
Silicate and Hydroxide Concentration Influencing the Properties of Composite Al2O3-TiO2 PEO Coatings on AA7075 Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Voltage-Time Response
3.1.1. SMS Effect on Voltage-Time Response
3.1.2. KOH Effect on Voltage-Time Response
3.2. Coating Surface Morphology
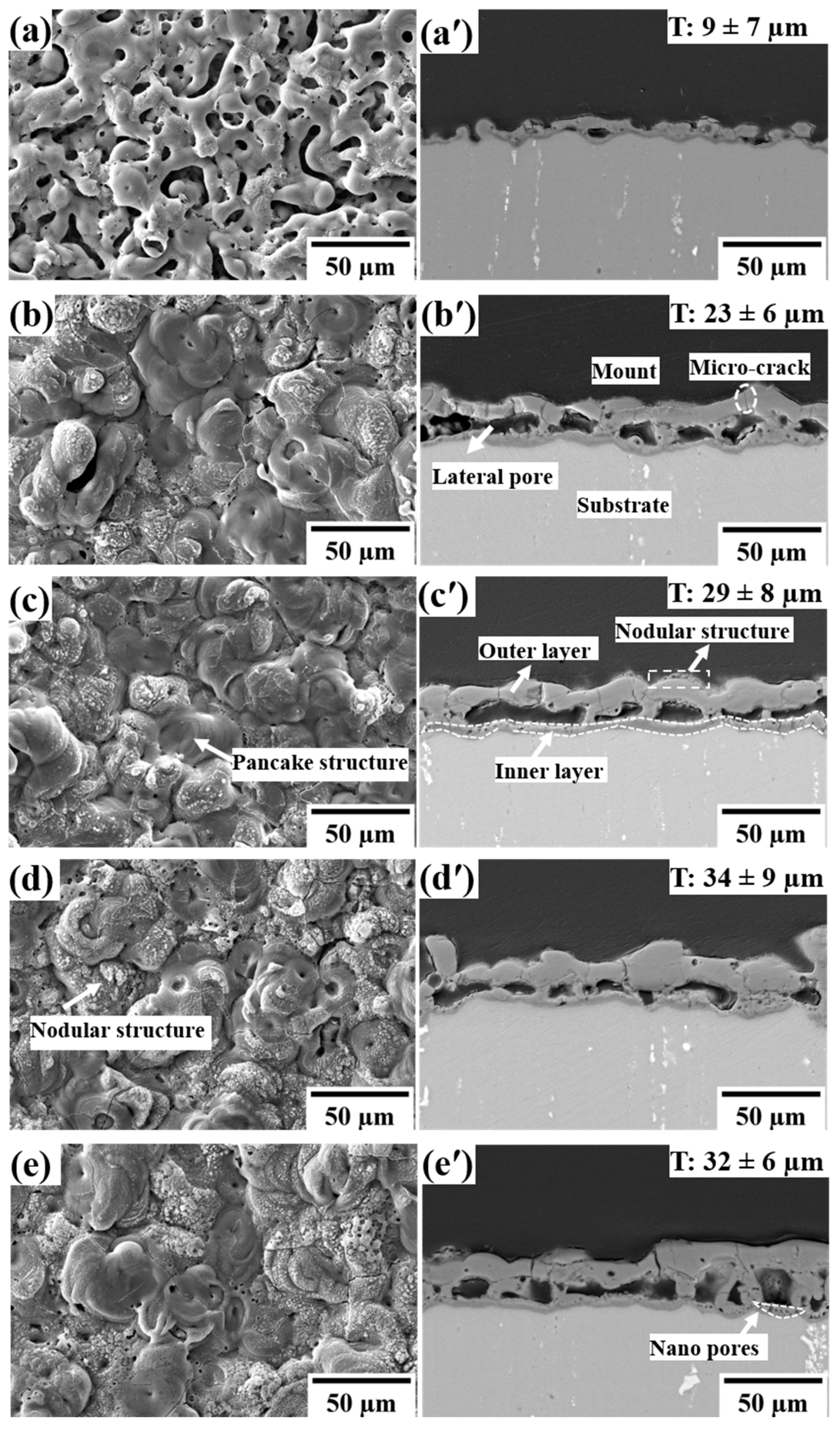
3.2.1. Effect of SMS on the Surface Morphology
3.2.2. Effect of KOH on Surface Morphology
3.3. Elemental Composition Analysis
3.3.1. The Effect of SMS on the Elemental Composition of the Coating
3.3.2. The Effect of KOH on the Elemental Composition of the Coating
3.4. Phase Composition
3.4.1. Effect of SMS Concentration on Phase Composition
3.4.2. Effect of KOH Concentration on Phase Composition
3.5. Corrosion Behaviour of the Coatings
3.5.1. Effect of SMS Concentration on Corrosion Behaviour
3.5.2. Effect of KOH Concentration on Corrosion Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Fan, W.; Du, H.Q.; Zhao, Y.W. Corrosion behavior and structure of plasma electrolytic oxidation coated aluminum alloy. Int. J. Electrochem. Sci. 2017, 12, 6788–6800. [Google Scholar] [CrossRef]
- Babaei, K.; Fattah-alhosseini, A.; Molaei, M. The effects of carbon-based additives on corrosion and wear properties of Plasma electrolytic oxidation (PEO) coatings applied on Aluminum and its alloys: A review. Surf. Interfaces 2020, 21, 100677. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; Northwood, D.O. An investigation of ceramic coating growth mechanisms in plasma electrolytic oxidation (PEO) processing. Electrochim. Acta 2013, 112, 111–119. [Google Scholar] [CrossRef]
- Fattah-alhosseini, A.; Molaei, M.; Nouri, M.; Babaei, K. Review of the role of graphene and its derivatives in enhancing the performance of plasma electrolytic oxidation coatings on titanium and its alloys. Appl. Surf. Sci. Adv. 2021, 6, 100140. [Google Scholar] [CrossRef]
- Barati, N.; Yerokhin, A.; Golestanifard, F.; Rastegari, S.; Meletis, E.I. Alumina-zirconia coatings produced by Plasma Electrolytic Oxidation on Al alloy for corrosion resistance improvement. J. Alloys Compd. 2017, 724, 435–442. [Google Scholar] [CrossRef]
- Cheng, Y.; Cao, J.; Mao, M.; Xie, H.; Skeldon, P.; Snizhko, L.O.; Yerokhin, A.L.; Gurevina, N.L.; Patalakha, V.A.; Matthews, A. Key factors determining the development of two morphologies of plasma electrolytic coatings on an Al-Cu-Li alloy in aluminate electrolytes. Thin Solid Films 2016, 291, 239–249. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Y.L.; Xue, Z.G.; Wang, Q.; Wu, X.Q.; Matykina, E.; Skeldon, P.; Thompson, G.E. New findings on properties of plasma electrolytic oxidation Coatings from study of an Al-Cu-Li alloy. Electrochim. Acta 2013, 107, 358–378. [Google Scholar] [CrossRef]
- Lee, J.-H.H.; Kim, S.-J.J. Effects of silicate ion concentration on the formation of ceramic oxide layers produced by plasma electrolytic oxidation on Al alloy. Jpn. J. Appl. Phys. 2016, 56, 01AB01. [Google Scholar] [CrossRef]
- Wang, S.; Liu, X.; Yin, X.; Du, N. Influence of electrolyte components on the microstructure and growth mechanism of plasma electrolytic oxidation coatings on 1060 aluminum alloy. Surf. Coat. Technol. 2020, 381, 125214. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, Y.; Zhang, T.; Zhang, W.; Wang, F.; Lu, X.; Blawert, C.; Zheludkevich, M.L. Interaction effect between different constituents in silicate-containing electrolyte on PEO coatings on Mg alloy. Surf. Coat. Technol. 2016, 307, 825–836. [Google Scholar] [CrossRef]
- Becerik, D.A.; Ayday, A.; Kumruoğlu, L.C.; Kurnaz, S.C.; Özel, A. The effects of Na2SiO3 concentration on the properties of plasma electrolytic oxidation coatings on 6060 aluminum alloy. J. Mater. Eng. Perform. 2012, 21, 1426–1430. [Google Scholar] [CrossRef]
- Pezzato, L.; Brunelli, K.; Dabalà, M. Corrosion properties of plasma electrolytic oxidation coated AA7075 treated using an electrolyte containing lanthanum-salts. Surf. Interface Anal. 2016, 48, 729–738. [Google Scholar] [CrossRef]
- Raj, V.; Ali, M.M. Formation of ceramic alumina nanocomposite coatings on aluminium for enhanced corrosion resistance. J. Mater. Process. Technol. 2009, 209, 5341–5352. [Google Scholar] [CrossRef]
- Xiang, N.; Song, R.G.; Wang, C.; Mao, Q.Z.; Ge, Y.J.; Ding, J.H.; Song, R.G.; Wang, C.; Mao, Q.Z.; Ge, Y.J.; et al. Formation of corrosion resistant plasma electrolytic oxidation coatings on aluminium alloy with addition of sodium tungstate species. Corros. Eng. Sci. Technol. 2016, 51, 146–154. [Google Scholar] [CrossRef]
- Li, J.; Cai, H.; Jiang, B. Growth mechanism of black ceramic layers formed by microarc oxidation. Surf. Coat. Technol. 2007, 201, 8702–8708. [Google Scholar] [CrossRef]
- Wang, P.; Li, J.; Guo, Y.; Wang, J.; Yang, Z.; Liang, M. The formation mechanism of the composited ceramic coating with thermal protection feature on an Al-12Si piston alloy via a modified PEO process. J. Alloys Compd. 2016, 682, 357–365. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, X.Z.; Wu, Y.K.; Wu, G.R.; Wang, D.D.; Liu, X.T.; Han, H.P.; Su, Y.; Shen, D.J. The correlation between the Na2SiO3·9H2O concentrations and the characteristics of plasma electrolytic oxidation ceramic coatings. Ceram. Int. 2019, 45, 19388–19394. [Google Scholar] [CrossRef]
- Utu, I.D.; Marginean, G.; Hulka, I.; Serban, V.A.; Cristea, D. Properties of the thermally sprayed Al2O3-TiO2 coatings deposited on titanium substrate. Int. J. Refract. Met. Hard Mater. 2015, 51, 118–123. [Google Scholar] [CrossRef]
- Pinzón, A.V.; Urrego, K.J.; González-Hernández, A.; Rincón Ortiz, M.; Vargas Galvis, F. Corrosion protection of carbon steel by alumina-titania ceramic coatings used for industrial applications. Ceram. Int. 2018, 44, 21765–21773. [Google Scholar] [CrossRef]
- Wang, Y.; Tian, W.; Zhang, T.; Yang, Y. Microstructure, spallation and corrosion of plasma sprayed Al2O3-13%TiO2 coatings. Corros. Sci. 2009, 51, 2924–2931. [Google Scholar] [CrossRef]
- Kaseem, M.; Kwon, J.H.; Ko, Y.G. Modification of a porous oxide layer formed on an Al-Zn-Mg alloy via plasma electrolytic oxidation and post treatment using oxalate ions. RSC Adv. 2016, 6, 107109–107113. [Google Scholar] [CrossRef]
- Bian, H.M.; Yang, Y.; Wang, Y.; Tian, W. Preparation of nanostructured alumina-titania composite powders by spray drying, heat treatment and plasma treatment. Powder Technol. 2012, 219, 257–263. [Google Scholar] [CrossRef]
- Michalak, M.; Łatka, L.; Sokołowski, P.; Candidato, R.T.; Ambroziak, A. Effect of TiO2 on the microstructure and phase composition of Al2O3 and Al2O3–TiO2 APS sprayed coatings. Bull. Polish Acad. Sci. Tech. Sci. 2021, 69, 14–17. [Google Scholar]
- Hashemzadeh, M.; Raeissi, K.; Ashrafizadeh, F.; Hakimizad, A.; Santamaria, M. The incorporation mechanism of colloidal TiO2 nanoparticles and their effect on properties of the coatings grown on 7075 Al alloy from silicate-based solution using plasma electrolytic solution. Trans. Nonferr. Met. Soc. China 2021, 31, 3659–3676. [Google Scholar] [CrossRef]
- Akbari, E.; Di Franco, F.; Ceraolo, P.; Raeissi, K.; Santamaria, M.; Hakimizad, A. Electrochemically-induced TiO2 incorporation for enhancing corrosion and tribocorrosion resistance of PEO coating on 7075 Al alloy. Corros. Sci. 2018, 143, 314–328. [Google Scholar] [CrossRef]
- Hakimizad, A.; Raeissi, K.; Santamaria, M.; Asghari, M. Effects of pulse current mode on plasma electrolytic oxidation of 7075 Al in Na2WO4 containing solution: From unipolar to soft-sparking regime. Electrochim. Acta 2018, 284, 618–629. [Google Scholar] [CrossRef]
- Hakimizad, A.; Raeissi, K.; Golozar, M.A.; Lu, X.; Blawert, C.; Zheludkevich, M.L. The effect of pulse waveforms on surface morphology, composition and corrosion behavior of Al2O3 and Al2O3/TiO2 nano-composite PEO coatings on 7075 aluminum alloy. Surf. Coat. Technol. 2017, 324, 208–221. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; Northwood, D.O.; Yerokhin, A.; Matthews, A. Spectroscopic study of electrolytic plasma and discharging behaviour during the plasma electrolytic oxidation (PEO) process. J. Phys. D Appl. Phys. 2010, 43, 105203. [Google Scholar] [CrossRef]
- Yerokhin, A.L.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S.J. Plasma electrolysis for surface engineering. Surf. Coat. Technol. 1999, 122, 73–93. [Google Scholar] [CrossRef]
- Babaei, M.; Dehghanian, C.; Vanaki, M. Effect of additive on electrochemical corrosion properties of plasma electrolytic oxidation coatings formed on CP Ti under different processing frequency. Appl. Surf. Sci. 2015, 357, 712–720. [Google Scholar] [CrossRef]
- Rogov, A.B.; Huang, Y.; Shore, D.; Matthews, A.; Yerokhin, A. Toward rational design of ceramic coatings generated on valve metals by plasma electrolytic oxidation: The role of cathodic polarisation. Ceram. Int. 2021, 47, 34137–34158. [Google Scholar] [CrossRef]
- Simchen, F.; Sieber, M.; Lampke, T. Electrolyte influence on ignition of plasma electrolytic oxidation processes on light metals. Surf. Coat. Technol. 2017, 315, 205–213. [Google Scholar] [CrossRef]
- Wang, D.D.; Liu, X.T.; Wu, Y.K.; Han, H.P.; Yang, Z.; Su, Y.; Zhang, X.Z.; Wu, G.R.; Shen, D.J. Evolution process of the plasma electrolytic oxidation (PEO) coating formed on aluminum in an alkaline sodium hexametaphosphate ((NaPO3)6) electrolyte. J. Alloys Compd. 2019, 798, 129–143. [Google Scholar] [CrossRef]
- Lopez-Garrity, O.; Frankel, G.S. Corrosion inhibition of aa2024-t3 by sodium silicate. Electrochim. Acta 2014, 130, 9–21. [Google Scholar] [CrossRef]
- Asrar, N.; Malik, A.U.; Ahmed, S. Corrosion prevention with sodium silicate. Tech. Rep. 1998, 1856–1885. [Google Scholar]
- Gaggiano, R.; Moriamé, P.; Vandendael, I.; De Graevea, I.; Terryn, H. Silicate-based post-anodic treatment for lithographic application. Surf. Interface Anal. 2010, 42, 321–327. [Google Scholar] [CrossRef]
- Ko, Y.G.; Namgung, S.; Shin, D.H. Correlation between KOH concentration and surface properties of AZ91 magnesium alloy coated by plasma electrolytic oxidation. Surf. Coat. Technol. 2010, 205, 2525–2531. [Google Scholar] [CrossRef]
- Kaseem, M.; Min, J.H.; Ko, Y.G. Corrosion behavior of Al-1 wt% Mg-0.85 wt% Si alloy coated by micro-arc-oxidation using TiO2 and Na2MoO4 additives: Role of current density. J. Alloys Compd. 2017, 723, 448–455. [Google Scholar] [CrossRef]
- Kaseem, M.; Fatimah, S.; Nashrah, N.; Ko, Y.G. Recent progress in surface modification of metals coated by plasma electrolytic oxidation: Principle, structure, and performance. Prog. Mater. Sci. 2021, 117, 100735. [Google Scholar] [CrossRef]
- Hendrix, Y.; Lazaro, A.; Yu, Q.L.; Brouwers, H.J.H. Influence of synthesis conditions on the properties of photocatalytic titania-silica composites. J. Photochem. Photobiol. A Chem. 2019, 371, 25–32. [Google Scholar] [CrossRef]
- Lepore, G.P.; Persaud, L.; Langford, C.H. Supporting titanium dioxide photocatalysts on silica gel and hydrophobically modified silica gel. J. Photochem. Photobiol. A Chem. 1996, 98, 103–111. [Google Scholar] [CrossRef]
- Arrabal, R.; Matykina, E.; Skeldon, P.; Thompson, G.E. Incorporation of zirconia particles into coatings formed on magnesium by plasma electrolytic oxidation. J. Mater. Sci. 2008, 43, 1532–1538. [Google Scholar] [CrossRef]
- Mardkhe, M.K.; Huang, B.; Bartholomew, C.H.; Alam, T.M.; Woodfield, B.F. Synthesis and characterization of silica doped alumina catalyst support with superior thermal stability and unique pore properties. J. Porous Mater. 2016, 23, 475–487. [Google Scholar] [CrossRef]
- Beguin, B.; Garbowski, E.; Primet, M. Stabilization of alumina toward thermal sintering by silicon addition. J. Catal. 1991, 127, 595–604. [Google Scholar] [CrossRef]
- Lu, X.; Blawert, C.; Huang, Y.; Ovri, H.; Zheludkevich, M.L.; Kainer, K.U.; Mohedano, M.; Blawert, C.; Matykina, E.; Arrabal, R.; et al. Plasma electrolytic oxidation coatings on Mg alloy with addition of SiO2 particles. Electrochim. Acta 2016, 187, 20–33. [Google Scholar] [CrossRef]
- Oh, Y.-J.; Mun, J.-I.; Kim, J.-H. Effects of alloying elements on microstructure and protective properties of Al2O3 coatings formed on aluminum alloy substrates by plasma electrolysis. Surf. Coat. Technol. 2009, 204, 141–148. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, Y.; Wang, J.; Xia, X.; Lv, Y.; Cai, G.; Liu, H.; Xiao, J.; Liu, B.; Dong, Z. Microstructure, formation mechanism and antifouling property of multi-layered Cu-incorporated Al2O3 coating fabricated through plasma electrolytic oxidation. Ceram. Int. 2020, 46, 2901–2909. [Google Scholar] [CrossRef]
- Li, N.; Yuan, K.; Song, Y.; Cao, J.; Xu, L.; Xu, J. Plasma electrolytic oxidation of Zircaloy-2 alloyin potassium hydroxide/sodium silicateelectrolytes: The effect of silicate concentration. Boletín Sociedad Española Cerámica Vidrio 2021, 60, 328–336. [Google Scholar] [CrossRef]
- Ruppi, S. Deposition, microstructure and properties of texture-controlled CVD α-Al2O3 coatings. Int. J. Refract. Met. Hard Mater. 2005, 23, 306–316. [Google Scholar] [CrossRef]
- Belozerov, V.; Sobol, O.; Mahatilova, A.; Subbotina, V.; Taha, A.T.; Ubeidulla, F.; Safwan, M. Effect of electrolysis regimes on the structure and properties of coatings on aluminum alloys formed by anode-cathode micro arc oxidation. Mater. Sci. 2018, 1, 43–47. [Google Scholar]
- Liu, W.; Bao, A.; Mao, X.; Zheng, G. Microstructure and Properties of Microarc Oxidation Ceramic Coatings on Aluminum Alloy. J. Mater. Sci. 2007, 358, 1895–1898. [Google Scholar]
- Khan, R.H.U.U.; Yerokhin, A.; Li, X.; Dong, H.; Matthews, A. Surface characterisation of DC plasma electrolytic oxidation treated 6082 aluminium alloy: Effect of current density and electrolyte concentration. Surf. Coat. Technol. 2010, 205, 1679–1688. [Google Scholar] [CrossRef]
- Franco, M.; Anoop, S.; Uma Rani, R.; Sharma, A.K. Porous Layer Characterization of Anodized and Black-Anodized Aluminium by Electrochemical Studies. ISRN Corros. 2012, 2012, 323676. [Google Scholar] [CrossRef]
- Xiong, J.; Sarkar, D.K.; Chen, X.G. Superhydrophobic honeycomb-like cobalt stearate thin films on aluminum with excellent anti-corrosion properties. Appl. Surf. Sci. 2017, 407, 361–370. [Google Scholar] [CrossRef]
- Shen, D. Electrochemical impedance spectroscopy study on corrosion inhibitor for reinforced concrete. Int. J. Electrochem. Sci. 2017, 12, 4183–4192. [Google Scholar] [CrossRef]
- Lee, H.S.; Singh, J.K.; Ismail, M.A. An effective and novel pore sealing agent to enhance the corrosion resistance performance of Al coating in artificial ocean water. Sci. Rep. 2017, 7, 41935. [Google Scholar] [CrossRef] [PubMed]
- Tiringer, U.; Durán, A.; Castro, Y.; Milošev, I. Self-Healing Effect of Hybrid Sol-Gel Coatings Based on GPTMS, TEOS, SiO2 Nanoparticles and Ce(NO3)3 Applied on Aluminum Alloy 7075-T6. J. Electrochem. Soc. 2018, 165, C213–C225. [Google Scholar] [CrossRef]
- Rao, Y.; Wang, Q.; Oka, D.; Ramachandran, C.S. On the PEO treatment of cold sprayed 7075 aluminum alloy and its effects on mechanical, corrosion and dry sliding wear performances thereof. Surf. Coat. Technol. 2020, 383, 125271. [Google Scholar] [CrossRef]
- Atlas, L.M.; Nagao, H.; Nakamura, H.H. Control of Dielectric Constant and Loss in Alumina Ceramics. J. Am. Ceram. Soc. 1963, 46, 196. [Google Scholar] [CrossRef]
- Holm, S.; Holm, T.; Martinsen, Ø.G. Simple circuit equivalents for the constant phase element. PLoS ONE 2021, 16, e0248786. [Google Scholar] [CrossRef] [PubMed]
- Campos, R.V.B.B.; Bezerra, C.L.; Oliveira, L.N.L.L.; Gouveia, D.X.; Silva, M.A.S.; Sombra, A.S.B. A Study of the Dielectric Properties of Al2O3–TiO2 Composite in the Microwave and RF Regions. J. Electron. Mater. 2015, 44, 4220–4226. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Yang, H.; Zou, J.L.; Sun, H.P. Sintering and dielectric properties of Al2O3 ceramics doped by TiO2 and CuO. J. Electroceram. 2007, 18, 225–229. [Google Scholar] [CrossRef]
- Johnson, H.W.; Graham, M. High-Speed Digital Design: A Handbook of Black Magic; Prentice Hall: Englewood Cliffs, NJ, USA, 1993; Volume 155, ISBN 0133957241. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Code | SMS (g L−1) | PTO (g L−1) | KOH (g L−1) | pH | Conductivity (mS cm−1) |
|---|---|---|---|---|---|
| S0K2 | 0 | 3 | 2 | 11.37 | 4.82 |
| S2K2 | 2 | 3 | 2 | 12.01 | 7.15 |
| S3K2 | 3 | 3 | 2 | 12.13 | 8.20 |
| S4K2 | 4 | 3 | 2 | 12.22 | 9.19 |
| S5K2 | 5 | 3 | 2 | 12.28 | 10.20 |
| S3K1 | 3 | 3 | 1 | 11.76 | 5.52 |
| S3K3 | 3 | 3 | 3 | 12.3 | 8.37 |
| Sample Code % at. | S0K2 | S2K2 | S3K2 | S4K2 | S5K2 | S3K1 | S3K3 |
|---|---|---|---|---|---|---|---|
| O | 45.4 | 41.2 | 52.6 | 43.2 | 42.1 | 43 | 37 |
| Na | 0.03 | 1.75 | 2 | 2.4 | 2.8 | 1.2 | 2.7 |
| Mg | 0.4 | 0.66 | 0.6 | 0.87 | 0.7 | 0.69 | 0.54 |
| Al | 42.8 | 34.56 | 28.1 | 31.5 | 27.7 | 35.2 | 32.9 |
| Si | - | 10.94 | 8.3 | 14.3 | 18.2 | 11.3 | 18.7 |
| K | 0.02 | 1.54 | 1.9 | 2.4 | 3 | 1 | 5.3 |
| Ti | 10.7 | 9.3 | 6.4 | 5.3 | 5.3 | 7.7 | 8.8 |
| Samples | Rs (Ω cm2) | Rpore/out (kΩ cm2) | CPEc/out (µF s−1 cm−2) | n1 | Rct/in (MΩ cm2) | CPEdl/in (µF s−1 cm−2) | n2 |
|---|---|---|---|---|---|---|---|
| S0K2 | 50 ± 17 | 0.02 ± 0.01 | 0.05 ± 0.01 | 1.00 ± 0.10 | 0.20 ± 0.1 | 9.30 ± 4.3 | 0.58 ± 0.12 |
| S2K2 | 44 ± 14 | 6.2 ± 2.1 | 0.80 ± 0.30 | 0.70 ± 0.00 | 1.30 ± 0.15 | 1.10 ± 0.78 | 0.60 ± 0.14 |
| S3K2 | 41 ± 18 | 49.2 ± 22.8 | 0.17 ± 0.02 | 0.80 ± 0.00 | 10.00 ± 0.56 | 1.53 ± 0.76 | 0.64 ± 0.04 |
| S4K2 | 42 ± 8 | 4.3 ± 1.1 | 0.77 ± 0.41 | 0.74 ± 0.04 | 1.73 ± 0.26 | 2.77 ± 0.12 | 0.66 ± 0.04 |
| S5K2 | 8 ± 38 | 3.5 ± 1.4 | 0.75 ± 0.40 | 0.70 ± 0.07 | 2.00 ± 1.05 | 2.30 ± 0.78 | 0.60 ± 0.07 |
| Samples | Rs (Ω cm2) | Rpore (kΩ cm2) | CPEc (µF s−1 cm−2) | n1 | Rct (MΩ cm2) | CPEdl (µF s−1 cm−2) | n2 |
|---|---|---|---|---|---|---|---|
| S3K1 | 31 ± 24 | 1.9 ± 2.4 | 0.37 ± 0.08 | 0.78 ± 0.06 | 0.80 ± 0.05 | 1.40 ± 0.10 | 0.58 ± 0.06 |
| S3K3 | 99 ± 52 | 31.8 ± 5.0 | 0.45 ± 0.10 | 0.76 ± 0.01 | 0.65 ± 0.20 | 1.60 ± 0.35 | 0.68 ± 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashemzadeh, M.; Raeissi, K.; Ashrafizadeh, F.; Hakimizad, A.; Santamaria, M.; Lampke, T. Silicate and Hydroxide Concentration Influencing the Properties of Composite Al2O3-TiO2 PEO Coatings on AA7075 Alloy. Coatings 2022, 12, 33. https://doi.org/10.3390/coatings12010033
Hashemzadeh M, Raeissi K, Ashrafizadeh F, Hakimizad A, Santamaria M, Lampke T. Silicate and Hydroxide Concentration Influencing the Properties of Composite Al2O3-TiO2 PEO Coatings on AA7075 Alloy. Coatings. 2022; 12(1):33. https://doi.org/10.3390/coatings12010033
Chicago/Turabian StyleHashemzadeh, Mehri, Keyvan Raeissi, Fakhreddin Ashrafizadeh, Amin Hakimizad, Monica Santamaria, and Thomas Lampke. 2022. "Silicate and Hydroxide Concentration Influencing the Properties of Composite Al2O3-TiO2 PEO Coatings on AA7075 Alloy" Coatings 12, no. 1: 33. https://doi.org/10.3390/coatings12010033