
Influence of Carbon Content on Tensile Properties of Pure High Manganese Austenitic Steel
Abstract
:1. Introduction
2. Materials and Methods
3. Results
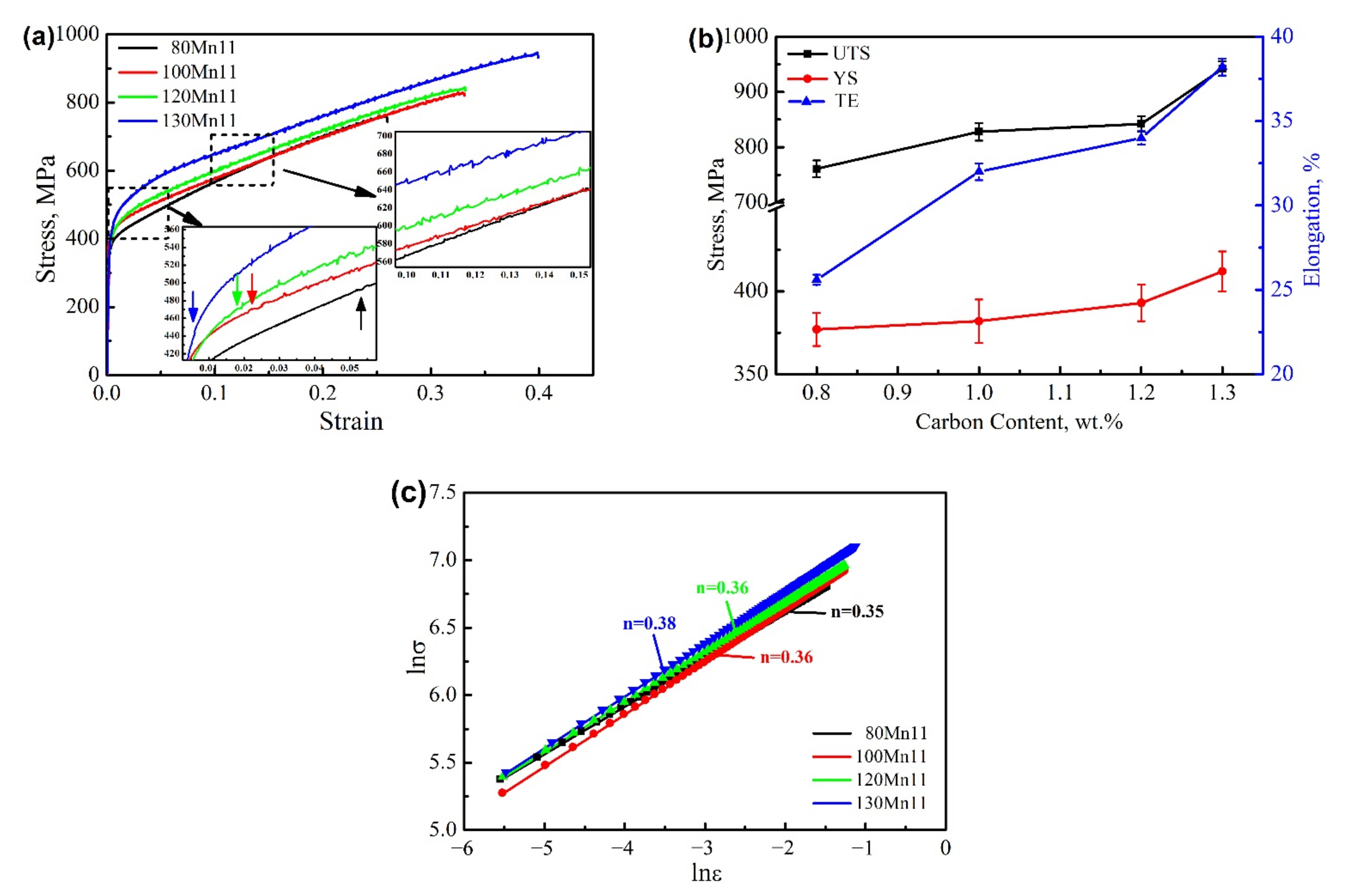
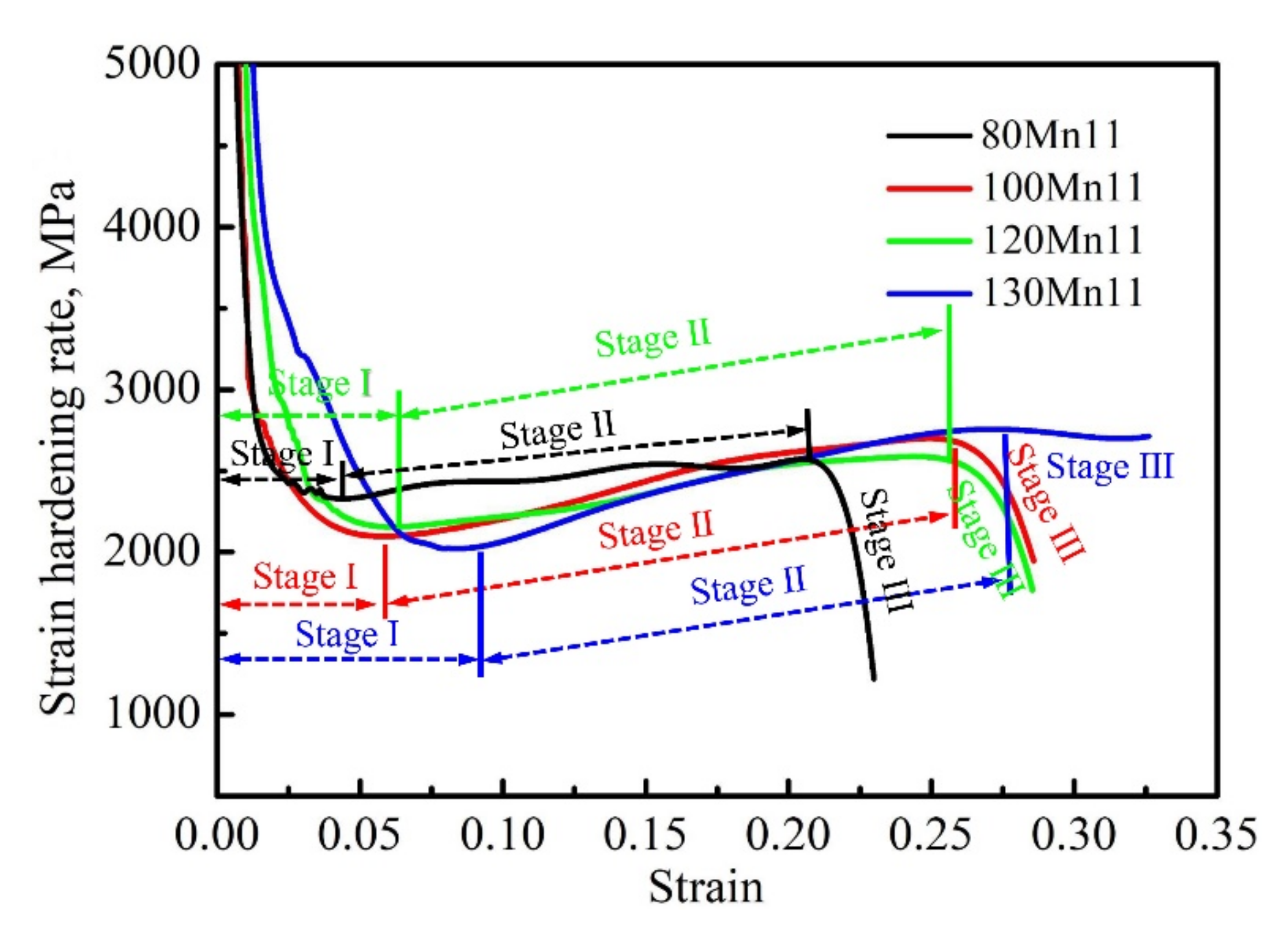
3.1. Mechanical Properties
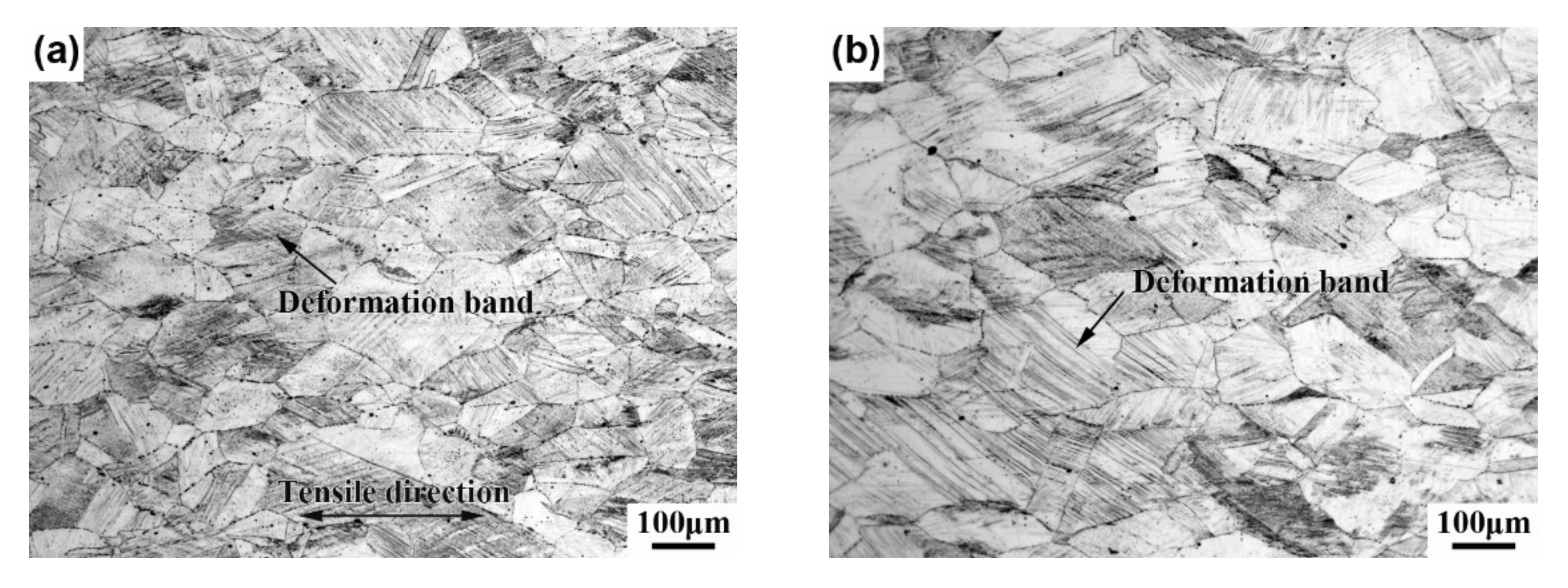
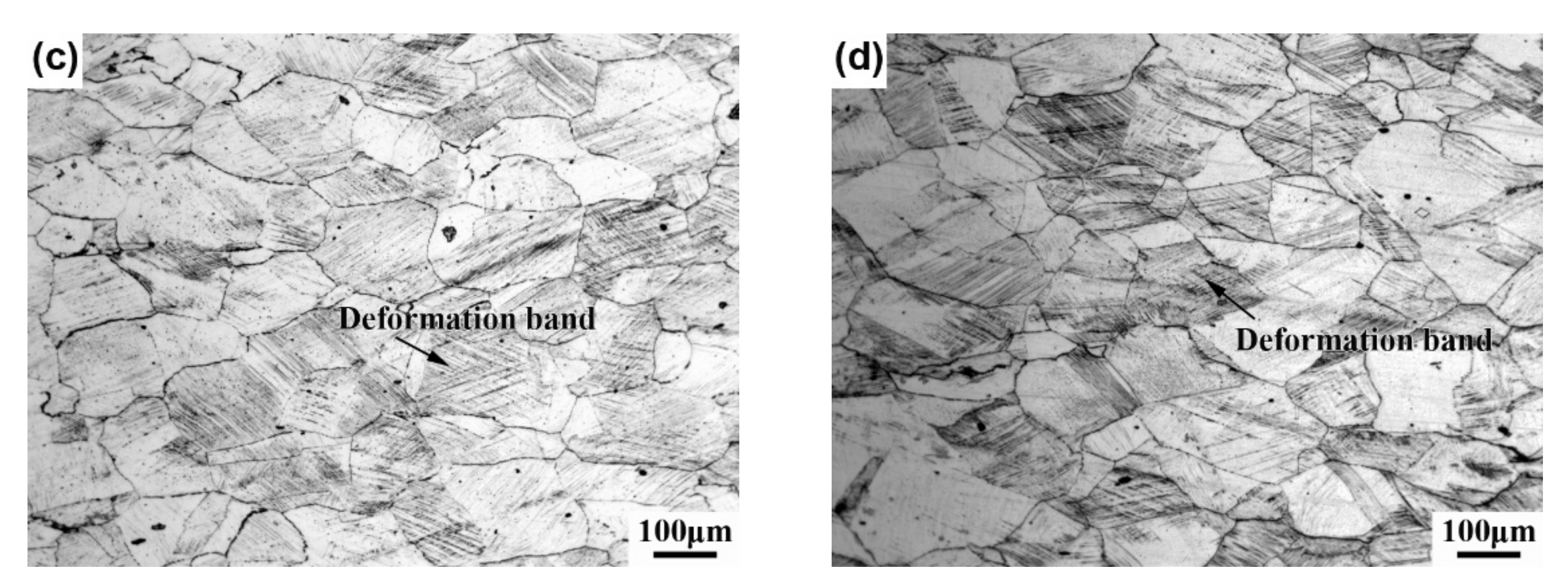
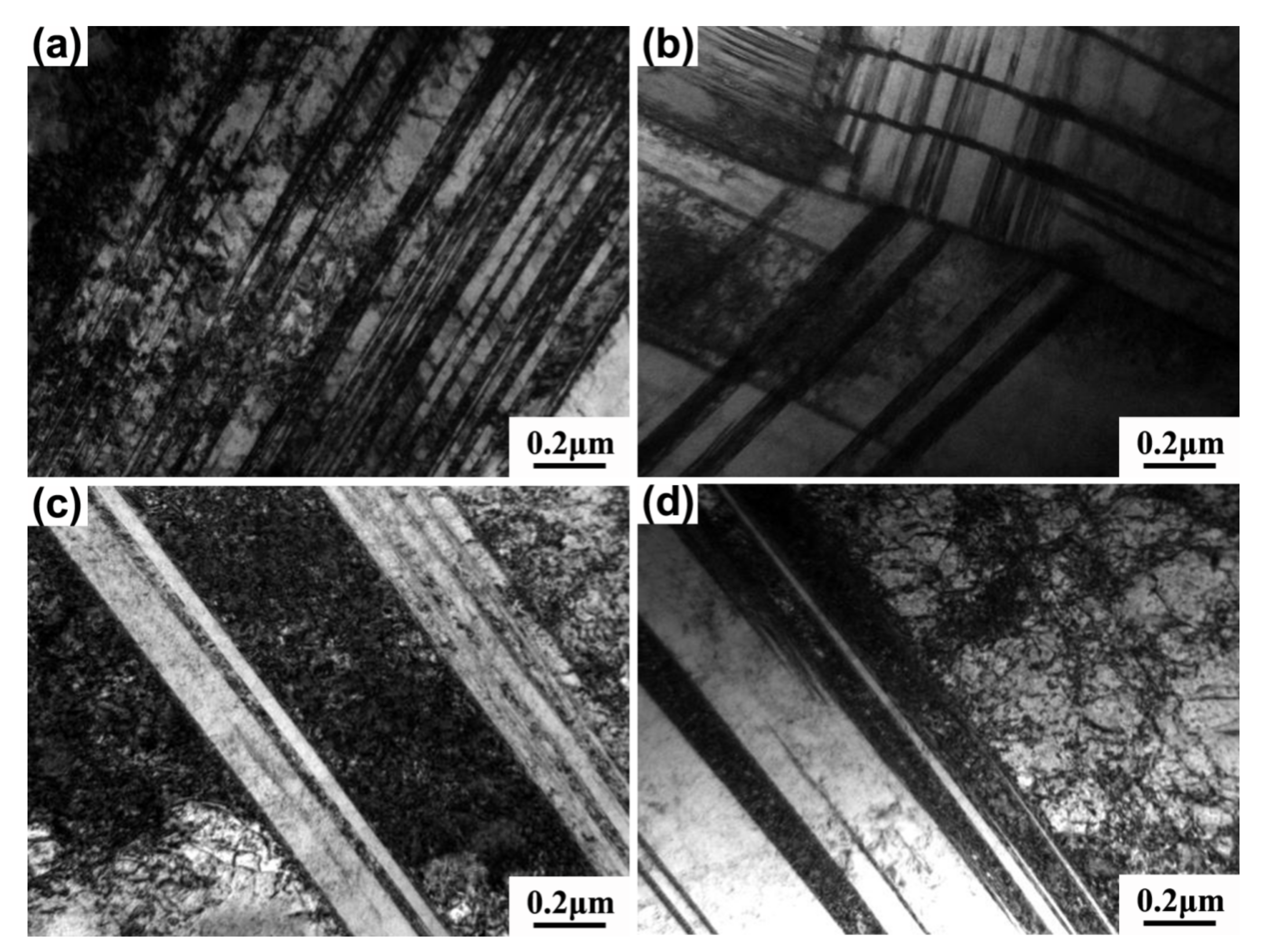
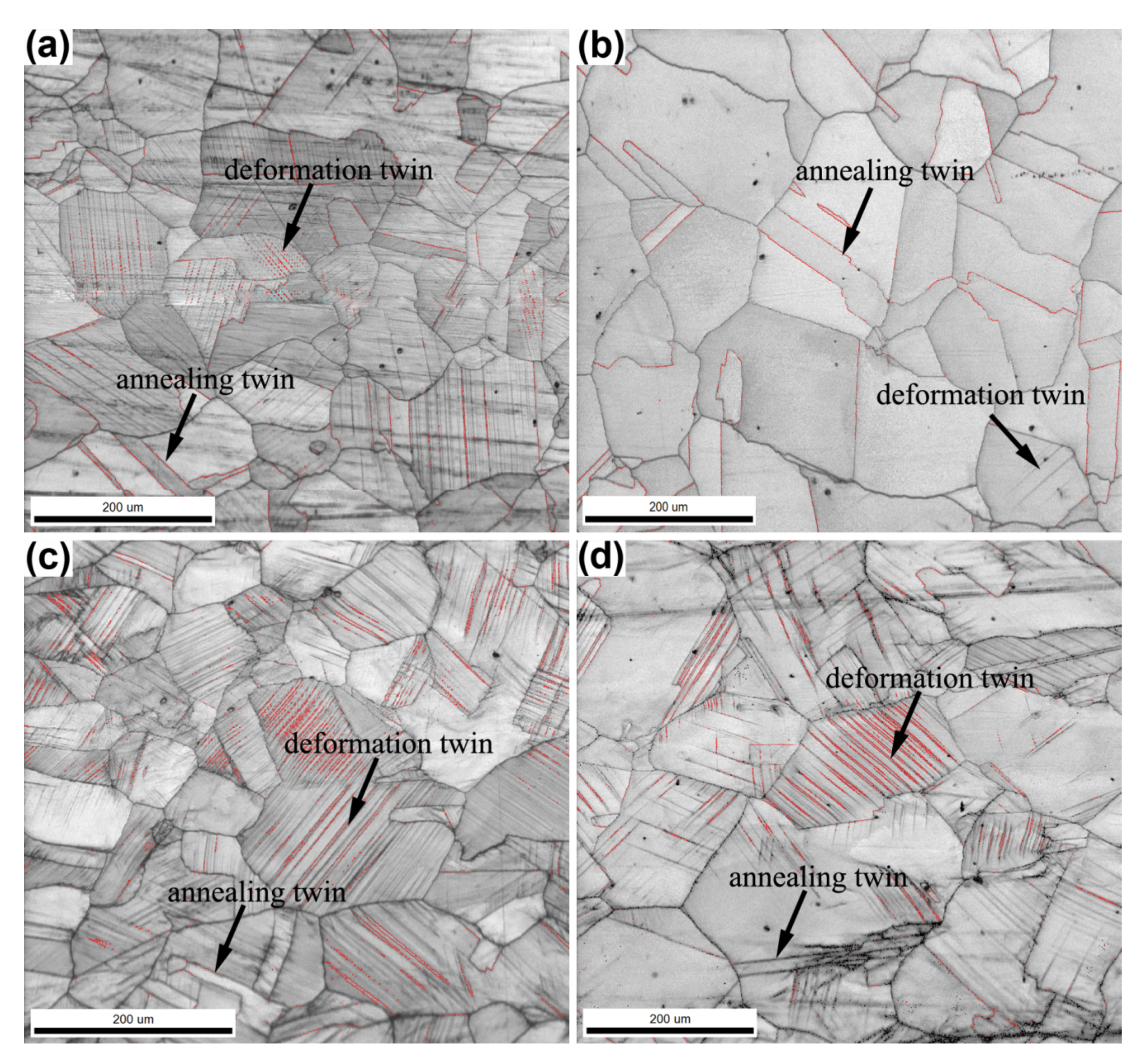
3.2. Deformation Microstructure
4. Discussion
5. Conclusions
- The strength and plasticity of the test steels increased with increasing carbon content in the selected range. The 130Mn11 steel obtained the optimum tensile properties, with a tensile strength of 941 MPa and an elongation of 38.2%.
- The low carbon content in the 80Mn11 steel promoted the formation of deformation twins because of the low SFE. The high density of deformation twins makes the 80Mn11 steel obtain the highest work hardening rate at the initial stage of tensile deformation. However, it’s detrimental to the sustainability of deformation. As a result, the strength of the 80Mn11 steel was nearly 200 MPa lower than that of the 130Mn11 steel.
- The high carbon content in the 130Mn11 steel intensified the DSA effect and facilitated the accumulation of dislocations. Combined with a relatively low density of deformation twins, the 130Mn11 steel presented a moderate strain hardening rate, which allowed the deformation to continue to a greater strain. This working hardening characteristic made the 130Mn11 steel obtain the optimum tensile properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, F.C. Research progress of high manganese steel crossing materials. J. Yanshan Univ. 2010, 34, 189–193. [Google Scholar]
- Yang, Z.N.; Zhang, F.C.; Zhang, M. Study on mechanical impact pre-hardening technology of high manganese steel crossing. J. Mech. Eng. 2011, 47, 20–24. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, F.; Lv, B.; Ma, H.; Wang, L.; Zhang, H.; Shen, W. Asynchronous effect of N+ Cr alloying on the monotonic and cyclic deformation behaviors of hadfield steel. Mater. Sci. Eng. A 2019, 761, 138015. [Google Scholar] [CrossRef]
- Chen, C.; Lv, B.; Ma, H.; Sun, D.; Zhang, F. Wear behavior and the corresponding work hardening characteristics of Hadfield steel. Tribol. Int. 2018, 121, 389–399. [Google Scholar] [CrossRef]
- Anijdan, S.H.M.; Sabzi, M. The effect of heat treatment process parameters on mechanical properties, precipitation, fatigue life, and fracture mode of an austenitic Mn Hadfield steel. J. Mater. Eng. Perform. 2018, 27, 5246–5253. [Google Scholar] [CrossRef]
- Yin, H.X.; Zhao, A.M.; Zhao, Z.Z. Effect of Mn content on microstructure and mechanical properties of a low carbon medium⁃manganese TRIP steel. J. Mater. Sci. Technol. 2014, 22, 11–15. [Google Scholar]
- Zu, F.Q.; Li, X.Y.; Liu, L.J. Research on microstructure and work hardening mechanism of high manganese steel by simulating actual working condition. Trans. Mater. Heat Treat. 2006, 27, 71–74. [Google Scholar]
- Li, D.; Qian, L.; Wei, C.; Liu, S.; Zhang, F.; Meng, J. The tensile properties and microstructure evolution of cold-rolled Fe–Mn–C TWIP steels with different carbon contents. Mater. Sci. Eng. A 2022, 839, 142862. [Google Scholar] [CrossRef]
- Dastur, Y.N.; Leslie, W.C. Mechanism of work hardening in hadfield manganese steel. Metall. Trans. A 1981, 12, 749–759. [Google Scholar] [CrossRef]
- Owen, W.S.; Grujicic, M. Strain aging of austenitic Hadfield manganese steel. Acta Mater. 1998, 47, 111–126. [Google Scholar] [CrossRef]
- Zuidema, B.K.; Subramanyam, D.K.; Leslie, W.C. The effect of aluminum on the work hardening and wear resistance of hadfield manganese steel. Metall. Trans. A 1987, 18, 1629–1639. [Google Scholar] [CrossRef]
- Yeleussizova, A.A.; Skakov, M.K.; Zhilkashinova, A.M. Deformation Twinning in Hadfield Steel. Adv. Mater. Res. 2013, 772, 62–67. [Google Scholar] [CrossRef]
- Alder, P.H.; Olson, G.B.; Owen, W.S. Strain hardening of hadfield manganese Steel. Metall. Trans. A 1986, 17, 1725–1737. [Google Scholar]
- Chen, C.; Zhang, F.C.; Wang, F. Effect of N+Cr alloying on the microstructures and tensile properties of Hadfield steel. Mater. Sci. Eng. A 2016, 679, 95–103. [Google Scholar] [CrossRef]
- Kang, J.; Zhang, F.C.; Long, X.Y. Synergistic enhancing effect of N+C alloying on cyclic deformation behaviors in austenitic steel. Mater. Sci. Eng. A 2014, 610, 427–435. [Google Scholar] [CrossRef]
- Kang, J.; Zhang, F.C.; Long, X.Y. Cyclic deformation and fatigue behaviors of Hadfield manganese steel. Mater. Sci. Eng. A 2014, 591, 59–68. [Google Scholar] [CrossRef]
- Pan, L.; He, W.; Gu, B.P. Effects of electric current pulse on dislocation density and residual stresses of 45 carbon steel workpieces. Trans. Metal. Heat Treat. 2015, 36, 134–138. [Google Scholar]
- Kim, J.-K.; Chen, L.; Kim, H.-S.; Kim, S.-K.; Estrin, Y.; De Cooman, B.C. On the tensile behavior of high-manganese twinning-induced plasticity steel. Metall. Mater. Trans. A 2009, 40, 3147–3158. [Google Scholar] [CrossRef]
- Xiong, R.; Liu, Y.; Si, H.; Peng, H.; Wang, S.; Sun, B.; Chen, H.; Kim, H.S.; Wen, Y. Effects of Si on the microstructure and work hardening behavior of Fe-17Mn-1.1 C-xSi high manganese steels. Met. Mater. Int. 2021, 27, 3891–3904. [Google Scholar] [CrossRef]
- Zhao, T.; Wang, F.; Chen, C.; Ma, H.; Yang, Z.; Zhang, F.; Tang, T. Effect of Mn content and strain rate on mechanical properties of high-C high-Mn austenitic steel. Mater. Sci. Eng. A 2022, 851, 143653. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Jacob, R.; Sankaranarayanan, S.R.; Babu, S.P.K. Recent advancements in manganese steels—A review. Mater. Today Proc. 2020, 27, 2852–2858. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Steels | C | Mn | Si | p | S |
|---|---|---|---|---|---|
| 80Mn11 | 0.79 | 11.0 | 0.39 | <0.001 | 0.002 |
| 100Mn11 | 1.00 | 11.4 | 0.41 | <0.001 | 0.003 |
| 120Mn11 | 1.15 | 11.1 | 0.41 | <0.001 | 0.002 |
| 130Mn11 | 1.28 | 11.2 | 0.46 | <0.001 | 0.002 |
| Test Steels | 80Mn11 | 100Mn11 | 120Mn11 | 130Mn11 |
|---|---|---|---|---|
| Dislocation density | 2.52 | 3.08 | 3.93 | 4.79 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Ma, H.; Wang, F.; Yang, Z.; Zhang, F.; Yan, Z. Influence of Carbon Content on Tensile Properties of Pure High Manganese Austenitic Steel. Coatings 2022, 12, 1622. https://doi.org/10.3390/coatings12111622
Chen C, Ma H, Wang F, Yang Z, Zhang F, Yan Z. Influence of Carbon Content on Tensile Properties of Pure High Manganese Austenitic Steel. Coatings. 2022; 12(11):1622. https://doi.org/10.3390/coatings12111622
Chicago/Turabian StyleChen, Chen, Hua Ma, Fei Wang, Zhinan Yang, Fucheng Zhang, and Zehui Yan. 2022. "Influence of Carbon Content on Tensile Properties of Pure High Manganese Austenitic Steel" Coatings 12, no. 11: 1622. https://doi.org/10.3390/coatings12111622