1. Introduction
Aluminum oxide coatings have received wide attention because of their good mechanical and tribological properties, high resistance to thermal degradation and corrosion and a low electrical conductivity. These excellent properties allow alumina to be used in various fields like wear or corrosion protection of metal surfaces [
1,
2,
3,
4,
5,
6]. However, despite their high hardness, the alumina coatings are brittle and have relatively high friction coefficients under dry sliding conditions. In order to improve the toughness, brittleness, thermal or tribological properties of alumina coatings, various additives such as ZrO
2 [
7,
8,
9,
10], TiO
2 [
7,
11], graphite [
12], and graphene nanoplatelets [
13] are used.
Atmospheric plasma spraying is one of the most popular thermal spray processes used for the deposition of alumina and alumina composite coatings. It was demonstrated that the final properties of alumina coatings are strongly related to the phase composition as well as the amount of additives [
2,
3,
4,
5,
8,
9,
10,
12,
14,
15]. The variation of the spraying parameters (power, distance, substrate temperature, feedstock powder injection place) and feedstock powders characteristics (size, shape, composition etc.) strongly affects the phase composition and properties of the sprayed coatings [
2,
3,
4,
5,
8,
9,
10,
14,
16]. It was demonstrated that the presence of γ-Al
2O
3 phase enhanced the thermal and electrical properties. Meanwhile, the αAl
2O
3 phase could increase the hardness and dielectric properties of the alumina or alumina composite coatings [
1,
2,
15]. Deng et al. [
1] demonstrated that the friction coefficient and wear rate strongly depend on the counterpart body type used. The coefficient of friction (CoF) value and specific wear rate of Al
2O
3 was ~0.62 and 2.85 × 10
−4 mm
3/Nm, when Al
2O
3 ball was used.
One of the most common additives used to improve the thermal, corrosion, tribological and mechanical properties of alumina coatings is zirconium oxide [
5,
6,
7,
8,
9,
14,
15,
17,
18,
19,
20,
21,
22,
23,
24,
25]. It was demonstrated that the yttria partially stabilized zirconia (YSZ)-Al
2O
3 composite coatings can be used as common thermal barrier coatings for jet engines, gas turbines or diesel engines [
5,
23,
24]. Those coatings allow one to reduce the metal surface temperatures, impart high thermal resistance and enhance durability of coated components [
5,
23,
24,
25]. Another important field of application of Al
2O
3-ZrO
2 coatings is to protect metallic surfaces from wear and reduce the friction coefficient under dry sliding conditions [
6,
7,
8,
9,
17,
18,
19,
20,
21,
22]. It was verified that an Al
2O
3 coating reinforced by ZrO
2 demonstrated an average friction coefficient of about 0.92 under a 5 N load and a test duration of 10–30 min [
7]. The microhardness was reduced but the toughness was improved with the increase in ZrO
2 content in the Al
2O
3 coatings [
8]. Liang et al. [
9] demonstrated that the friction coefficients of ZrO
2-15 wt.% Al
2O
3 coatings were higher than for ZrO
2-30 wt.% Al
2O
3 and varied in the range of 0.2–0.75 depending on the loads and sliding velocities used, while the wear rates of ZrO
2-Al
2O
3 coatings changed from 15 × 10
−6 up to 100 × 10
−6 mm
3/Nm [
9]. Kim et al. [
17] found that the incorporation of CaF
2 into Al
2O
3-15 wt.% ZrO
2 coatings reduced the microhardness and friction coefficients but increased the wear rates. It should also be noted that the friction coefficients of Al
2O
3-15 wt.% ZrO
2 coating varied in the range of 0.4 to 0.9 depending on the tribological test parameters. Zhao et al. [
14] obtained that the friction coefficients and specific wear rates for Al
2O
3-15 wt.% ZrO
2 coatings were in ranges of 0.40–0.45 and (5–18) × 10
−5 mm
3/Nm, respectively. Yu et al. [
18] indicated that the mechanical properties and wear resistance of Al
2O
3-20 wt.% ZrO
2 coatings were improved by laser melting. Zhang et al. [
19] demonstrated that the friction coefficient of Al
2O
3-40 wt.% ZrO
2 coating was 0.74, while with the addition of 3 wt.% Y
2O
3 into the coating, the friction coefficient was reduced by ~22%. It was observed that the friction coefficient of Al
2O
3-ZrO
2 coating was higher by 40%, while the wear rate was about 15% lower compared to Al
2O
3 coating sprayed using identical parameters [
16]. Dejang et al. [
20] obtained that the addition of ZrO
2 increased the γ-Al
2O
3 phase fraction and improved the fracture toughness, reduced the friction coefficient and wear rate of coatings. Tingaud et al. [
22] observed that the friction coefficient was slightly higher, but the wear rate was up to nine times lower when ZrO
2 is introduced into alumina coatings.
These studies demonstrated that the tribological properties of the alumina-zirconia coatings strongly depend on the used load values, counterbody properties, initial composition and type of employed Al
2O
3-ZrO
2 feedstock powders, as well as on the spraying process conditions [
6,
7,
8,
9,
17,
18,
19,
20,
21,
22]. However, it is hard to properly compare the obtained tribological properties of Al
2O
3 and Al
2O
3-ZrO
2 coatings as the different studies used various tribological testing techniques from pin-on-disk to ball-on-disk, and various types of counterpart balls (from Si
3N
4 to Al
2O
3 to steels) with various ball diameters (
Table 1) [
1,
2,
14,
16,
17,
18,
19,
20,
22]. Also, the applied loads used for the tribological test of the coatings ranged from a few Newtons up to 60 N or even higher values, and various sliding velocities were applied [
1,
2,
9,
14,
22]. It should be highlighted that most of the alumina and alumina-zirconia coatings are sprayed using argon or argon-hydrogen gas [
1,
2,
3,
8,
9,
14,
15,
22]. Meanwhile, the use of oxygen, nitrogen, or air as the main gases to form plasma for the deposition of alumina or alumina-zirconia coatings is less studied [
12,
26]. One of the aforementioned gas type drawbacks is that it increases the likelihood of surface oxidation or could cause the formation of undesirable compounds such as nitrides, which is not always desirable. However, the application of the air as the primary gas could be cost-effective as the gas consumption in plasma spraying is quite high. The information relating to the formation of alumina-zirconia coatings by an air-hydrogen plasma and the tribological behavior of such coatings is quite limited in the scientific literature. The main aim of this research was to investigate the influence of arc current and zirconia addition on the surface morphology, phase composition and tribological properties of Al
2O
3 coatings sprayed using an air-hydrogen gas mixture by atmospheric plasma spraying.
3. Results and Discussions
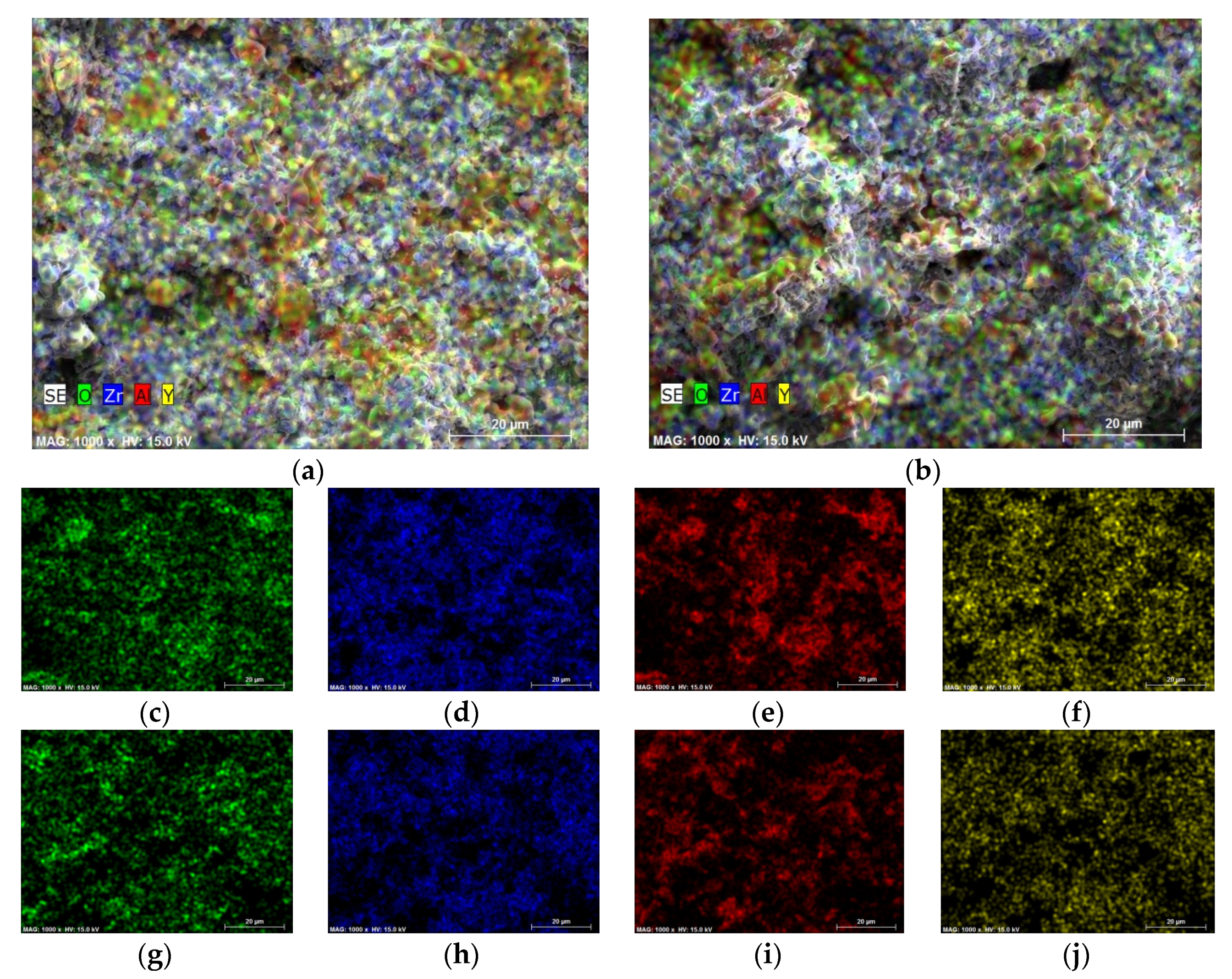
SEM images of the alumina and alumina-zirconia coatings deposited at various arc currents are given in
Figure 1. It can be seen that for the aluminum oxide coatings, the amount of molten particles had increased, and the size of particles had slightly reduced at the higher torch power (
Figure 1a–d). Spherical and irregular shaped particles of size from 1 to 20 µm could be found. The Al
2O
3 coatings had some pores, voids and micro-cracks (
Figure 1b,d). The surfaces of the Al
2O
3-ZrO
2 coatings are slightly more homogenous and smoother than the Al
2O
3 coatings. The surface contains partially and fully molten particle zones, spheroidized particles, and also, some voids and pores could be observed (
Figure 1f,h). The thickness of the alumina coatings was 30–40 µm. The thicknesses of the Al
2O
3-ZrO
2 coatings were up to 40 and ~70 µm prepared at 180 A and at 220 A, respectively. With increasing arc current, it could be seen that the melting degree of the particles had enhanced as the average plasma temperature had increased by ~70–85 K. It should be noted that the plasma jet temperature was higher than the melting points of alumina (~2320 K) and zirconia (~2950 K) feedstock powders [
8]. With the enhancement in arc current from 180 to 220 A, globule-like formations could be perceived, and cauliflower-like structures could be ascertained (
Figure 1h). The small amount of unmelted or semi-molten particle fragments obtained on the surface of the coatings prepared at the higher arc current is due to the lower temperature in the peripheral region of the plasma jet and the different sizes of feedstock powders used [
15].
The distribution of the oxygen, zirconium, aluminum, and yttrium on the surface of the Al
2O
3-ZrO
2 coatings are presented in
Figure 2. The images indicated that the alumina and zirconia feedstock powders were homogenously spread on the surface. The EDX measurements indicated that the major elements found in the alumina-zirconia coatings were aluminum (
Figure 2e,i), oxygen (
Figure 2c,g), zirconium (
Figure 2d,h), yttrium (
Figure 2f,j) alongside a low amount of impurities. The composition of oxygen was found to be marginally reduced from ~21.9 wt.% (~50.0 at.%) to 20.4 wt.% (~48.7 at.%) with the increase in arc current. Similarly, for aluminum, a slight reduction from 18.8 wt.% (~25.4 at.%) to ~16.2 wt.% (~24.4 at.%) was observed. Despite the addition of only 10 wt.% of ZrO
2 powders into alumina, the content of zirconium was 52.7 wt.% (~21.6 at.%) and 56.2 wt.%. (~23.5 at.%), respectively. The fraction of yttrium had slight increased from 4.97 wt.% (~2.1 at.%) to 5.61 wt.% (~2.4 at.%) with the increase in arc current.
The used Al2O3 and ZrO2 feedstock powders were mixed mechanically. Thus, due to different size and shape of used Al2O3 (non-regular shape) and ZrO2 (mainly spherical shape) powders and their densities, the flowability of powders would be different. Also, it could result into separation and segregation of the powders in the feeder. Thus, probably more of ZrO2 powders would be injected during the deposition. Also, some amount of alumina powders could be lost in plasma plume due to melting and vaporization of powders, as the Al2O3 melting temperatures are lower than compared to ZrO2 powders. The elemental composition of Al2O3 was aluminum and oxygen, with a low amount of impurities (Fe, Na) related to the nature of the employed feedstock powders, in addition to carbon due to absorption of the atmospheric gases. The weight percentage ratio of oxygen to aluminum (O/Al) slightly decreased from 1.00 to 0.97 with the enhancement of arc current for the alumina coatings.
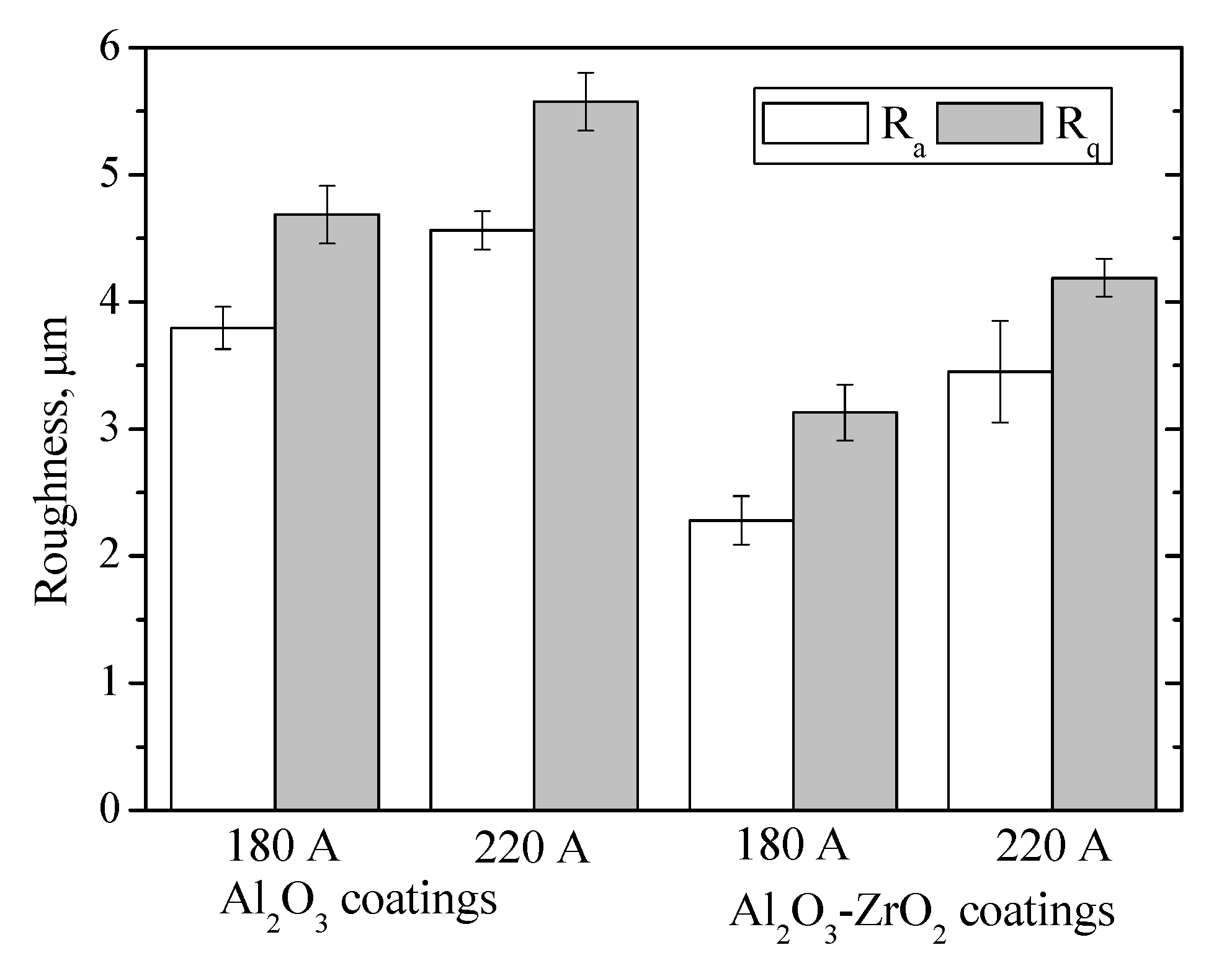
The average surface roughness (R
a) and the root-mean-square roughness (R
q) of the Al
2O
3 coating deposited at 180 A was ~3.79 and 4.69 μm, respectively (
Figure 3). The surface roughness of the Al
2O
3 coating increased to R
a = 4.56 μm and R
q = 5.58 μm with the increase of arc current. As regards the average surface roughness of alumina-zirconia coatings, the R
a increased from ~2.28 to 3.43 µm, with increase in arc current from 180 to 220 A, respectively. The R
q values had followed a similar trend with values at 180 and 220 A arc currents being 3.04 and 4.35 µm. Thus, with the increase of the plasma jet temperature, the roughness of the coatings increased, while the addition of ZrO
2 reduced the surface roughness. Usually, a higher melting degree of particle as plasma velocities increase results in a lower surface roughness of sprayed coatings [
2,
3,
22]. The slightly higher surface roughness of the alumina-zirconia coating prepared at 220 A is due to the higher thickness value (as XRD (
Figure 4) revealed only insignificant intensities of the steel substrate). The increase of roughness of Al
2O
3 coating at higher arc current could be explained in such way: The Al
2O
3 particles probably are only partly melted at 180 A and when it impacts the surface, partly melted particles split into smaller fragments and some of these fragments do not stick on the surface or are poorly adhered to it. As the temperature and velocity of the plasma are increased, the melting degree of the particles is enhanced, and a higher amount of particles would stick and be solidified on the surface. However, even at higher arc currents, the temperature required in order to fully melt the Al
2O
3 particle was not reached. As a result, the surface roughness is slightly increased.
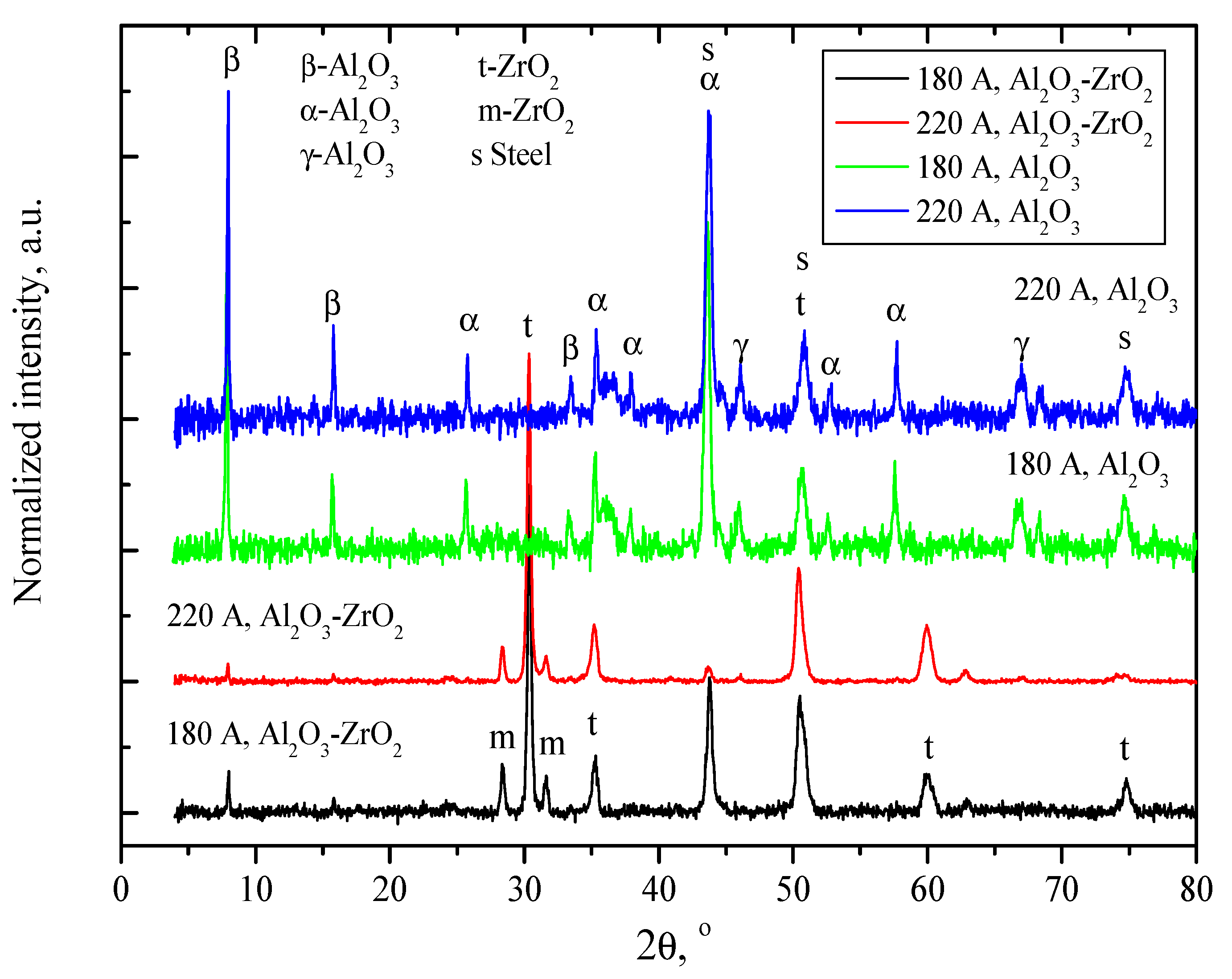
The XRD patterns of the as-sprayed Al
2O
3 and Al
2O
3-ZrO
2 coatings are given in the
Figure 4. The Al
2O
3 coatings consisted of hexagonal β-Al
2O
3, rhombohedral α-Al
2O
3 and cubic γ-Al
2O
3 phases. It was obtained that the beta-Al
2O
3 is the dominant phase. The peaks obtained at ~7.8°, ~15.7° and ~33.2° are assigned to sodium aluminum oxide (card No. 32–1033) with the β-Al
2O
3 (002), (004) and (107) orientations, respectively [
12]. The diffraction peaks found at ~25.7°, ~35.2°, ~37.8°, ~43.4°, ~52.6° and ~57.6° are related to α-Al
2O
3 phase of (012), (104), (110), (113), (024) and (116) orientations, respectively [
3,
12,
13,
14,
15]. It should be noted that the initial alumina powders consisted of α-Al
2O
3 phase and sodium aluminum oxide (NaAl
11O
17) (beta phase), and the intensities of α-Al
2O
3 peaks were dominant [
27]. Meanwhile, the low intensity peaks at 45.9° and 66.9° are related to existence of γ-alumina phases in the coatings (
Figure 4) [
3,
15]. It should be noted that the peaks at 43.7°, 50.7° and 74.6° are attributed to the steel substrate [
12]. The increase in arc current slightly changed the intensities of the alumina phase peaks. The relative intensities of the dominant peaks were taken, and different phase ratios were calculated. It was obtained that the β-Al
2O
3/γ-Al
2O
3 ratio was slightly reduced from 6.0 to 5.9 with the increase in arc current. The α-Al
2O
3/γ-Al
2O
3 ratio decreased from 2.0 to 1.6, while β-Al
2O
3/α-Al
2O
3 ratio increased from 3.0 to 3.6 with the increase in arc current.
With the addition of zirconium oxide into the feedstock powders (
Figure 4), the intensity of the alumina peaks in the XRD patterns of the Al
2O
3-ZrO
2 coatings was drastically reduced. The dominant peaks were attributed to the tetragonal (t-ZrO
2) and monoclinic phase (m-ZrO
2) of zirconia [
14,
15,
20,
28]. The XRD patterns of the coatings had not showed the cubic phase of zirconia. The peaks found at 2θ = 30.2° (101), 35.3° (110), 50.5° (200), 59.96° (211) are assigned to the t-ZrO
2 phase [
28]. Meanwhile the lower intensity peaks at ~28.4° (
) and ~31.6° (−111) are attributed to the monoclinic ZrO
2 phase [
26,
28]. The ratio of the highest peaks corresponding to t-ZrO
2 (~30.2°) and α-Al
2O
3 (~35.2°) was hard to determine as α-Al
2O
3 peak overlapped with t-ZrO
2 peak and was very weak. The increase in arc current also slightly enhanced the intensity of the γ-Al
2O
3 peaks. The intensity ratio of t-ZrO
2/m-ZrO
2 peaks were 6.7 and 9.5 for the coatings prepared at 180 and 220 A, respectively. While the t-ZrO
2/m-ZrO
2 ratio was ~3.8 in the feedstock powders. The m-ZrO
2 phase fraction in total ZrO
2 content was calculated using following equation [
28]:
where C
m is the content of m-ZrO
2 phase, I is the intensity of diffraction peak, subscript monoclinic (m) and tetragonal (t) the phase type.
The results indicated that the increase in arc current reduced the monoclinic phase content from ~17.6% to 13.2%. It should be noted that the m-ZrO
2 phase fraction in the YSZ feedstock powders was ~27.1%. The reduction of the monoclinic phase in the coatings indicates the phase transformation during particle flight and solidification on the surface [
19,
26]. Also, the increase of the plasma jet temperature enhances the melting degrees of feedstock particles and leads to higher phase transformation values. With the increase in arc current from 180 to 220 A, the plasma temperature increases from 3400 to 3485 K and therefore, more Al
2O
3 feedstock particles are fully melted, or the fraction of the molten state would be higher. Thus, this resulted in the slight increase of the beta-Al
2O
3 and gamma-Al
2O
3 phase fraction in the Al
2O
3 coatings. It was demonstrated that with the increase of plasma arc current (plasma jet temperature) the content of the α-Al
2O
3 phase is reduced due to the higher degree of melting of the particles [
1,
3]. Tingaud et al. [
22] found that the sprayed alumina and alumina-zirconia coatings mainly consisted of α-Al
2O
3 phase and only a minor fraction of γ-Al
2O
3 phase. The intensities of α-Al
2O
3 peaks in our coatings is also higher compared to γ-Al
2O
3 (
Figure 4). Usually, the γ-Al
2O
3 phase dominates in the as-sprayed Al
2O
3 or Al
2O
3 composite coatings [
1,
2,
14,
15]. Several reasons could be attributed to explain such obtained results. Firstly, the cooling rate of molten or partly molten particles on the surface is insufficient. That is, the high heat flux delivered by the plasma flow to the surface of the coating keeps the particles in the liquid state for the longer time and delays the solidification of lamellae. As a result, the gamma phase can recrystallize back into the alpha phase [
2,
15,
26,
29]. The second factor is that a partial heat treatment takes place during the deposition of the coatings. The surface of the coating is locally heated by the plasma torch as it moves over the substrate. Thus, the locally heated regions composing of the metastable gamma phase can partially re-transform into the stable alpha phase [
2,
22]. The third reason is associated to the fact that the coating contains unmelted or partially melted particles identical to the initial feedstock, i.e., the alumina powder with the dominant alpha phase [
22,
26]. The final factor is that the partially melted alumina particles are represented by a liquid fringe (gamma phase) and a solid heart (alpha phase). The solid part acts like a germ and spreads into all the grains, which then have the alpha phase as resultant [
22]. The surface morphology images of the coatings indicated that at higher arc currents, a more compact surface morphology with lower size particles was formed. So, a better contact between individual splats was formed and the cohesion would be higher [
3,
15]. It was demonstrated that the level of the micropore volume typically obtained at splat boundaries of the sprayed Al
2O
3 coatings is reduced when the melting degree of the particles is enhanced [
2,
3].
The variation of the friction coefficient versus sliding time for the Al
2O
3 and Al
2O
3-ZrO
2 coatings is presented in
Figure 5. As the tribo-run progressed, the friction coefficients of all the coatings gradually increased with time, eventually reaching steady state values of ~0.65–0.70 after 300–500 s. The further increase in sliding time resulted in only a marginal increase in the friction coefficients of the coatings and at higher time ranges (more than 1000 s), it fluctuated within a small range (
Figure 5). In the running-in stage, the friction coefficient is enhanced due to the increase in dry sliding contact area caused by the reduction in surface roughness of the coatings. When the high asperities are cut in the contact area, the friction coefficient become stable. Thus, it indicates the wear behavior of the coupled materials [
2]. It should be noted that the friction coefficient curve versus time of the alumina coatings demonstrated slightly higher fluctuations compared to Al
2O
3-ZrO
2. It was obtained that the larger surface roughness resulted in the higher fluctuation of the friction coefficient curve [
1].
The coefficient of friction (CoF) was calculated when a steady state was reached and the last 10% of CoF values with the corresponding standard deviations were considered. The average steady state coefficients of friction of the sprayed coatings are given in
Figure 6a. It should be noted that the average CoF values of the Al
2O
3 coatings produced at 180 and 220 A were 0.746 ± 0.010 and 0.723 ± 0.011, respectively. The addition of the ZrO
2 into the Al
2O
3 feedstock powders only slightly changed the CoF values (
Figure 6a). The alumina-zirconia coating prepared at 180 A demonstrated a CoF of ~0.735 ± 0.015. With the increase in arc current, the average CoF value remained similar: 0.736 ± 0.042.
The average wear rates of the alumina coatings deposited at 180 and 220 A were 4.55 × 10
−5 and 3.88 × 10
−5 mm
3/Nm, respectively (
Figure 6b). The addition of ZrO
2 reduced the specific wear rate down to 1.25 × 10
−5 mm
3/Nm for Al
2O
3-ZrO
2 deposited at 180 A. The normalized wear rate was found to immeasurable, reasons owing to mere bulk-material transfer leading to plastic deformation, when the alumina-zirconia coating was deposited at 220 A. It should be noted that the wear rate of AISI 304 L steel was 1.17 × 10
−4 mm
3/Nm.
The tribological tests indicated that the friction coefficient and specific wear rate of Al
2O
3 were slightly improved with the increase in arc current. Thus, the alumina particles would have reached higher temperatures in the plasma jet and when the particles impacted the substrate, a better contact between splats would have been obtained and the number of pores at the splat boundaries would have been reduced [
3]. The Al
2O
3-ZrO
2 coatings had lower specific wear rates than Al
2O
3–coatings under the same formation conditions. These results indicate that the addition of zirconia improved the interfacial adhesion between individual splats and the mechanical properties, as a result, the wear resistance was enhanced [
15]. Liang et al. [
9] observed that the presence of more pores will cause a high stress concentration and lead to the formation of cracks, resulting in a low wear resistance.
As the plasma temperature increased, the deposited coatings would be denser and less porous, due to a higher particle melting degree and higher particle velocities and would thus, demonstrate better tribological properties [
2,
22,
26]. Such a trend is related to the reduction of the poorly adhered particles embedded into the coating matrix at higher arc currents. As a result, the amount of the stacking defect density is reduced and higher cohesion values between lamellae is reached, thus the friction behavior of the coatings is improved. Meanwhile, the addition of zirconia led to the production of even denser, cohesive, more homogenous and smoother surface coatings. The specific wear rate of alumina-zirconia coatings is lower, despite the slightly higher or similar friction coefficient values compared to the alumina coatings. Thus, the addition of zirconia into the alumina matrix improved the wear resistance of the coatings. It should be noted that the friction coefficient increases as the contact area is higher [
2,
22]. The roughness of the alumina-zirconia coatings was ~25% to 40% lower when compared to the alumina coatings. Thus, the contact area between the coating and counterbody part is larger, resulting in the slightly higher friction coefficient values. Tingaud et al. [
22] also demonstrated that the addition of zirconia enhanced the friction coefficient of the coatings up to 5%, but reduced the wear rate up to nine times, when compared to alumina. The authors’ observation of improvement in the tribological properties is attributed to the higher cohesive values and a denser structure of the sprayed coatings [
15,
22].
The SEM images of the wear scar morphology of the coatings is presented in
Figure 7. The worn surface tracks of the alumina coatings were non-homogenous. SEM images indicated that the width of tribological tracks were ~700–650 and ~600 µm for the Al
2O
3 coatings deposited at 180 and 220 A, respectively (
Figure 7a,b). The surface of the coatings does not show formation of the micro-cracks or delamination of the splats. The wear track of the Al
2O
3-ZrO
2 coating was ~500 µm wide and was quite homogeneous in all length when 180 A was used (
Figure 7c). There were some microcracks and wear grooves formed and peeled-off particles (wear debris) on the surface (
Figure 7e) The wear track became slightly narrower, non-continuous and wear grooves are not pronounced for the coating deposited at 220 A (
Figure 7d,f). SEM images demonstrated that the material was removed only from the top portion of the hills’ region of the coating, and that the coating was insignificantly damaged after the tribological test. The wear debris found on the worn surface of all coatings indicate the abrasive wear mechanism [
1].
Several authors indicated that the wear resistance of the Al
2O
3-ZrO
2 [
26], Al
2O
3-ZrO
2-CeO
2 [
15] and Al
2O
3-ZrO
2-TiO
2 [
29] coatings was improved due to enhancement of α-Al
2O
3 phase content and reduction of γ-Al
2O
3 phase amount. The main reason for reduction of wear rate and in some cases, the friction coefficient of coatings, is that the α-Al
2O
3 phase has a higher hardness and elastic modulus, and also, fewer defects than γ-Al
2O
3 [
15,
20,
26,
29]. The phase transformation of tetragonal to monoclinic ZrO
2 phase was observed when comparing the XRD data of the feedstock powder and the Al
2O
3-ZrO
2 coatings. It was observed that a significant volume expansion of approximately 3–5 vol.% occurs when the tetragonal phase is transformed to monoclinic [
30]. As a result, a higher amount of micro-cracks and stress values between the steel substrate and the ceramic coating is observed [
15,
30]. Zhao et al. [
14] obtained that the wear rate of Al
2O
3-ZrO
2 coatings decreases (despite slightly higher friction coefficient values), due to the reduction of m-ZrO
2 phase and a better inter-splat bonding. The increase in the arc current from 180 to 220 A results in the higher plasma temperature and a better heat transfer to the feedstock particle. Thus, a higher inter-splat bonding between alumina and zirconia splats is obtained. Reduction of the intensities of α-Al
2O
3 and m-ZrO
2 phase peaks at higher arc currents is also attributed to the enhancement in the melted fraction of particles. Thus, the coatings sprayed at higher arc currents demonstrate an improved adhesion between the individual lamellae, are less porous, contain smaller sized pores and are denser. The reduction of pore sizes and semi-molten regions will suppress the pathways for the propagation of cracks and delamination of grains during the wear tests. The propagation of microcracks gradually peeled off the particles from the surface and the pulled-out (plowed) particles were crushed at the interaction zone between the coating and counterpart. Thus, the formed abrasive grains and wear debris could act as lubricants and slightly reduce the wear rate. However, the appearance of fluctuations on the friction curves of the Al
2O
3 coatings (
Figure 5), indicates that the particles act as abrasives and increase the wear rate of the coatings. Thus, the sprayed Al
2O
3 coatings demonstrated slightly higher wear rates compared to the Al
2O
3-ZrO
2 coatings (
Figure 6b). Mehar et al. [
29] indicated that at lower loads (15 N) plastic grooving and chipping were the dominant mechanisms of coatings wear. Wang et al. [
15] showed that the CoF and wear rate of alumina-zirconia coatings were 0.74 × 10
−3 and 0.86 × 10
−3 mm
3/Nm using 30 N, respectively. Several authors have indicated that the lower wear rate is associated with a better splat bonding adhesion, higher hardness, higher gamma phase content and lower porosity of alumina and alumina-zirconia coatings [
2,
14,
15,
22,
29]. The wear grooves could be seen on the worn surface areas, the surface is much less removed in the alumina-zirconia coatings deposited at 220 A (
Figure 7d,f). This indicates that the lowest amount of material is removed due to the highest splat bonding interactions and the wear rate is reduced.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}