There are a lot of pollutants such as rust on the surface of waste construction machinery parts. It is necessary to remove the pollutants on the surface of these parts to ensure their quality when they are inspected, repaired, and assembled [
1,
2]. At present, single- or multiple-combined processes, such as high-pressure water jet cleaning, steam cleaning, shot blasting, high-temperature roasting, chemical cleaning, and manual polishing, are usually used for treating pollutants [
3,
4,
5,
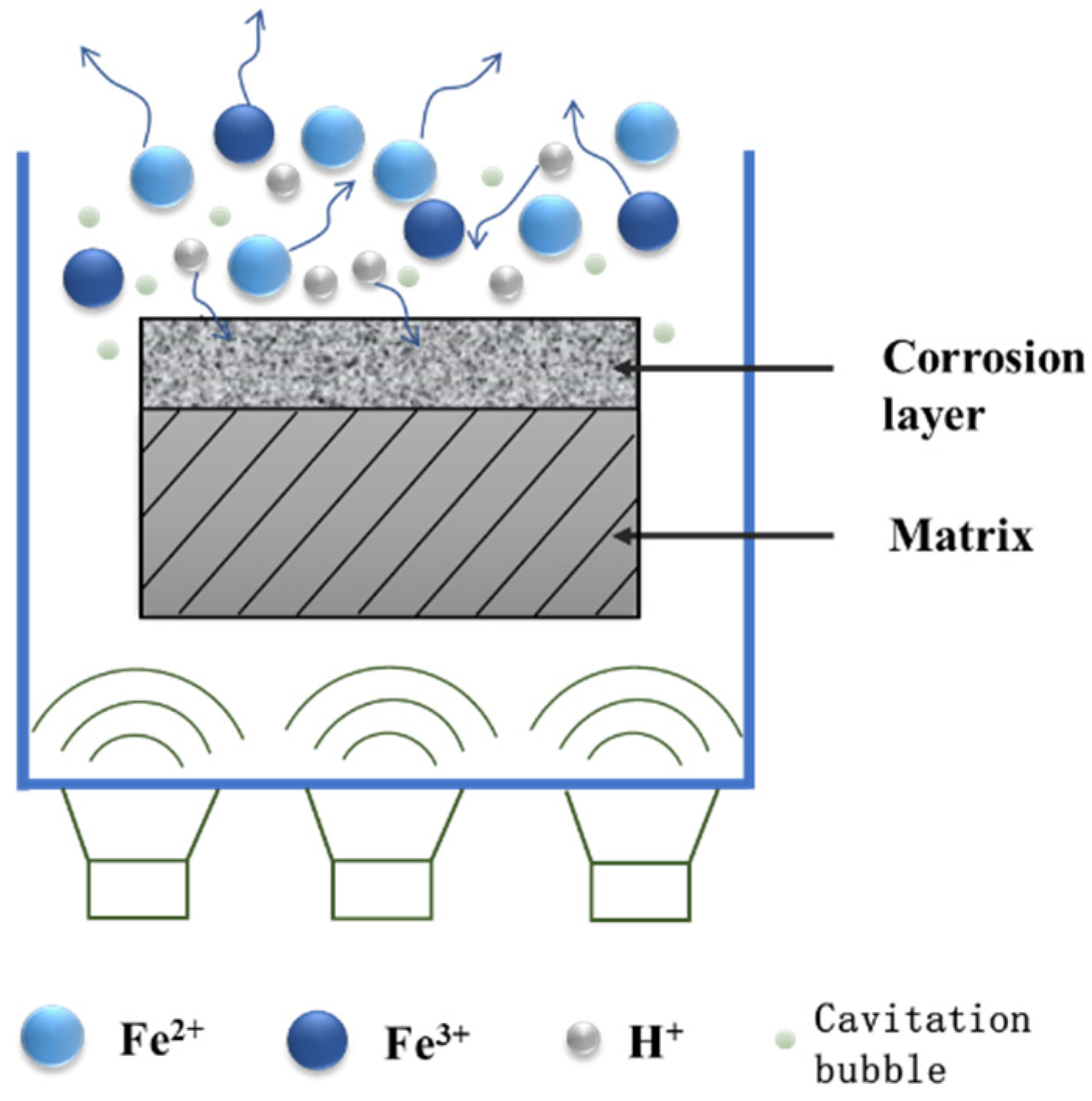
6]. However, steam cleaning and high-temperature roasting have high costs, while shot blasting easily damages the substrate. Manual polishing is low in efficiency and high in labor costs, and the cleaning effect is not obvious. We have independently developed a derusting test machine with an ultrasonic generator and a heating device to solve the problem of cleaning rust layers on surfaces. A special, environmentally friendly formula, with citric acid as the main body, has been developed and a process of ultrasonic rust removal has been used to remove the rust layer on the surface of the sample parts. Under the action of the sound field, the cavitation bubbles in the cleaning tank rapidly expand and contract, resulting in local high temperature and high pressure. This has the effect of destroying the rust layer on the sample’s surface. At the same time, the strong ultrasonic oscillation continuously agitates the cleaning liquid [
7,
8], accelerates the chemical interaction between the rust remover and the rust layer [
9,
10], and continuously dissolves and penetrates the dirt. At present, there have been many achievements in the field of ultrasonic cleaning and environmentally friendly rust removal. Zhang Baocai et al. [
11] used ultrasonic compounding of molten salt cleaning technology to remove thick paint on the surface of remanufactured end caps. They combined the technology of chemical paint removal and ultrasonic cavitation, and explored the impact of cleaning temperature and ultrasonic power on the composite cleaning cycle. Wang Jian et al. [
12] used the potential tracking method to study the dynamic changes in the ultrasonic pickling process of steel and the removal mechanism of the oxide layer. They found that the introduction of ultrasonic waves in the pickling process produced ultrasonic cavitation, which accelerated the reaction and greatly improved the rust removal rate. Lin Jinzhu [
13] analyzed the physical and chemical properties of citric acid and the mechanism of rust removal. He pointed out the necessity and importance of using environmentally friendly acid to remove rust, laying a foundation for the establishment of a rust removal program.
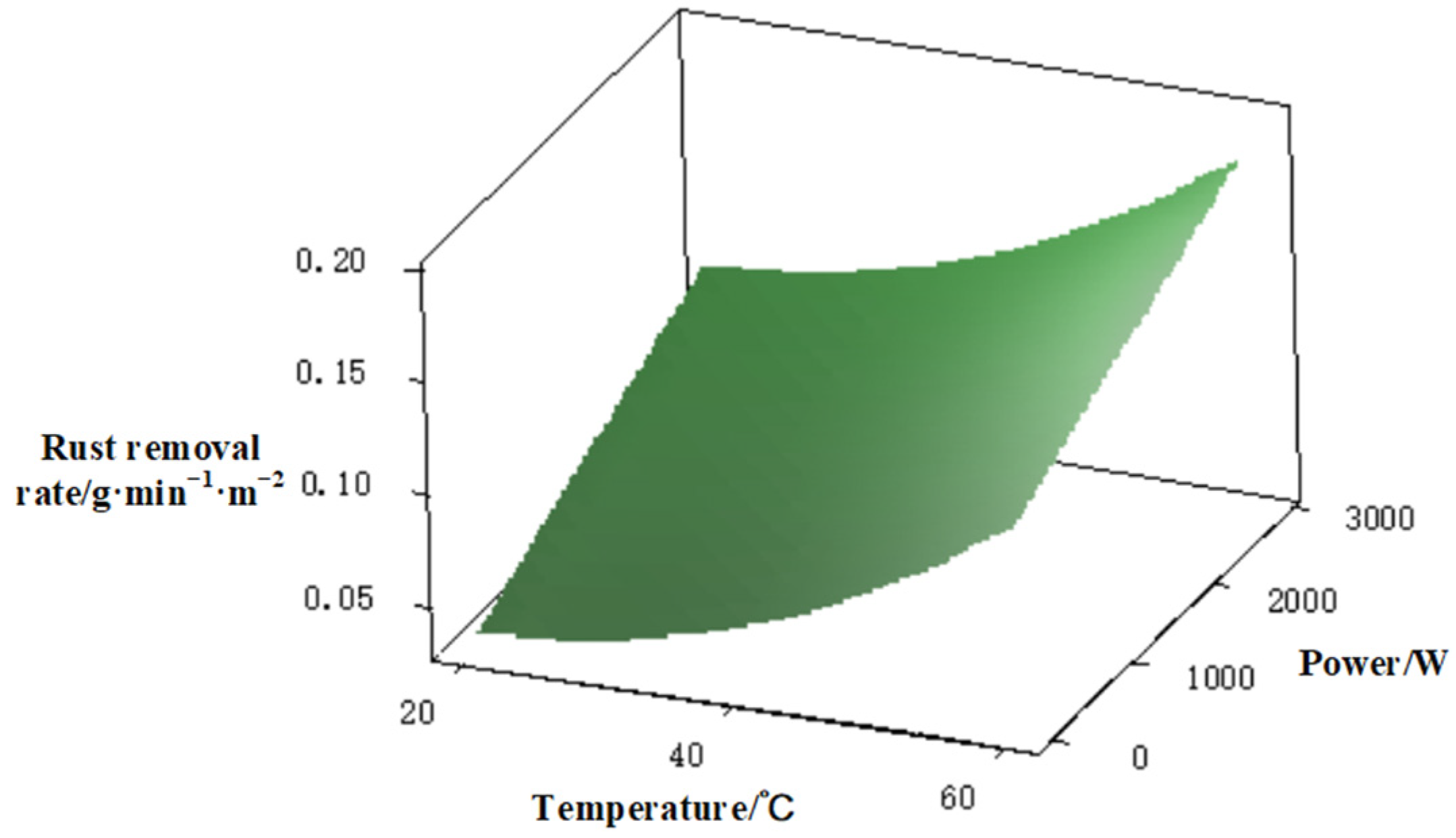
A large number of single-factor tests have proved that cleaning fluid temperature and ultrasonic power have a direct effect on the rust removal rate. However, the joint effect of the two factors on the rust removal process is rarely studied. Response surface methodology (RSM) can be used to study the effects of one or more factors by facilitating the design of a reasonable test scheme, while the optimal conditions or results in the experimental design are found by analyzing the response surface or contours [
14,
15]. Therefore, this experiment intends to explore the combined effect of temperature and ultrasonic power through the response surface method. Response surface methodology mainly includes central composite design (CCD) and Box–Behnken experimental design (BBD). Of these two, the most widely used is central composite design [
16,
17]. In the CCD test design, the test points are composed of cube points, center points, and axial points [
18,
19], which are sequential, efficient, and flexible [
20,
21]. There are many practical applications of response surface methodologies in process parameter optimization. Yan Dongping et al. [
22] used the central composite design to study the effect of process parameters in the milling experiment on the cutting force of the titanium alloy TC21. Yuan Julong et al. [
23] optimized the polishing process of YG8 cemented carbide inserts via a response surface methodology so as to quickly determine the best process parameters of YG8 rake face polishing. Wang Qun et al. [
24] used a response surface methodology to explore the effects of potassium ferrate dosage in flocculant and water pH on the water turbidity and UV254 removal rate, and optimized process parameters by establishing a secondary response model. Therefore, not only can the RSM establish a continuous mathematical model, but it can also show the interaction between factors, which is often used in process parameter optimization.
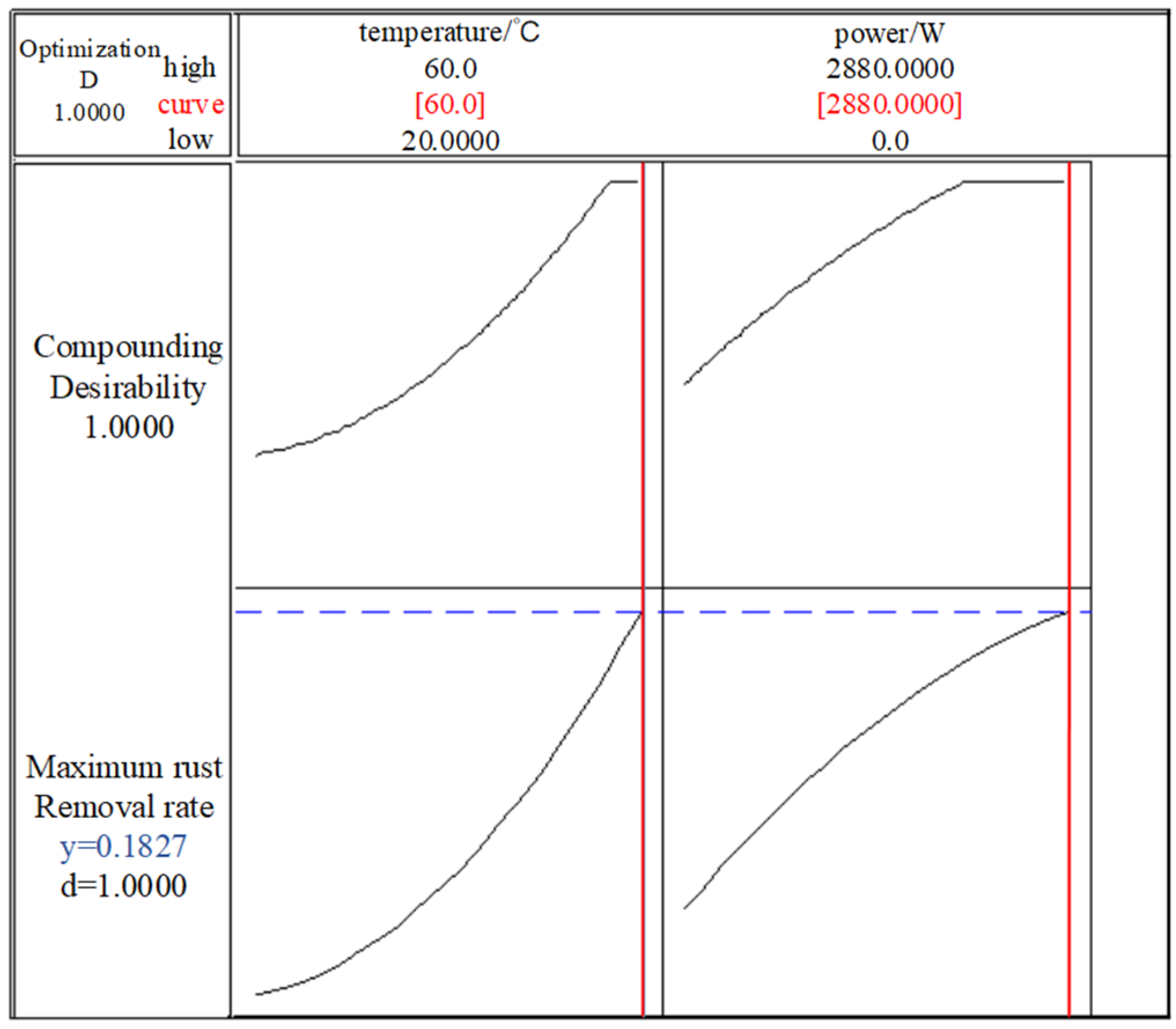
In this paper, the rust removal rate test was designed by combining RSM and CCD. A regression equation and a response surface model were established to study the effect of cleaning temperature and ultrasonic power on the rust removal rate. The optimal parameters of the rust removal process were found, and the cleaning technology was optimized, which provided theoretical support for the application of ultrasonic rust derusting technology in the remanufacturing cleaning field.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}