
Effect of Gas Propellant Temperature on the Microstructure, Friction, and Wear Resistance of High-Pressure Cold Sprayed Zr702 Coatings on Al6061 Alloy

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Experimental Methods
3. Results and Discussion
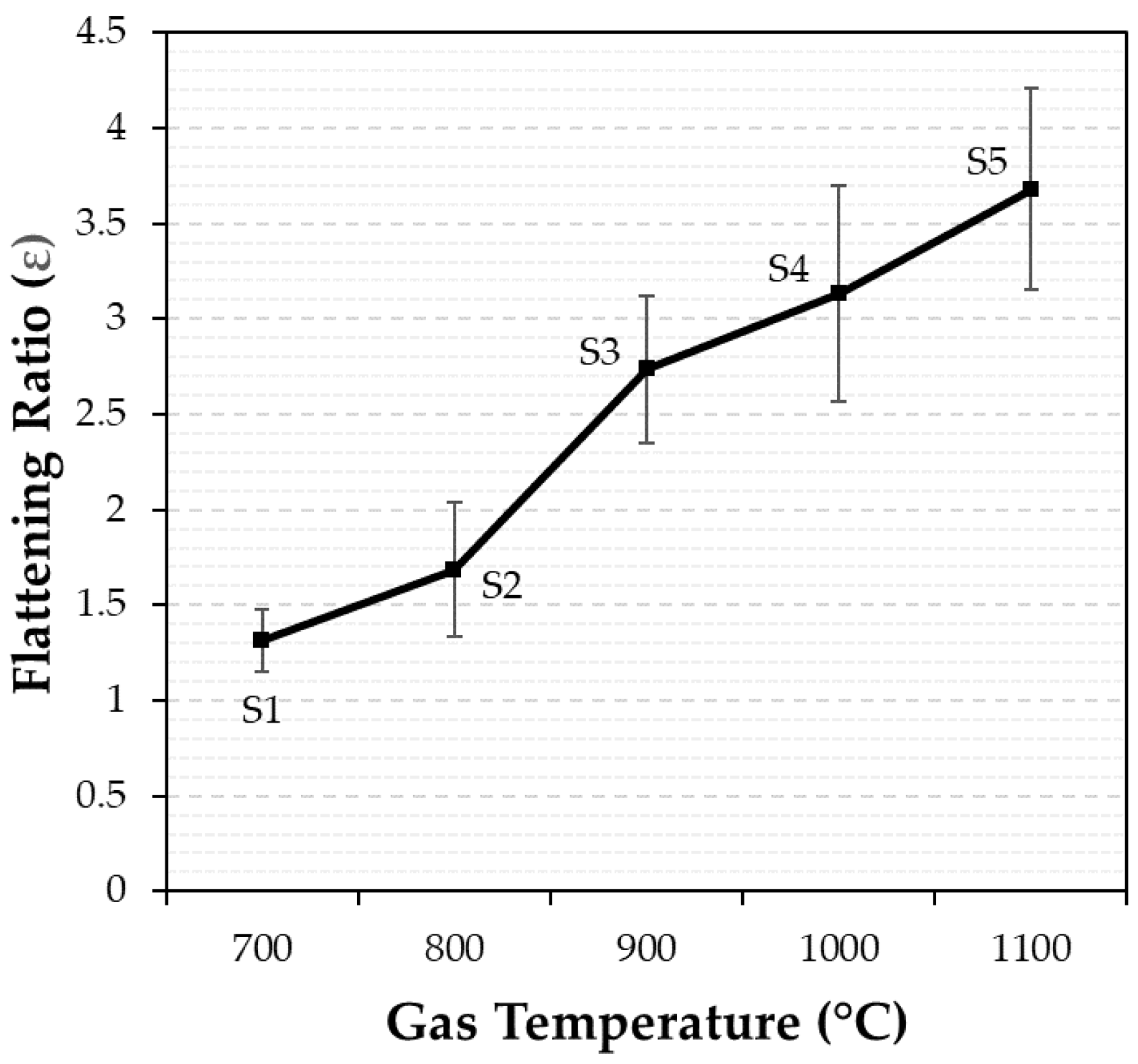
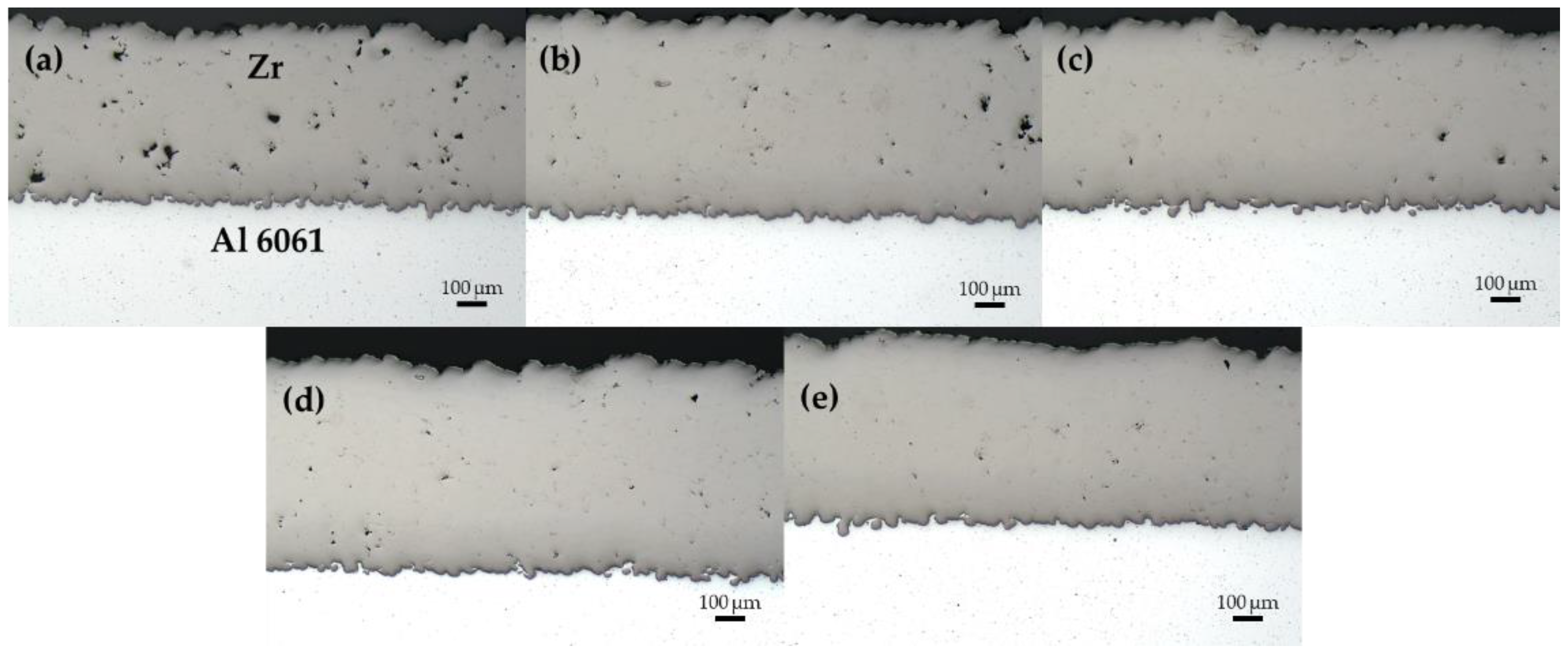
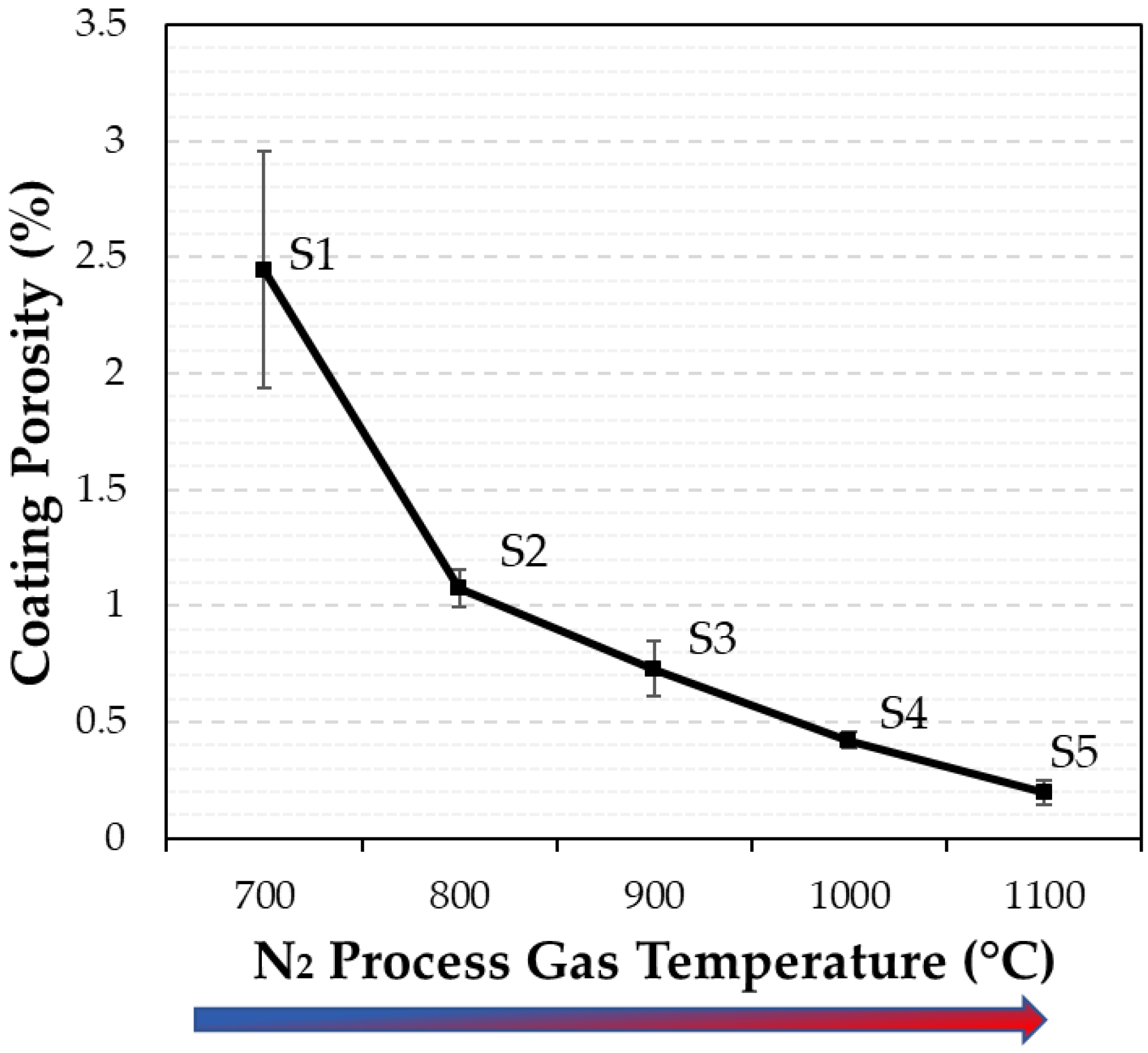
3.1. Microstructure of the Coatings
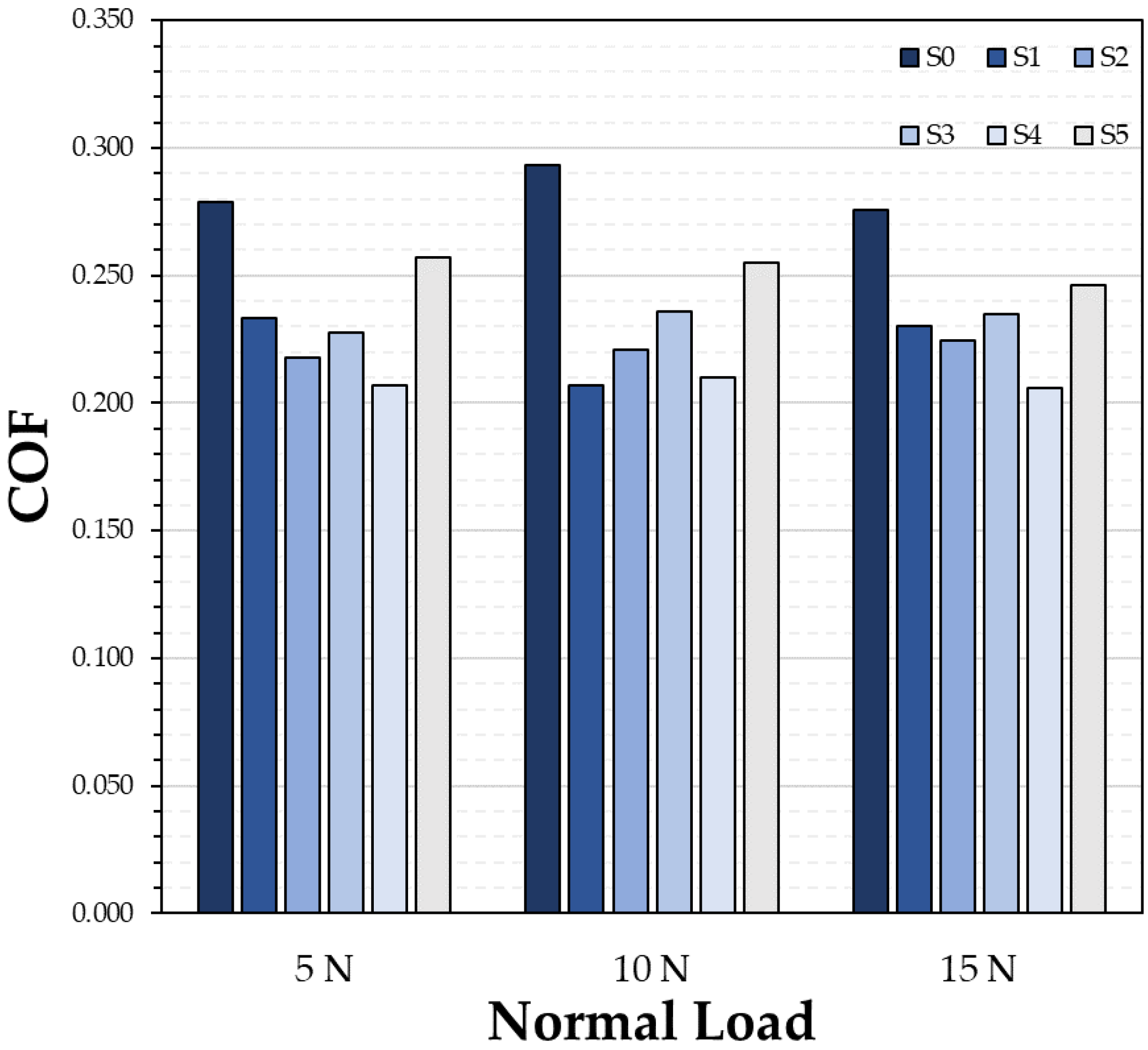
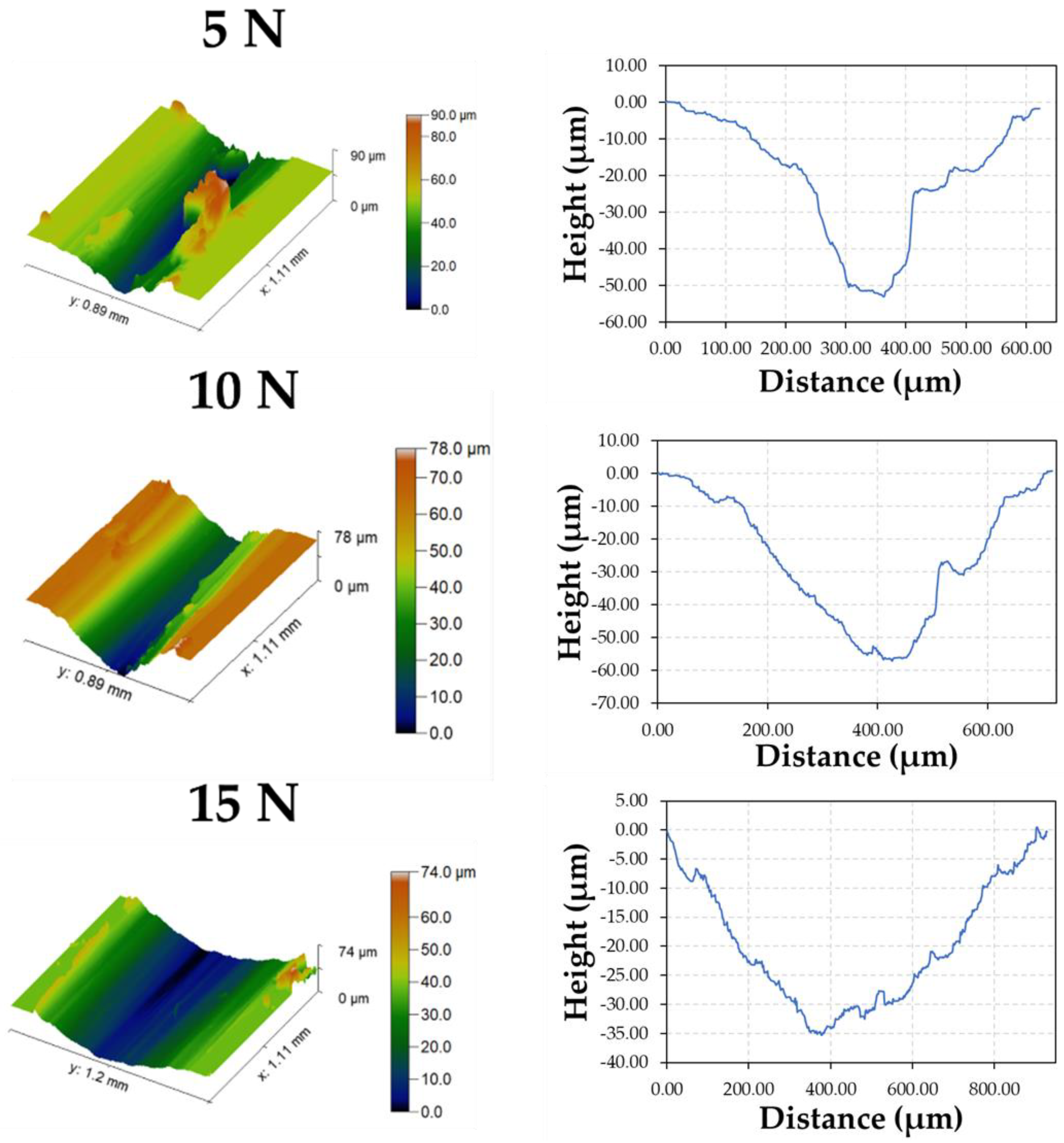
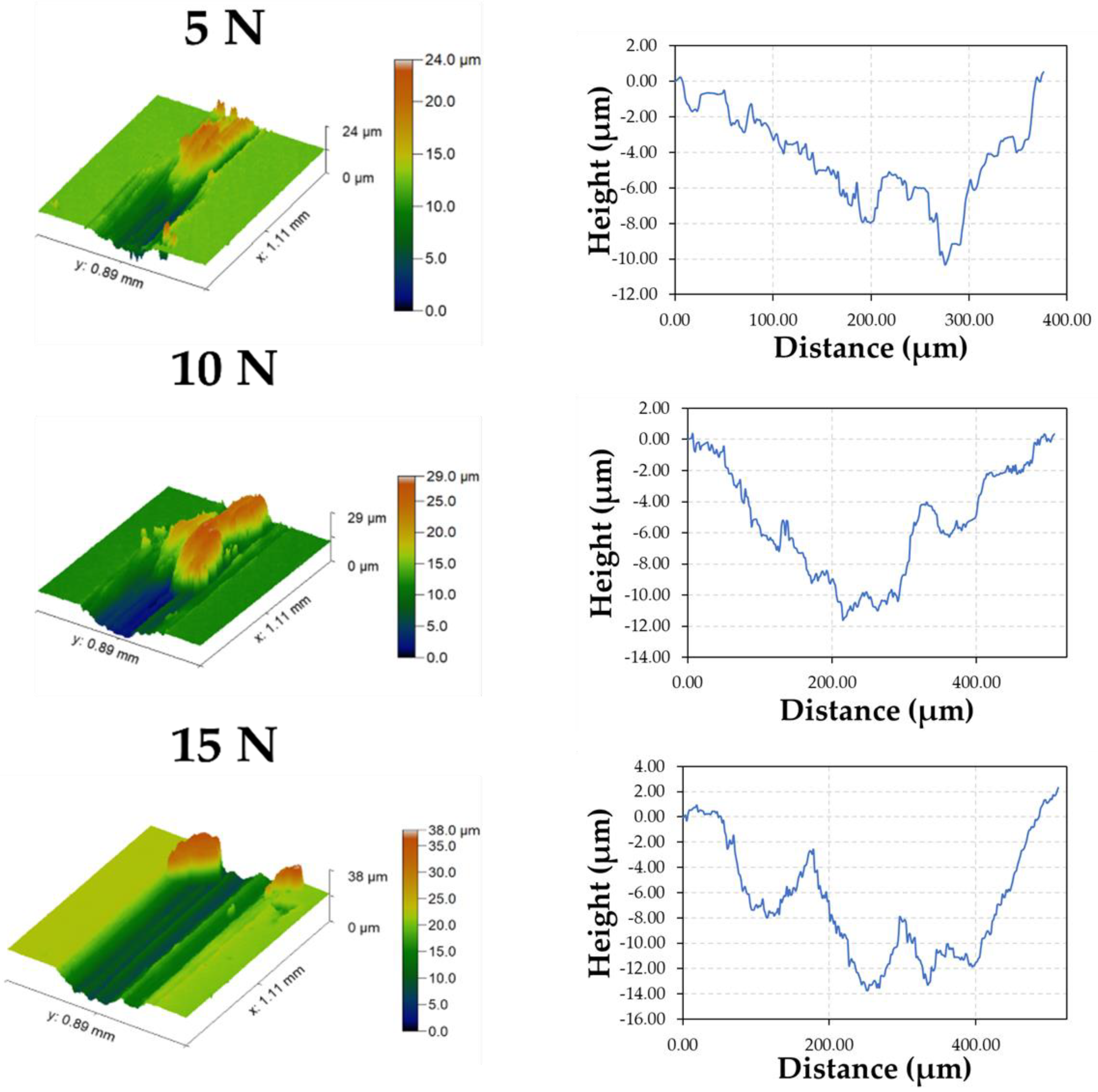
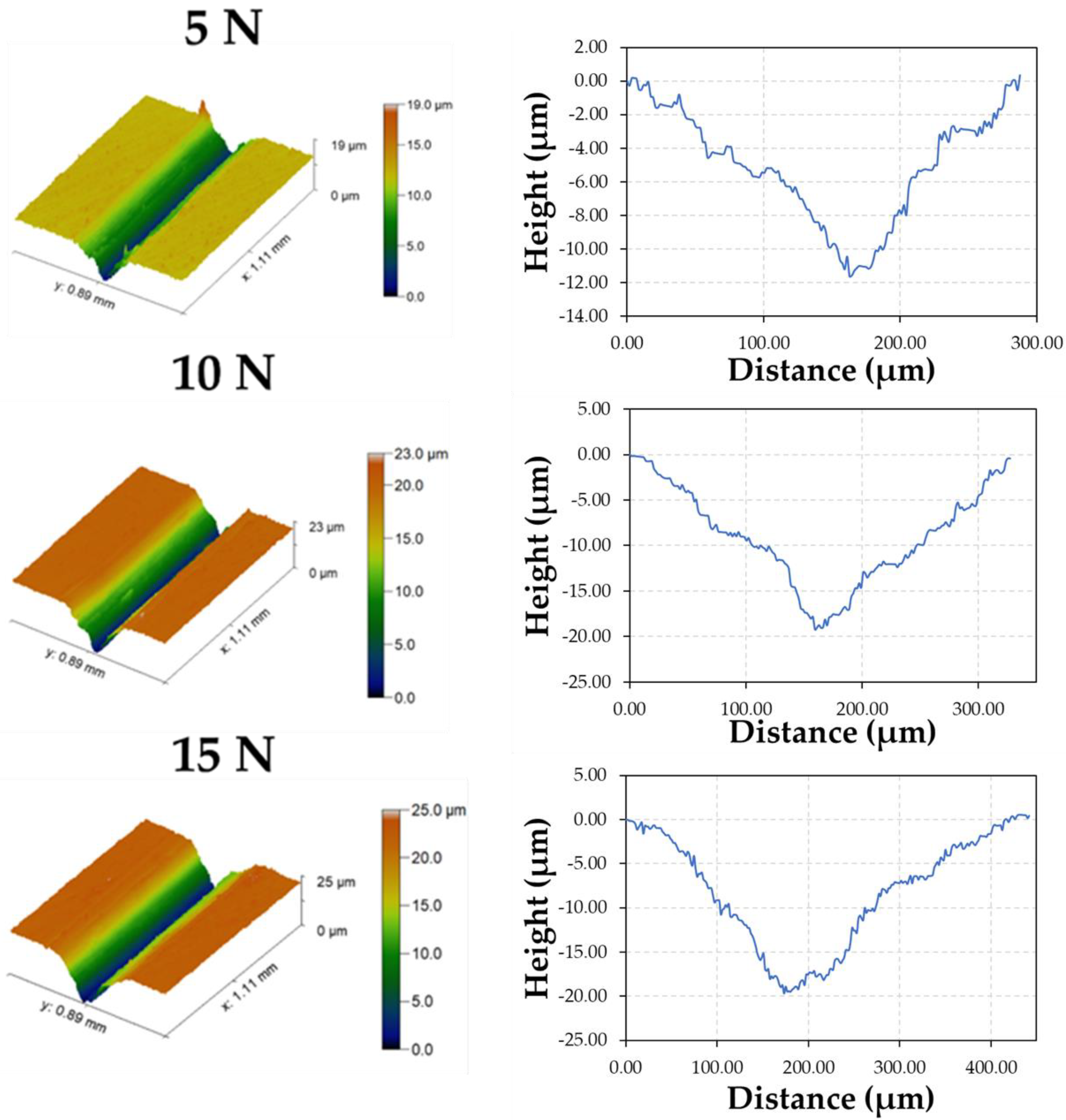
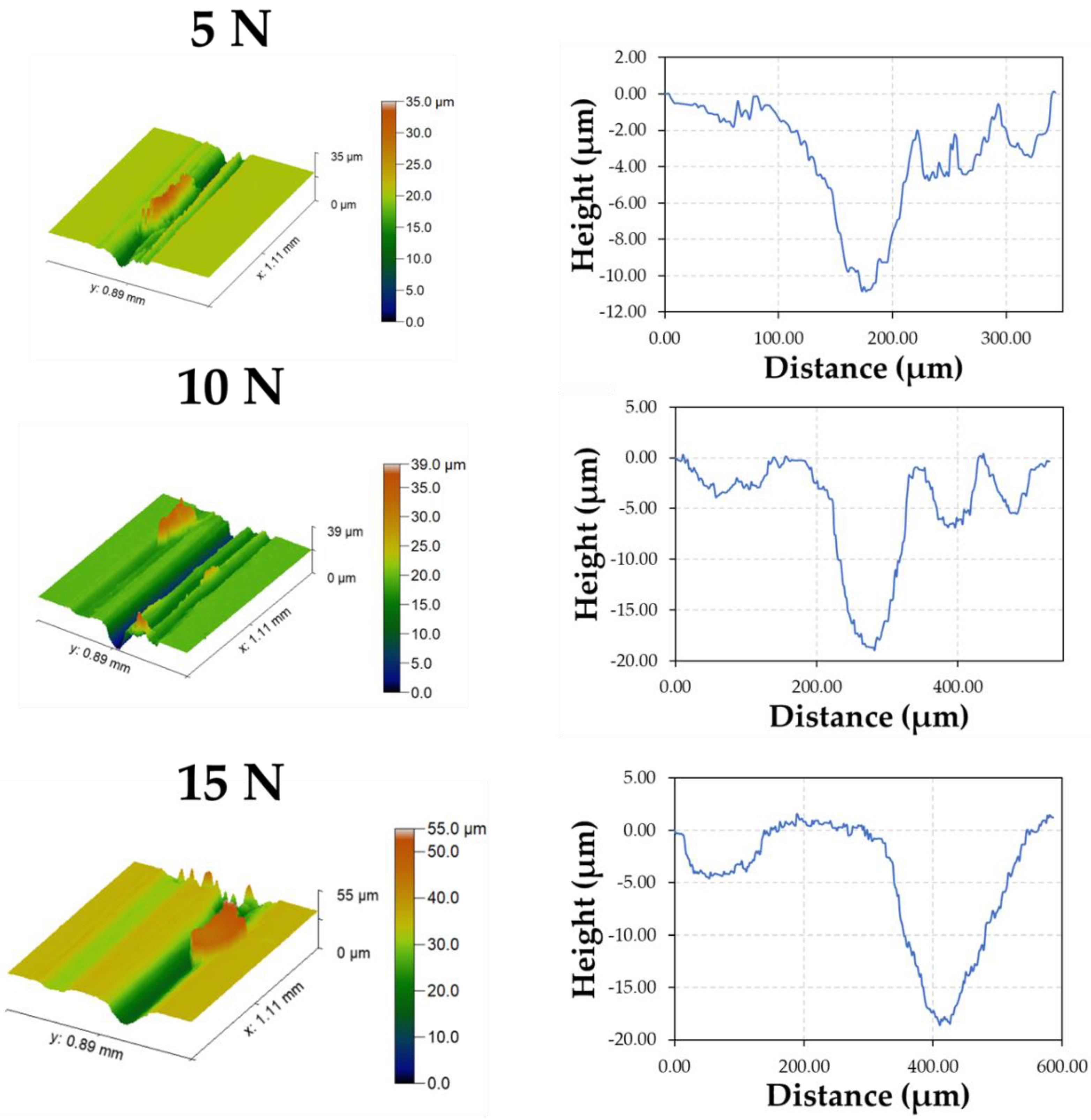
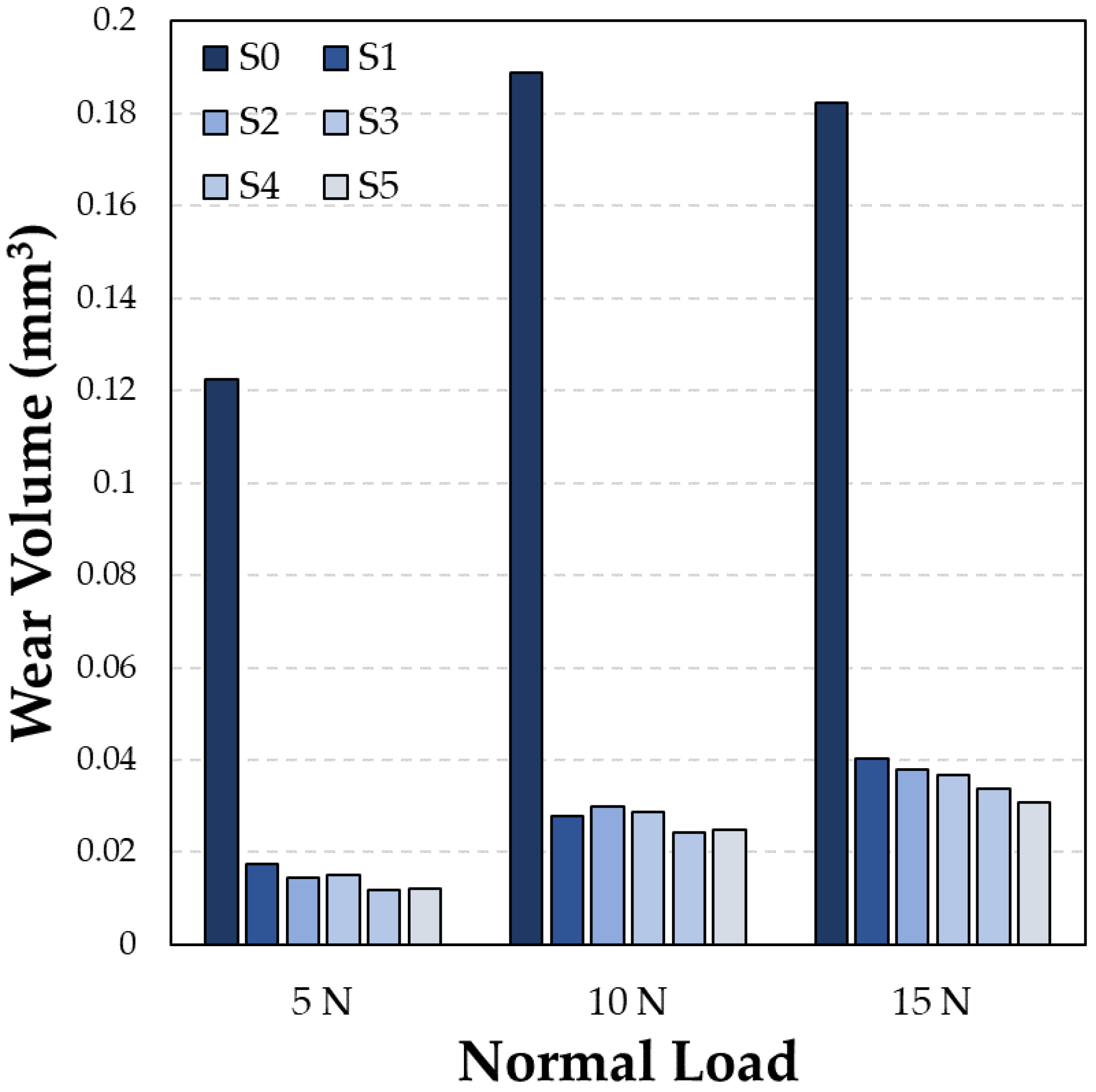
3.2. Wear of the Bare and Coated Al6061 Alloys
4. Conclusions
- The increase in process gas temperature allowed for a greater degree of thermal softening with the Zr particles, which helped create a dense and robust Zr coating.
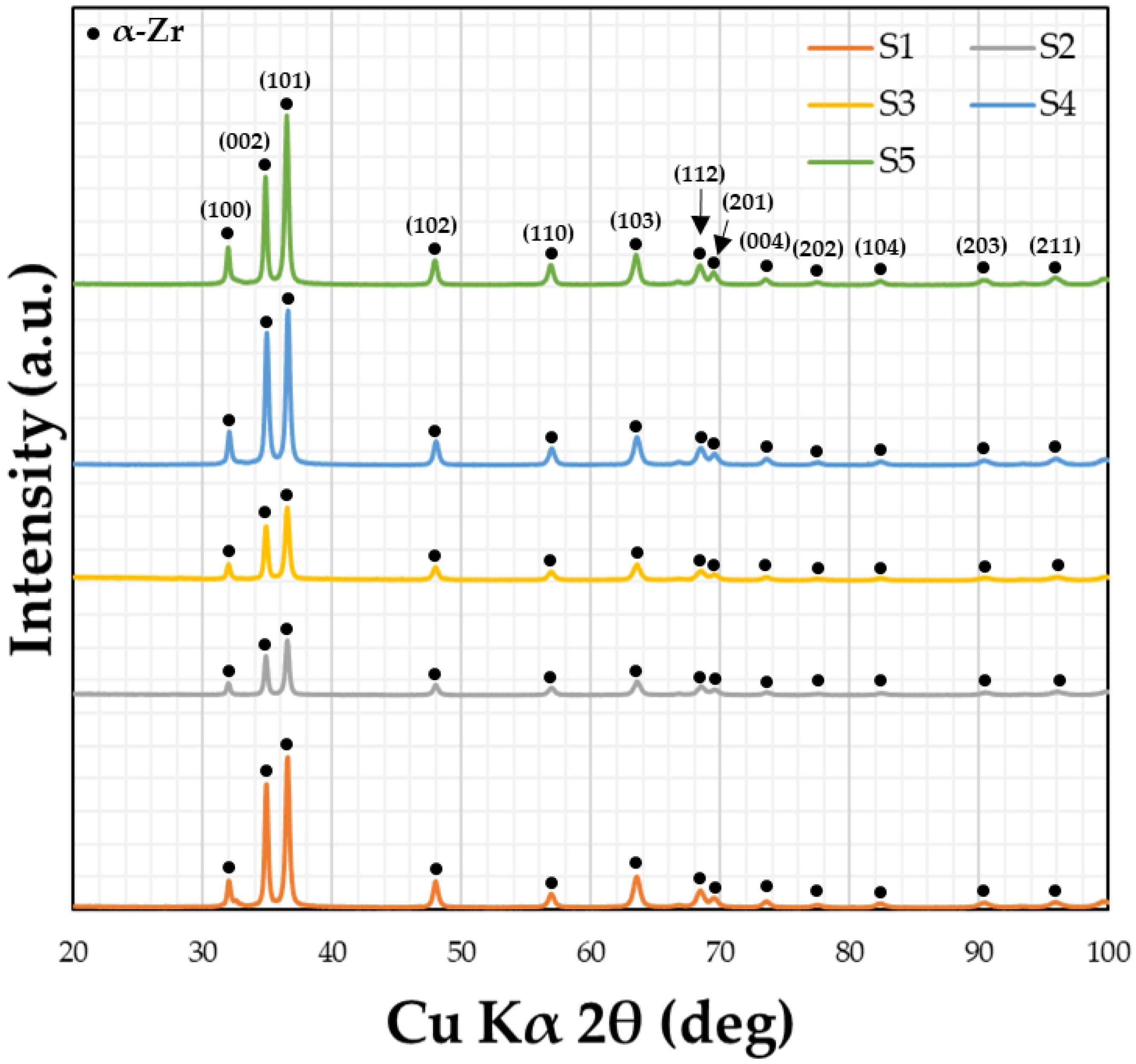
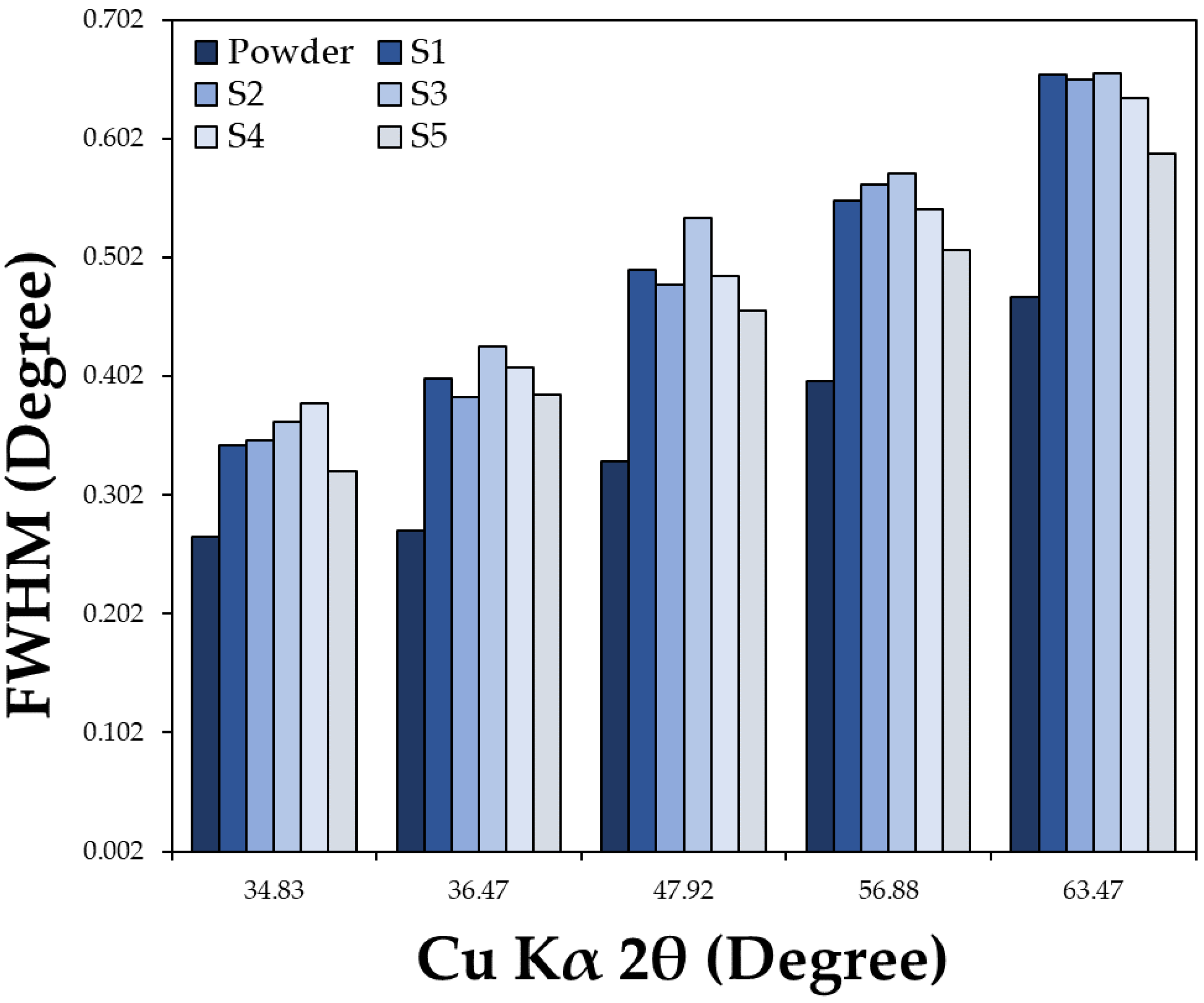
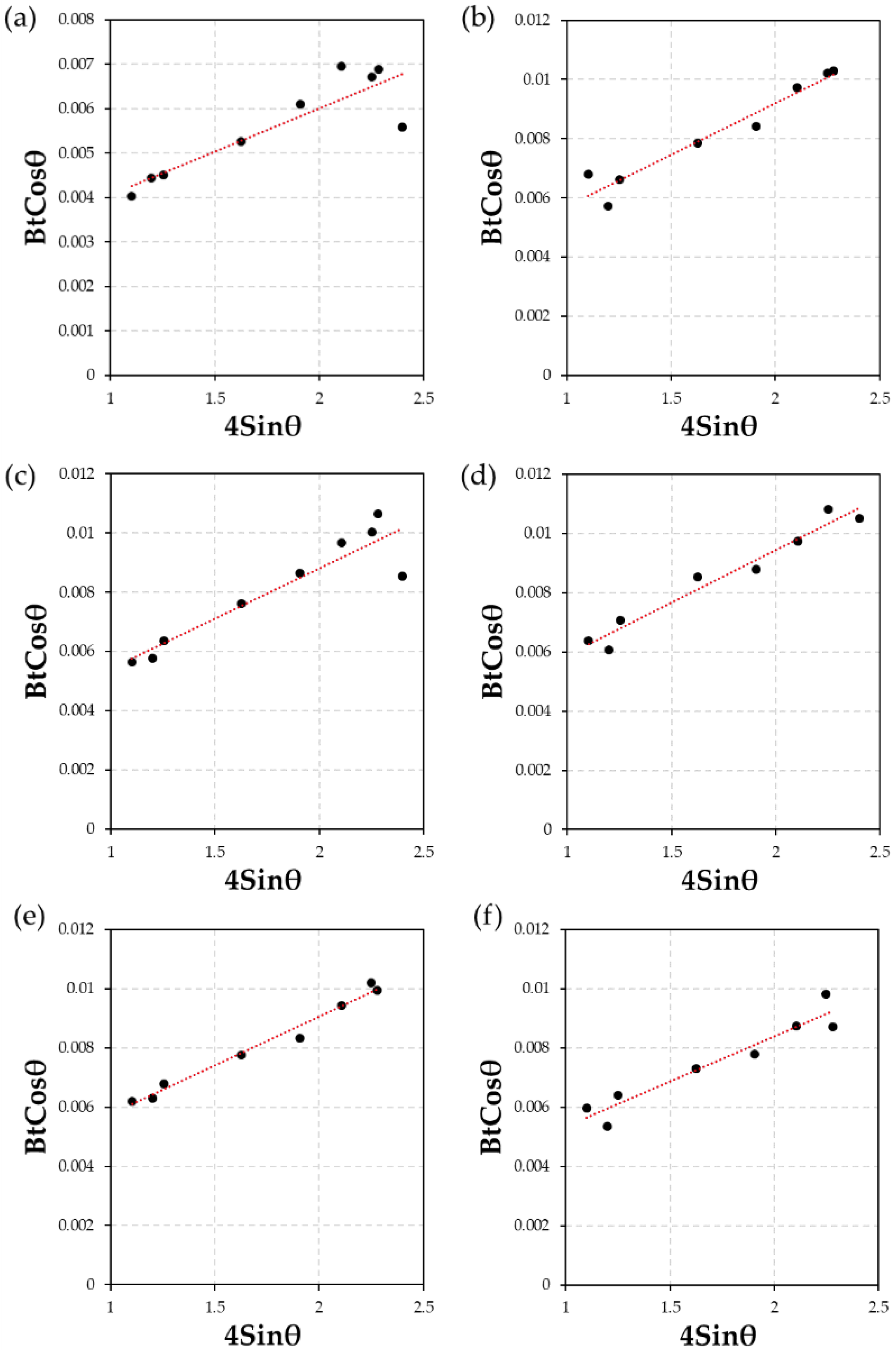
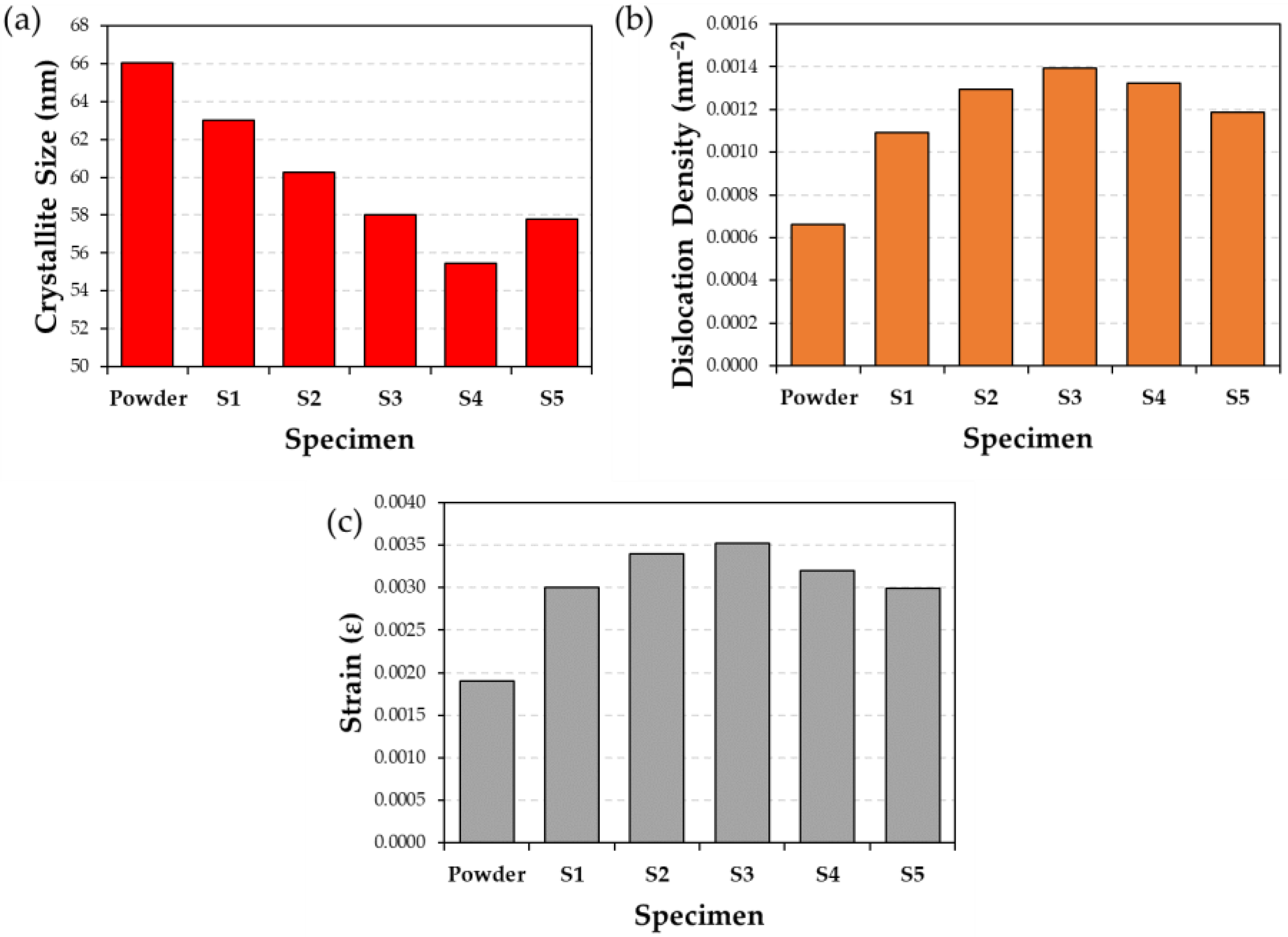
- Although there is no apparent phase transformation, the peak intensities from the XRD analysis drastically change as process gas temperature increased, indicating a refinement in crystallinity across all coatings.
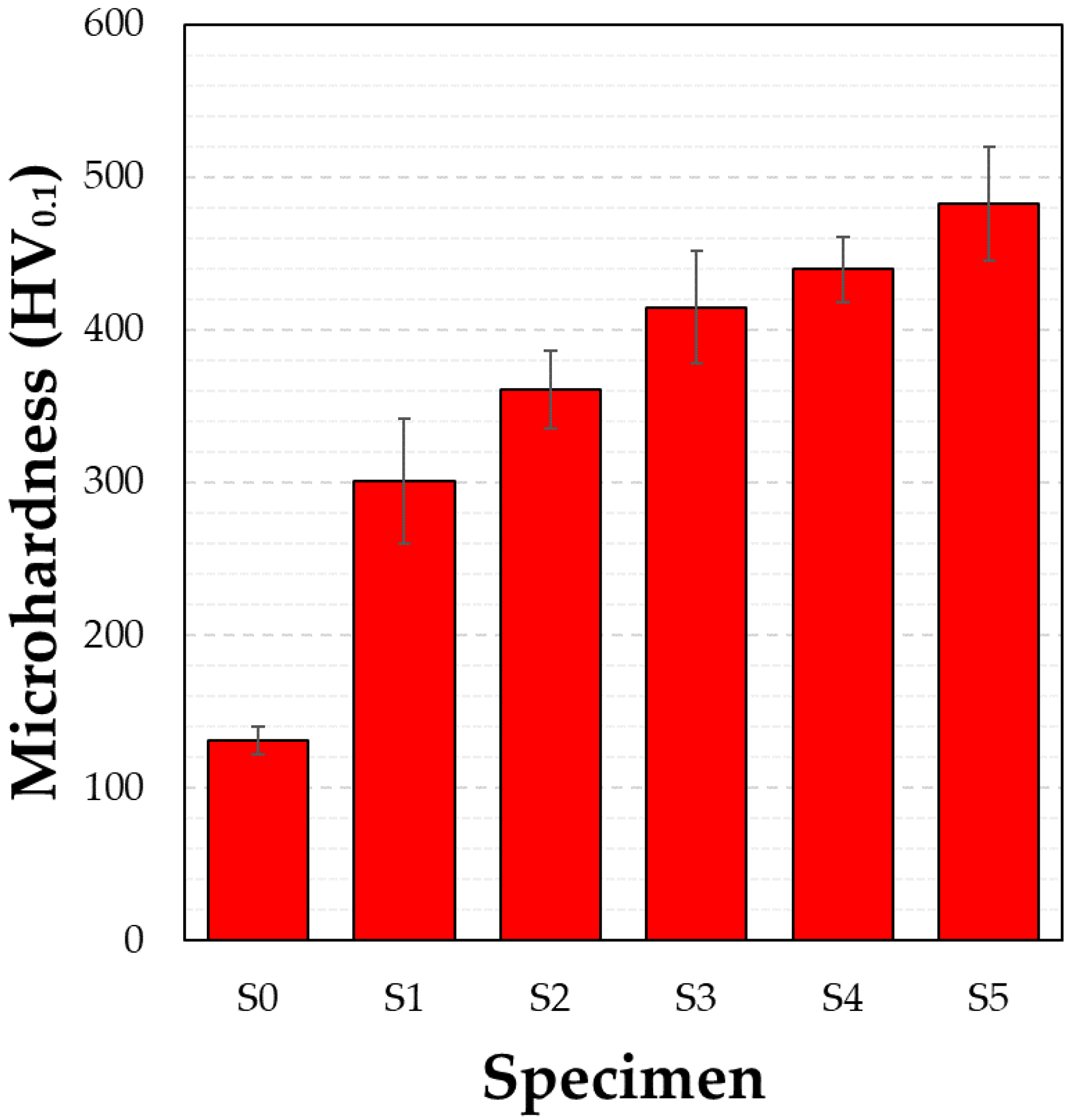
- The microhardness results indicate a gradual increase in hardness for each coating with respect to processing temperature.
- The main wear mechanisms identified in this work are abrasive and adhesive. For all tested coatings, there was a gradual decrease in wear volume with respect to gas processing temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Munnur, H.; Nagesh, S.; Siddaraju, C.; Rajesh, M.; Rajanna, S. Characterization & tribological behaviour of aluminium metal matrix composites—A review. Mater. Today Proc. 2021, 47, 2570–2574. [Google Scholar] [CrossRef]
- Watari, T.; Nansai, K.; Nakajima, K. Major metals demand, supply, and environmental impacts to 2100: A critical review. Resour. Conserv. Recycl. 2021, 164, 105107. [Google Scholar] [CrossRef]
- Ashkenazi, D. How aluminum changed the world: A metallurgical revolution through technological and cultural perspectives. Technol. Forecast. Soc. Chang. 2019, 143, 101–113. [Google Scholar] [CrossRef]
- Shinde, D.M.; Sahoo, P.; Davim, J.P. Tribological characterization of particulate-reinforced aluminum metal matrix nanocomposites: A review. Adv. Compos. Lett. 2020, 29. [Google Scholar] [CrossRef]
- John, M.; Ralls, A.M.; Dooley, S.C.; Thazhathidathil, A.K.V.; Perka, A.K.; Kuruveri, U.B.; Menezes, P.L. Ultrasonic Surface Rolling Process: Properties, Characterization, and Applications. Appl. Sci. 2021, 11, 10986. [Google Scholar] [CrossRef]
- Ralls, A.M.; Kasar, A.K.; Menezes, P.L. Friction Stir Processing on the Tribological, Corrosion, and Erosion Properties of Steel: A Review. J. Manuf. Mater. Process. 2021, 5, 97. [Google Scholar] [CrossRef]
- Taha, M.A.A.; Hakam, R.A. Study of mechanical properties and wear behavior of nano-ZrO2-hardened Al2024 matrix composites prepared by stir cast method. Egypt. J. Chem. 2021, 65, 307–313. [Google Scholar] [CrossRef]
- Bezzina, S.; Moustafa, E.B.; Taha, M.A. Effects of metastable θ′ precipitates on the strengthening, wear and electrical behaviors of Al 2519-SiC/fly ash hybrid nanocomposites synthesized by powder metallurgy technique. Silicon 2022, 1–15. [Google Scholar] [CrossRef]
- Ardelean, M.; Lascău, S.; Josan, A.; Ardelean, E. Surface treatments for aluminium alloys. IOP Conf. Ser. Mater. Sci. Eng. 2018, 294, 12042. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Kasar, A.K.; Khan, M.U.F.; Menezes, P.L.; Kay, C.M.; Misra, M.; Gupta, R.K. Improvement of Wear, Pitting Corrosion Resistance and Repassivation Ability of Mg-Based Alloys Using High Pressure Cold Sprayed (HPCS) Commercially Pure-Titanium Coatings. Coatings 2021, 11, 57. [Google Scholar] [CrossRef]
- Ralls, A.M.; Kumar, P.; Menezes, P.L. Tribological Properties of Additive Manufactured Materials for Energy Applications: A Review. Process 2020, 9, 31. [Google Scholar] [CrossRef]
- Sikdar, S.; Menezes, P.; Maccione, R.; Jacob, T.; Menezes, P. Plasma Electrolytic Oxidation (PEO) Process—Processing, Properties, and Applications. Nanomaterials 2021, 11, 1375. [Google Scholar] [CrossRef] [PubMed]
- Ralls, A.; Kumar, P.; Misra, M.; Menezes, P.L. Material Design and Surface Engineering for Bio-implants. JOM 2020, 72, 684–696. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. The Effect of Different Fly Ash and Vanadium Carbide Contents on the Various Properties of Hypereutectic Al-Si Alloys-Based Hybrid Nanocomposites. Silicon 2021, 1–11. [Google Scholar] [CrossRef]
- Zawrah, M.F.; El-Meligy, W.M.; Saudi, H.A.; Ramadan, S.; Taha, M.A. Mechanical and Electrical Properties of Nano Al-Matrix Composites Reinforced with SiC and Prepared by Powder Metallurgy. Biointerface Res. Appl. Chem. 2021, 12, 2068–2083. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Yajid, M.A.M.; Gupta, R.K.; Yusof, N.M.; Bakhsheshi-Rad, H.R.; Ghandvar, H. Investigation of Corrosion Protection Performance of Multiphase PEO (Mg2SiO4, MgO, MgAl2O4) Coatings on Mg Alloy Formed in Aluminate-Silicate- based Mixture Electrolyte. Prot. Met. Phys. Chem. Surfaces 2018, 54, 425–441. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.R.; Daroonparvar, M.; Yajid, M.A.M.; Kumar, P.; Razzaghi, M.; Ismail, A.F.; Sharif, S.; Berto, F. Characterization and Corrosion Behavior Evaluation of Nanostructured TiO2 and Al2O3-13 wt.%TiO2 Coatings on Aluminum Alloy Prepared via High-Velocity Oxy-Fuel Spray. J. Mater. Eng. Perform. 2021, 30, 1356–1370. [Google Scholar] [CrossRef]
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Odhiambo, J.G.; Li, W.; Zhao, Y.; Li, C. Porosity and Its Significance in Plasma-Sprayed Coatings. Coatings 2019, 9, 460. [Google Scholar] [CrossRef] [Green Version]
- Monette, Z.; Kasar, A.K.; Daroonparvar, M.; Menezes, P.L. Supersonic particle deposition as an additive technology: Methods, challenges, and applications. Int. J. Adv. Manuf. Technol. 2019, 106, 2079–2099. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Yajid, M.A.M.; Yusof, N.M.; Bakhsheshi-Rad, H.R. Fabrication and properties of triplex NiCrAlY/nano Al2O3·13%TiO2/nano TiO2 coatings on a magnesium alloy by atmospheric plasma spraying method. J. Alloys Compd. 2015, 645, 450–466. [Google Scholar] [CrossRef]
- Luo, X.-T.; Li, C.-X.; Shang, F.; Yang, G.; Wang, Y.-Y.; Li, C.-J. High velocity impact induced microstructure evolution during deposition of cold spray coatings: A review. Surf. Coat. Technol. 2014, 254, 11–20. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Daroonparvar, M.; Yajid, M.A.M.; Yusof, N.M.; Bakhsheshi-Rad, H.R.; Hamzah, E. Microstructural characterisation of air plasma sprayed nanostructure ceramic coatings on Mg–1%Ca alloys (bonded by NiCoCrAlYTa alloy). Ceram. Int. 2016, 42, 357–371. [Google Scholar] [CrossRef]
- Grujicic, M.; Saylor, J.; Beasley, D.; DeRosset, W.; Helfritch, D. Computational analysis of the interfacial bonding between feed-powder particles and the substrate in the cold-gas dynamic-spray process. Appl. Surf. Sci. 2003, 219, 211–227. [Google Scholar] [CrossRef]
- Kay, C.M.; Karthikeyan, J. High Pressure Cold Spray: Principles and Applications; ASM International: Almere, The Netherlands, 2016. [Google Scholar]
- Daroonparvar, M.; Khan, M.U.F.; Saadeh, Y.; Kay, C.M.; Kasar, A.K.; Kumar, P.; Esteves, L.; Misra, M.; Menezes, P.; Kalvala, P.R.; et al. Modification of surface hardness, wear resistance and corrosion resistance of cold spray Al coated AZ31B Mg alloy using cold spray double layered Ta/Ti coating in 3.5 wt % NaCl solution. Corros. Sci. 2020, 176, 109029. [Google Scholar] [CrossRef]
- Brewer, L.; Schiel, J.; Menon, E.; Woo, D. The connections between powder variability and coating microstructures for cold spray deposition of austenitic stainless steel. Surf. Coat. Technol. 2018, 334, 50–60. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.; Hamzah, E.; Ismail, A.; Daroonparvar, M.; Yajid, M.; Medraj, M. Preparation and characterization of NiCrAlY/nano-YSZ/PCL composite coatings obtained by combination of atmospheric plasma spraying and dip coating on Mg–Ca alloy. J. Alloys Compd. 2016, 658, 440–452. [Google Scholar] [CrossRef]
- Champagne, V.K. The Cold Spray Materials Deposition Process: Fundamentals and Applications; Elsevier Science: Amsterdam, The Netherland, 2007. [Google Scholar]
- He, L.; Hassani, M. A Review of the Mechanical and Tribological Behavior of Cold Spray Metal Matrix Composites. J. Therm. Spray Technol. 2020, 29, 1–44. [Google Scholar] [CrossRef]
- Nikbakht, R.; Saadati, M.; Kim, T.-S.; Jahazi, M.; Kim, H.S.; Jodoin, B. Cold spray deposition characteristic and bonding of CrMnCoFeNi high entropy alloy. Surf. Coat. Technol. 2021, 425, 127748. [Google Scholar] [CrossRef]
- Tan, A.W.-Y.; Lek, J.Y.; Sun, W.; Bhowmik, A.; Marinescu, I.; Song, X.; Zhai, W.; Li, F.; Dong, Z.; Boothroyd, C.B.; et al. Influence of Particle Velocity When Propelled Using N2 or N2-He Mixed Gas on the Properties of Cold-Sprayed Ti6Al4V Coatings. Coatings 2018, 8, 327. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Cao, C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Tan, A.W.-Y.; Sun, W.; Phang, Y.P.; Dai, M.; Marinescu, I.; Dong, Z.; Liu, E. Effects of Traverse Scanning Speed of Spray Nozzle on the Microstructure and Mechanical Properties of Cold-Sprayed Ti6Al4V Coatings. J. Therm. Spray Technol. 2017, 26, 1484–1497. [Google Scholar] [CrossRef]
- Tan, A.W.-Y.; Sun, W.; Bhowmik, A.; Lek, J.Y.; Marinescu, I.; Li, F.; Khun, N.W.; Dong, Z.; Liu, E. Effect of coating thickness on microstructure, mechanical properties and fracture behaviour of cold sprayed Ti6Al4V coatings on Ti6Al4V substrates. Surf. Coat. Technol. 2018, 349, 303–317. [Google Scholar] [CrossRef]
- Chen, J.; Ma, B.; Liu, G.; Song, H.; Wu, J.; Cui, L.; Zheng, Z. Wear and Corrosion Properties of 316L-SiC Composite Coating Deposited by Cold Spray on Magnesium Alloy. J. Therm. Spray Technol. 2017, 26, 1381–1392. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Li, Y.-J.; Zhang, Y.; Luo, X.-T.; Li, C.-J. Corrosion resistant nickel coating with strong adhesion on AZ31B magnesium alloy prepared by an in-situ shot-peening-assisted cold spray. Corros. Sci. 2018, 138, 105–115. [Google Scholar] [CrossRef]
- Karthikeyan, J. The advantages and disadvantages of the cold spray coating process. In The Cold Spray Materials Deposition Process; Elsevier: Sawston, UK, 2007; pp. 62–71. [Google Scholar]
- Yeom, H.; Sridharan, K. Cold spray technology in nuclear energy applications: A review of recent advances. Ann. Nucl. Energy 2021, 150, 107835. [Google Scholar] [CrossRef]
- Canute, X.; Majumder, M.C. Investigation of tribological and mechanical properties of aluminium boron carbide composites using response surface methodology and desirability analysis. Ind. Lubr. Tribol. 2018, 70, 301–315. [Google Scholar] [CrossRef]
- Qu, J.; Cooley, K.M.; Shaw, A.H.; Lu, R.Y.; Blau, P.J. Assessment of wear coefficients of nuclear zirconium claddings without and with pre-oxidation. Wear 2016, 356–357, 17–22. [Google Scholar] [CrossRef] [Green Version]
- Hollis, K.J. Zirconium Diffusion Barrier Coatings for Uranium Fuel Used in Nuclear Reactors n.d. Available online: https://www.asminternational.org/documents/10192/1890195/amp16811p57.pdf/173030f2-5b6b-4750-b86b-2076ba6972c8 (accessed on 27 October 2021).
- Richard, C. Tribological Coatings for High-Temperature Applications. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.-W., Eds.; Springer: Boston, MA, USA, 2013; pp. 3778–3787. [Google Scholar]
- Hilmas, G.; Fahrenholtz, W. Mechanical properties of zirconium diboride ceramics. In Ultra-High Temperature Ceramics: Materials for Extreme Environment Applications IV; ECI: Windsor, UK, 2017. [Google Scholar]
- Zhang, D.; Wei, B.; Wu, Z.; Qi, Z.; Wang, Z. A comparative study on the corrosion behaviour of Al, Ti, Zr and Hf metallic coatings deposited on AZ91D magnesium alloys. Surf. Coat. Technol. 2016, 303, 94–102. [Google Scholar] [CrossRef]
- Hollis, K.J.; Hawley, M.E.; Dickerson, P.O. Characterization of Thermal Diffusion Related Properties in Plasma Sprayed Zirconium Coatings. J. Therm. Spray Technol. 2011, 21, 409–415. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2013, 30, 369–395. [Google Scholar] [CrossRef]
- E04 Committee Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings; ASTM International: West Conshohocken, PA, USA, 2014. [CrossRef]
- Sahasrabudhe, H.; Bandyopadhyay, A. Laser-Based Additive Manufacturing of Zirconium. Appl. Sci. 2018, 8, 393. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Song, B.; Zhang, L.; Liu, J.; Shi, Y. Selective Laser Melting of Al6061 Alloy: Processing, Microstructure, and Mechanical Properties; Solid Freeform Fabrication: Austin, TX, USA, 2018. [Google Scholar]
- Mehrotra, P.K.; Quinto, D.T. Techniques for evaluating mechanical properties of hard coatings. J. Vac. Sci. Technol. 1985, 3, 2401–2405. [Google Scholar] [CrossRef]
- Villa, M.; Dosta, S.; Guilemany, J.M. Optimization of 316L stainless steel coatings on light alloys using Cold Gas Spray. Surf. Coat. Technol. 2013, 235, 220–225. [Google Scholar] [CrossRef]
- Rech, S.; Trentin, A.; Vezzù, S.; Vedelago, E.; Legoux, J.-G.; Irissou, E. Different Cold Spray Deposition Strategies: Single- and Multi-layers to Repair Aluminium Alloy Components. J. Therm. Spray Technol. 2014, 23, 1237–1250. [Google Scholar] [CrossRef] [Green Version]
- Adachi, S.; Ueda, N. Effect of Cold-Spray Conditions Using a Nitrogen Propellant Gas on AISI 316L Stainless Steel-Coating Microstructures. Coatings 2017, 7, 87. [Google Scholar] [CrossRef] [Green Version]
- Tarancón, S.; Tejado, E.; Richou, M.; Pastor, J. Evaluation of tensile and elastic properties of W/Cu cold-spray coatings for application to the FGM DEMO divertor concept. Fusion Eng. Des. 2021, 171, 112719. [Google Scholar] [CrossRef]
- Heelan, J.; Langan, S.M.; Walde, C.; Nardi, A.; Siopis, M.; Barth, R.; Landry, T.; Birt, A. Effect of WC-Ni Powder Composition and Preparation on Cold Spray Performance. Coatings 2020, 10, 1196. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, Y.G.; Ke, W.; Sun, W.H.; Hou, W.L.; Chang, X.C.; Wang, J.Q. Slurry erosion–corrosion behaviour of high-velocity oxy-fuel (HVOF) sprayed Fe-based amorphous metallic coatings for marine pump in sand-containing NaCl solutions. Corros. Sci. 2011, 53, 3177–3185. [Google Scholar] [CrossRef]
- Lee, Y.T.R.; Ashrafizadeh, H.; Fisher, G.; McDonald, A. Effect of type of reinforcing particles on the deposition efficiency and wear resistance of low-pressure cold-sprayed metal matrix composite coatings. Surf. Coat. Technol. 2017, 324, 190–200. [Google Scholar] [CrossRef]
- Amudha, A.; Nagaraja, H.; Shashikala, H. Mechanical and wetting properties of 25%NiCr-75%Cr2C3 cermet coated on low carbon steel using HVOF thermal spray technique. Phys. B Condens. Matter 2021, 602, 412409. [Google Scholar] [CrossRef]
- Davis, J.R. Handbook of Thermal Spray Technology; ASM International: West Materials Park, OH, USA, 2004. [Google Scholar]
- Kumar, S.; Vidyasagar, V.; Jyothirmayi, A.; Joshi, S. Effect of Heat Treatment on Mechanical Properties and Corrosion Performance of Cold-Sprayed Tantalum Coatings. J. Therm. Spray Technol. 2016, 25, 745–756. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Marinescu, I.; Toh, W.Q.; Liu, E. Adhesion, tribological and corrosion properties of cold-sprayed CoCrMo and Ti6Al4V coatings on 6061-T651 Al alloy. Surf. Coat. Technol. 2017, 326, 291–298. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Luo, X.-T.; Ge, Y.; Chu, X.; Huang, G.-S.; Li, C.-J. Deposition of fully dense Al-based coatings via in-situ micro-forging assisted cold spray for excellent corrosion protection of AZ31B magnesium alloy. J. Alloys Compd. 2019, 806, 1116–1126. [Google Scholar] [CrossRef]
- G02 Committee Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear; ASTM International: West Conshohocken, PA, USA, 2016. [CrossRef]
- Koivuluoto, H.; Bolelli, G.; Lusvarghi, L.; Casadei, F.; Vuoristo, P. Corrosion resistance of cold-sprayed Ta coatings in very aggressive conditions. Surf. Coat. Technol. 2010, 205, 1103–1107. [Google Scholar] [CrossRef]
- Siddique, S.; Li, C.-X.; Bernussi, A.A.; Hussain, S.W.; Yasir, M. Enhanced Electrochemical and Tribological Properties of AZ91D Magnesium Alloy via Cold Spraying of Aluminum Alloy. J. Therm. Spray Technol. 2019, 28, 1739–1748. [Google Scholar] [CrossRef]
- Xie, Y.; Chen, C.; Planche, M.-P.; Deng, S.; Huang, R.; Ren, Z.; Liao, H. Strengthened Peening Effect on Metallurgical Bonding Formation in Cold Spray Additive Manufacturing. J. Therm. Spray Technol. 2019, 28, 769–779. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.; Raman, R.K.S.; Berndt, C.C.; Singh, H. Influence of Cold Spray Parameters on Bonding Mechanisms: A Review. Metals 2021, 11, 2016. [Google Scholar] [CrossRef]
- Drehmann, R.; Grund, T.; Lampke, T.; Wielage, B.; Wüstefeld, C.; Motylenko, M.; Rafaja, D. Essential Factors Influencing the Bonding Strength of Cold-Sprayed Aluminum Coatings on Ceramic Substrates. J. Therm. Spray Technol. 2018, 27, 446–455. [Google Scholar] [CrossRef]
- Yu, T.; Chen, M.; Wu, Z. Experimental and numerical study of deposition mechanisms for cold spray additive manufacturing process. Chin. J. Aeronaut. 2021, 35, 276–290. [Google Scholar] [CrossRef]
- Goldbaum, D.; Shockley, J.M.; Chromik, R.R.; Rezaeian, A.; Yue, S.; Legoux, J.-G.; Irissou, E. The Effect of Deposition Conditions on Adhesion Strength of Ti and Ti6Al4V Cold Spray Splats. J. Therm. Spray Technol. 2011, 21, 288–303. [Google Scholar] [CrossRef]
- Dai, J.; Chen, K.; Chai, L.; Zhu, Y.; Guan, H.; Guo, N. Surface microstructural characteristics and hardness of Cr-coated Zr702 sheet processed by pulsed laser. Intermetallics 2020, 119, 106710. [Google Scholar] [CrossRef]
- Tao, Y.; Xiong, T.; Sun, C.; Kong, L.; Cui, X.; Li, T.; Song, G.-L. Microstructure and corrosion performance of a cold sprayed aluminium coating on AZ91D magnesium alloy. Corros. Sci. 2010, 52, 3191–3197. [Google Scholar] [CrossRef]
- Bae, G.; Jang, J.-I.; Lee, C. Correlation of particle impact conditions with bonding, nanocrystal formation and mechanical properties in kinetic sprayed nickel. Acta Mater. 2012, 60, 3524–3535. [Google Scholar] [CrossRef]
- Yin, S.; Suo, X.; Xie, Y.; Li, W.; Lupoi, R.; Liao, H. Effect of substrate temperature on interfacial bonding for cold spray of Ni onto Cu. J. Mater. Sci. 2015, 50, 7448–7457. [Google Scholar] [CrossRef]
- Tiamiyu, A.A.; Schuh, C.A. Particle flattening during cold spray: Mechanistic regimes revealed by single particle impact tests. Surf. Coat. Technol. 2020, 403, 126386. [Google Scholar] [CrossRef]
- Assadi, H.; Schmidt, T.; Richter, H.; Kliemann, J.-O.; Binder, K.; Gärtner, F.; Klassen, T.; Kreye, H. On Parameter Selection in Cold Spraying. J. Therm. Spray Technol. 2011, 20, 1161–1176. [Google Scholar] [CrossRef]
- Oyinbo, S.T.; Jen, T.-C. A comparative review on cold gas dynamic spraying processes and technologies. Manuf. Rev. 2019, 6, 25. [Google Scholar] [CrossRef] [Green Version]
- Grujicic, M.; Zhao, C.; Tong, C.; De Rosset, W.; Helfritch, D. Analysis of the impact velocity of powder particles in the cold-gas dynamic-spray process. Mater. Sci. Eng. A 2004, 368, 222–230. [Google Scholar] [CrossRef]
- Stoyanov, P.; Chromik, R.R. Scaling Effects on Materials Tribology: From Macro to Micro Scale. Materials 2017, 10, 550. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bagherifard, S.; Kondas, J.; Monti, S.; Cizek, J.; Perego, F.; Kovarik, O.; Lukac, F.; Gaertner, F.; Guagliano, M. Tailoring cold spray additive manufacturing of steel 316 L for static and cyclic load-bearing applications. Mater. Des. 2021, 203, 109575. [Google Scholar] [CrossRef]
- Binder, K.; Gottschalk, J.; Kollenda, M.; Gärtner, F.; Klassen, T. Influence of Impact Angle and Gas Temperature on Mechanical Properties of Titanium Cold Spray Deposits. J. Therm. Spray Technol. 2010, 20, 234–242. [Google Scholar] [CrossRef]
- Kumar, S.; Ramakrishna, M.; Chavan, N.; Joshi, S. Correlation of splat state with deposition characteristics of cold sprayed niobium coatings. Acta Mater. 2017, 130, 177–195. [Google Scholar] [CrossRef]
- Jackson, A.G. Slip Systems. In Handbook of Crystallography; Springer Science and Business Media LLC: New York, NY, USA, 1991; pp. 83–88. [Google Scholar]
- Cavaliere, P.D.; Rizzo, A.; Valerini, D.; Capodieci, L. Wear and Fretting Behavior of Cold Sprayed IN625 Superalloy: For Electron Microscopists and Others. Metals 2020, 11, 49. [Google Scholar] [CrossRef]
- Zhang, L.; Qu, X.-H.; Duan, B.-H.; He, X.-B.; Qin, M.-L. Effect of porosity on wear resistance of SiCp/Cu composites prepared by pressureless infiltration. Trans. Nonferr. Met. Soc. China 2008, 18, 1076–1082. [Google Scholar] [CrossRef]
- Wang, Y.; Normand, B.; Suo, X.; Planche, M.-P.; Liao, H.; Tang, J. Cold-Sprayed AZ91D Coating and SiC/AZ91D Composite Coatings. Coatings 2018, 8, 122. [Google Scholar] [CrossRef] [Green Version]
- Daroonparvar, M.; Khan, M.F.; Saadeh, Y.; Kay, C.; Gupta, R.; Kasar, A.; Kumar, P.; Misra, M.; Menezes, P.L.; Bakhsheshi-Rad, H. Enhanced corrosion resistance and surface bioactivity of AZ31B Mg alloy by high pressure cold sprayed monolayer Ti and bilayer Ta/Ti coatings in simulated body fluid. Mater. Chem. Phys. 2020, 256, 123627. [Google Scholar] [CrossRef]
- Hushchyk, D.V.; Yurkova, A.I.; Cherniavsky, V.V.; Bilyk, I.I.; Nakonechnyy, S.O. Nanostructured AlNiCoFeCrTi high-entropy coating performed by cold spray. Appl. Nanosci. 2020, 10, 4879–4890. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Meydanoglu, O.; Jodoin, B.; Kayali, E.S. Microstructure, mechanical properties and corrosion performance of 7075 Al matrix ceramic particle reinforced composite coatings produced by the cold gas dynamic spraying process. Surf. Coat. Technol. 2013, 235, 108–116. [Google Scholar] [CrossRef]
- Sammaiah, P.; Ashwini, V.; Suresh, A.; Sushanth, C.; Kumar, N.S. Analysis of Al2O3 Nano Particles and Its Deposition on Steel by Cold Spray Process. Mater. Today Proc. 2018, 5, 20535–20543. [Google Scholar] [CrossRef]
- Mangla, O.; Roy, S. Monoclinic Zirconium Oxide Nanostructures Having Tunable Band Gap Synthesized under Extremely Non-Equilibrium Plasma Conditions. Proceedings 2019, 3, 10. [Google Scholar] [CrossRef] [Green Version]
- Mustapha, S.; Ndamitso, M.M.; Abdulkareem, A.S.; Tijani, J.O.; Shuaib, D.T.; Mohammed, A.K.; Sumaila, A. Comparative study of crystallite size using Williamson-Hall and Debye-Scherrer plots for ZnO nanoparticles. Adv. Nat. Sci. Nanosci. Nanotechnol. 2019, 10, 045013. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Song, C.; Sakata, O.; Kumara, L.S.R.; Kohara, S.; Yang, A.; Kusada, K.; Kobayashi, H.; Kitagawa, H. Size dependence of structural parameters in fcc and hcp Ru nanoparticles, revealed by Rietveld refinement analysis of high-energy X-ray diffraction data. Sci. Rep. 2016, 6, 31400. [Google Scholar] [CrossRef] [PubMed]
- Holzwarth, U.; Gibson, N. The Scherrer equation versus the ‘Debye-Scherrer equation’. Nat. Nanotechnol. 2011, 6, 534. [Google Scholar] [CrossRef]
- Liu, T.; Vaudin, M.D.; Bunn, J.R.; Ungár, T.; Brewer, L.N. Quantifying dislocation density in Al-Cu coatings produced by cold spray deposition. Acta Mater. 2020, 193, 115–124. [Google Scholar] [CrossRef]
- Ungár, T.; Li, L.; Tichy, G.; Pantleon, W.; Choo, H.; Liaw, P.K. Work softening in nanocrystalline materials induced by dislocation annihilation. Scr. Mater. 2011, 64, 876–879. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef] [Green Version]
- Stoltenhoff, T.; Kreye, H.; Richter, H.J. An Analysis of the Cold Spray Process and Its Coatings. J. Therm. Spray Technol. 2002, 11, 542–550. [Google Scholar] [CrossRef]
- Venkatesh, L.; Chavan, N.M.; Sundararajan, G. The Influence of Powder Particle Velocity and Microstructure on the Properties of Cold Sprayed Copper Coatings. J. Therm. Spray Technol. 2011, 20, 1009–1021. [Google Scholar] [CrossRef]
- Menezes, P.L.; Kailas, S.V.; Lovell, M.R. Fundamentals of Engineering Surfaces. In Tribology for Scientists and Engineers: From Basics to Advanced Concepts; Springer Science and Business Media LLC: New York, NY, USA, 2013; pp. 3–41. [Google Scholar]
- Vignesh, S.; Shanmugam, K.; Balasubramanian, V.; Sridhar, K. Identifying the optimal HVOF spray parameters to attain minimum porosity and maximum hardness in iron based amorphous metallic coatings. Def. Technol. 2017, 13, 101–110. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Antonio, C.I.; Jahedi, M. Elimination of porosity in directly fabricated titanium via cold gas dynamic spraying. J. Mater. Process. Technol. 2009, 209, 922–929. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.; Todd, I.; Prangnell, P.B. The Influence of Porosity on Fatigue Crack Initiation in Additively Manufactured Titanium Components. Sci. Rep. 2017, 7, 7308. [Google Scholar] [CrossRef]
- Kushwaha, A.K.; John, M.; Misra, M.; Menezes, P.L. Nanocrystalline Materials: Synthesis, Characterization, Properties, and Applications. Crystals 2021, 11, 1317. [Google Scholar] [CrossRef]
- Popov, V.L.; Li, Q.; Lyashenko, I.A.; Pohrt, R. Adhesion and friction in hard and soft contacts: Theory and experiment. Friction 2021, 9, 1688–1706. [Google Scholar] [CrossRef]
- Wu, J.; Tao, Y.; Jin, H.; Li, M.; Xiong, T.; Sun, C. Friction and Wear Properties of Cold Gas Dynamic Sprayed α-Al2O3-Al Composite Coatings. J. Coat. 2013, 2013, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Podgornik, B.; Miller, B.A.; Shipley, R.J.; Parrington, R.J.; Dennies, D.P. Adhesive Wear Failures. Fail. Anal. Prev. 2021, 11, 1–20. [Google Scholar] [CrossRef]
- Jing, Z.; Dejun, K. Effect of Laser Remelting on Friction-Wear Behaviors of Cold Sprayed Al Coatings in 3.5% NaCl Solution. Materials 2018, 11, 283. [Google Scholar] [CrossRef] [Green Version]
- Jeyaprakash, N.; Yang, C.-H. Friction, Lubrication, and Wear. Tribol. Mater. Manuf. 2021. [Google Scholar] [CrossRef]
- Ralls, A.M.; Daroonparvar, M.; Sikdar, S.; Rahman, M.H.; Monwar, M.; Watson, K.; Kay, C.M.; Menezes, P.L. Tribological and Corrosion Behavior of High Pressure Cold Sprayed Duplex 316 L Stainless Steel. Tribol. Int. 2022, 169, 107471. [Google Scholar] [CrossRef]
- Zhao, X.; Dong, T.; Fu, B.; Li, G.; Liu, Q.; Li, Y. Microstructure and Properties of Cold Sprayed NiCrAl Coating on AZ91D Magnesium Alloy. Coatings 2021, 11, 193. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Propellant Gas | Sprayed Material | Gas Temperature (°C) | Gas Pressure (MPa) | Spray Angle (°) | Stand-off Distance (mm) | Step Size (mm) | Powder Reed Rate (RPM) | Powder Carrier Gas Flow Rate (m3/hr) | Type of Nozzle |
|---|---|---|---|---|---|---|---|---|---|
| N2 | CP-Zr | 700–1100 | 3.0–5.0 | 90 | 25.4 | 0.5–0.1 | 1.0–2.5 | 2.5–3.5 | SiC Water Cooled Nozzle |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ralls, A.M.; Kasar, A.K.; Daroonparvar, M.; Siddaiah, A.; Kumar, P.; Kay, C.M.; Misra, M.; Menezes, P.L. Effect of Gas Propellant Temperature on the Microstructure, Friction, and Wear Resistance of High-Pressure Cold Sprayed Zr702 Coatings on Al6061 Alloy. Coatings 2022, 12, 263. https://doi.org/10.3390/coatings12020263
Ralls AM, Kasar AK, Daroonparvar M, Siddaiah A, Kumar P, Kay CM, Misra M, Menezes PL. Effect of Gas Propellant Temperature on the Microstructure, Friction, and Wear Resistance of High-Pressure Cold Sprayed Zr702 Coatings on Al6061 Alloy. Coatings. 2022; 12(2):263. https://doi.org/10.3390/coatings12020263
Chicago/Turabian StyleRalls, Alessandro M., Ashish K. Kasar, Mohammadreza Daroonparvar, Arpith Siddaiah, Pankaj Kumar, Charles M. Kay, Manoranjan Misra, and Pradeep L. Menezes. 2022. "Effect of Gas Propellant Temperature on the Microstructure, Friction, and Wear Resistance of High-Pressure Cold Sprayed Zr702 Coatings on Al6061 Alloy" Coatings 12, no. 2: 263. https://doi.org/10.3390/coatings12020263