3.1. Determination of Cutting Process Parameters
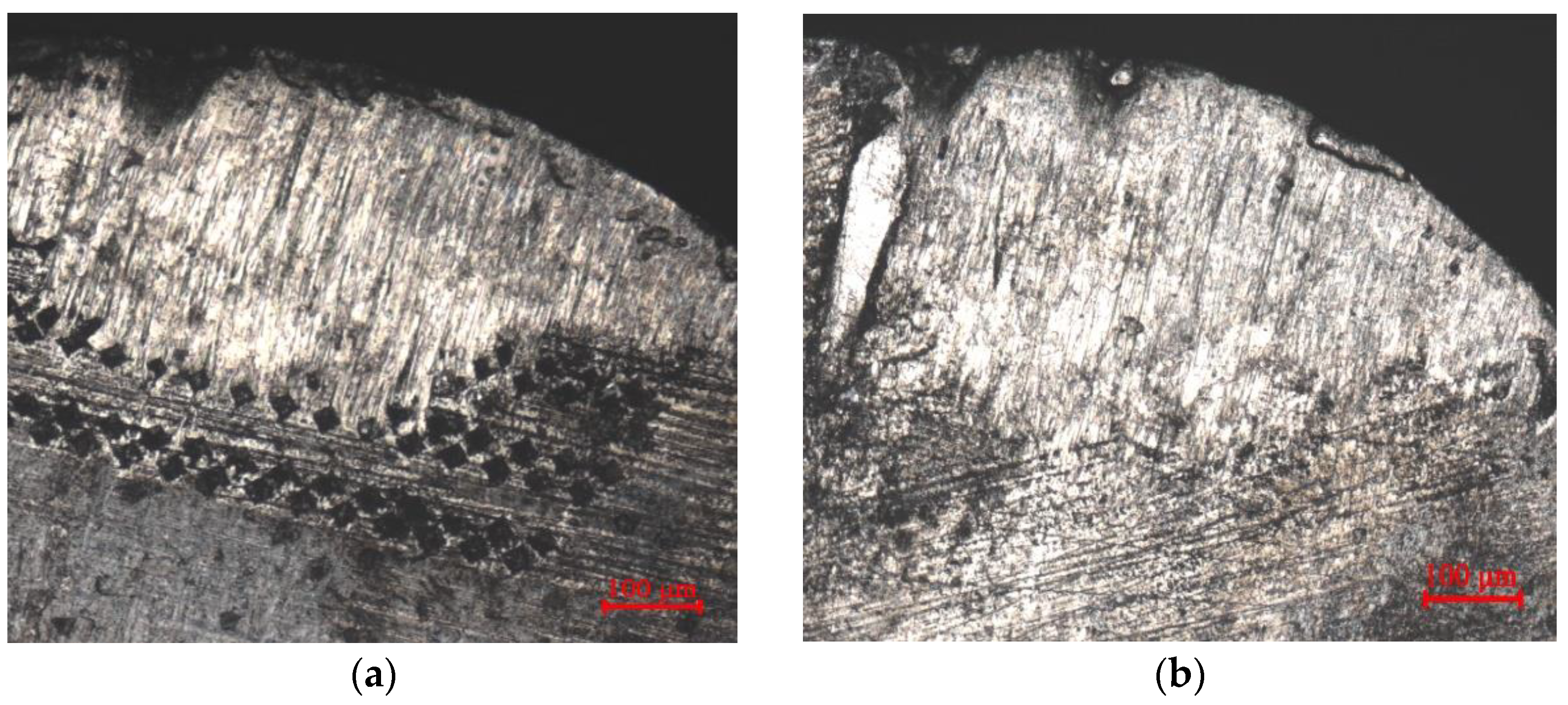
The active formation of growths on the front surface of the tool and, as a consequence, adhesive wear is characteristic when processing heat-resistant alloys with a carbide tool. The adhesive wear prevails over other types of wear at a specific range of cutting temperatures [
23,
24]. The growth zone has characteristic boundaries that repeat the geometry of the rake surface microtexture, unlike a tool without it (
Figure 7).
This phenomenon limits the growth zone. The cutting process becomes more controlled. Moreover, the tool surface after the growth zone in the presence of microtexture looks cleaner, without traces of adhesive setting of the material, than without microtexture on the rake surface. It is also possible to notice a closer location of scraps of solid grease residue in the presence of microtexture, which may indicate a shorter chip contact zone with the front surface of the tool.
All these effects, to one degree or another, had reflected in the same way on the cutting process parameters as cutting force and temperature. In contrast to the cutting forces, the temperature values in the cutting zone are pretty problematic to measure directly. In the applied natural thermocouple method, it is possible to talk only about the overall temperature of the cutting process. However, it is possible to compare the efficiency of the process between different tool modifications under the same processing modes even based on such an indicator.
In the results of the experiments on recording the cutting temperature presented in
Figure 8 and
Figure 9, in addition to the characteristic increase in temperature, one can notice the difference between tools with different surface properties. In this case, modifications separately in the microtexture on the rake surface and coatings without microtexture show very similar results and overlap in places. The combination of these modifications gives a more pronounced drop in cutting temperature.
On the one hand, the microtexture keeps the lubricant in the cutting zone and thereby affects the friction force and the interaction of the tool and workpiece materials. However, as a rule, wear-resistant coatings have the same effect on the cutting process [
25,
26]. Namely, they reduce the coefficient of friction and are chemically resistant. On the other hand, it can assume that the company of microtextures contributes to a reduced setting between the material of the workpiece and the tool.
It was decided to focus on studying the changes in the tangential component of the cutting force, as a force that indicates the amount of energy transferred from the machine drives to the processing zone to complete the cutting process and chip formation, and this component used to judge the nature of the cutting process when measuring the cutting forces.
In the conducted experiments, lower values of the tangential component of the cutting force are shown by a tool with a coating and the microtexture on the rake surface. Individually, these modifications showed themselves differently with a change in feed and depth of cut. With increasing cutting depth, the tool with microtexture showed values of the tangential component of the cutting force closer to the tool in the initial state, while the coated tool showed lower values (
Figure 10).
On the other hand, the change in feed per revolution caused similar changes in the tangential component of the cutting force between a tool with a microtexture on the rake surface and a tool with a coating (
Figure 11).
It is problematic to unambiguously judge the results of measuring the tangential component of the cutting force. The change in the cutting depth, in this case, may have a different effect on the component of the cutting force due to the influence of microtexture. However, with the same processing depth, the chip escape trajectory was constant, and when the feed changed, only the number of microtexture strips involved altered. In contrast, the effect of the microtexture effect was more stable.
There are similar patterns in a coated tool and a tool with a microtexture on the rake surface if we judge the changes in the component of the cutting force by the change in feed. It is also possible to point out the mutual addition of the effects affecting the tangential part of the cutting force when combining options for modifying tools by coating and then applying microtexture to the coated cutting surface.
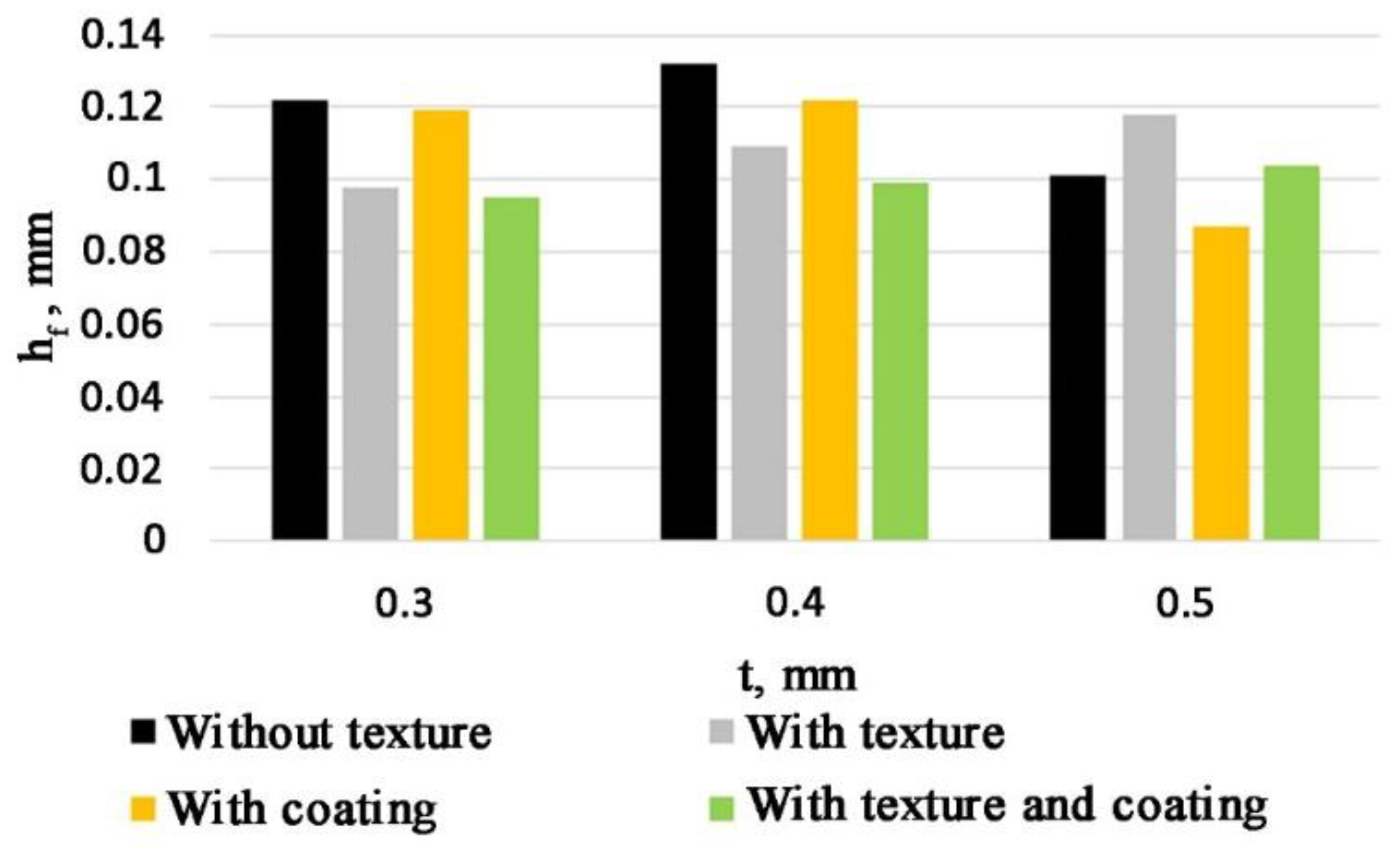
An important wear parameter is worn on the flank surface due to small cross-sections of the cut when turning finishes. The results of measuring the wear of various tools are shown in
Figure 12 and
Figure 13. On these dependencies, we can note the increased durability of the tool, which has both surface modifications in the form of microtexture and coating.
The study of the plate flank surface after turning shows that the wear chamfer of the original tool turned out to be broader than that of the textured one. Moreover, the slope of this chamfer also turned out to be ample for the original tool, which indicates more intensive dimensional wear of such cutting plates compared to plates having a textured surface. Thus, after the conducted research and experimental results, it concluded that the microtexture on the rake surface of the cutting plates allows influencing the friction and the adhesion zone, which has a positive effect on the temperature, and cutting force reduces tool wear.
There are summarized data obtained as a result of consistent experiments in
Table 1, having considered the features and patterns of the influence of various types of modification of the tool surface on the processing process. The processing modes that formed the experimental base selected take into account the matrix of the practical plan described above. The force, cutting temperature, and current wear on the flank surface were recorded. These data from field experiments formed the basis for constructing the predictive evaluation function.
3.2. Predictive Assessment of the Microtexturing Effect on Wear Resistance
The established practice of constructing empirical models for cutting parameters suggests using the multiplicative dependence of the studied parameter for modeling through processing modes of the form:
where
t—is the cutting depth,
S—is the feed per revolution,
V—is the cutting speed, and
C is the coefficient that takes into account the features of this pair of materials [
27].
A similar expression is given for the cutting temperature θ.
At the same time, it assumed that the nature of the change in cutting forces and temperatures is monotonous. These values either grow monotonically or decrease monotonically. This type of change is usually well described by parabolic or hyperbolic curves, which are conveniently approximated by power functions. The values of the exponents and express the dependence of the change in the parameter under study on the processing modes can be obtained having formed an experimental plan for this type of model with the alternating iterations of processing modes.
However, it is difficult to assess the nature of the change in cutting parameters when there is a discrete microtexture on the rake surface. Changes in feed modes and cutting depth can have an unpredictable effect on the parameters under study. Changing the width and depth of cutting entails changes in the contact point. The entry into the cutting process of new discrete microtexture elements or the exit of individual components from the contact spot is likely to complicate the dependence (4) seriously when there is a microtexture on the rake surface, which consist of individual elements characterized by directivity, the density of layout, etc.
Based on this assumption, consider a variant of the empirical form of the model, where exponents of degrees are functions of the feed and depth of cut. Then, the model for the cutting force takes the following form:
After the logarithm of this expression, a function comes to the following form:
In the resulting expression, we have the dependence of the cutting force logarithm on the cutting modes and coefficients logarithms, which are a function of the reliance on the feed and cutting depth. Let us rewrite (6), bringing all dependencies to a single form of logarithmic argument functions:
The expression (4) has the same type of parameters, reduced to the dependence of the cutting force logarithm on the processing modes logarithms:
This function of dependence on the logarithms of the processing mode is represented as a polynomial for regression analysis, limited to the second order of nonlinearity:
Thus, we can obtain an analytical dependence of the logarithm of the cutting force on the logarithms of the processing modes having further carried out the process of determining the coefficients of this expression using regression analysis, and by potentiating, we obtain a model of the cutting force of the following type:
Conducting similar reasoning for the cutting temperature, we obtain its model in the form:
As a result, we obtain models of thermal force factors that allow the possibility of mutual changes in processing modes and power coefficients when determining temperatures and cutting forces. When considering the effective use of a microtextured tool under specified cutting conditions, as a result of comparing it with a tool without texture, we introduce a criterion for evaluating relative efficiency based on the following functionality:
where (
Ftθ)
t is the product of the tangential component of the cutting force and the cutting temperature for the textured tool, and
Ftθ is the product of the force tangential component and temperature for the original tool. At the same time, the criterion itself (the area of effectiveness of the microtextured tool) is determined by the inequality:
This hypothetical assumption will be tested during experimental studies and becomes confidential. The value of
I% is a predictive estimation function. To construct this value, we based it on the empirical dependencies of the cutting force and temperature in expressions (10) and (11). Let us consider the source of determining the numerical values of the coefficients for the models of cutting force and temperature before proceeding to determine the final type of expression (12). We will find these coefficients by conducting a factor experiment with a complete search of the feed and cutting depth, interval selection of speed, and calculation of values using the least squares method in the form:
where
A is the vector of the desired coefficients of the models of the form (a0, a1, a2 …),
G is the formed matrix of the experiment plan with encoded values of variables and their mutual enumeration,
Y is the vector of the results of the investigated quantity importance (cutting force or temperature) for each combination of processing modes under the experiment plan.
First, let us consider the procedure for calculating the coefficients for the cutting force. We reduce the initial form of the chosen multiplicative model Equation (10) to a polynomial form using a logarithm. As a result, we obtain an expression of the following form:
As a result, we obtain a polynomial whose coefficients can found using regression analysis. At the same time, the logarithm of the correction factor ln(
C) will be the zero coefficient of the regression model. Let us rewrite the logarithm expression in the following form:
where ln(
C) is replaced by the coefficient
a0, and the original designations of the processing modes
V,
S, and
t by
X1,
X2, and
X3, respectively.
For the next stage of finding coefficients by the least square’s method, it will be necessary to encode variables, reducing the ranges of values of each variable to the interval (–1, 1). It is possible to perform this operation using the following expression:
where
Xi is the initial value of the variable models (speed, feed, and cutting depth) used in the experiment, and ln(
Xi) is the result of coding from −1 to 1.
Next, it is necessary to make a matrix of the experiment plan G with encoded variables and their mutual enumeration of values using the values of the minimum value (ln(Xi) = −1, Xi − min), the maximum value (ln(Xi) = 1, Xi − max) and the average value of each variable in various combinations. In this experimental plan, a complete search was performed for the feed parameters X2 and the cutting depth X3, and the interval selection of the cutting speed X1.
During the experiment, it is necessary to follow the obtained matrix, setting the appropriate modes from each set of variables and measuring the resulting value of the cutting force tangential component. As a result, a vector of the resulting Y values is obtained, and it is possible to apply expression (14) to calculate the desired coefficients of the model for the cutting force.
The type of model for the cutting temperature is similar to the kind of model for the cutting force. After performing a logarithm to bring it to a polynomial form and rewriting the designations of the model parameters, we have the following type of model:
Accordingly, the coding of variables and the experimental plan be similar for the cutting temperature, which can measure simultaneously with the cutting force in the same matrix of the practical plan
G. As a result, using the logarithms of the values of the observed temperature data, we will be able to find the importance of the coefficients of the model using the least squares method. As a result, we obtain an expression for finding the vectors of the model’s coefficients of cutting force
A [9 × 1] and cutting temperature
B [9 × 1] in the following form:
where
YP [18 × 1],
Yθ [18 × 1] are the vectors of the results of the cutting force values and temperature, respectively, obtained in the experiment, the matrix of the experiment plan
G, therefore, has a dimension of 18 × 9.
Let us consider a way to calculate the relative efficiency criterion using calculated cutting forces and temperature models. First, write down once again the expressions for the logarithms of the cutting force and temperature in the polynomial form:
Having made the potentiation of these expressions and given transformations by grouping such multipliers, we obtain terms that will take the following form:
Here, the selected model variant for the studied parameters is quite convenient for calculating the value of the relative efficiency criterion. We obtain the same multiplicative form of expression in which it is simply necessary to add up the corresponding coefficients found for each of the models when the force model is multiplied by the temperature model:
In dividing one product of force by temperature for a textured tool by the product for the original instrument, it is sufficient to subtract the corresponding values of the divisor from the exponents of the multipliers of the divisible. Based on this, the final expression of the predictive evaluation functional for the criterion of relative efficiency will take the form:
Thus, we immediately calculate the function of the predictive evaluation of the criterion of relative efficiency, which eventually has the same form as the original models of cutting forces and temperatures. It turns out that we can compare the textured and the original tool by determining the coefficients.
3.3. Mathematical Modeling of Thermal Force Parameters When Comparing Conventional and Textured Tools
It is possible to perform mathematical modeling to create a predictive assessment of the success of the modified cutting tool after making an experimental base during practical tests as a result of turning an iron–nickel alloy with carbide plates with the presence of microtextures and in the initial state under various modes and recording the results of the force measuring, cutting temperature and wear on the flank surface.
First, we analyze the comparison of the classical type with constant coefficients of degree indicators empirical models and the extended model proposed version, when the degree indicators are a function of the feed modes and cutting depth themselves. Let us make this comparison using the example of the cutting force model calculation. To begin with, we will encode the values of the cutting modes used in the experiment using the expression (17). We obtain the following encoded values of variables for building models (
Table 2,
Table 3 and
Table 4):
The view of the cutting force tangential component model in coded variables has the following form:
In this case, the matrix of the experiment plan (
G), taking into account the coding of the modes used in the experiments, have the following form
Table 5:
We can calculate the coefficient vector
AG for an extended model using the following formula
The vector of coefficients
AG calculated for the extended matrix
G have the form (
Table 6):
We can write a variant of the extended model with encoded variables in the following form by these coefficients:
Next, we perform similar calculations to calculate the model of the cutting temperature dependence on the cutting speed, feed, and depth. View of the extended model in coded variables:
The matrices of experimental data are similar to those of cutting forces calculation. The vector of the resulting values of the investigated quantity is
YΘ = ln(
θ), where
θ are the values recorded in the experiments. Taking into account these values, we can calculate the coefficient vector
BG for an extended model using the following formula:
We have for the components of the vector
BG (
Table 7):
We will calculate the coefficients of the models for the case with a microtextured surface according to a similar scenario considered when calculating models of cutting force and temperature. The only difference here is in the vectors of the resulting values obtained in the experiment. The values of the coefficients for the extended cutting force and temperature models are equal (
Table 8):
Thus, the models of cutting forces and temperatures are calculated based on the accumulated experimental data during the turning of an iron–nickel alloy, which can be used to calculate the predictive function.
3.4. Using the Predictive Evaluation Functionality
Let us determine the resulting values of the relative efficiency criterion and consider its relationship with the difference in wear on the flank surface (
hf (texture) − hf) in each case. Let us multiply the corresponding importance of force and temperature to determine the values of the criterion, find their ratio, and compare this ratio with the difference in the wear for the two considered options. The studied processing modes and the corresponding values of the cutting force and temperature, and the results of the calculations are presented in
Table 9.
According to the assumption, the value of the ratio greater than one indicates the worst efficiency of the cutting process and the expectation of more intensive tool wear. In the considered cases, the value of the proposed criterion exceeds the value of one in three instances: under the numbers 10, 13, and 16. For these cutting modes, it is expected that the difference in the importance of the wear value on the back surface between the tool with microtexture and the tool without microtexture would be positive. The significance of this difference is equal, respectively: 0.017, −0.036, and 0.014. In this case, in two out of three points, a higher wear value was obtained for a tool with a microtexture. Additionally, among other cases, when the ratio value is less than one and a lower wear value is expected for a tool with a microtexture, a positive difference was obtained in one set of modes. The expectations about the final amount of wear on the rear surface based on the proposed criterion coincide in 16 out of 18 cases based on the 18 cases considered.
Let us now calculate the model for the available forecast according to the proposed algorithm above using the coefficient values of previously computed models. The expression of the predictive evaluation available for the criterion of relative efficiency has the form:
Thus, it is necessary to sum and subtract the corresponding coefficients of the degrees of the models for the textured and original tools. The vector of the functional magnitude coefficients calculated by the formula
(AG + BG)texture − (AG + BG) is presented below (
Table 10):
Thus, the calculated form of the predictive evaluation functional model for the relative efficiency criterion will be as follows:
Consider the results of the values calculated using this model (
Table 11):
The results of these calculations show values above 1 in two cases. There are experiments number 9 when a combination of minimum speed and maximum feed and cutting depth was used, and number 16 when a combination of top speed and feed and minimum cutting depth was used. These cases should correspond to the inefficiency of using microtexture on the tool surface according to the accepted assumption. Let us consider in more detail the model results on the plane of values.
For the convenience of further analysis, we reduce the model to a polynomial form by performing a logarithm of the expression:
In this form, the values above 0 indicate areas of inefficient use of microtexture on the tool surface, and values below 0 indicate areas of effective use of microtexture.
Let us construct the planes of the values of the criterion logarithm depending on the processing parameters in encoded values (
Figure 14 and
Figure 15). It noted that the feed value does not significantly affect the results of the values. In turn, changes in the importance of the speed and depth of cutting cause transitions from the area of effective use of microtexture to the area of its inefficient use.
Let us consider the case of the criterion values transition from the size of practical application of microtexture to the size of ineffective values. Let us take the chance of top feed and processing depth and consider the range of practical values depending on the speed.
We set the efficiency condition for the expression of the criterion in the polynomial form:
Let us substitute into this expression the maximum values of feed and processing depth in coded values that correspond to one:
We give similar terms and express the condition for the speed values in coded variables when the use of microtexture is effective:
As a result, we obtain the condition of the encoded speed value, under which the processing conditions with a microtextured tool will be more effective. We reverse the conversion of the encoded velocity value to the values used in the experiment:
We obtain the condition that with the top feed and cutting depth used in the experiments, which are, respectively, S = 0.15 mm/rev and t = 0.5 mm, for the effective use of microtextures, the speed must be higher than 17.2 m/min. We examine this condition in more detail in the next section.
3.5. Verification of the Theoretical Forecast of the Effectiveness of the Tool with Microtexturing of the Working Surface
The criterion of relative efficiency establishes the area of effective use of a cutting tool with a microtexture. In particular, a condition for the efficiency of using a microtextured tool obtained when the speed was higher than 17.2 m/min. This value is close to the boundary of the minimum velocity value used in the experiment at 17 m/min. The result of processing at the minimum speed showed that the efficiency criterion takes a value higher than one, and the relative wear of the tool with microtexture at the same time turns out higher than the wear of the original instrument.
Although based on the modeling requirements, we can judge the results of the model’s operation only under the conditions of the selected range of processing modes. Let us consider a further decrease in the cutting speed at the same maximum feed and cutting depth. For the experiment, we choose a cutting speed of 12.5 m/min, a feed of 0.15 mm/rev, and a cutting depth of 0.5 mm. The results of the experiment are shown in the
Table 12 below:
The value of the relative efficiency criterion for these processing modes is 1.039, which indicates a lower efficiency of using a tool with a microtexture and assumes a large amount of wear. Under these processing conditions, the wear difference on the back surface between the microtextured tool and the original one is equal to hr(textures) − hr = 0.01. Based on these values, it assumed that at a speed of V = 17.2 m/min, there is a transition point from the effective use of microstructure on the surface of the tool to the size of its inefficient use.
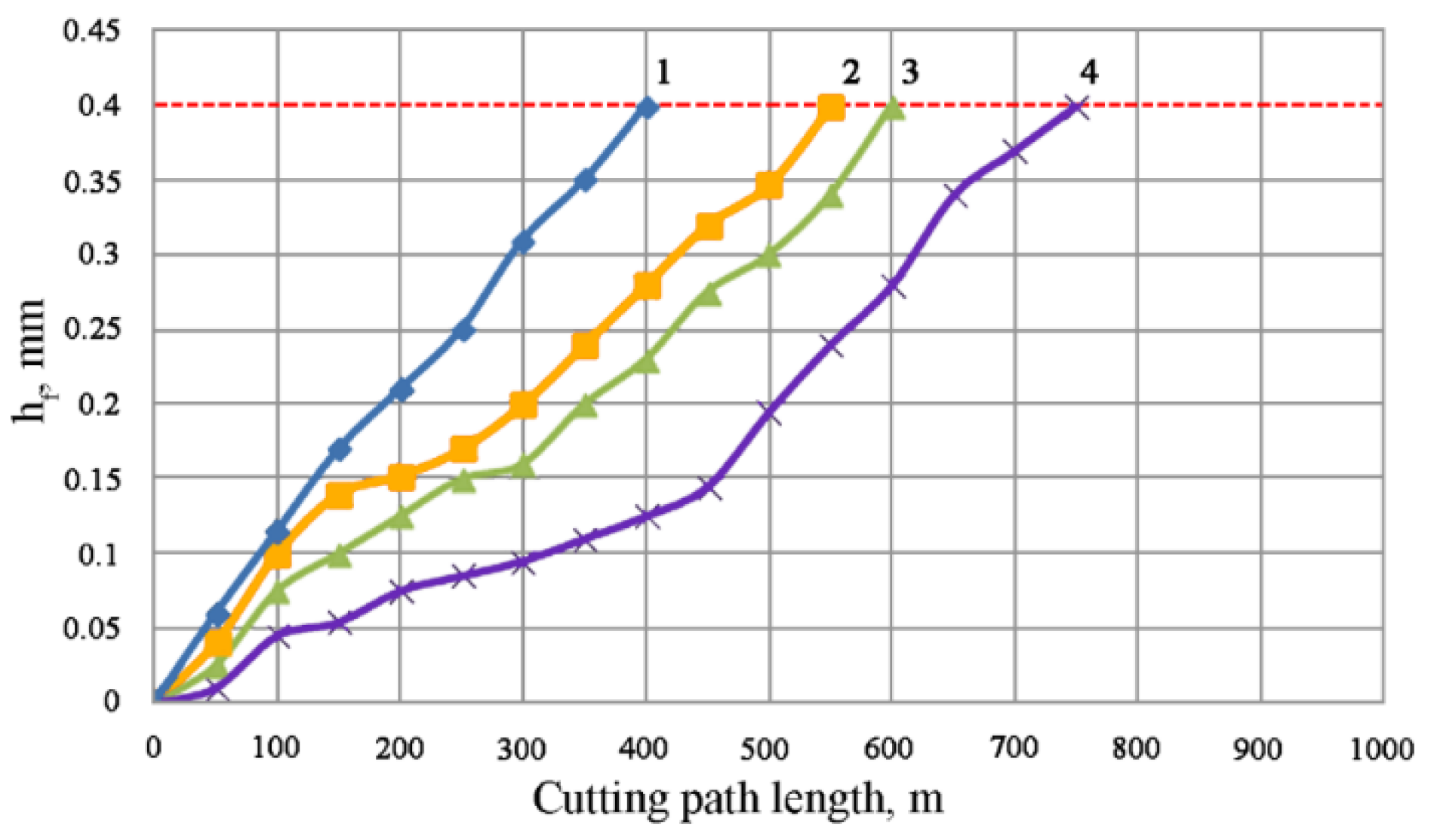
The method of predictive evaluation used in work suggests evaluating the durability properties of the tool without conducting labor-intensive durability tests. However, it has a hypothetical character, since the wear is a random process, and the nature of the wear curves can be quite variable. Therefore, to confirm the method, resistance tests were carried out in the zones of processing modes, where the criterion of relative efficiency shows values below one.
In these tests, the maximum values of the cutting speed and depth and the minimum feed were used (
V = 25 m/min,
S = 0.1 mm/rev,
t = 0.5 mm). The tests carried out until the wear on the flank surface was equal to 0.4 mm. The cutting time until the critical wear criterion for initial plate was reached was approximately 30 min. The results of the resistance tests are shown in
Figure 16.
In the course of resistance tests, a tool with a microtexture on the rake surface showed increased resistance values under operation conditions with lubrication in the zone of the practical importance of processing modes according to the criterion of relative efficiency. At the same time, the durability of the modified tool turned out to be about 30% higher compared to the initial instrument, and about 25% compared to the coated tool.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}