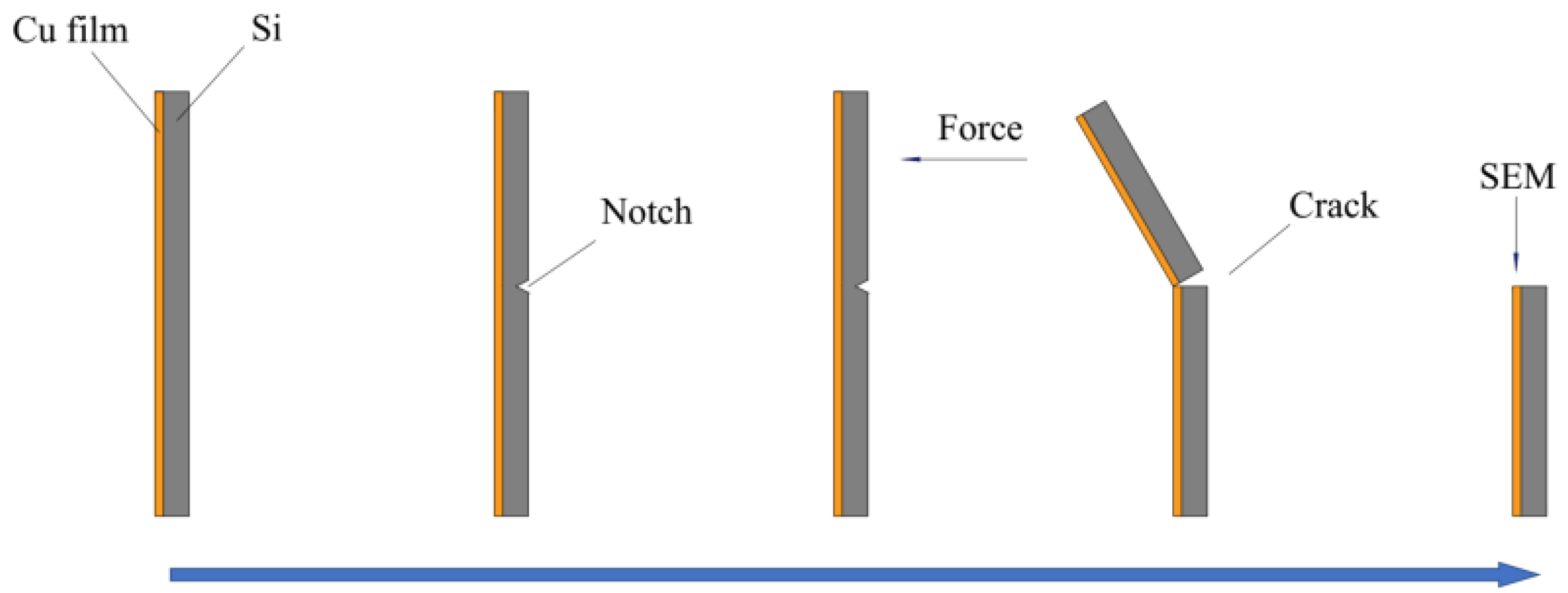
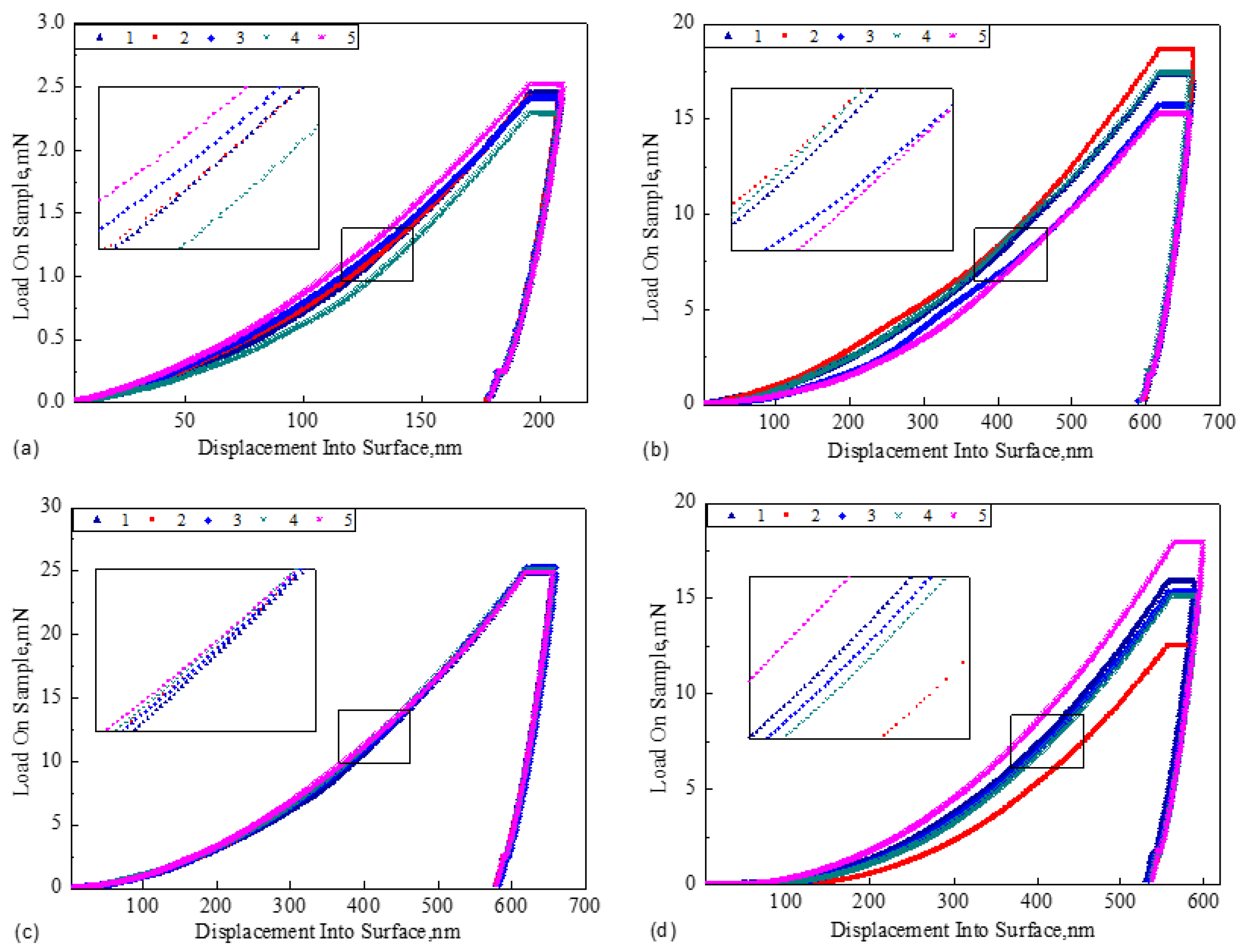
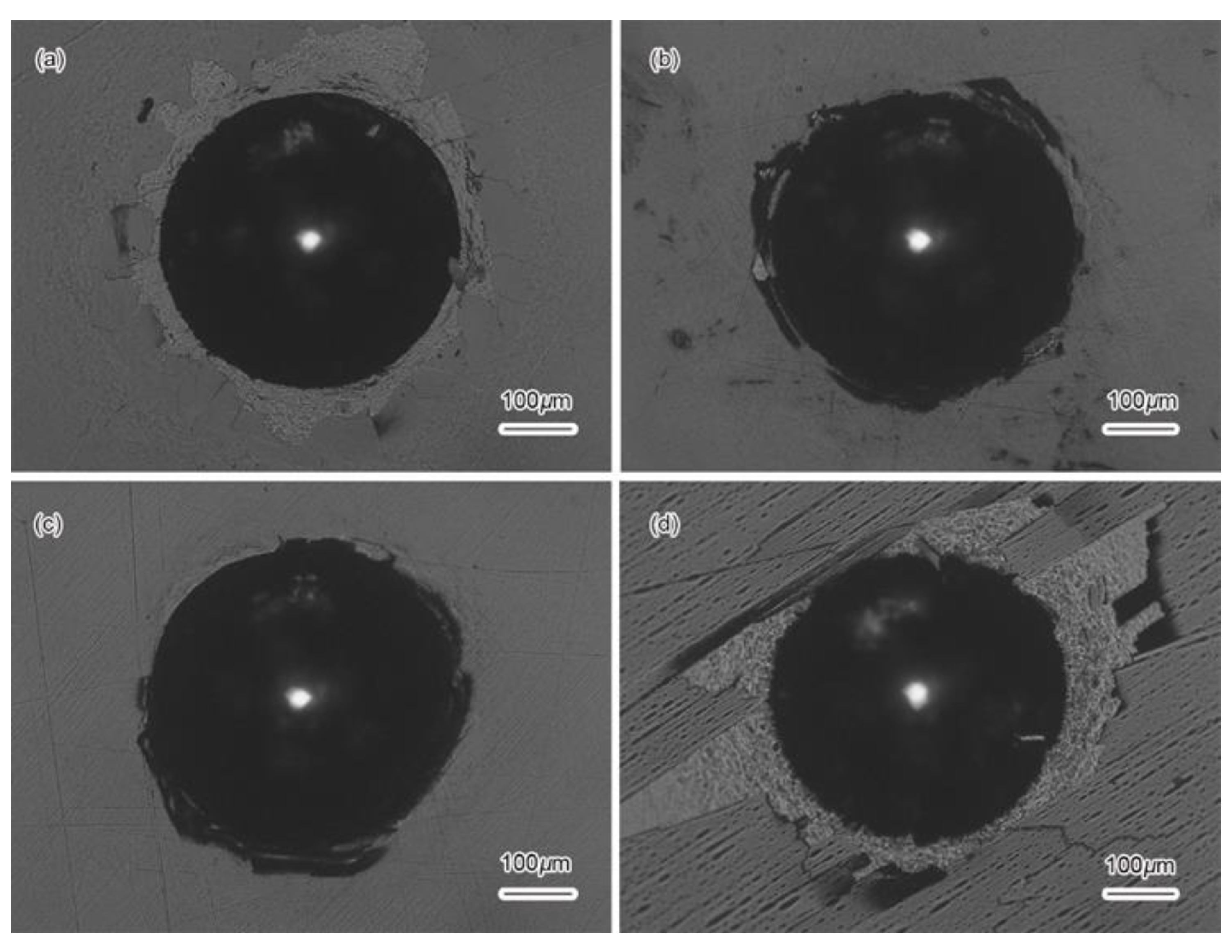
4.4.2. Film–Substrate Adhesion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, J.; Zhang, H.; Fan, A.; Tang, B. Tribological properties characterization of Ti/Cu/N thin films prepared by DC magnetron sputtering on titanium alloy. Surf. Coat. Technol. 2016, 294, 30. [Google Scholar] [CrossRef]
- Le, M.T.; Sohn, Y.U.; Lim, J.W.; Choi, G.S. Effect of sputtering power on the nucleation and growth of Cu films deposited by magnetron sputtering. Mater. Trans. 2010, 51, 116–120. [Google Scholar] [CrossRef] [Green Version]
- Zhu, B.L.; Yi, C.H.; Zhao, X.; Ma, J.M.; Wu, J.; Shi, X.W. Improvement of transparent conductive properties of Cu films by introducing H2 into deposition atmosphere during RF magnetron sputtering. Superlattices Microstruct. 2020, 145, 106628. [Google Scholar] [CrossRef]
- Naghdi, S.; Rhee, K.Y.; Hui, D.; Park, S.J. A review of conductive metal nanomaterials as conductive, transparent, and flexible coatings, thin films, and conductive fillers: Different deposition methods and applications. Coatings 2018, 8, 278. [Google Scholar] [CrossRef] [Green Version]
- Sarakinos, K.; Alami, J.; Konstantinidis, S. High power pulsed magnetron sputtering: A review on scientific and engineering state of theart. Surf. Coat. Technol. 2010, 204, 1661. [Google Scholar] [CrossRef]
- Kouznetsov, V.; Macák, K.; Schneider, J.M.; Helmersson, U.; Petrov, I. A novel pulsed magnetron sputter technique utilizing very high target power densities. Surf. Coat. Technol. 1999, 122, 290. [Google Scholar] [CrossRef]
- Li, C.W.; Tian, X.B. Novel high power impulse magnetron sputtering enhanced by an auxiliary electrical field. Rev. Sci. Instrum. 2016, 87, 083507. [Google Scholar] [CrossRef] [PubMed]
- Lin, J.; Moore, J.J.; Sproul, W.D.; Mishra, B.; Wu, Z.; Wang, J. The structure and properties of chromium nitride coatings deposited using dc, pulsed dc and modulated pulse power magnetron sputtering. Surf. Coat. Technol. 2010, 204, 2230. [Google Scholar] [CrossRef]
- Aiempanakit, M.; Kubart, T.; Larsson, P.; Sarakinos, K.; Jensen, J.; Helmersson, U. Hysteresis and process stability in reactive high power impulse magnetron sputtering of metal oxides. Thin Solid Films 2011, 519, 7779. [Google Scholar] [CrossRef] [Green Version]
- Anders, A. Deposition rates of high power impulse magnetron sputtering: Physics and economics. J. Vac. Sci. Technol. 2010, 28A, 783. [Google Scholar] [CrossRef] [Green Version]
- Brenning, N.; Huo, C.; Lundin, D.; Raadu, M.A.; Vitelaru, C.; Stancu, G.D.; Minea, T.; Helmersson, U. Understanding depositionrate loss in high power impulse magnetron sputtering: I. Ionizationdriven electric fields. Plasma Sources Sci. Technol. 2012, 21, 025005. [Google Scholar] [CrossRef] [Green Version]
- Lu, C.Y.; Diyatmika, W.; Lou, B.S.; Lu, Y.C.; Duh, J.G.; Lee, J.W. Influences of target poisoning on the mechanical properties of TiCrBN thin films grown by a superimposed high power impulse and medium-frequency magnetron sputtering. Surf. Coat. Technol. 2017, 32, 86–95. [Google Scholar] [CrossRef]
- Luo, Q.; Yang, S.; Cooke, K.E. Hybrid HIPIMS and DC magnetron sputtering deposition of TiN coatings: Deposition rate, structure and tribological properties. Surf. Coat. Technol. 2013, 236, 13. [Google Scholar] [CrossRef]
- Stranak, V.; Drache, S.; Bogdanowicz, R.; Wulff, H.; Herrendorf, A.P.; Cada, M.; Tichy, M.; Hippler, R. Effect of midfrequency discharge assistance on dual-high power impulse magnetron sputtering. Surf. Coat. Technol. 2012, 206, 2801. [Google Scholar] [CrossRef]
- Bleykher, G.A.; Krivobokov, V.P.; Yurjeva, A.V.; Sadykova, I. Energy and substance transfer in magnetron sputtering systems with liquid-phase target. Vacuum 2016, 124, 11–17. [Google Scholar] [CrossRef]
- Yuryeva, A.V.; Shabunin, A.S.; Korzhenko, D.V.; Korneva, O.S.; Nikolaev, M.V. Effect of material of the crucible on operation of magnetron sputtering system with liquid-phase target. Vacuum 2017, 141, 135–138. [Google Scholar] [CrossRef]
- Getty, S.A.; Auciello, O.; Sumant, A.V.; Dutta, A.K.; Wang, X.; Glavin, D.P.; Mahaffy, P.R. Characterization of nitrogen-incorporated ultrananocrystalline diamond as a robust cold cathode material. In Proceedings of the Micro and Nanotechnology Sensors, Systems, and Applications-II, Orlando, FL, USA, 5 April 2010; p. 76791N. [Google Scholar] [CrossRef]
- Harniman, R.; May, P.W.; Fox, O. Direct observation of electron emission from CVD diamond grain boundaries by tunnelling atomic force microscopy independent of surface morphology. Diam. Relat. Mater. 2017, 80, 147–152. [Google Scholar] [CrossRef]
- Audronis, M.; Kelly, P.J.; Arnell, R.D.; Valiulis, A.V. Pulsed magnetron sputtering of chromium boride films from loose power targets. Surf. Coat. Technol. 2006, 200, 4166–4173. [Google Scholar] [CrossRef]
- Martin, P.; McKenzie, D.; Netterfield, R.; Swift, P.; Filipczuk, S.; Müller, K.; Pacey, C.; James, B. Characteristics of titanium arc evaporation processes. Thin Solid Films 1987, 153, 91–102. [Google Scholar] [CrossRef]
- Kelly, P.J.; Arnell, R.D. Magnetron sputtering: A review of recent developments and applications. Vacuum 2000, 56, 159. [Google Scholar] [CrossRef]
- Magnus, F.; Sveinsson, O.B.; Olafsson, S.; Gudmundsson, J.T. Current-voltage-time characteristics of the reactive Ar/N2 high power impulse magnetron sputtering discharge. J. Appl. Phys. 2011, 110, 83306. [Google Scholar] [CrossRef]
- Karabutov, A.V.; Frolov, V.D.; Pimenov, S.M.; Konov, V.I. Grain boundary field electron emission from CVD diamond coatings. Diam. Relat. Mater. 1999, 8, 763–767. [Google Scholar] [CrossRef]
- Fujimura, N.; Nishihara, T.; Goto, S.; Xu, J.; Ito, T. Control of preferred orientation for ZnOx films: Control of self-texture. J. Cryst. Growth 1993, 130, 269–279. [Google Scholar] [CrossRef]
- Gu, M.; Yang, F.Z.; Huang, L. XRD study on highly preferred orientation Cu electrodeposit. Electrochemistry 2002, 8, 282–287. [Google Scholar]
- Patterson, A.L. The Scherrer formula for X-ray particle size determination. Phys. Rev. 1939, 56, 978. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, K.; Zhang, M. Theory of abnormal grain growth in thin films and analysis of energy anisotropy. Acta. Phys. Sin. 2003, 52, 1207. [Google Scholar] [CrossRef]
- Zhang, J.M.; Xu, K.W. Dependence of strain-energy density on the grain orientation in fcc-polycrystalline films. Acta. Phys. Sin. 2002, 51, 2562. [Google Scholar]
- Yeh, T.S.; Wu, J.M.; Hu, J.M. The properties of TiN thin films deposited by pulsed direct current magnetron sputtering. Thin Solid Films 2008, 516, 7294. [Google Scholar] [CrossRef]
- Sandström, P.; Svedberg, E.B.; Birch, J.; Sundgren, J.-E. Structure and surface morphology of epitaxial Ni films grown on MgO(111) substrates: Growth of high quality single domain films. J. Cryst. Growth 1999, 197, 849–857. [Google Scholar] [CrossRef]
- Zheng, W.T. Thin Film Materials and Thin Film Technology; Chemical Industry Press: Beijing, China, 2008; pp. 66–167. [Google Scholar]
- Petrov, I.; Barna, P.B.; Hultman, L.; Greene, J.E. Microstructural evolution during film growth. J. Vac. Sci. Technol. A Vacuum Surfaces Films 2003, 21, S117–S128. [Google Scholar] [CrossRef]
- Ueng, H.Y.; Guo, C.T.; Dittrich, K.H. Development of a hybrid coating process for deposition of diamond like carbon films on microdrills. Surf. Coat. Technol. 2006, 200, 2900. [Google Scholar] [CrossRef]
- Yao, S.K. Theoretical model of thin-film deposition profile with shadow effect. J. Appl. Phys. 1979, 50, 3390. [Google Scholar] [CrossRef]
- Mukherjee, S.; Gall, D. Structure zone model for extreme shadowing conditions. Thin Solid Films 2013, 527, 158. [Google Scholar] [CrossRef]
- Kim, T.H.; Lee, S.J.; Kim, D.H.; Kim, D.W.; Bae, J.W.; Kim, K.N.; Kim, Y.M.; Yeom, G.Y. Residual stress control of Cu film deposited using a pulsed direct current magnetron sputtering. Thin Solid Films 2018, 660, 601–605. [Google Scholar] [CrossRef]
- Qin, W.; Chen, M.; Wang, Y.; Jiang, Y. Structures and adhesion of hcp thin film coating interfaces on a single-crystal bcc substrate by PVD: Ti/Mo and Zr/Mo. Comput. Mater. Sci. 2020, 174, 109504. [Google Scholar] [CrossRef]
- Shtern, M.Y.; Karavaev, I.S.; Shtern, Y.I.; Kozlov, A.O.; Rogachev, M.S. The surface preparation of thermoelectric materials for deposition of thin-film contact systems. Semiconductors 2019, 53, 1848–1852. [Google Scholar] [CrossRef]
- Aissa, K.A.; Achour, A.; Camus, J.; Le Brizoual, L.; Jouan, P.-Y.; Djouadi, M.-A. Comparison of the structural properties and residual stress of AlN films deposited by dc magnetron sputtering and high power impulse magnetron sputtering at different working pressures. Thin Solid Films 2014, 550, 264–267. [Google Scholar] [CrossRef]
- Zhang, Y.-Z.; Zhang, S.-R.; Yu, D.-B.; Luo, Y.; Quan, N.-T.; Yan, W.-L.; Li, K.-S. Structural properties and crystal orientation of polycrystalline Gd films. Rare Met. 2017. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | I (A) | G (nm) | V (nm/min) | H (GPa) | E (GPa) | Preferred Orientation | α (Å) |
|---|---|---|---|---|---|---|---|
| 1 | 2 | 13 ± 0.632 d | 18.23 ± 0.089 d | 2.44 ± 0.053 a | 132.17 ± 4.858 d | (111) and (200) | 3.631 ± 0.012 a |
| 2 | 8 | 15 ± 1.095 c | 66.40 ± 0.095 c | 1.69 ± 0.066 a | 136.38 ± 7.687 c | (111) | 3.626 ± 0.031 a |
| 3 | 13 | 16 ± 0.894 b | 84.85 ± 0.071 b | 2.61 ± 0.077 a | 154.10 ± 8.665 b | (111) | 3.618 ± 0.012 a |
| 4 | 18 | 18 ± 0.632 a | 102.47 ± 0.120 a | 1.92 ± 0.078 a | 156.20 ± 5.593 a | (111) | 3.615 ± 0.011 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, R.; Yang, C.; Hao, J.; Shi, J.; Yan, F.; Zhang, N.; Jiang, B.; Shao, W. Influence of Target Current on Structure and Performance of Cu Films Deposited by Oscillating Pulse Magnetron Sputtering. Coatings 2022, 12, 394. https://doi.org/10.3390/coatings12030394
Wang R, Yang C, Hao J, Shi J, Yan F, Zhang N, Jiang B, Shao W. Influence of Target Current on Structure and Performance of Cu Films Deposited by Oscillating Pulse Magnetron Sputtering. Coatings. 2022; 12(3):394. https://doi.org/10.3390/coatings12030394
Chicago/Turabian StyleWang, Rong, Chao Yang, Juan Hao, Jing Shi, Fangyuan Yan, Nan Zhang, Bailing Jiang, and Wenting Shao. 2022. "Influence of Target Current on Structure and Performance of Cu Films Deposited by Oscillating Pulse Magnetron Sputtering" Coatings 12, no. 3: 394. https://doi.org/10.3390/coatings12030394