
Electrochemical Behavior of Nickel Aluminide Coatings Produced by CAFSY Method in Aqueous NaCl Solution


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
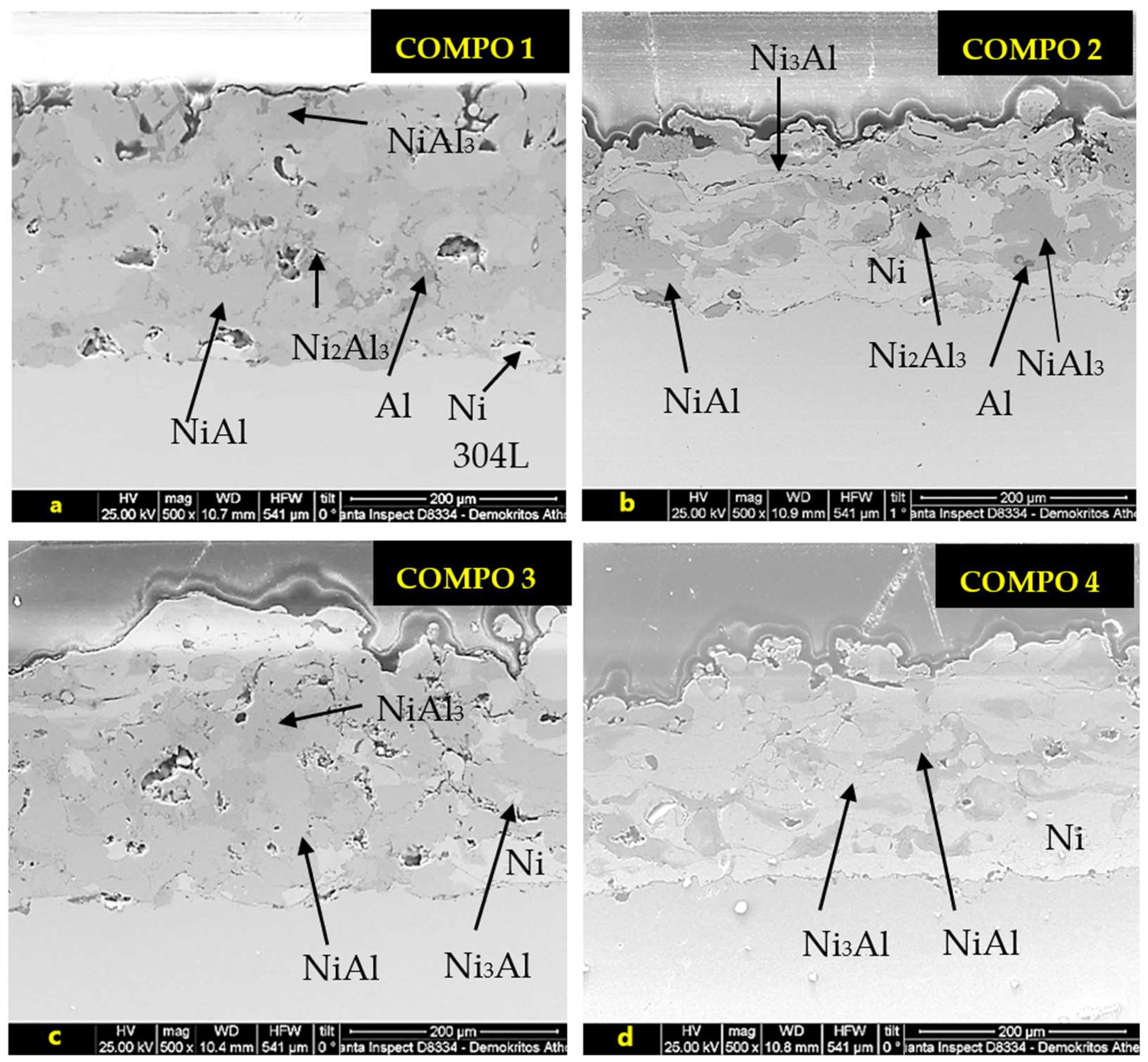
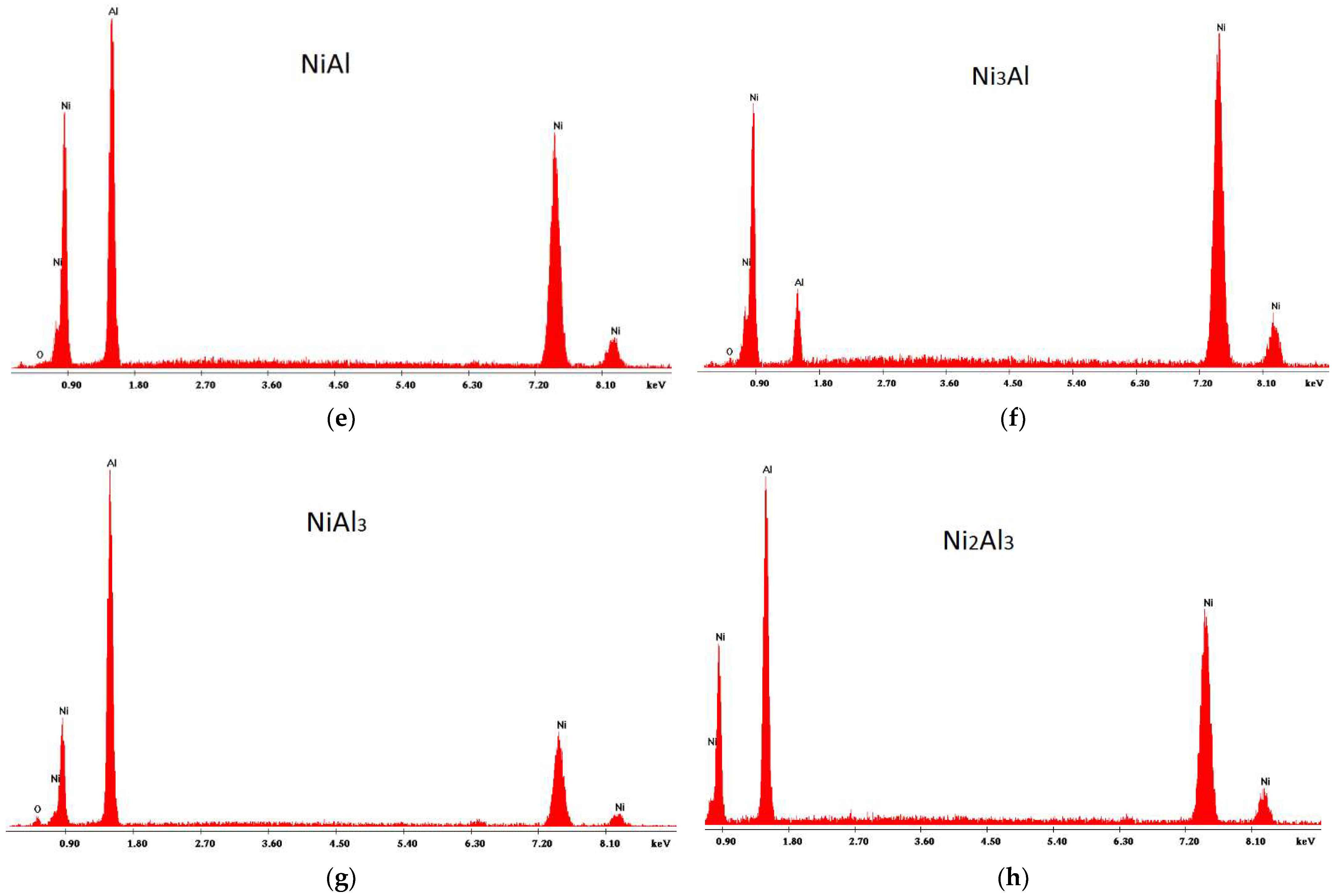
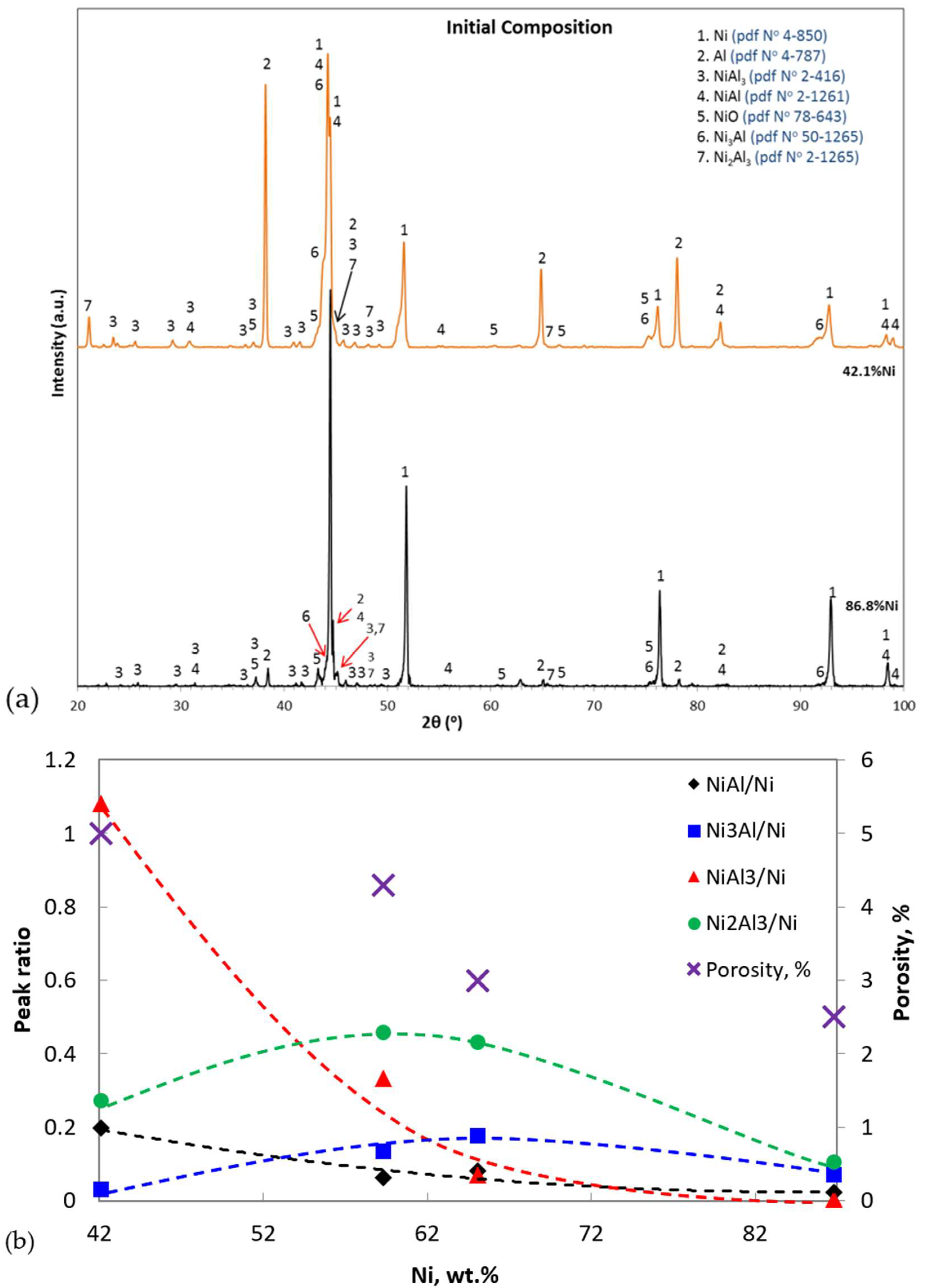
3.1. Microstructure of the As-Sprayed Coatings
3.1.1. Effect of Composition
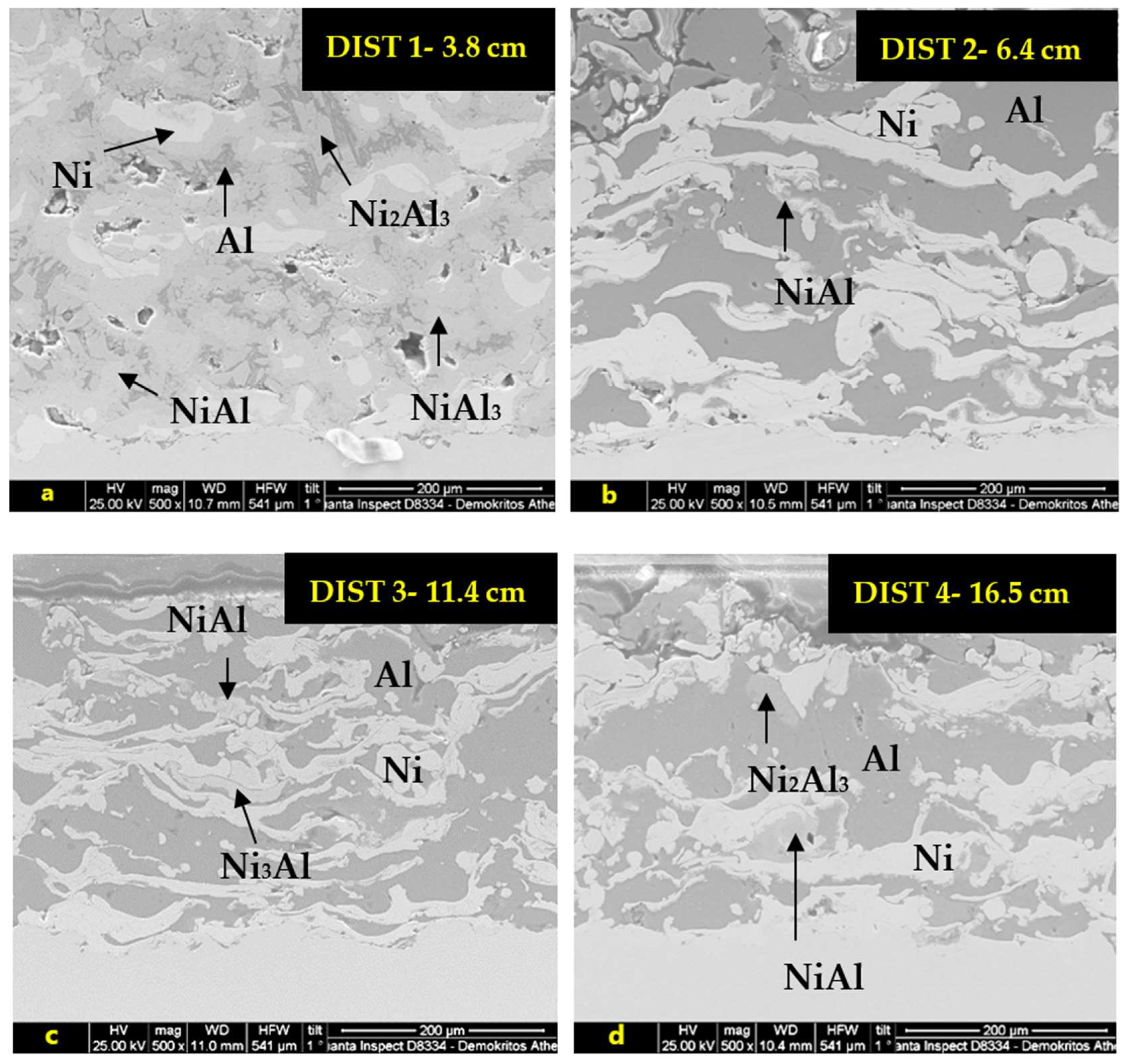
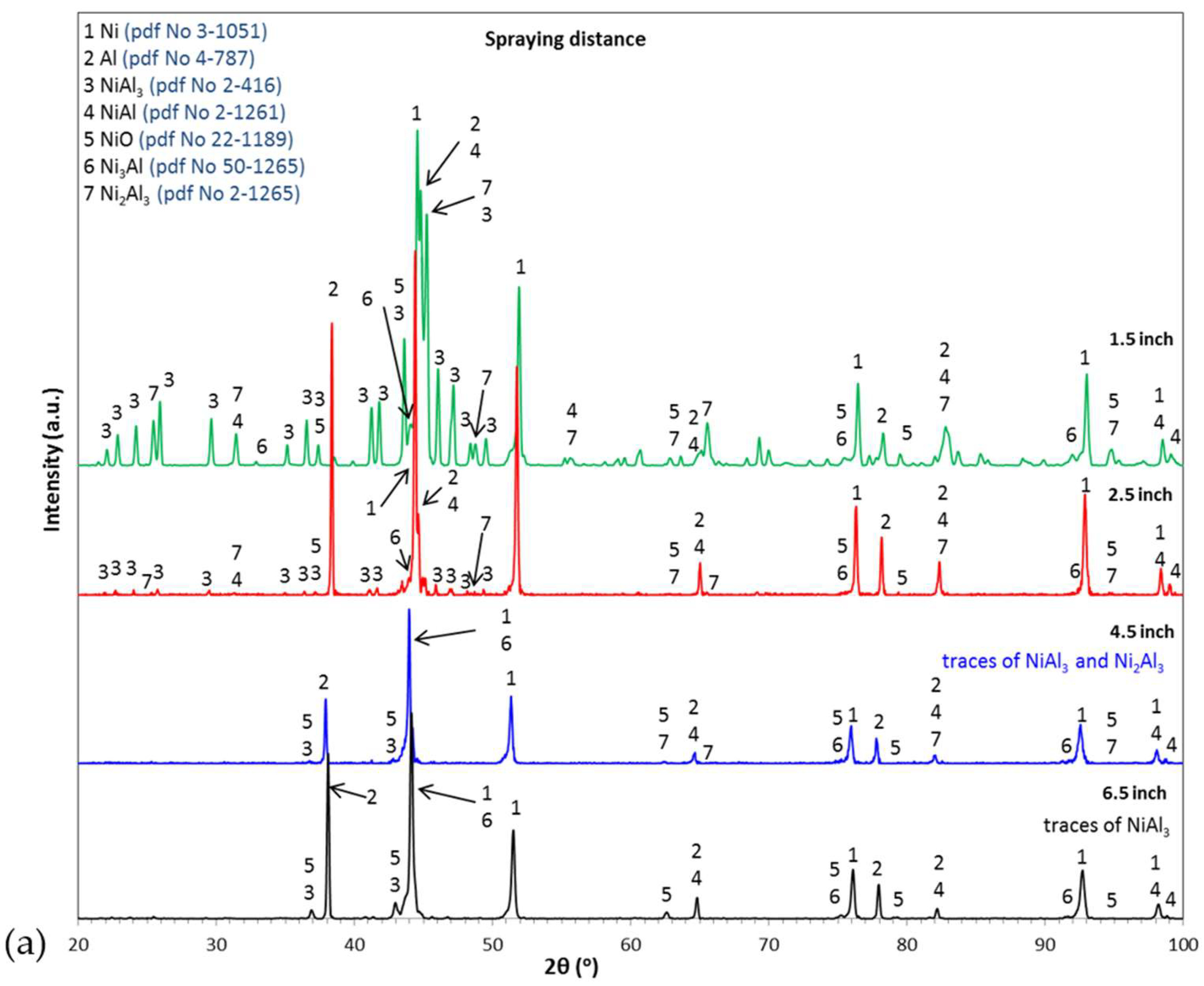
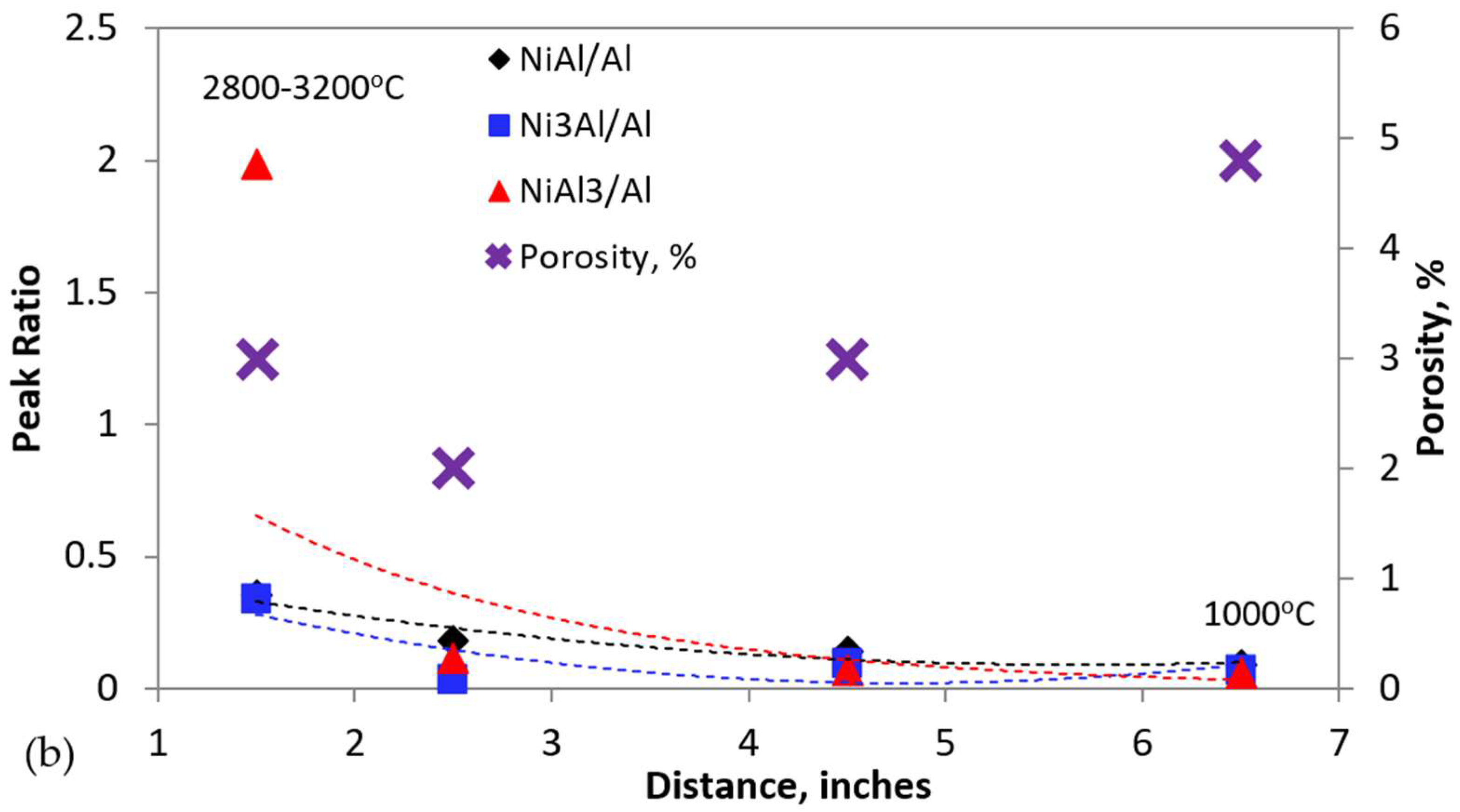
3.1.2. Effect of Thermal Spraying Distance
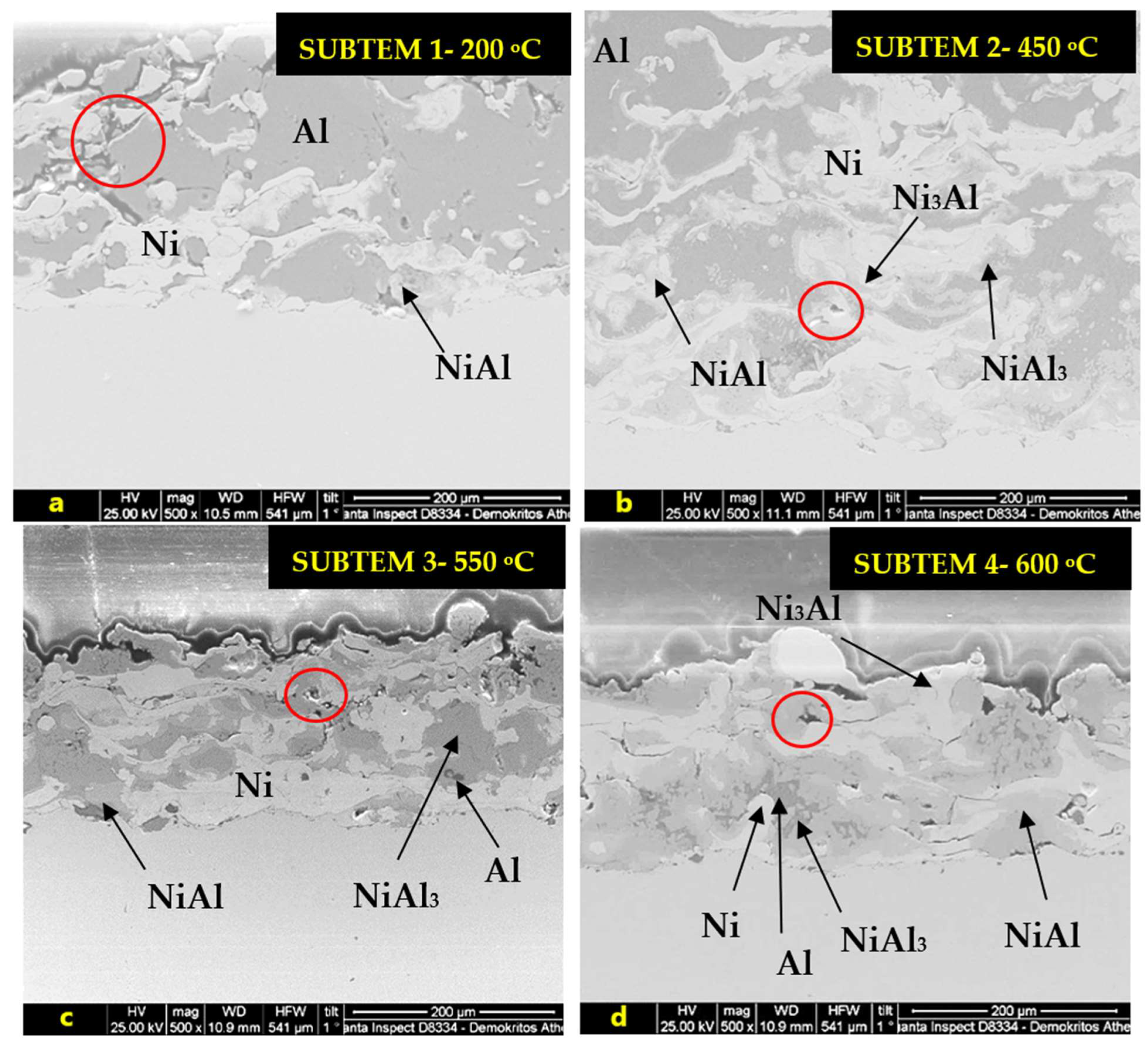
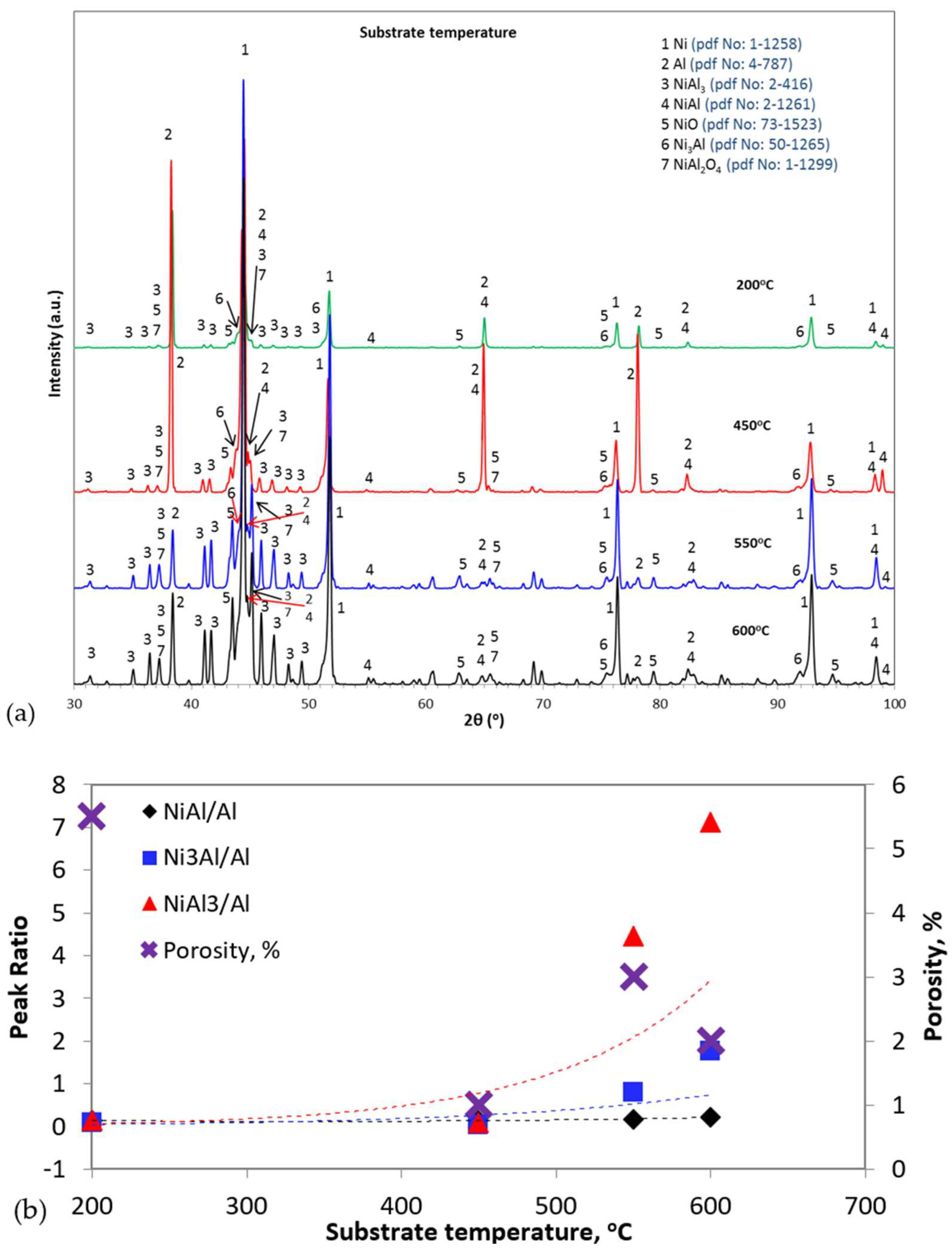
3.1.3. Effect of Substrate Temperature
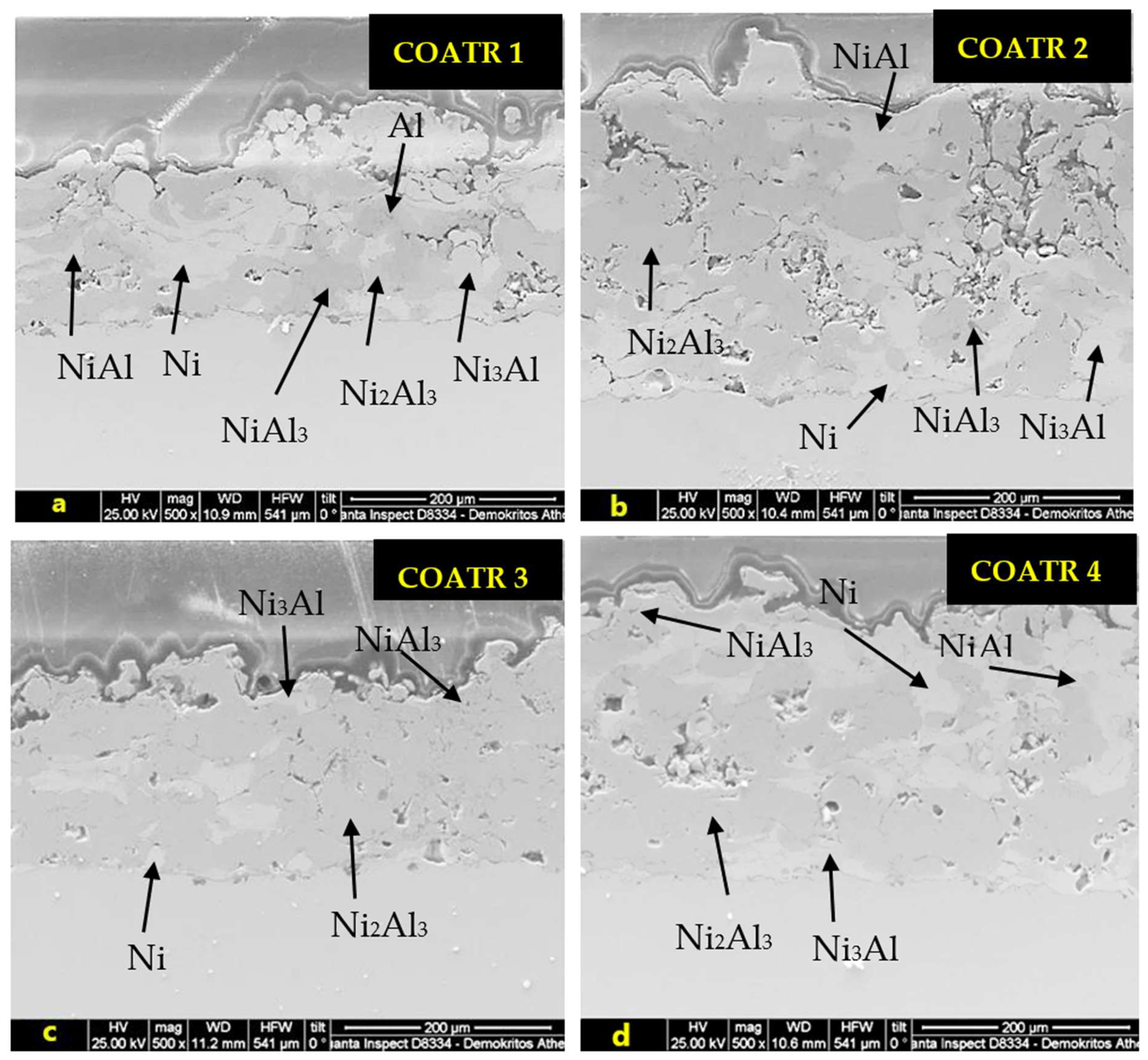
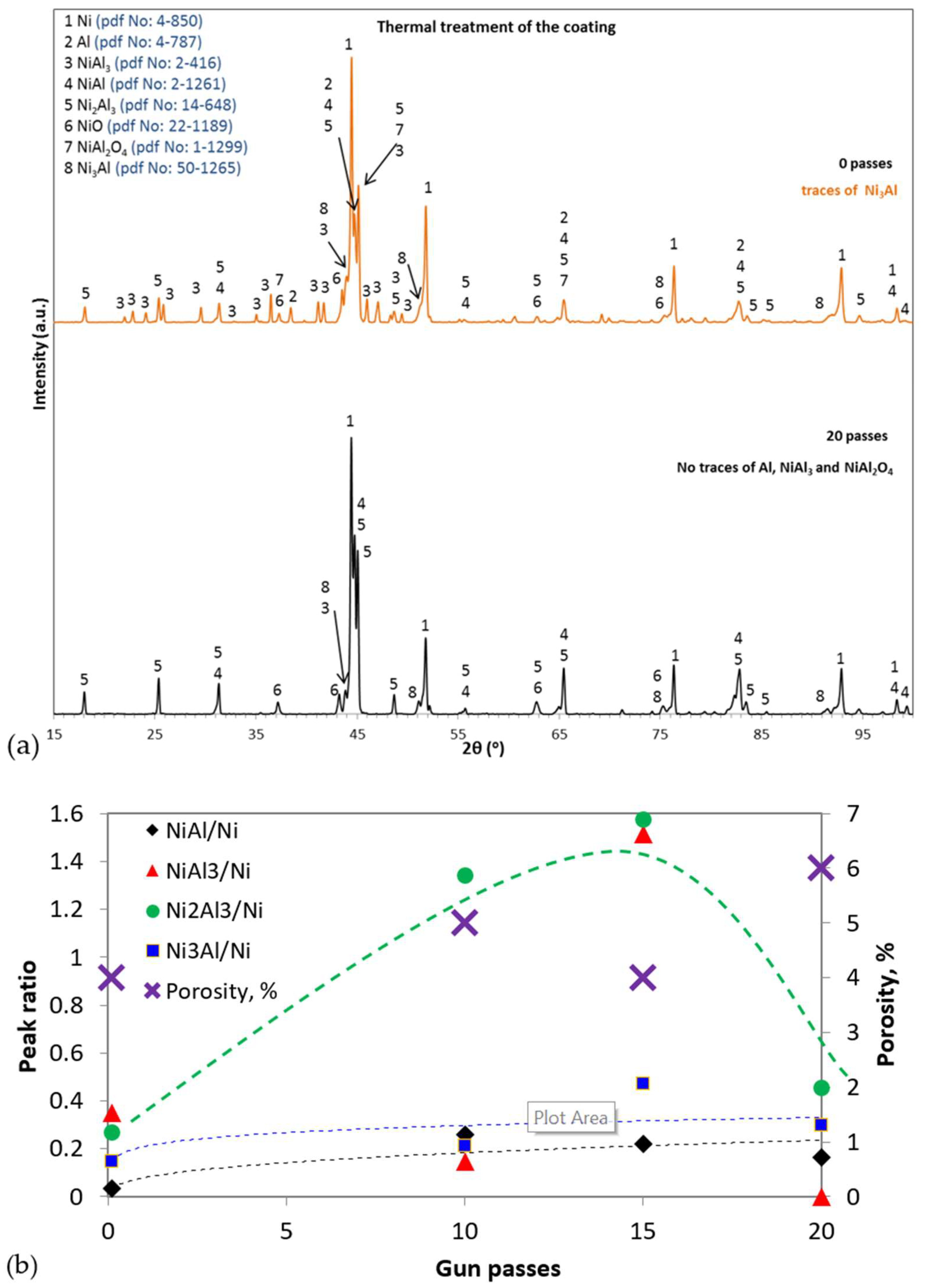
3.1.4. Effect of Heat Treatment of the Coating
3.2. Cyclic Polarization Experiments
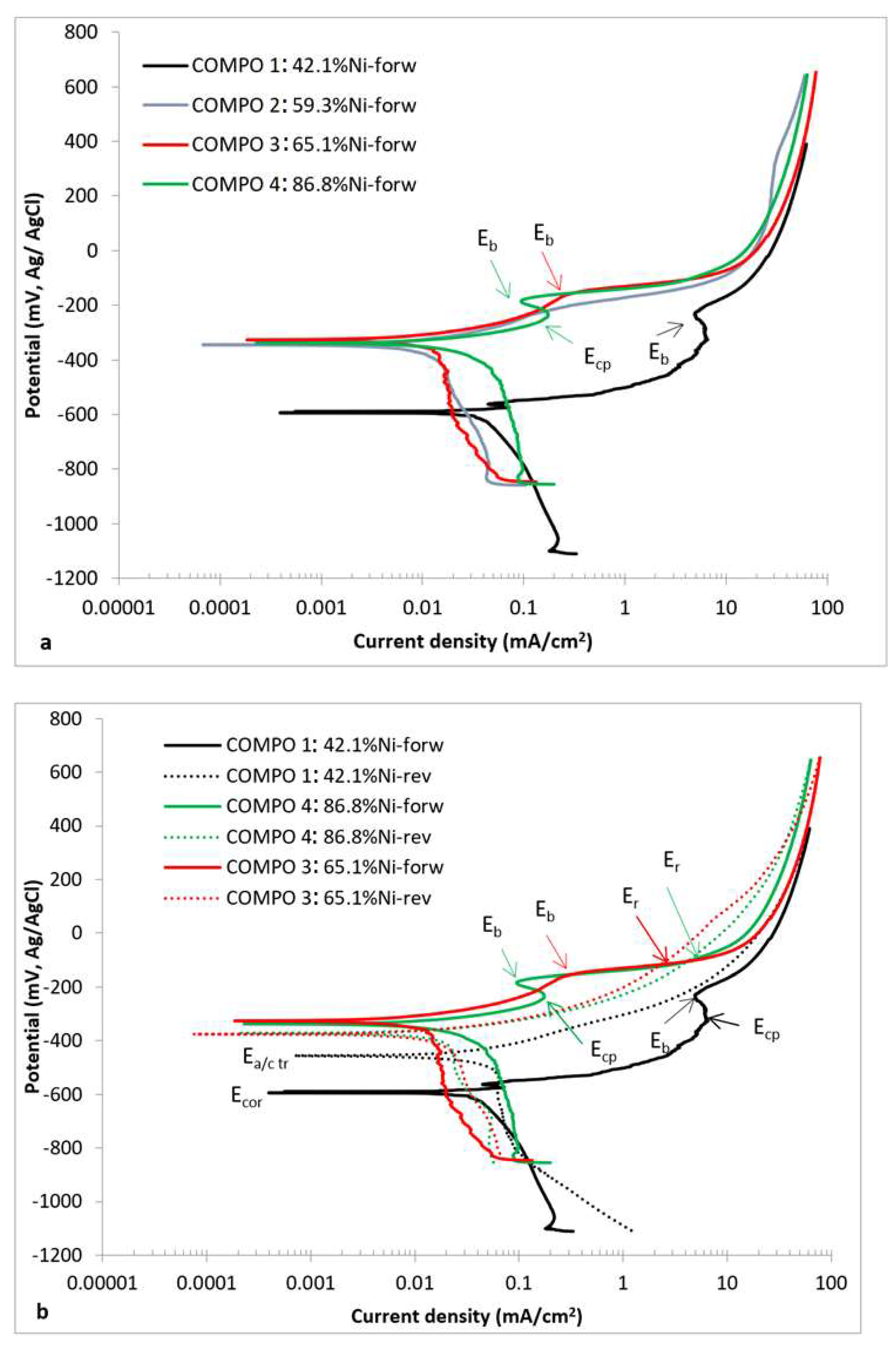
3.2.1. Effect of Composition
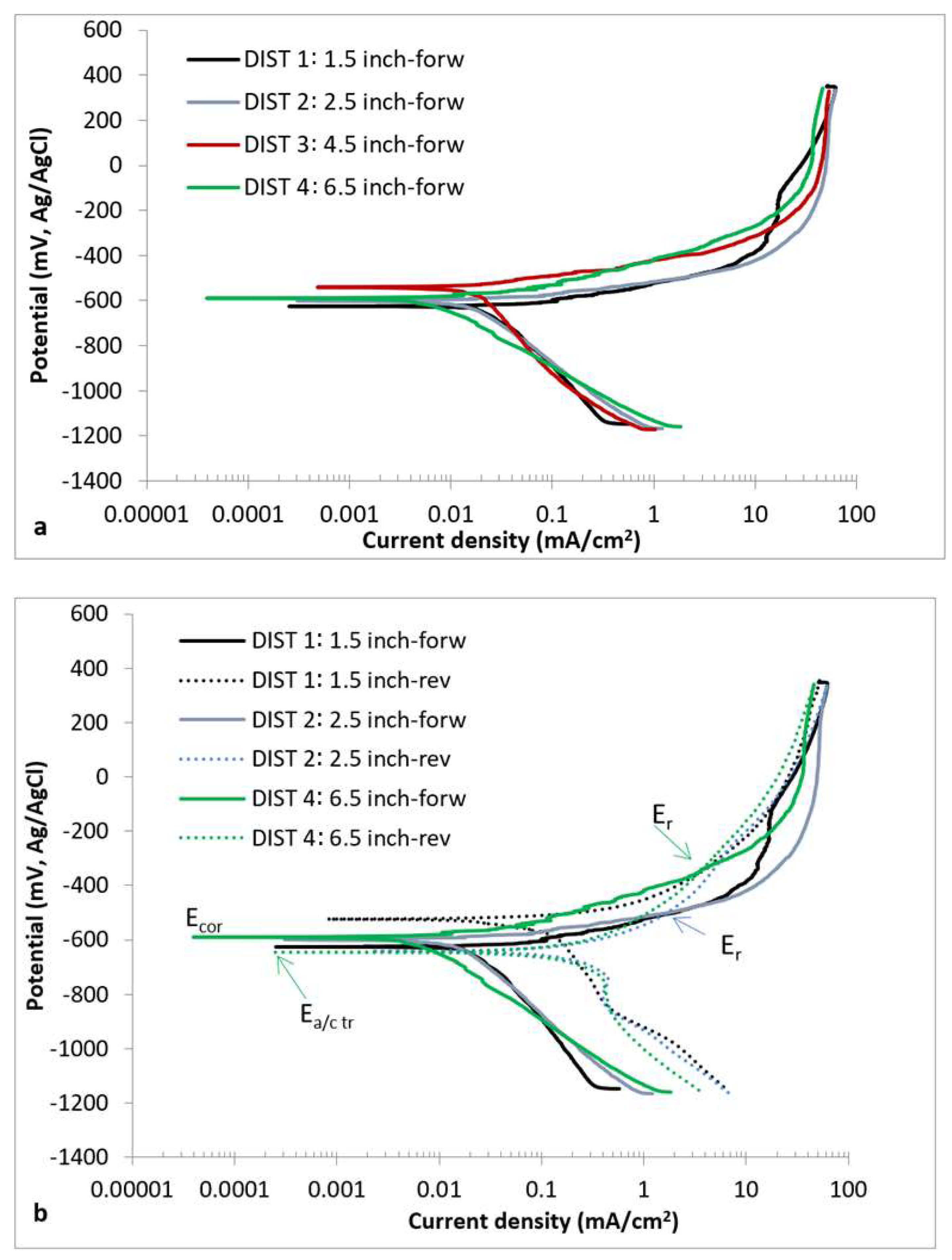
3.2.2. Effect of Thermal Spraying Distance
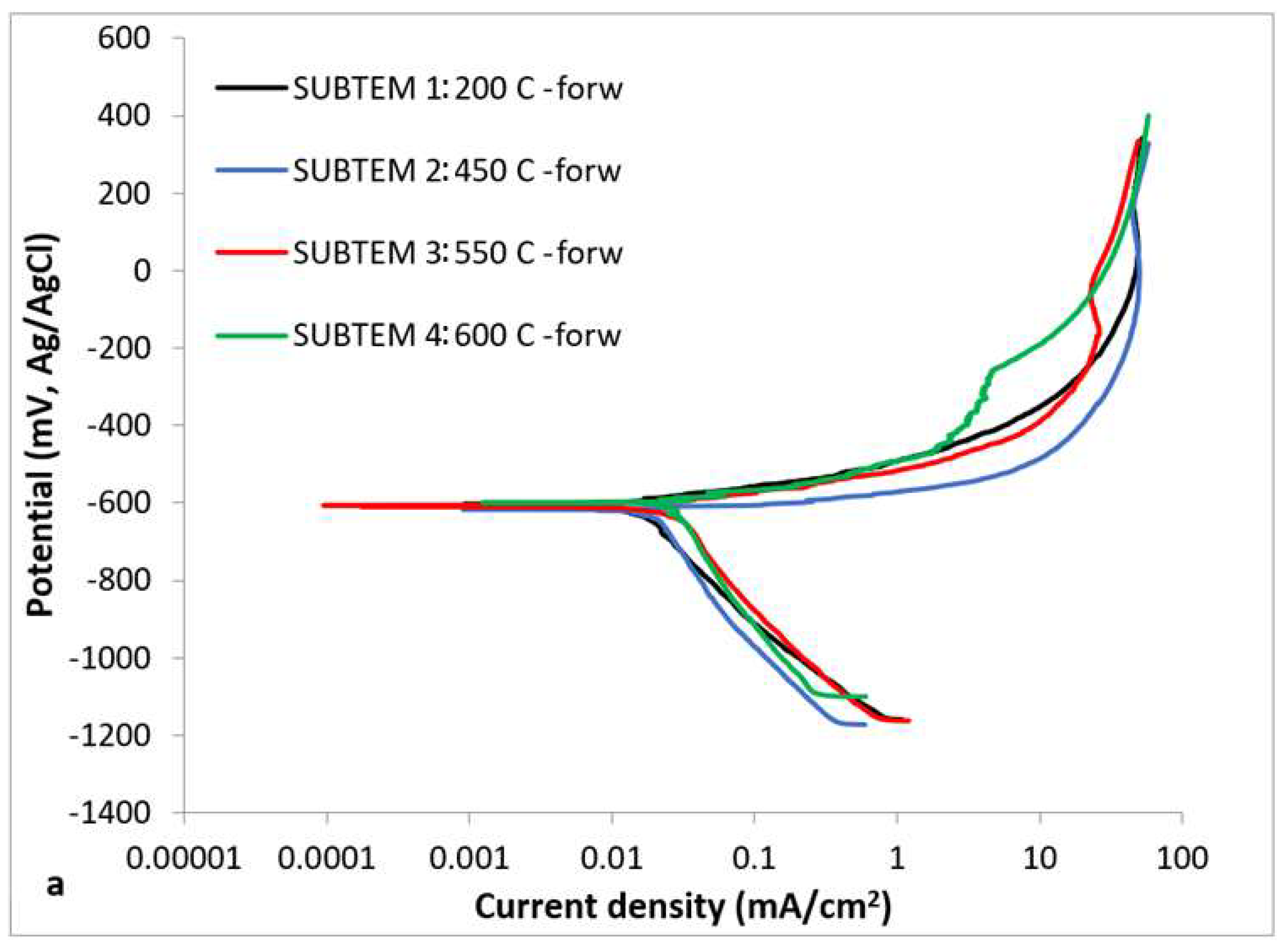
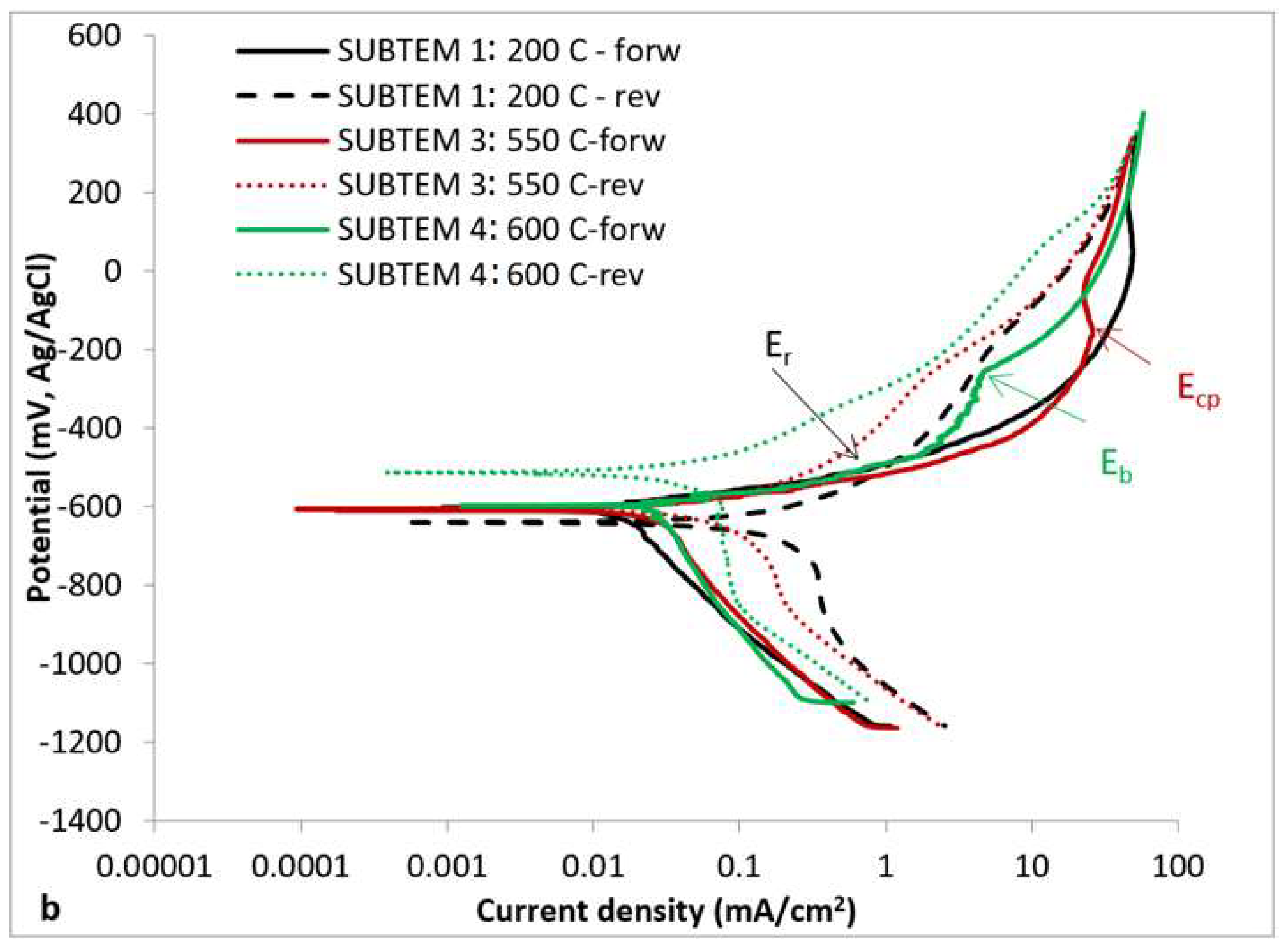
3.2.3. Effect of Substrate Temperature
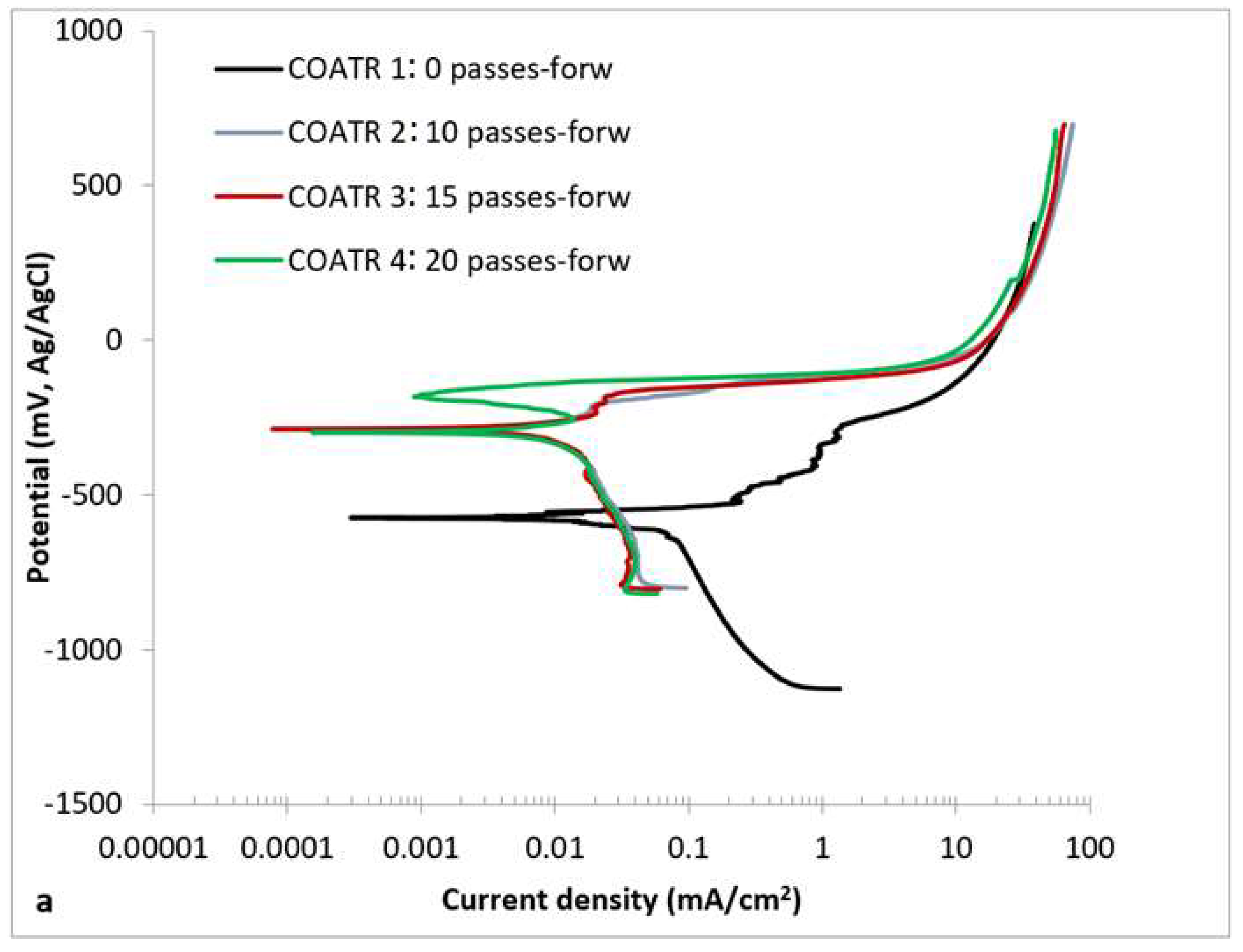
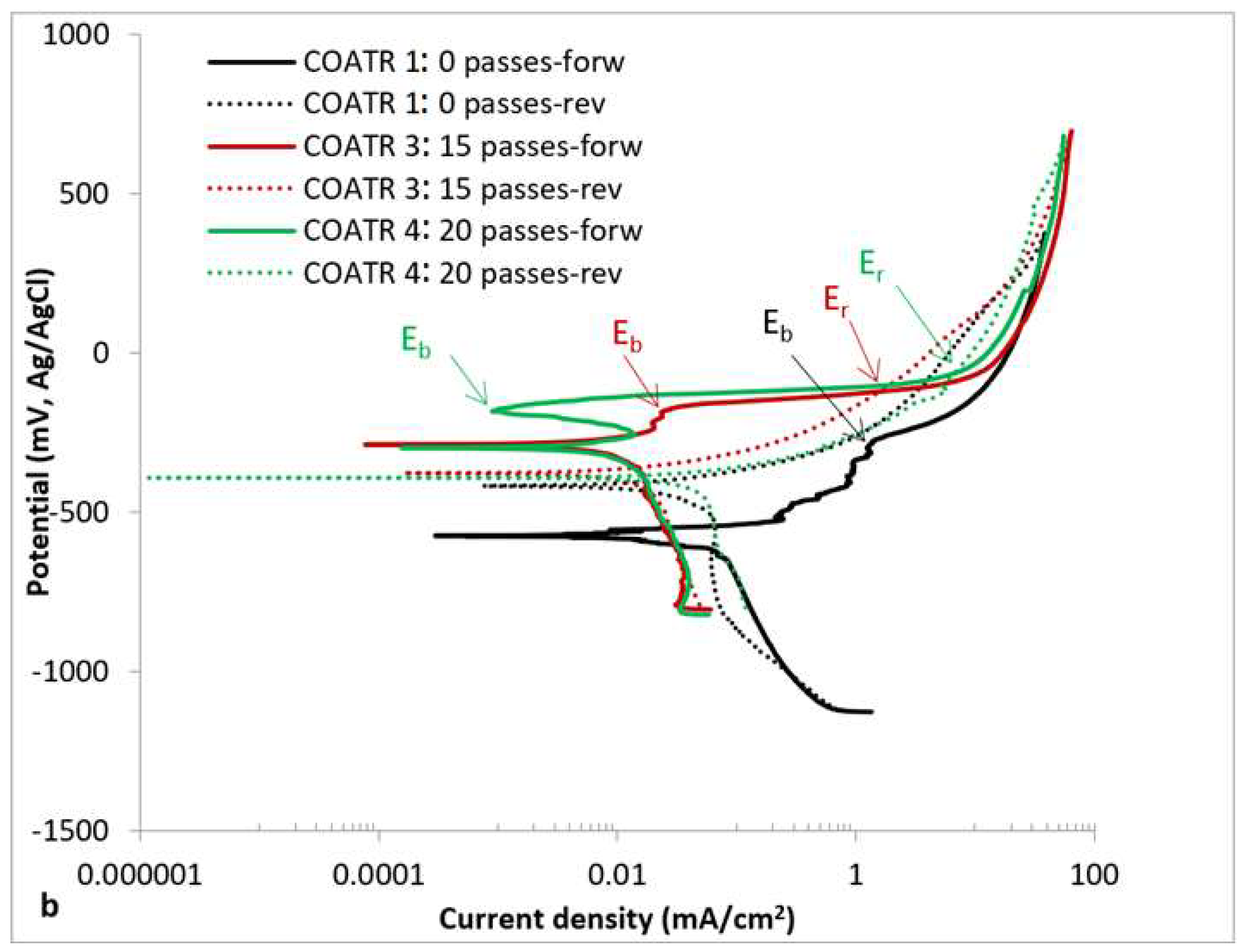
3.2.4. Effect of Thermal Treatment of the Coating
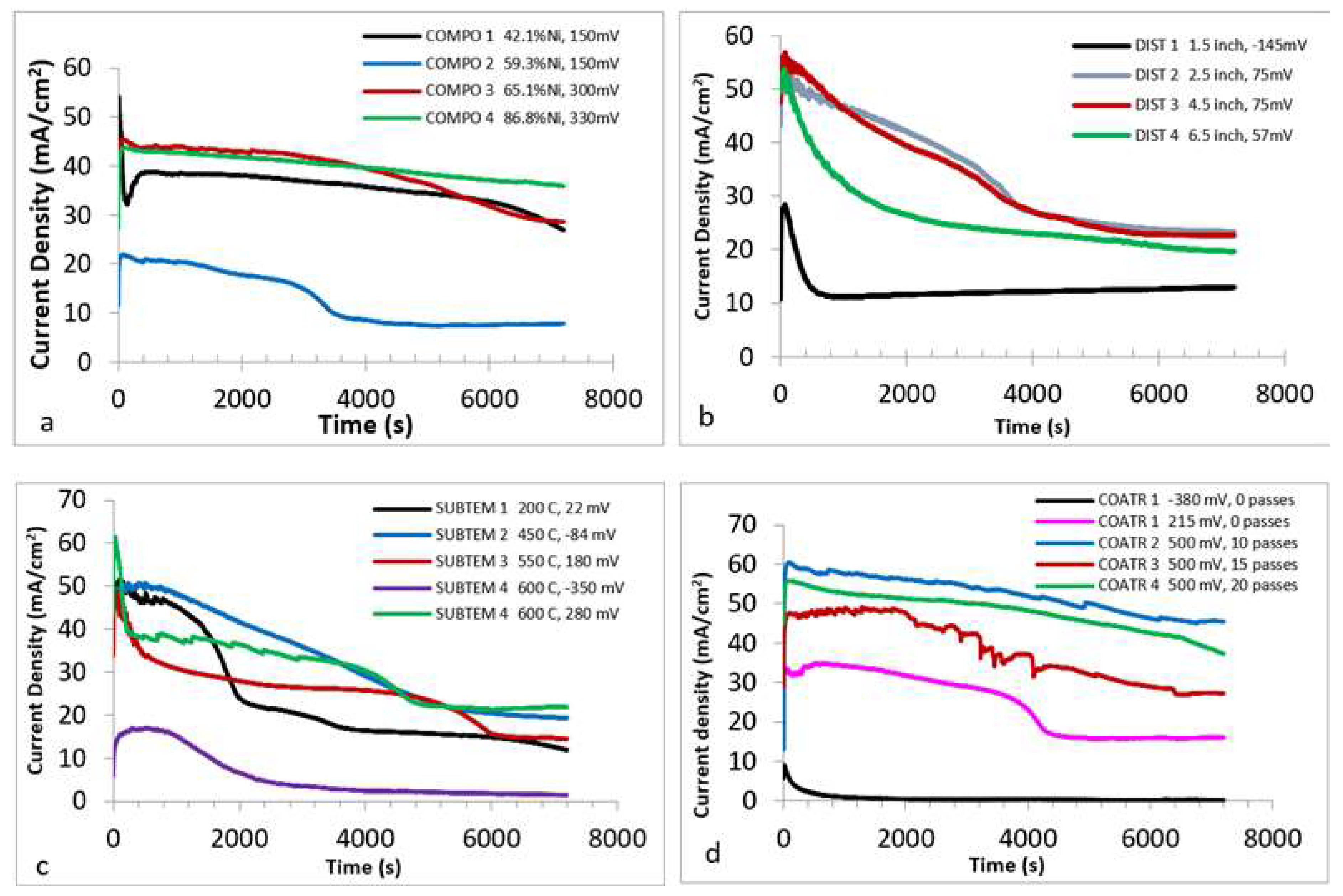
3.3. Chronoamperometry
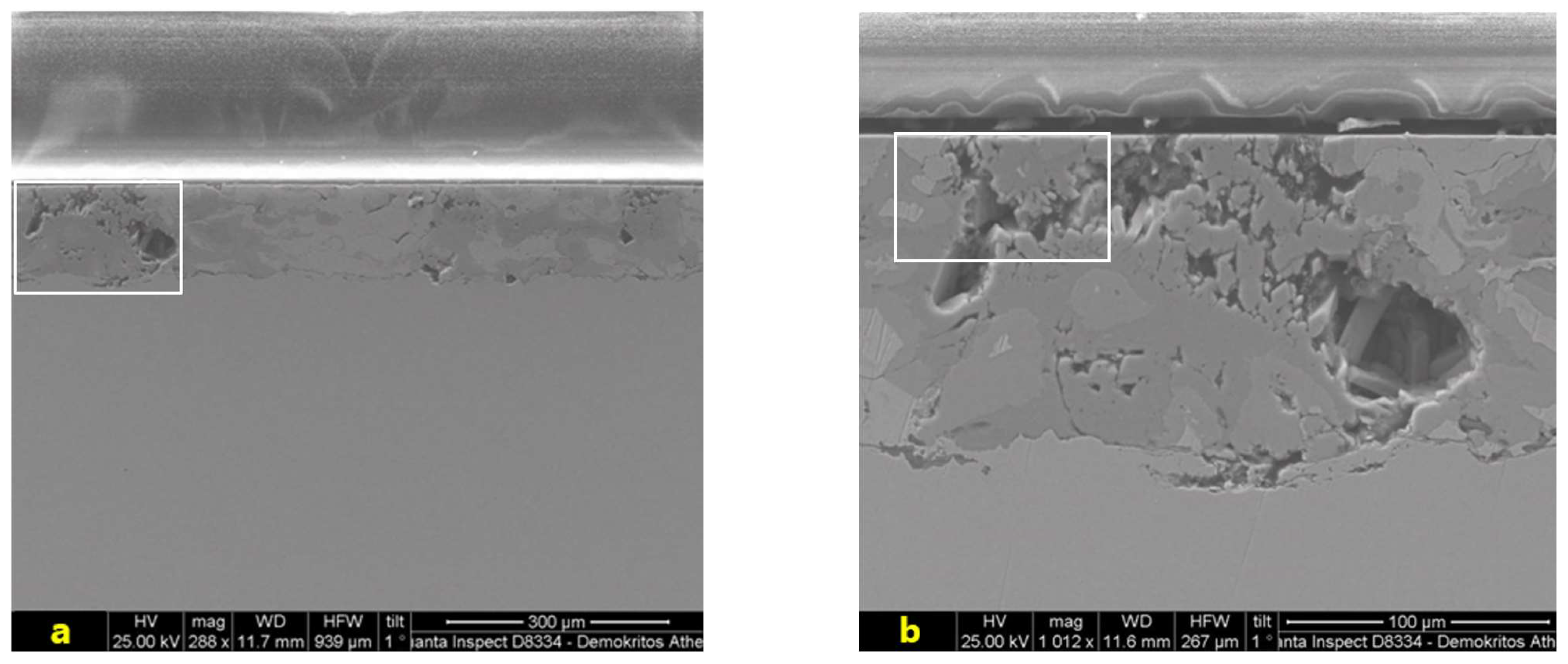
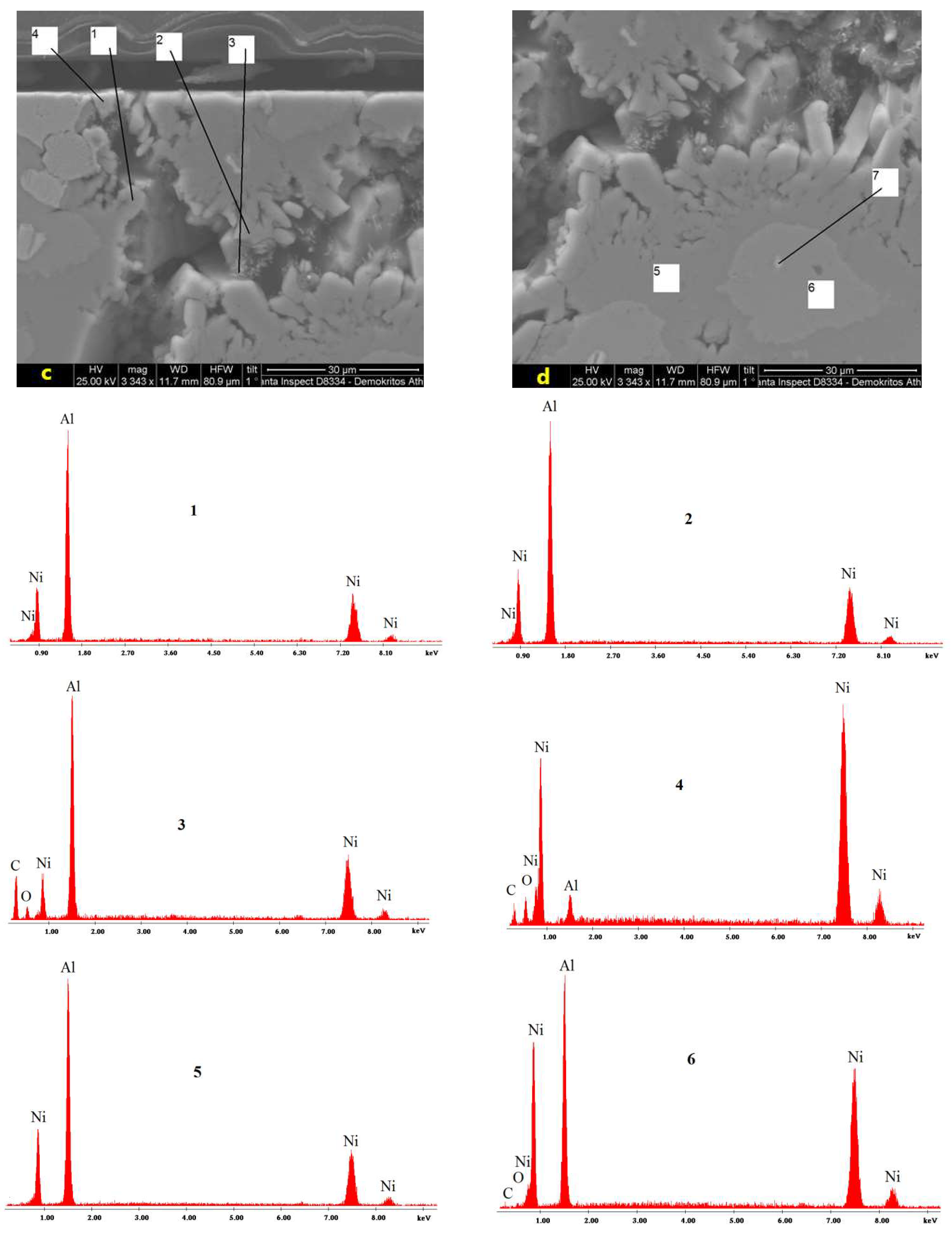
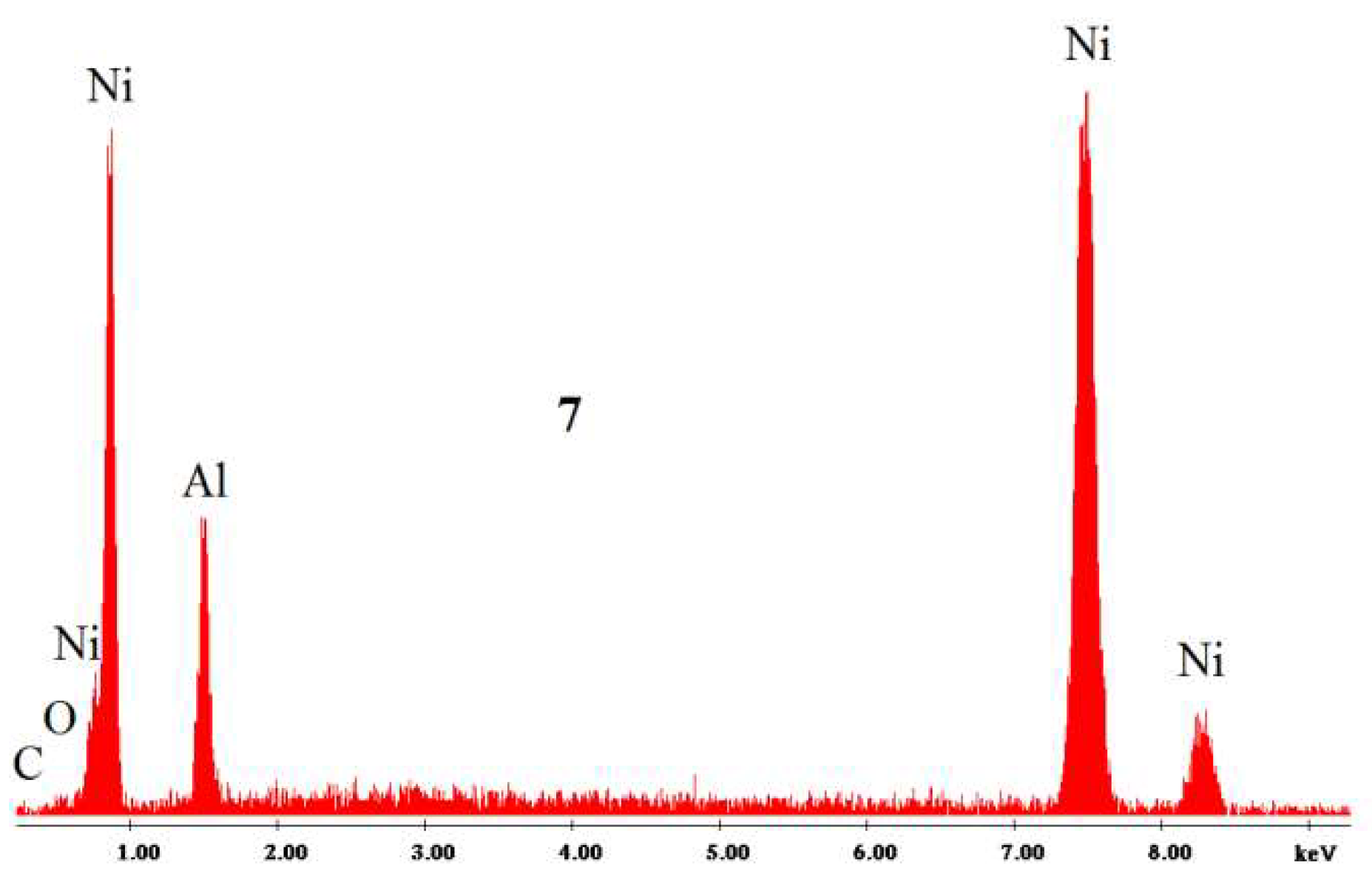
3.4. Microstructure of Corrosion
4. Conclusions
- The corrosion behavior of the nickel aluminide coatings is complicated because of the complex microstructure, characterized by the coexistence of various intermetallic phases (Ni-aluminides of various stoichiometries) with unreacted Ni and Al, along with thermal spraying defects (pores, splats, unmelted particles, oxide inclusions, etc.). As a consequence, no clear trends could be extracted from the electrochemical behavior of the coatings as a function of the fabrication (composition of the initial feedstock, spraying distance, substrate temperature, postdeposition heat treatment) parameters.
- Most of the coatings have exhibited limited susceptibility to localized corrosion. In all cases, the steel substrate remained intact despite corrosion.
- The main effects of the fabricating parameters on the corrosion behavior of the coatings are as follows. Effect of initial powder mixture composition: the coating with the lowest Ni content in the initial powder feedstock (42.1 wt.% Ni) exhibited the lowest resistance to general corrosion but the highest resistance to localized corrosion. Effect of spraying distance: the coating sprayed at the shortest distance presented the highest resistance to localized corrosion. Effect of substrate temperature: hotter substrates have led to lower resistances to general corrosion. Effect of postdeposition heat treatment: heat treatment led to an increased susceptibility to localized corrosion.
- Interconnected porosity seems to be the main parameter accelerating uniform corrosion. An increase in porosity from 1.3 vol.% to 5.0 vol.% resulted in a tripling of the corrosion current density.
- Nickel aluminides appeared oxidized after polarization.
- Chronoamperometry experiments at pseudopassive potentials confirmed findings 3 and 4 of the potentiodynamic polarization experiments.
- Localized corrosion had the form of pitting and/or crevice corrosion in the coating and propagated dissolving Al and Al-rich nickel aluminides along coating defects.
- The low susceptibility to localized corrosion and the intactness of the substrate suggest that the CAFSY method is prospective for the production of corrosion-resistant nickel aluminide coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frommeyer, G.; Rablbauer, R. High Temperature Materials Based on the Intermetallic Compound NiAl Reinforced by Refractory Metals for Advanced Energy Conversion Technologies. Steel Res. Int. 2008, 79, 507–512. [Google Scholar] [CrossRef]
- Dey, G.K.; Tewari, R.; Roa, P.; Wadekar, S.L.; Mukhopadhyay, P. Precipitation hardening in nickel copper alloy monel K500. Metall. Trans. A 1993, 24, 2709–2719. [Google Scholar] [CrossRef]
- Davis, J.R. Nickel Cobalt and Their Alloys, ASM Specialty Handbook; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Hot corrosion and performance of nickel-based coatings. Curr. Sci. 2006, 90, 41–47. [Google Scholar]
- Buta, S.S.; Prakash, S. Evaluation of the Corrosion Behavior of Plasma Sprayed Ni3Al Coatings on Steel in Oxidation and Molten Salt Environments at 900 °C. Surf. Coat. Technol. 2003, 166, 89–100. [Google Scholar]
- Hussey, T.S.; Koczak, M.J.; Smith, R.W.; Kalidindi, S.R. Synthesis of nickel aluminides by vacuum plasma spraying and exothermic in-situ reactions. Mater. Sci. Eng. A 1997, 229, 137–146. [Google Scholar] [CrossRef]
- Vershinnikov, V.I.; Borovinskaya, I.P. Self-propagating high-temperature synthesis of titanium and nickel aluminides with additives. Powder Metall. Met. Ceram. 2009, 48, 533–539. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Inui, H.; Ito, K. High-temperature structural intermetallintermetallics. Acta Mater. 2000, 48, 307–322. [Google Scholar] [CrossRef]
- Sauthoff, G. Multiphase intermetallic alloys for structural applications. Intermetallics 2000, 8, 1101–1109. [Google Scholar] [CrossRef]
- Scheppe, F.; Sahm, P.R.; Hermann, W.; Paul, U.; Preuhs, J. Nickel aluminides: A step toward industrial application. Mater. Sci. Eng. A 2002, 329–331, 596–601. [Google Scholar] [CrossRef]
- Makino, A. Fundamental aspects of the heterogeneous flame in the self-propagating high-temperature synthesis (SHS) process. Prog. Energy Combust. Sci. 2001, 27, 1–74. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings; John Wiley and Sons: Hoboken, NJ, USA, 1995. [Google Scholar]
- Xanthopoulou, G. Catalytic Properties of the SHS products. Rev. Adv. Sci. Technol. 2010, 63, 287–296. [Google Scholar]
- Kozerski, S. The Oxide Reduction in the Plasma Sprayed Ni-A1 Layers, Advances in Thermal Spraying. In Proceedings of the Eleventh International Thermal Spray Conference, Montreal, QC, Canada, 8–12 December 1986; Pergamon Press: Oxford, UK, 1986; pp. 845–852. [Google Scholar]
- Zhang, Q.; Li, C.J.; Wang, X.R.; Ren, Z.L.; Li, C.X.; Yang, G.J. Formation of NiAl Intermetallic Compound by Cold Spraying of Ball-Milled Ni/Al Alloy Powder Through Postannealing Treatment. J. Therm. Spray Technol. 2008, 17, 715–720. [Google Scholar] [CrossRef]
- Deevi, S.C.; Sikka, V.K.; Swindeman, C.J.; Seals, R.D. Reactive Spraying of NickeI-Aluminide Coatings. J. Therm. Spray Technol. 1997, 6, 335–344. [Google Scholar] [CrossRef]
- Zhu, H.; Abbaschian, R. Reactive processing of nickel-aluminide intermetallic compounds. J. Mater. Sci. 2003, 38, 3861–3870. [Google Scholar] [CrossRef]
- Vardelle, A.; Moreau, C.; Themelis, N.J.; Chazelas, C. A Perspective on Plasma Spray Technology. Plasma Chem. Plasma Process. 2015, 35, 491–509. [Google Scholar] [CrossRef]
- Xanthopoulou, G.; Marinou, A.; Vekinis, G.; Lekatou, A.; Vardavoulias, M. Ni-Al and NiO-Al Composite Coatings by Combustion-Assisted Flame Spraying. Coatings 2014, 4, 231–252. [Google Scholar] [CrossRef] [Green Version]
- Marinou, A. Synthesis of High Temperature Coatings Produced by the Novel CAFSY Method. Ph.D. Thesis, University of Ioannina, Ioannina, Greece, 2016. [Google Scholar]
- Kumar, K.G.; Sivarao, T.J.; Sahaya Anand, A. Novel Intermetallic Nickel Aluminide (Ni3Al) as an Alternative Automotive Body Material. Int. J. Eng. Technol. 2011, 11, 17327197. [Google Scholar]
- Sampath, S.; Bancke, G.A.; Herman, H.; Rangaswamy, S. Plasma Sprayed Ni–Al Coatings. J. Surf. Eng. 1989, 5, 293–298. [Google Scholar] [CrossRef]
- Oerlikon Metco. Material Data Sheet. Available online: https://www.oerlikon.com/ecoma/files/DSM-0271.2_Ni-Al.pdf (accessed on 10 October 2022).
- Naiborodenko, Y.S.; Itin, V.I.; Savitskii, K.V. Exothermic effects during sintering of a mixture of nickel and aluminium powders. Sov. Phys. J. 1968, 11, 89–93. [Google Scholar] [CrossRef]
- Ozdemir, O.; Zeytin, S.; Bindal, C. A study on NiAl produced by pressure-assisted combustion synthesis. Vacuum 2010, 84, 430–437. [Google Scholar] [CrossRef]
- Curfs, C.; Turrillas, X.; Vaughan, G.B.M.; Terry, A.E.; Kvick, A.; Rodríguez, M.A. Al-Ni intermetallintermetallics obtained by SHS: A time-resolved X-ray diffraction study. Intermetallics 2007, 15, 1163–1171. [Google Scholar] [CrossRef]
- Cui, H.Z.; Wei, N.; Zeng, L.L.; Wang, X.B.; Tang, H.J. Microstructure and formation mechanism of Ni-Al intermetallic compounds fabricated by reaction synthesis. Trans. Nonferrous Met. Soc. China 2013, 23, 1639–1645. [Google Scholar] [CrossRef]
- Marinou, A.; Xanthopoulou, G.; Vekinis, G.; Lekatou, A.; Vardavoulias, M. Synthesis and Heat Treatment of Sprayed High Temperature NiAl–Ni3Al Coatings by In-Flight Combustion Synthesis (CAFSY). Int. J. Self Propagating High Temp. Synth. 2015, 24, 192–201. [Google Scholar] [CrossRef]
- Hunter, M.S.; Fowle, P. Naturally and thermally formed oxide films on aluminum. J. Electrochem. Soc. 1956, 103, 482–485. [Google Scholar] [CrossRef]
- Bockris, J.O.M.; Kang, Y. The protectivity of aluminum and its alloys with transition metals. J. Solid State Electrochem. 1997, 1, 17–35. [Google Scholar] [CrossRef]
- Sikora, E. Nature of the passive film on nickel. Electrochim. Acta 2002, 48, 69–77. [Google Scholar] [CrossRef]
- Melendres, C.A.; Pankuch, M. On the composition of the passive film on nickel: A surface-enhanced Raman spectroelectrochemical study. J. Electroanal. Chem. 1992, 333, 103–113. [Google Scholar] [CrossRef]
- Nishimura, R. Pitting Corrosion of Nickel in Borate and Phosphate Solutions. Corrosion 1987, 43, 486–492. [Google Scholar] [CrossRef]
- Zamanzade, M.; Barnoush, A. Effect of chromium on the electrochemical properties of iron aluminide intermetallic intermetallics. Corros. Sci. 2014, 78, 223–232. [Google Scholar] [CrossRef]
- Rosalbino, F.; Carlini, R.; Parodi, R.; Zanicchi, G.; Scavino, G. Investigation of passivity and its breakdown on Fe3Al–Si and Fe3Al–Ge intermetallintermetallics in chloride-containing solution. Corros. Sci. 2014, 85, 394–400. [Google Scholar] [CrossRef]
- Schaepers, D.; Strehblow, H.-H. An XPS and ISS Investigation of passive layers on Fe-Al alloys. Corros. Sci. 1997, 39, 2193–2213. [Google Scholar] [CrossRef]
- Frangini, S.; de Cristofaro, N.B.; Mignone, A.; Lascovich, J.; Giorgi, R. A combined electrochemical and XPS study on the passivity of B2 iron aluminides in sulphuric acid solution. Corros. Sci. 1997, 39, 1431–1442. [Google Scholar] [CrossRef]
- Shankar Rao, V. A review of the electrochemical corrosion behaviour of iron aluminides. Electrochim. Acta 2004, 49, 4533–4542. [Google Scholar]
- Lekatou, A.; Sfikas, A.K.; Karantzalis, A.E.; Sioulas, D. Microstructure and corrosion performance of Al-32%Co alloys. Corros. Sci. 2012, 63, 193–209. [Google Scholar] [CrossRef]
- Lekatou, A.; Sfikas, A.K.; Petsa, C.; Karantzalis, A.E. Al-Co alloys prepared by vacuum arc melting: Correlating microstructure evolution and aqueous corrosion behavior with co content. Metals 2016, 6, 46. [Google Scholar] [CrossRef]
- Palm, M.; Krieg, R. Neutral salt spray tests on Fe–Al and Fe–Al–X. Corros. Sci. 2012, 64, 74–81. [Google Scholar] [CrossRef]
- Lekatou, A.; Marinou, A.; Patsalas, P.; Karakassides, M.A. Aqueous corrosion behaviour of Fe-Ni-B metal glasses. J. Alloy Compd. 2009, 483, 514–518. [Google Scholar] [CrossRef]
- Beni, A.; Ott, N.; Binczyk, E.U.; Rasinski, M.; Bauer, B.; Gille, P.; Ulrich, A.; Schmutz, P. Passivation and localised corrosion susceptibility of new Al–Cr–Fe complex metallic alloys in acidic NaCl electrolytes. Electrochim. Acta 2011, 56, 10524–10532. [Google Scholar] [CrossRef]
- Veys, D.; Rapin, C.; Li, X.; Aranda, L.; Fournee, V.; Dubois, J.M. Electrochemical behavior of approximant phases in the Al-(Cu)-Fe-Cr system. J. Non-Cryst. Solids 2004, 347, 1–10. [Google Scholar] [CrossRef]
- Davis, G.D.; Shaw, B.A.; Rees, B.J.; Pecile, C.A. Electrochemical behavior and surface chemistry of nonequilibrium aluminum-tantalum alloys: Solute-rich interphase model. Surf. Interf. Anal. 1995, 23, 609–617. [Google Scholar] [CrossRef]
- Lekatou, A.G.; Sfikas, A.K.; Karantzalis, A.E. The influence of the fabrication route on the microstructure and surface degradation properties of Al reinforced by Al9CO2. Materials 2017, 200, 33–49. [Google Scholar]
- Ahn, S.; Kwon, H.S.; Macclorand, D.D. Surface Oxide Films. In ECS PV2003-25; Birss, V., Burke, L., Hillman, A.R., Lillard, R.S., Eds.; ECS Publishing Group: Paris, France, 2003. [Google Scholar]
- Stern, A.L. Geary, Electrochemical Polarization I. A Theoretical Analysis of the Shape of Polarization Curves. J. Electrochem. Soc. 1957, 104, 56–61. [Google Scholar] [CrossRef]
- Lekatou, A.; Zois, D.; Karantzalis, A.E.; Grimanelis, D. Electrochemical behaviour of cermet coatings with a bond coat on Al7075: Pseudopassivity, localized corrosion and galvanic effect considerations in a saline environment. Corros. Sci. 2010, 52, 2616–2635. [Google Scholar] [CrossRef]
- Lekatou, A.; Sioulas, D.; Karantzalis, A.E.; Grimanelis, D. A comparative study on the microstructure and surface property evaluation of coatings produced from nanostructured and conventional WC–Co powders HVOF-sprayed on Al7075. Surf. Coat. Technol. 2015, 276, 539–556. [Google Scholar] [CrossRef]
- Silverman, D.C. Practical corrosion prediction using electrochemical techniques. In Uhlig’s Corrosion Handbook, 3rd ed.; Winston Revie, R., Ed.; Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 1129–1166. [Google Scholar]
- Xanthopoulou, G.; Marinou, A.; Karanasios, K.; Vekinis, G. Combustion Synthesis during Flame Spraying (“CAFSY”) for the Production of Catalysts on Substrates. Coatings 2017, 7, 14. [Google Scholar] [CrossRef] [Green Version]
- Rog, G.; Borchardt, G.; Wellen, M.; Lose, W.J. Determination of the activities in the (Ni + Al) alloys in the temperature range 870 K to 920 K by a solid-state galvanic cell using a CaF2 electrolyte. Chem. Thermodyn. 2003, 35, 261–268. [Google Scholar] [CrossRef]
- Rog, G.; Kozłowska-Rog, A.; Borchardt, G.; Dorrer, L.; Loser, W. Determination of the standard Gibbs free energy of the intermetallic compound Ni3Al in the temperature range (820 to 920) K by a solid-state galvanic cell method. J. Chem. Thermodyn. 2005, 37, 97–100. [Google Scholar] [CrossRef]
- Grote, K.-H.; Antonsson, E.K. (Eds.) Springer Handbook of Mechanical Engineering; Springer: New York, NY, USA, 2009. [Google Scholar]
- Available online: http://www.tms.org/pubs/journals/JOM/9712/Kattner-9712.html (accessed on 30 September 2022).
- Itin, V.Y.; Naiborodenko, U.S. High Temperature Synthesis Intermetallic Compounds; Tomsk University: Tomsk, Russia, 1989; pp. 1–212. [Google Scholar]
- Dean, J.A. Lange’s Handbook of Chemistry, 12th ed.; McGraw-Hill: New York, NY, USA, 1979. [Google Scholar]
- Gogebakan, M.; Uzun, O.; Karaaslan, T.; Keskin, M. Rapidly solidified Al-6.5 wt.% Ni alloy. J. Mater. Process. 2003, 142, 87–92. [Google Scholar] [CrossRef]
- Afonso, C.R.M.; Spinelli, J.E.; Bolfarini, C.; Botta, W.J.; Kiminami, C.S.; Garcia, A. Rapid Solidification of an Al-5Ni Alloy Processed by Spray Forming. Materials 2012, 15, 779–785. [Google Scholar] [CrossRef] [Green Version]
- Leyens, C.; Pint, B.A.; Wright, I.G. Effect of Composition on the Oxidation and Hot Corrosion Resistance of Ni-Al Doped with Precious Metals. Surf. Coat. Technol. 2000, 133–134, 15–22. [Google Scholar] [CrossRef]
- Houngninou, C.; Chevalier, S.; Larpin, J.P. Synthesis and characterisation of pack cemented aluminide coatings on metals. Appl. Surf. Sci. 2004, 236, 256–269. [Google Scholar] [CrossRef]
- Moon, Y.; Lee, D. Corrosion resistance of 316 L stainless steel with surface layer of Ni2Al3 or NiAl in molten carbonates. J. Power Source 2003, 115, 1–11. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name → | COMPO 1 | COMPO 2 | COMPO 3 | COMPO 4 | DIST 1 | DIST 2 | DIST 3 | DIST 4 | SUBTEM 1 | SUBTEM 2 | SUBTEM 3 | SUBTEM 4 | COATR 1 | COATR 2 | COATR 3 | COATR 4 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Parameters of Thermal Spraying ↓ | ||||||||||||||||
| Composition Ni+Al, wt.% | 42.1 Ni 57.9 Al | 59.3 Ni 40.7 Al | 65.1 Ni 34.9 Al | 86.8 Ni 13.2 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al | 65.1 Ni 34.9 Al |
| Particle size Al, μm | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 | 75–100 |
| Spray distance, cm (inch) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 3.8 (1.5) | 6.4 (2.5) | 11.4 (4.5) | 16.5 (6.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) | 11.4 (4.5) |
| Ratio O2/C2H2 | 1.56 | 1.56 | 1.56 | 1.56 | 2.39 | 2.39 | 2.39 | 2.39 | 1.52 | 1.52 | 1.52 | 1.52 | 1.56 | 1.56 | 1.56 | 1.56 |
| Substrate temperature, °C | 450 | 450 | 450 | 450 | 200 | 200 | 200 | 200 | 200 | 450 | 550 | 600 | 450 | 450 | 450 | 450 |
| Number of gun passes for heat treatment | 10 | 10 | 10 | 10 | - | - | - | - | - | - | - | - | 0 | 10 | 15 | 20 |
| Reaction | Gibbs Free Energy of Formation ΔGf0 (kJ·mol−1) | Free Enthalpy of Formation ΔHf0 (kJ/mol), T = 298 K |
|---|---|---|
| Ni + 3Al → NiAl3 | −166.8 | −114.4 |
| 2Ni + 3Al → Ni2Al3 | −311.0 | −170.9 |
| Ni + NiAl3 → Ni2Al3 | −144.1 | - |
| Ni + Al → NiAl | −133.0 | −117.4 |
| 3Ni + Al → Ni3Al | −167.8 | −153.3 |
| Sample | Initial Mixture Ni + Al, wt.% | Ecorr (mV vs. Ag/AgCl) | Ea/c tr (mV vs. Ag/AgCl) | Ecp (mV vs. Ag/AgCl) | Eb (mV vs. Ag/AgCl) | Er (mV vs. Ag/AgCl) | icor (mA/cm2) | R2 | bc (mV/decade) |
|---|---|---|---|---|---|---|---|---|---|
| Compo 1 | 42.1 Ni 57.9 Al | −595 (±120) | −456 (±108) | −441 (±95) | −203 (±67) | - | 0.047 (±0.021) | 0.982 ± 0.004 | −663 |
| Compo 2 | 59.3 Ni 40.7 Al | −344 (±45) | −382 (±34) | - | 340 (±41) | 339 (±35) | 0.011 (±0.005) | 0.992 ± 0.008 | −684 |
| Compo 3 | 65.1 Ni 34.9 Al | −326 (±28) | −375 (±33) | - | - | −105 (±19) | 0.023 (±0.007) | 0.980 ± 0.002 | 148 |
| Compo 4 | 86.8 Ni 13.2 Al | −337 (±26) | −371 (±29) | −250 (±18) | −192 (±23) | −108 (±11) | 0.035 (±0.010) | 0.970 ± 0.009 | 47 |
| Sample | Spray Distance, cm (inch) | Ecor (mV vs. Ag/AgCl) | Ea/c tr (mV vs. Ag/AgCl) | Er (mV vs. Ag/AgCl) | icor (mA/cm2) | R2 | bc (mV/decades) |
|---|---|---|---|---|---|---|---|
| DIST 1 | 3.8 (1.5) | −626 (±112) | −592 (±129) | - | 0.023 (±0.014) | 0.994 ± 0.005 | −437 (±54) |
| DIST 2 | 6.4 (2.5) | −600 (±46) | −641 (±22) | −511 (±25) | 0.015 (±0.004) | 0.998 ± 0.002 | −333 (±87) |
| DIST 3 | 11.4 (4.5) | −540 (±62) | −638 (±58) | −327 (±49) | 0.021 (±0.003) | 0.994 ± 0.006 | −473 (±32) |
| DIST 4 | 16.5 (6.5) | −591 (±29) | −644 (±36) | −318 (±23) | 0.058 (±0.011) | 0.996 ± 0.003 | −244 (±112) |
| Sample | Substrate Temperature, °C | Ecor (mV vs. Ag/AgCl) | Ea/c tr (mV vs. Ag/AgCl) | Er (mV vs. Ag/AgCl) | Eb (mV vs. Ag/AgCl) | Ecp (mV vs. Ag/AgCl) | icor (mA/cm2) | R2 | bc (mV/decades) |
|---|---|---|---|---|---|---|---|---|---|
| SUBTEM 1 | 200 °C | −602 (±98) | −640 (±110) | −474 (±40) | - | - | 0.013 (±0.005) | 0.997 (±0.003) | −351 (±34) |
| SUBTEM 2 | 450 °C | −617 (±74) | −655 (±86) | −557 (±53) | - | - | 0.016 (±0.006) | 0.989 (±0.007) | −437 (±48) |
| SUBTEM 3 | 550 °C | −607 (±112) | −607 (±99) | - | - | 177 (±71) | 0.022 (±0.010) | 0.993 (±0.005) | −401 (±26) |
| SUBTEM 4 | 600 °C | −598 (±88) | −514 (±94) | - | −283 (±34) | - | 0.022 (±0.012) | 0.992 (±0.008) | −478 (±19) |
| Sample | Thermal Treatment (Gun Passes) | Ecor (mV vs. Ag/AgCl) | Ea/c tr (mV vs. Ag/AgCl) | Eb (mV vs. Ag/AgCl) | Er (mV vs. Ag/AgCl) | ip (mA/cm2) |
|---|---|---|---|---|---|---|
| COATR 1 | 0 | −574 (±78) | −416 (±82) | −247 (±39) | - | 20 (±3) |
| COATR 2 | 10 | −291 (±65) | −383 (±68) | −238 (±45) | −69 (±11) | 22 (±5) |
| COATR 3 | 15 | −289 (±48) | −376 (±56) | −205 (±68) | −105 (±29) | 23 (±6) |
| COATR 4 | 20 | −298 (±53) | −391 (±69) | −188 (±44) | −34 (±13) | 24 (±8) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marinou, A.; Lekatou, A.G.; Xanthopoulou, G.; Vekinis, G. Electrochemical Behavior of Nickel Aluminide Coatings Produced by CAFSY Method in Aqueous NaCl Solution. Coatings 2022, 12, 1935. https://doi.org/10.3390/coatings12121935
Marinou A, Lekatou AG, Xanthopoulou G, Vekinis G. Electrochemical Behavior of Nickel Aluminide Coatings Produced by CAFSY Method in Aqueous NaCl Solution. Coatings. 2022; 12(12):1935. https://doi.org/10.3390/coatings12121935
Chicago/Turabian StyleMarinou, Amalia, Angeliki G. Lekatou, Galina Xanthopoulou, and George Vekinis. 2022. "Electrochemical Behavior of Nickel Aluminide Coatings Produced by CAFSY Method in Aqueous NaCl Solution" Coatings 12, no. 12: 1935. https://doi.org/10.3390/coatings12121935