
Nondestructive Testing Technologies for Rail Inspection: A Review

 ,
,  , and
, and
Abstract
:1. Introduction
- (1)
- The inspection of rail defects should feature high sensitivity since it is required to detect sub-surface oblique cracks and internal damages [13].
- (2)
- The inspection should cover the entire cross-section of the rail, from the contact surface, through the internal waist, to the rail bottom. Moreover, particular areas such as switch tips and welded joints represent a challenge due to their complex structures and inherent changes in material properties.
- (3)
- In addition to the speed and efficiency requirements, inspecting rails should be non-contact. This way, the inspection can be carried out quickly and efficiently using movable inspection wagons that can reach the speed of a train (around 120 km/h).
- (4)
- Due to the complexity of the mechanisms that cause rail damage, it is significantly challenging to achieve a reliable quantitative and qualitative assessment of rail defects.
2. NDT Method
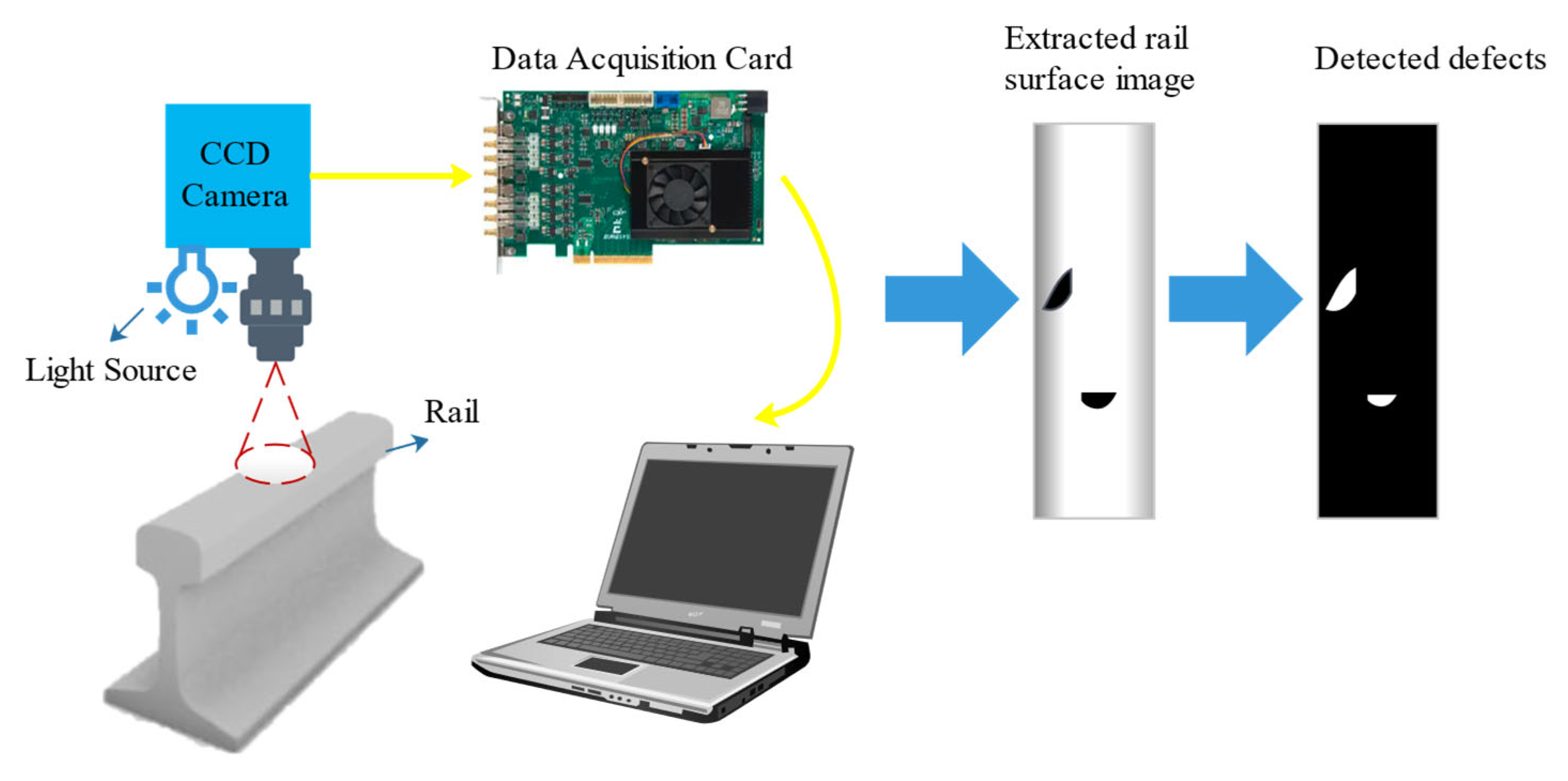
2.1. Visual Inspection Methods
2.2. Physical Inspection Methods
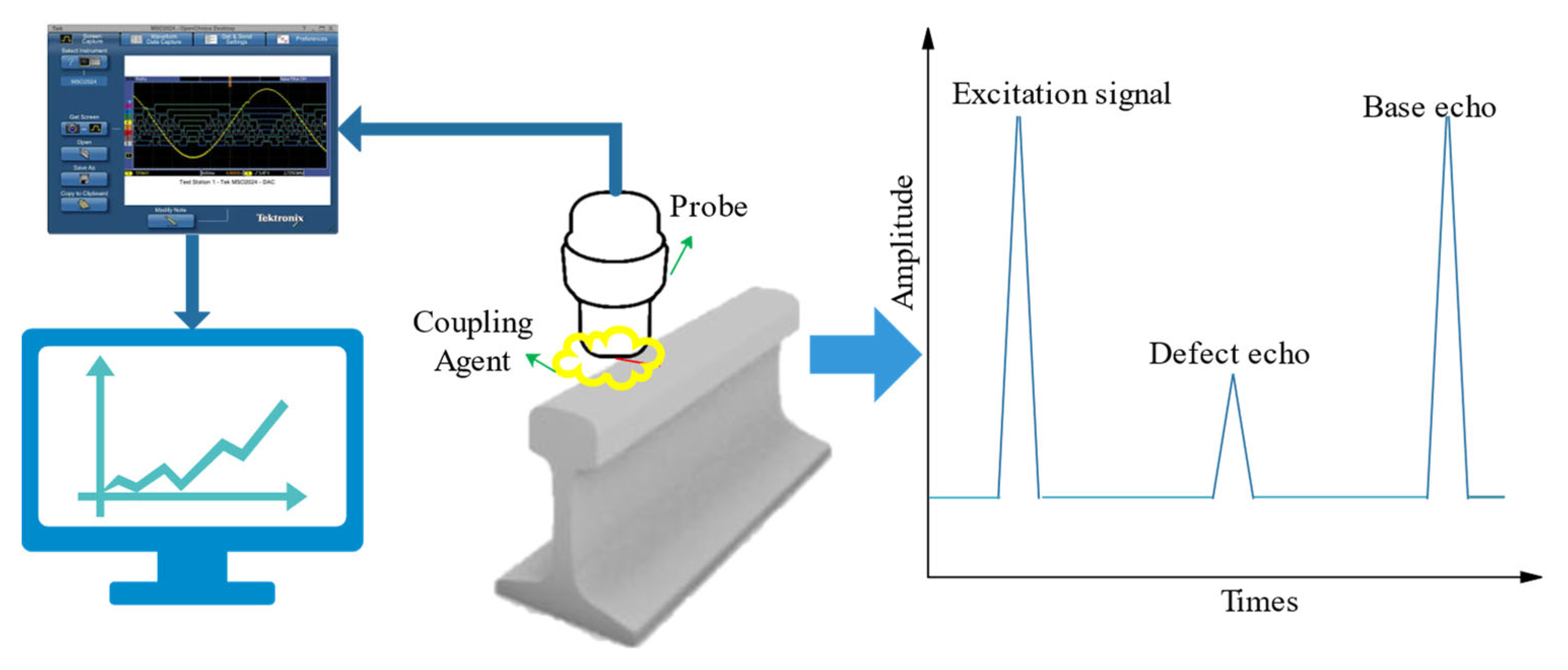
2.2.1. Ultrasonic Inspection
2.2.2. Eddy Current Inspection
2.2.3. Magnetic Flux Leakage Inspection
2.2.4. Other Physical Inspection Methods
- (1)
- Barkhausen noise is an essential reflection of the microstructure of ferromagnetic materials. Therefore, it can describe the internal stresses of ferromagnetic materials under restricted conditions such as rail deformation [106].
- (2)
- Barkhausen noise is an electromagnetic nondestructive testing technique that can be used for non-contact detection of stresses [107].
- (3)
- According to the MBN generation mechanism, MBN testing techniques can detect not only the magnitude of stresses but also the fatigue life of ferromagnetic materials and microstructures.
3. Rail Health Monitoring System
4. Development Trends
4.1. Application of Artificial Intelligence
4.2. Combined Detection Technology
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cannon, D.F.; Edel, K.-O.; Grassie, S.L.; Sawley, K. Rail Defects: An Overview. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 865–886. [Google Scholar] [CrossRef]
- Papaelias, M.P.; Roberts, C.; Davis, C.L.; Blakeley, B.; Lugg, M. Further Developments in High-Speed Detection of Rail Rolling Contact Fatigue Using ACFM Techniques. Insight-Non-Destr. Test. Cond. Monit. 2010, 52, 358–360. [Google Scholar] [CrossRef]
- Clark, R. Rail Flaw Detection: Overview and Needs for Future Developments. NDT E Int. 2004, 37, 111–118. [Google Scholar] [CrossRef]
- Zerbst, U.; Lundén, R.; Ed El, K.O.; Smith, R.A. Introduction to the Damage Tolerance Behaviour of Railway Rails—A Review. Eng. Fract. Mech. 2009, 76, 2563–2601. [Google Scholar] [CrossRef] [Green Version]
- Heyder, R.; Girsch, G. Testing of HSH® Rails in High-Speed Tracks to Minimise Rail Damage. Wear 2005, 258, 1014–1021. [Google Scholar] [CrossRef]
- Wang, W.J.; Lewis, R.; Yang, B.; Guo, L.C.; Liu, Q.Y.; Zhu, M.H. Wear and Damage Transitions of Wheel and Rail Materials under Various Contact Conditions. Wear 2016, 362, 146–152. [Google Scholar] [CrossRef]
- Tunna, J.; Sinclair, J.; Perez, J. A Review of Wheel Wear and Rolling Contact Fatigue. Proc. Inst. Mech. Eng. Part F 2007, 221, 271–289. [Google Scholar] [CrossRef]
- Kalousek, J. Wheel/Rail Damage and Its Relationship to Track Curvature. Wear 2005, 258, 1330–1335. [Google Scholar] [CrossRef]
- Maya-Johnson, S.; Santa, J.F.; Toro, A. Dry and Lubricated Wear of Rail Steel under Rolling Contact Fatigue—Wear Mechanisms and Crack Growth. Wear 2017, 380–381, 240–250. [Google Scholar] [CrossRef]
- Grohmann, H.D.; Hempelmann, K.; Groß-Thebing, A. A New Type of RCF, Experimental Investigations and Theoretical Modelling. Wear 2002, 253, 67–74. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnár, V.; Blaho, P.; Gašparík, J.; Zitrickỳ, V. Failure Analysis of Cyclic Damage to a Railway Rail—A Case Study. Eng. Fail. Anal. 2020, 116, 104732. [Google Scholar] [CrossRef]
- Seo, J.; Kwon, S.; Jun, H.; Lee, D. Fatigue Crack Growth Behavior of Surface Crack in Rails. Procedia Eng. 2010, 2, 865–872. [Google Scholar] [CrossRef] [Green Version]
- Piao, G.; Li, J.; Udpa, L.; Udpa, S.; Deng, Y. The Effect of Motion-Induced Eddy Currents on Three-Axis MFL Signals for High-Speed Rail Inspection. IEEE Trans. Magn. 2021, 57, 1–11. [Google Scholar] [CrossRef]
- Hernández, F.C.R.; Plascencia, G.; Koch, K. Rail Base Corrosion Problem for North American Transit Systems. Eng. Fail. Anal. 2009, 16, 281–294. [Google Scholar] [CrossRef]
- Ph Papaelias, M.; Roberts, C.; Davis, C.L. A Review on Nondestructive Evaluation of Rails: State-of-the-Art and Future Development. Proc. Inst. Mech. Eng. Part F 2008, 222, 367–384. [Google Scholar] [CrossRef]
- Zumpano, G.; Meo, M. A New Damage Detection Technique Based on Wave Propagation for Rails. Int. J. Solids Struct. 2006, 43, 1023–1046. [Google Scholar] [CrossRef] [Green Version]
- Gibert, X.; Patel, V.M.; Chellappa, R. Robust Fastener Detection for Autonomous Visual Railway Track Inspection. In Proceedings of the 2015 IEEE Winter Conference on Applications of Computer Vision, Waikoloa, HI, USA, 5–9 January 2015. [Google Scholar]
- Li, Q.; Ren, S. A Visual Detection System for Rail Surface Defects. IEEE Trans. Syst. Man Cybern. Part C (Appl. Rev.) 2012, 42, 1531–1542. [Google Scholar] [CrossRef]
- Li, Q.; Ren, S. A Real-Time Visual Inspection System for Discrete Surface Defects of Rail Heads. IEEE Trans. Instrum. Meas. 2012, 61, 2189–2199. [Google Scholar] [CrossRef]
- Singh, A.K.; Swarup, A.; Agarwal, A.; Singh, D. Vision Based Rail Track Extraction and Monitoring through Drone Imagery. ICT Express 2019, 5, 250–255. [Google Scholar] [CrossRef]
- Peng, J.P.; Wang, L.; Gao, X.R.; Wang, Z.Y.; Zhao, Q.K. Dynamic Detection Technology for the Irregularity State of Railway Track Based on Linear Array CCD. Proc. SPIE 2009, 7283, 728313. [Google Scholar]
- Singh, M.; Singh, S.; Jaiswal, J.; Hempshall, J. Autonomous Rail Track Inspection Using Vision Based System. In Proceedings of the 2006 IEEE International Conference on Computational Intelligence for Homeland Security and Personal Safety, Alexandria, VA, USA, 16–17 October 2006; pp. 56–59. [Google Scholar]
- De Ruvo, P.; Distante, A.; Stella, E.; Marino, F. A GPU-Based Vision System for Real Time Detection of Fastening Elements in Railway Inspection. In Proceedings of the 2009 16th IEEE International Conference on Image Processing (ICIP), Cairo, Egypt, 7–10 November 2009; pp. 2333–2336. [Google Scholar]
- Min, Y.; Xiao, B.; Da Ng, J.; Yue, B.; Cheng, T. Real Time Detection System for Rail Surface Defects Based on Machine Vision. EURASIP J. Image Video Process. 2018, 2018, 3. [Google Scholar] [CrossRef]
- Zhou, P.; Xu, K.; Wang, D. Rail Profile Measurement Based on Line-Structured Light Vision. IEEE Access 2018, 6, 16423–16431. [Google Scholar] [CrossRef]
- Wohlfeil, J. Vision Based Rail Track and Switch Recognition for Self-Localization of Trains in a Rail Network. In Proceedings of the 2011 IEEE Intelligent Vehicles Symposium (IV), Baden-Baden, Germany, 5–9 June 2011; pp. 1025–1030. [Google Scholar]
- Ke, X.; Zhou, P.; Hu, C. 3D Detection Technique of Surface Defects for Heavy Rail Based on Binocular Stereo Vision. Proc. SPIE 2012, 8417, 841707. [Google Scholar]
- Alessandretti, G.; Broggi, A.; Cerri, P. Vehicle and Guard Rail Detection Using Radar and Vision Data Fusion. IEEE Trans. Intell. Transp. Syst. 2007, 8, 95–105. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.; Li, Q.; Mao, Q.; Qin, Z. A 3D Laser Profiling System for Rail Surface Defect Detection. Sensors 2017, 17, 1791. [Google Scholar] [CrossRef] [Green Version]
- Maire, F. Vision Based Anti-Collision System for Rail Track Maintenance Vehicles. In Proceedings of the 2007 IEEE Conference on Advanced Video and Signal Based Surveillance, London, UK, 5–7 September 2007; pp. 170–175. [Google Scholar]
- Gan, J.; Li, Q.; Wang, J.; Yu, H. A Hierarchical Extractor-Based Visual Rail Surface Inspection System. IEEE Sens. J. 2017, 17, 7935–7944. [Google Scholar] [CrossRef]
- Zhuang, L.; Wang, L.; Zhang, Z.; Tsui, K.L. Automated Vision Inspection of Rail Surface Cracks: A Double-Layer Data-Driven Framework. Transp. Res. Part C Emerg. Technol. 2018, 92, 258–277. [Google Scholar] [CrossRef]
- Mandriota, C.; Nitti, M.; Ancona, N.; Stella, E.; Distante, A. Filter-Based Feature Selection for Rail Defect Detection. Mach. Vis. Appl. 2004, 15, 179–185. [Google Scholar] [CrossRef]
- Santur, Y.; Karakose, M.; Akin, E. A New Rail Inspection Method Based on Deep Learning Using Laser Cameras. In Proceedings of the 2017 International Artificial Intelligence and Data Processing Symposium (IDAP), Malatya, Turkey, 16–17 September 2017. [Google Scholar]
- Deutschl, E.; Gasser, C.; Niel, A.; Werschonig, J. Defect Detection on Rail Surfaces by a Vision Based System. In Proceedings of the Parma, Parma, Italy, 14–17 June 2004. [Google Scholar]
- Sun, J.; Liu, Z.; Zhao, Y.; Liu, Q.; Zhang, G. Motion Deviation Rectifying Method of Dynamically Measuring Rail Wear Based on Multi-Line Structured-Light Vision. Opt. Laser Technol. 2013, 50, 25–32. [Google Scholar] [CrossRef]
- Bombarda, D.; Vitetta, G.M.; Ferrante, G. Rail Diagnostics Based on Ultrasonic Guided Waves: An Overview. Appl. Sci. 2021, 11, 1071. [Google Scholar] [CrossRef]
- Poudel, A.; Lindeman, B.; Wilson, R. Current Practices of Rail Inspection Using Ultrasonic Methods: A Review. Mater. Eval. 2019, 77, 870–883. [Google Scholar]
- Marais, J.J.; Mistry, K.C. Rail Integrity Management by Means of Ultrasonic Testing. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 931–938. [Google Scholar] [CrossRef]
- Zahran, O.; Shihab, S.; Al-Nuaimy, W. Recent Developments in Ultrasonic Techniques for Rail-Track Inspection. In Proceedings of the Annual Conference of the British Institute of Nondestructive Testing, Southport, UK, 17–19 September 2002. [Google Scholar]
- Yang, L.J.; Li, C.H.; Gao, S.W. Optimization Design of Electromagnetic Ultrasonic Transducer. Adv. Mater. Res. 2012, 588–589, 407–411. [Google Scholar] [CrossRef]
- Cheng, J.; Bond, L.J. Assessment of Ultrasonic NDT Methods for High Speed Rail Inspection. AIP Conf. Proc. 2015, 1650, 605–614. [Google Scholar]
- Ge, H.; Chua Kim Huat, D.; Koh, C.G.; Dai, G.; Yu, Y. Guided Wave-Based Rail Flaw Detection Technologies: State-of-the-Art Review. Struct. Health Monit. 2022, 21, 1287–1308. [Google Scholar] [CrossRef]
- Alahakoon, S.; Sun, Y.Q.; Spiryagin, M.; Cole, C. Rail Flaw Detection Technologies for Safer, Reliable Transportation: A Review. J. Dyn. Syst. Meas. Control 2018, 140, 020801. [Google Scholar] [CrossRef]
- Kim, G.; Seo, M.-K.; Kim, Y.-I.; Kwon, S.; Kim, K.-B. Development of Phased Array Ultrasonic System for Detecting Rail Cracks. Sens. Actuators A Phys. 2020, 311, 112086. [Google Scholar] [CrossRef]
- Miki, M.; Ogata, M. Phased Array Ultrasonic Testing Methods for Welds in Bogie Frames of Railway Vehicles. Insight-Non-Destr. Test. Cond. Monit. 2015, 57, 382–388. [Google Scholar] [CrossRef]
- Garcia, G.; Zhang, J. Application of Ultrasonic Phased Arrays for Rail Flaw Inspection. 2006; No. DOT/FRA/ORD-06/17. [Google Scholar]
- Utrata, D. Groundwork for Rail Flaw Detection Using Ultrasonic Phased Array Inspection. AIP Conf. Proc. 2003, 657, 799–805. [Google Scholar]
- Masmoudi, M.; Yaacoubi, S.; Koabaz, M.; Akrout, M.; Skaiky, A. On the Use of Ultrasonic Guided Waves for the Health Monitoring of Rails. Proc. Inst. Mech. Eng. Part F 2022, 236, 469–489. [Google Scholar] [CrossRef]
- Hu, S.; Shi, W.; Lu, C.; Chen, Y.; Chen, G.; Shen, G. Rapid Detection of Cracks in the Rail Foot by Ultrasonic B-Scan Imaging Using a Shear Horizontal Guided Wave Electromagnetic Acoustic Transducer. NDT E Int. 2021, 120, 102437. [Google Scholar] [CrossRef]
- Loveday, P.W.; Long, C.S.; Ramatlo, D.A. Ultrasonic Guided Wave Monitoring of an Operational Rail Track. Struct. Health Monit. 2020, 19, 1666–1684. [Google Scholar] [CrossRef]
- Mariani, S.; Nguyen, T.; Phillips, R.R.; Kijanka, P.; Lanza di Scalea, F.; Staszewski, W.J.; Fateh, M.; Carr, G. Noncontact Ultrasonic Guided Wave Inspection of Rails. Struct. Health Monit. 2013, 12, 539–548. [Google Scholar] [CrossRef]
- Loveday, P.W. Guided Wave Inspection and Monitoring of Railway Track. J. Nondestruct. Eval. 2012, 31, 303–309. [Google Scholar] [CrossRef]
- Rizzo, P.; Cammarata, M.; Bartoli, I.; Scalea, F.; Salamone, S.; Coccia, S.; Phillips, R. Ultrasonic Guided Waves-Based Monitoring of Rail Head: Laboratory and Field Tests. Adv. Civ. Eng. 2010, 2010, 99–111. [Google Scholar] [CrossRef]
- Wilcox, P.; Pavlakovic, B.; Evans, M.; Vine, K.; Cawley, P.; Lowe, M.; Alleyne, D. Long Range Inspection of Rail Using Guided Waves. AIP Conf. Proc. 2003, 657, 236. [Google Scholar]
- Rose, J.L.; Avioli, M.J.; Mudge, P.; Sanderson, R. Guided Wave Inspection Potential of Defects in Rail. NDT E Int. 2004, 37, 153–161. [Google Scholar] [CrossRef]
- Rose, J.L. Ultrasonic Guided Waves in Structural Health Monitoring. Key Eng. Mater. 2004, 270, 14–21. [Google Scholar] [CrossRef]
- Chong, M.L.; Rose, J.L.; Cho, Y. A Guided Wave Approach to Defect Detection under Shelling in Rail. NDT E Int. 2009, 42, 174–180. [Google Scholar]
- Shi, H.; Zhuang, L.; Xu, X.; Yu, Z.; Zhu, L. An Ultrasonic Guided Wave Mode Selection and Excitation Method in Rail Defect Detection. Appl. Sci. 2019, 9, 1170. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.G.; Wang, L.; Xin-Jun, W.U. Experimental Research on Defect Detection of Steel Pipe Based on Electromagnetic Ultrasonic Torsional Wave. Transducer Microsyst. Technol. 2014, 33, 23–25. [Google Scholar]
- Wang, S.J.; Chen, X.Y.; Jiang, T.; Kang, L. Electromagnetic Ultrasonic Guided Waves Inspection of Rail Base. In Proceedings of the 2014 IEEE Far East Forum on Nondestructive Evaluation/Testing, Chengdu, China, 20–23 June 2014. [Google Scholar]
- Yi, Z.; Kaican, W.; Lei, K.; Guofu, Z.; Shujuan, W. Rail Flaw Detection System Based on Electromagnetic Acoustic Technique. In Proceedings of the 2010 5th IEEE Conference on Industrial Electronics and Applications, Taichung, Taiwan, 15–17 June 2010. [Google Scholar]
- Lanza di Scalea, F.; Rizzo, P.; Coccia, S.; Bartoli, I.; Fateh, M.; Viola, E.; Pascale, G. Non-Contact Ultrasonic Inspection of Rails and Signal Processing for Automatic Defect Detection and Classification. Insight-Non-Destr. Test. Cond. Monit. 2005, 47, 346–353. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Y.; Wang, H.; Chen, S.; Tian, G. Visual Quantitative Detection of Rail Surface Crack Based on Laser Ultrasonic Technology. Optik 2021, 237, 166732. [Google Scholar] [CrossRef]
- Pathak, M.; Alahakoon, S.; Spiryagin, M.; Cole, C. Rail Foot Flaw Detection Based on a Laser Induced Ultrasonic Guided Wave Method. Measurement 2019, 148, 106922. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J.H.; Ma, J.; Liu, S.; Jia, Z.Q. Application of the Hybrid Laser Ultrasonic Method in Rail Inspection. Insight-Non-Destr. Test. Cond. Monit. 2014, 56, 360–366. [Google Scholar] [CrossRef]
- Jin, Y.; Ume, I.C. Laser Ultrasonic Technique for Evaluating Solder Bump Defects in Flip Chip Packages Using Modal and Signal Analysis Methods. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2010, 57, 920–932. [Google Scholar]
- Rizzo, P.; Coccia, S.; Scalea, F.; Bartoli, I.; Fateh, M. Unsupervised Learning Algorithm for High-Speed Defect Detection in Rails by Laser/Air-Coupled Non-Contact Ultrasonic Testing. In Proceedings of the Spie Smart Structures And Materials + Nondestructive Evaluation And Health Monitoring, San Diego, CA, USA, 26 February–2 March 2006. [Google Scholar] [CrossRef]
- Kenderian, S.; Djordjevic, B.B.; Cerniglia, D.; Garcia, G. Dynamic Railroad Inspection Using the Laser-Air Hybrid Ultrasonic Technique. Insight-Non-Destr. Test. Cond. Monit. 2006, 48, 336–341. [Google Scholar] [CrossRef] [Green Version]
- Yuan, F.; Yu, Y.; Li, L.; Tian, G. Investigation of DC Electromagnetic-Based Motion Induced Eddy Current on NDT for Crack Detection. IEEE Sens. J. 2021, 21, 7449–7457. [Google Scholar] [CrossRef]
- Alvarenga, T.A.; Carvalho, A.L.; Honorio, L.M.; Cerqueira, A.S.; Filho, L.M.; Nobrega, R.A. Detection and Classification System for Rail Surface Defects Based on Eddy Current. Sensors 2021, 21, 7937. [Google Scholar] [CrossRef]
- Ziolkowski, M.; Otterbach, J.M.; Schmidt, R.; Brauer, H.; Toepfer, H. Numerical Simulations of Portable Systems for Motion-Induced Eddy-Current Testing. IEEE Trans. Magn. 2019, 56, 7502204. [Google Scholar] [CrossRef]
- Chandran, P.; Rantatalo, M.; Odelius, J.; Lind, H.; Famurewa, S.M. Train-Based Differential Eddy Current Sensor System for Rail Fastener Detection. Meas. Sci. Technol. 2019, 30, 125105. [Google Scholar] [CrossRef]
- Zhu, J.; Min, Q.; Wu, J.; Tian, G.Y. Probability of Detection for Eddy Current Pulsed Thermography of Angular Defect Quantification. IEEE Trans. Ind. Inform. 2018, 14, 5658–5666. [Google Scholar] [CrossRef]
- Rajamäki, J.; Vippola, M.; Nurmikolu, A.; Viitala, T. Limitations of Eddy Current Inspection in Railway Rail Evaluation. Proc. Inst. Mech. Eng. Part F 2018, 232, 121–129. [Google Scholar] [CrossRef]
- Marchand, B.; Decitre, J.M.; Casula, O. Recent Developments of Multi-Elements Eddy Current Probes. In Proceedings of the 17th World Conference on Nondestructive Testing, Shanghai, China, 25–28 October 2008. [Google Scholar]
- Piao, G.; Guo, J.; Hu, T.; Deng, Y.; Leung, H. A Novel Pulsed Eddy Current Method for High-Speed Pipeline Inline Inspection. Sens. Actuators A Phys. 2019, 295, 244–258. [Google Scholar] [CrossRef]
- Gao, Y.; Tian, G.Y.; Li, K.; Ji, J.; Wang, P.; Wang, H. Multiple Cracks Detection and Visualization Using Magnetic Flux Leakage and Eddy Current Pulsed Thermography. Sens. Actuators A Phys. 2015, 234, 269–281. [Google Scholar] [CrossRef]
- He, Y.; Gao, B.; Sophian, A.; Yang, R. Separation of ECPT Transient Electromagnetic–Thermal Fields. In Transient Electromagnetic-Thermal Nondestructive Testing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 259–271. ISBN 9780128127872. [Google Scholar]
- Li, X.; Gao, B.; Woo, W.L.; Tian, G.Y.; Gu, L.; Qiu, X. Quantitative Surface Crack Evaluation Based on Eddy Current Pulsed Thermography. IEEE Sens. J. 2017, 17, 412–421. [Google Scholar] [CrossRef]
- Xu, C.; Zhou, N.; Xie, J.; Gong, X.; Chen, G.; Song, G. Investigation on Eddy Current Pulsed Thermography to Detect Hidden Cracks on Corroded Metal Surface. NDT E Int. 2016, 84, 27–35. [Google Scholar] [CrossRef]
- Peng, J.; Tian, G.Y.; Wang, L.; Zhang, Y.; Li, K.; Gao, X. Investigation into Eddy Current Pulsed Thermography for Rolling Contact Fatigue Detection and Characterization. NDT E Int. 2015, 74, 72–80. [Google Scholar] [CrossRef]
- Yang, R.; He, Y.; Gao, B.; Tian, G.Y.; Peng, J. Lateral Heat Conduction Based Eddy Current Thermography for Detection of Parallel Cracks and Rail Tread Oblique Cracks. Measurement 2015, 66, 54–61. [Google Scholar] [CrossRef]
- Jia, Y.; Liang, K.; Wang, P.; Ji, K.; Xu, P. Enhancement Method of Magnetic Flux Leakage Signals for Rail Track Surface Defect Detection. IET Sci. Meas. Technol. 2020, 14, 711–717. [Google Scholar] [CrossRef]
- Antipov, A.G.; Markov, A.A. Detectability of Rail Defects by Magnetic Flux Leakage Method. Russ. J. Nondestruct. Test. 2019, 55, 277–285. [Google Scholar] [CrossRef]
- Antipov, A.G.; Markov, A.A. 3D Simulation and Experiment on High Speed Rail MFL Inspection. NDT E Int. 2018, 98, 177–185. [Google Scholar] [CrossRef]
- Antipov, A.G.; Markov, A.A. Evaluation of Transverse Cracks Detection Depth in MFL Rail NDT. Russ. J. Nondestruct. Test. 2014, 50, 481–490. [Google Scholar] [CrossRef]
- Wu, J.; Sun, Y.; Feng, B.; Kang, Y. The Effect of Motion-Induced Eddy Current on Circumferential Magnetization in MFL Testing for a Steel Pipe. IEEE Trans. Magn. 2017, 53, 1–6. [Google Scholar] [CrossRef]
- Park, G.S.; Sang, H.P. Analysis of the Velocity-Induced Eddy Current in MFL Type NDT. IEEE Trans. Magn. 2004, 40, 663–666. [Google Scholar] [CrossRef]
- Wang, P.; Xiong, L.; Sun, Y.; Wang, H.; Tian, G. Features Extraction of Sensor Array Based PMFL Technology for Detection of Rail Cracks. Measurement 2014, 47, 613–626. [Google Scholar] [CrossRef]
- Kang, D.; Oh, J.T.; Kim, J.W.; Park, S. Study on MFL Technology for Defect Detection of Railroad Track Under Speed-up Condition. J. Korean Soc. Railw. 2015, 18, 401–409. [Google Scholar] [CrossRef] [Green Version]
- Shi, P.; Su, S.; Chen, Z. Overview of Researches on the Nondestructive Testing Method of Metal Magnetic Memory: Status and Challenges. J. Nondestruct. Eval. 2020, 39, 43. [Google Scholar] [CrossRef]
- Hao, S.; Shi, P.; Su, S.; Liang, T. A Magnetic Shielding Strategy for Magnetic Sensor in Magnetic Flux Leakage Testing. J. Magn. Magn. Mater. 2022, 563, 169888. [Google Scholar] [CrossRef]
- Shi, P.; Jin, K.; Zheng, X. A Magnetomechanical Model for the Magnetic Memory Method. Int. J. Mech. Sci. 2017, 124, 229–241. [Google Scholar] [CrossRef]
- Shi, P. Magneto-Elastoplastic Coupling Model of Ferromagnetic Material with Plastic Deformation under Applied Stress and Magnetic Fields. J. Magn. Magn. Mater. 2020, 512, 166980. [Google Scholar] [CrossRef]
- Hao, S.; Shi, P.; Su, S.; Liang, T. Evaluation of Defect Depth in Ferromagnetic Materials via Magnetic Flux Leakage Method with a Double Hall Sensor. J. Magn. Magn. Mater. 2022, 555, 169341. [Google Scholar] [CrossRef]
- Nicholson, G.L.; Rowshandel, H.; Hao, X.J.; Davis, C.L. Measurement and Modelling of ACFM Response to Multiple RCF Cracks in Rail and Wheels. Ironmak. Steelmak. 2013, 40, 87–91. [Google Scholar] [CrossRef]
- Munoz, J.C.; Márquez, F.G.; Papaelias, M. Railroad Inspection Based on ACFM Employing a Non-Uniform B-Spline Approach. Mech. Syst. Signal Process. 2013, 40, 605–617. [Google Scholar] [CrossRef]
- Papaelias, M.P.; Roberts, C.; Davis, C.L.; Blakeley, B.; Lugg, M. High-Speed Inspection of Rolling Contact Fatigue in Rails Using ACFM Sensors. Insight-Non-Destr. Test. Cond. Monit. 2009, 51, 366–369. [Google Scholar] [CrossRef]
- Topp, D.; Smith, M. Application of the ACFM Inspection Method to Rail and Rail Vehicles. Insight-Non-Destr. Test. Cond. Monit. 2005, 47, 354–357. [Google Scholar] [CrossRef] [Green Version]
- Nicholson, G.L.; Kostryzhev, A.G.; Hao, X.J.; Davis, C.L. Modelling and Experimental Measurements of Idealised and Light-Moderate RCF Cracks in Rails Using an ACFM Sensor. NDT E Int. 2011, 44, 427–437. [Google Scholar] [CrossRef]
- Rowshandel, H.; Nicholson, G.L.; Davis, C.L.; Roberts, C. A Robotic Approach for NDT of RCF Cracks in Rails Using an ACFM Sensor. Insight-Non-Destr. Test. Cond. Monit. 2011, 53, 368–376. [Google Scholar] [CrossRef]
- Nicholson, G.L.; Davis, C.L. Modelling of the Response of an ACFM Sensor to Rail and Rail Wheel RCF Cracks. NDT E Int. 2012, 46, 107–114. [Google Scholar] [CrossRef]
- Wang, P.; Gao, Y.; Yang, Y.; Tian, G.; Yao, E.; Wang, H. Experimental Studies and New Feature Extractions of MBN for Stress Measurement on Rail Tracks. IEEE Trans. Magn. 2013, 49, 4858–4864. [Google Scholar] [CrossRef]
- Santa-Aho, S.; Sorsa, A.; Nurmikolu, A.; Vippola, M. Review of Railway Track Applications of Barkhausen Noise and Other Magnetic Testing Methods. Insight-Non-Destr. Test. Cond. Monit. 2014, 56, 657–663. [Google Scholar] [CrossRef]
- Neslušan, M.; Minárik, P.; Grenčík, J.; Trojan, K.; Zgútová, K. Nondestructive Evaluation of the Railway Wheel Surface Damage after Long-Term Operation via Barkhausen Noise Technique. Wear 2019, 420, 195–206. [Google Scholar] [CrossRef]
- Ding, S.; Wang, P.; Lin, Y.; Zhu, D. Reduction of Thermal Effect on Rail Stress Measurement Based on Magnetic Barkhausen Noise Anisotropy. Measurement 2018, 125, 92–98. [Google Scholar] [CrossRef]
- Kypris, O.; Nlebedim, I.C.; Jiles, D.C. Measuring Stress Variation with Depth Using Barkhausen Signals. J. Magn. Magn. Mater. 2016, 407, 377–395. [Google Scholar] [CrossRef]
- Li, D.; Wang, Y.; Yan, W.-J.; Ren, W.-X. Acoustic Emission Wave Classification for Rail Crack Monitoring Based on Synchrosqueezed Wavelet Transform and Multi-Branch Convolutional Neural Network. Struct. Health Monit. 2021, 20, 1563–1582. [Google Scholar] [CrossRef]
- Zhang, X.; Zou, Z.; Wang, K.; Hao, Q.; Wang, Y.; Shen, Y.; Hu, H. A New Rail Crack Detection Method Using LSTM Network for Actual Application Based on AE Technology. Appl. Acoust. 2018, 142, 78–86. [Google Scholar] [CrossRef]
- Hesse, D.; Cawley, P. Surface Wave Modes in Rails. J. Acoust. Soc. Am. 2006, 120, 733–740. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, K.; Wang, Y.; Shen, Y.; Hu, H. Rail Crack Detection Using Acoustic Emission Technique by Joint Optimization Noise Clustering and Time Window Feature Detection. Appl. Acoust. 2020, 160, 107141. [Google Scholar] [CrossRef]
- Engelberg, T.; Mesch, F. Eddy Current Sensor System for Non-Contact Speed and Distance Measurement of Rail Vehicles. WIT Trans. Built Environ. 2000, 50, 1261–1270. [Google Scholar] [CrossRef]
- Xin, Z.; Wang, K.; Yan, W.; Yi, S.; Hu, H. An Improved Method of Rail Health Monitoring Based on CNN and Multiple Acoustic Emission Events. In Proceedings of the 2017 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Turin, Italy, 22–25 May 2017. [Google Scholar]
- Fadaeifard, F.; Toozandehjani, M.; Mustapha, F.; Matori, K.A.B.; Khairol, M. Rail Inspection Technique Employing Advanced Nondestructive Testing and Structural Health Monitoring (SHM) Approaches-A Review. In Proceedings of the Malaysian International NDT conference and Exhibition (MINDTCE 13), Kualalampur, Malaysia, 16–18 June 2013; pp. 1–19. [Google Scholar]
- Ming, H.; Wang, O.; Su, Z.; Li, C. In Situ Health Monitoring for Bogie Systems of CRH380 Train on Beijing–Shanghai High-Speed Railway. Mech. Syst. Signal Process. 2014, 45, 378–395. [Google Scholar]
- Li, Q.; Zhong, Z.; Liang, Z.; Yong, L. Rail Inspection Meets Big Data: Methods and Trends. In Proceedings of the 2015 18th International Conference on Network-Based Information Systems, Taipei, Taiwan, 2–4 September 2015. [Google Scholar]
- Zhao, Y.; Liu, Z.; Yi, D.; Yu, X.; Sha, X.; Li, L.; Sun, H.; Zhan, Z.; Li, W.J. A Review on Rail Defect Detection Systems Based on Wireless Sensors. Sensors 2022, 22, 6409. [Google Scholar] [CrossRef]
- Turner, C.; Tiwari, A.; Starr, A.; Blacktop, K. A Review of Key Planning and Scheduling in the Rail Industry in Europe and UK. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2016, 230, 984–998. [Google Scholar] [CrossRef] [Green Version]
- Palmatier, R.W.; Houston, M.B.; Hulland, J. Review Articles: Purpose, Process, and Structure. J. Acad. Mark. Sci. 2018, 46, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Kostrzewski, M.; Melnik, R. Condition Monitoring of Rail Transport Systems: A Bibliometric Performance Analysis and Systematic Literature Review. Sensors 2021, 21, 4710. [Google Scholar] [CrossRef]
- Enshaeian, A.; Rizzo, P. Stability of Continuous Welded Rails: A State-of-the-Art Review of Structural Modeling and Nondestructive Evaluation. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2021, 235, 1291–1311. [Google Scholar] [CrossRef]
- Buggy, S.J.; James, S.W.; Staines, S.; Carroll, R.; Kitson, P.; Farrington, D.; Drewett, L.; Jaiswal, J.; Tatam, R.P. Railway Track Component Condition Monitoring Using Optical Fibre Bragg Grating Sensors. Meas. Sci. Technol. 2016, 27, 055201. [Google Scholar] [CrossRef] [Green Version]
- Hodge, V.J.; O’Keefe, S.; Weeks, M.; Moulds, A. Wireless Sensor Networks for Condition Monitoring in the Railway Industry: A Survey. IEEE Trans. Intell. Transp. Syst. 2015, 16, 1088–1106. [Google Scholar] [CrossRef]
- Rowshandel, H.; Nicholson, G.L.; Shen, J.L.; Davis, C.L. Characterisation of Clustered Cracks Using an ACFM Sensor and Application of an Artificial Neural Network. NDT E Int. 2018, 98, 80–88. [Google Scholar] [CrossRef]
- Li, F.; Feng, J.; Liu, J.; Lu, S. Defect Profile Reconstruction from MFL Signals Based on a Specially-Designed Genetic Taboo Search Algorithm. Insight-Non-Destr. Test. Cond. Monit. 2016, 58, 380–387. [Google Scholar] [CrossRef]
- Abdulkadium, A.M. A Robot Obstacle Avoidance Method Based on Random Forest HTM Cortical Learning Algorithm. Webology 2020, 17, 788–803. [Google Scholar] [CrossRef]
- Ramuhalli, P.; Udpa, L.; Udpa, S.S. Neural Network-Based Inversion Algorithms in Magnetic Flux Leakage Nondestructive Evaluation. J. Appl. Phys. 2003, 93, 8274–8276. [Google Scholar] [CrossRef]
- Wilson, P.R.; Ross, J.N.; Brown, A.D. Optimizing the Jiles-Atherton Model of Hysteresis by a Genetic Algorithm. IEEE Trans. Magn. 2002, 37, 989–993. [Google Scholar] [CrossRef] [Green Version]
- Bruin, T.D.; Verbert, K.; Babuka, R. Railway Track Circuit Fault Diagnosis Using Recurrent Neural Networks. IEEE Trans. Neural Netw. Learn. Syst. 2016, 28, 523–533. [Google Scholar] [CrossRef]
- Chen, W.; Liu, W.; Li, K.; Wang, P.; Zhu, H.; Zhang, Y.; Hang, C. Rail Crack Recognition Based on Adaptive Weighting Multi-Classifier Fusion Decision. Measurement 2018, 123, 102–114. [Google Scholar] [CrossRef]
- Mcnamara, J.D.; Di Scalea, F.L.; Fateh, M. Automatic Defect Classification in Long-Range Ultrasonic Rail Inspection Using a Support Vector Machine-Based “Smart System”. Insight-Non-Destr. Test. Cond. Monit. 2004, 46, 331–337. [Google Scholar] [CrossRef]
- Shang, L.; Yang, Q.; Wang, J.; Li, S.; Lei, W. Detection of Rail Surface Defects Based on CNN Image Recognition and Classification. In Proceedings of the 2018 20th International Conference on Advanced Communication Technology (ICACT), Chuncheon, Korea, 11–14 February 2018. [Google Scholar]
- Thomas, H.M.; Heckel, T.; Hanspach, G. Advantage of a Combined Ultrasonic and Eddy Current Examination for Railway Inspection Trains. Non Destr. Test. Aust. 2008, 45, 147–152. [Google Scholar] [CrossRef]
- Niu, M.; Song, K.; Huang, L.; Wang, Q.; Meng, Q. Unsupervised Saliency Detection of Rail Surface Defects Using Stereoscopic Images. IEEE Trans. Ind. Inform. 2020, 17, 2271–2281. [Google Scholar] [CrossRef]
- Lu, J.; Liang, B.; Lei, Q.; Li, X.; Liu, J.; Liu, J.; Xu, J.; Wang, W. SCueU-Net: Efficient Damage Detection Method for Railway Rail. IEEE Access 2020, 8, 125109–125120. [Google Scholar] [CrossRef]
- Xu, P.; Zeng, H.; Qian, T.; Liu, L. Research on Defect Detection of High-Speed Rail Based on Multi-Frequency Excitation Composite Electromagnetic Method. Measurement 2022, 187, 110351. [Google Scholar] [CrossRef]
- Mariani, S.; di Scalea, F.L. Predictions of Defect Detection Performance of Air-Coupled Ultrasonic Rail Inspection System. Struct. Health Monit. 2018, 17, 684–705. [Google Scholar] [CrossRef]
- Liu, Z.; Li, W.; Xue, F.; Xiafang, J.; Bu, B.; Yi, Z. Electromagnetic Tomography Rail Defect Inspection. IEEE Trans. Magn. 2015, 51, 1–7. [Google Scholar] [CrossRef]
- Lidén, T. Railway Infrastructure Maintenance—A Survey of Planning Problems and Conducted Research. Transp. Res. Procedia 2015, 10, 574–583. [Google Scholar] [CrossRef] [Green Version]
- Karahaliou, A. Evaluation of Railway Rails with Nondestructive Techniques. Key Eng. Mater. 2014, 605, 641–644. [Google Scholar] [CrossRef]
- Sharma, K.; Kumawat, J.; Maheshwari, S.; Jain, N.; Sharma, K.; Kumawat, J.; Maheshwari, S.; Jain, N. Railway Security System Based on Wireless Sensor Networks: State of the Art. Int. J. Comput. Appl. 2014, 96, 32–35. [Google Scholar] [CrossRef]
- Ping, W.; Gao, Y.; Tian, G.Y.; Wang, H. Velocity Effect Analysis of Dynamic Magnetization in High Speed Magnetic Flux Leakage Inspection. NDT E Int. 2014, 64, 7–12. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Technology | Recommended Defects Type for Inspection | Characteristics |
|---|---|---|---|
| Acoustics | Ultrasonic Phased-array | Internal defects in rail head, rail web, and rail foot | Highly sensitive to internal planar defects, requires a coupling agent, and is difficult to detect surface cracks. Can monitor the same area from multiple angles. |
| Ultrasound-Guided Wave | Internal defects in rail head, rail web, and rail foot | Long-range inspection and fast detection, and can accurately locate defects. The efficiency is much greater. | |
| Electromagnetic Ultrasound | Internal defects in rail head, rail web, and rail foot | High detection accuracy and no coupling agent are required. | |
| Laser Ultrasound | Internal defects in rail head, rail web, and rail foot | High-precision detection of small defects and no coupling agent required. | |
| Acoustic Emission | Dynamic defects | High sensitivity and can monitor dynamic cracks regardless of shape, but cannot detect existing static cracks. Highly influenced by external noise. | |
| Electromagnetics | Eddy Current | Surface and near-surface defects | Lift-off values highly impact it. Has rich time-frequency characteristics. |
| Magnetic Flux Leakage | Surface and near-surface defects | Can detect surface and near-surface fatigue cracks on the top surface of rails, and is suitable for rapid scanning inspections. | |
| Alternating Current Field Measurement | Surface and near-surface defects | Has fast detection and is less affected by lift-off values. | |
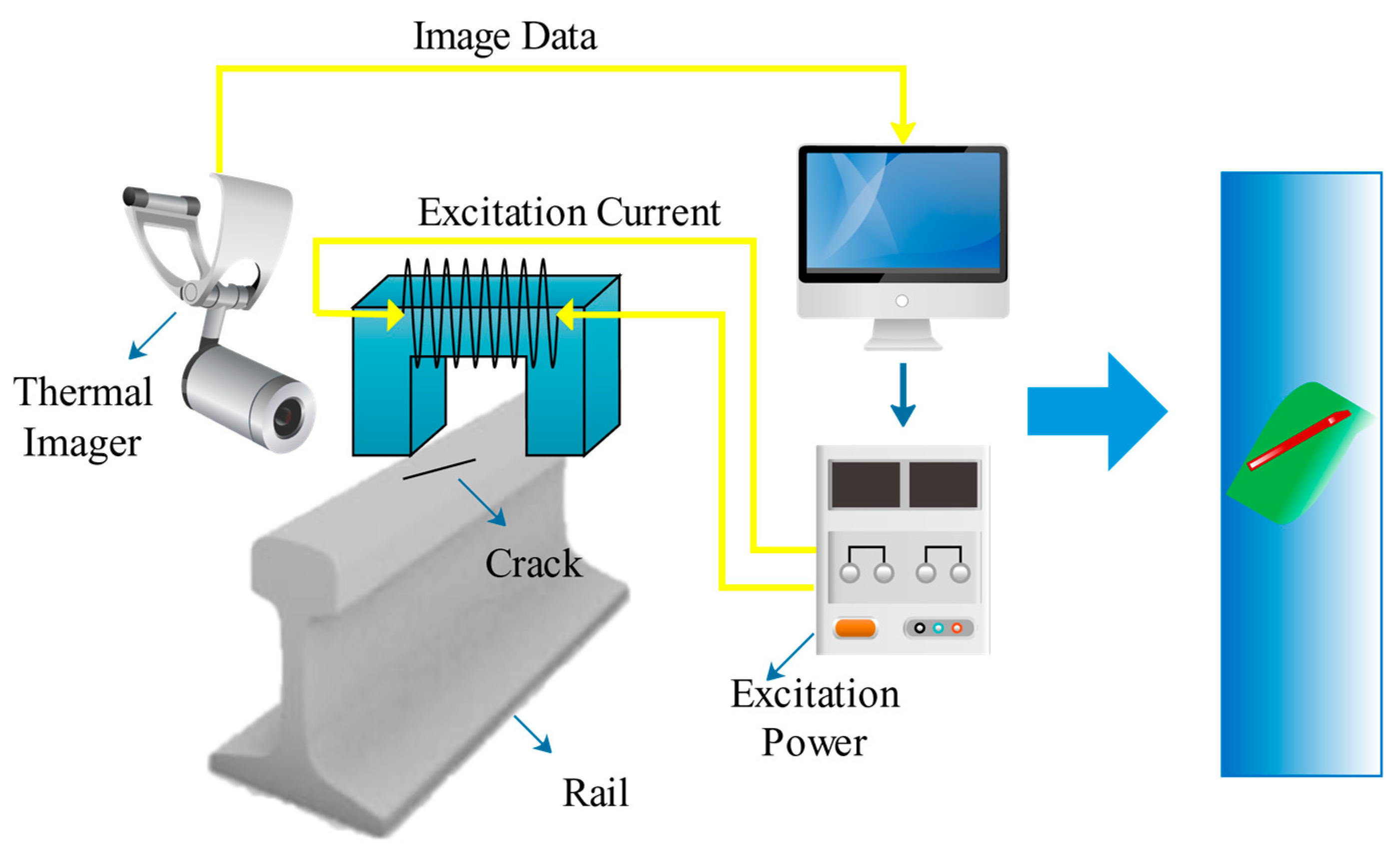
| Eddy Current Pulsed Thermography | Surface and near-surface defects | Has high detection resolution, rich in transient information, and is suitable for rapid non-contact detection. | |
| Barkhausen Noise | Surface defects | Can detect stress magnitude, fatigue life, and microstructure such as small cracks. | |
| Machine vision | Machine vision | Large surface defects | Can detect abrasion, stripping. Difficult to detect surface closed microcracks and internal defects. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, W.; Akbar, M.F.; Jawad, G.N.; Mohamed, M.F.P.; Wahab, M.N.A. Nondestructive Testing Technologies for Rail Inspection: A Review. Coatings 2022, 12, 1790. https://doi.org/10.3390/coatings12111790
Gong W, Akbar MF, Jawad GN, Mohamed MFP, Wahab MNA. Nondestructive Testing Technologies for Rail Inspection: A Review. Coatings. 2022; 12(11):1790. https://doi.org/10.3390/coatings12111790
Chicago/Turabian StyleGong, Wendong, Muhammad Firdaus Akbar, Ghassan Nihad Jawad, Mohamed Fauzi Packeer Mohamed, and Mohd Nadhir Ab Wahab. 2022. "Nondestructive Testing Technologies for Rail Inspection: A Review" Coatings 12, no. 11: 1790. https://doi.org/10.3390/coatings12111790