Fibre Individualisation and Mechanical Properties of a Flax-PLA Non-Woven Composite Following Physical Pre-Treatments

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Flax Tows
2.1.2. Flax-PLA Non-Woven Preforms
2.1.3. Composite Manufacturing
2.2. Physical Pre-Treatments
2.2.1. Ultrasound
2.2.2. Gamma Irradiation
2.3. Characterisation
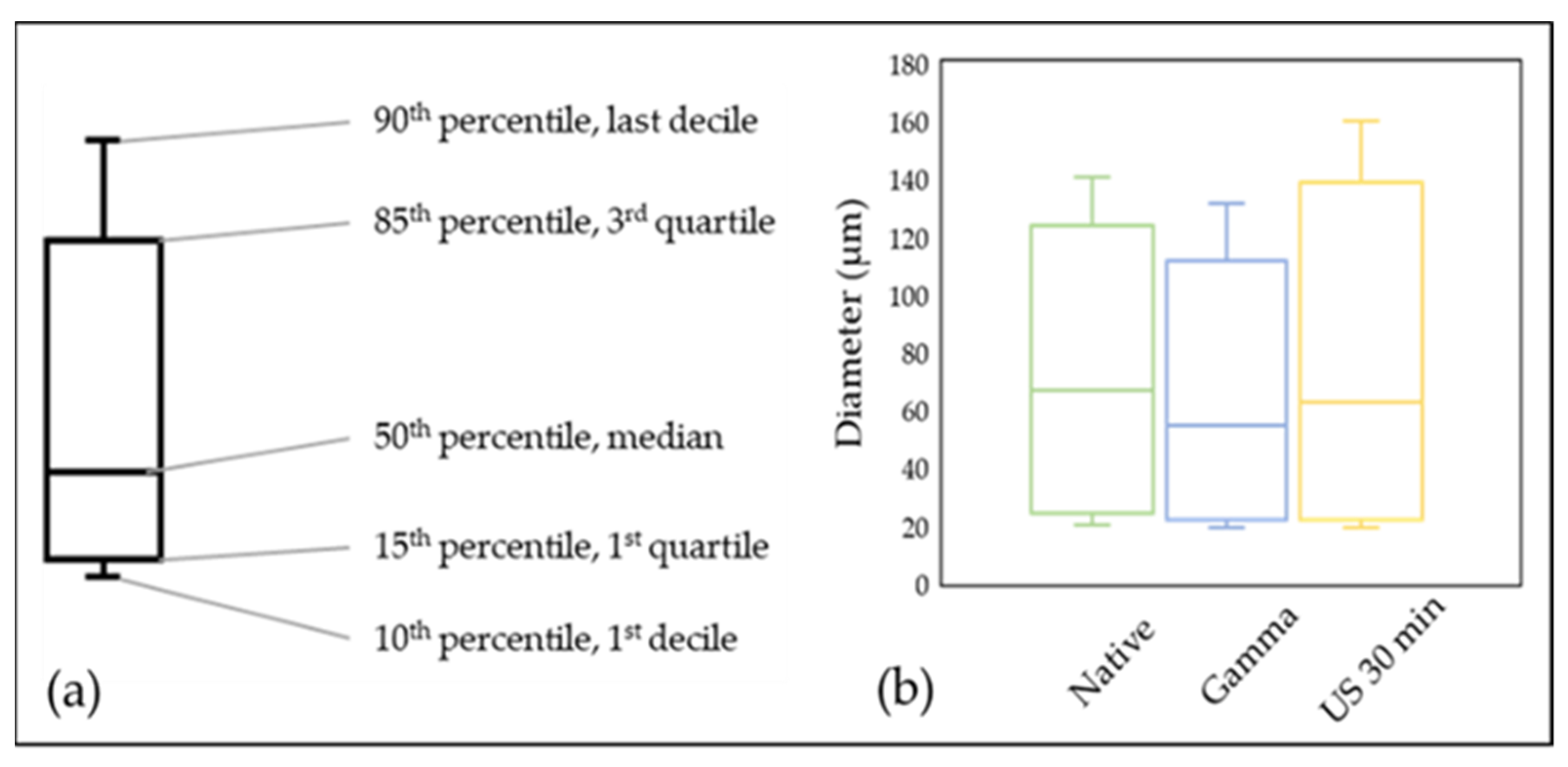
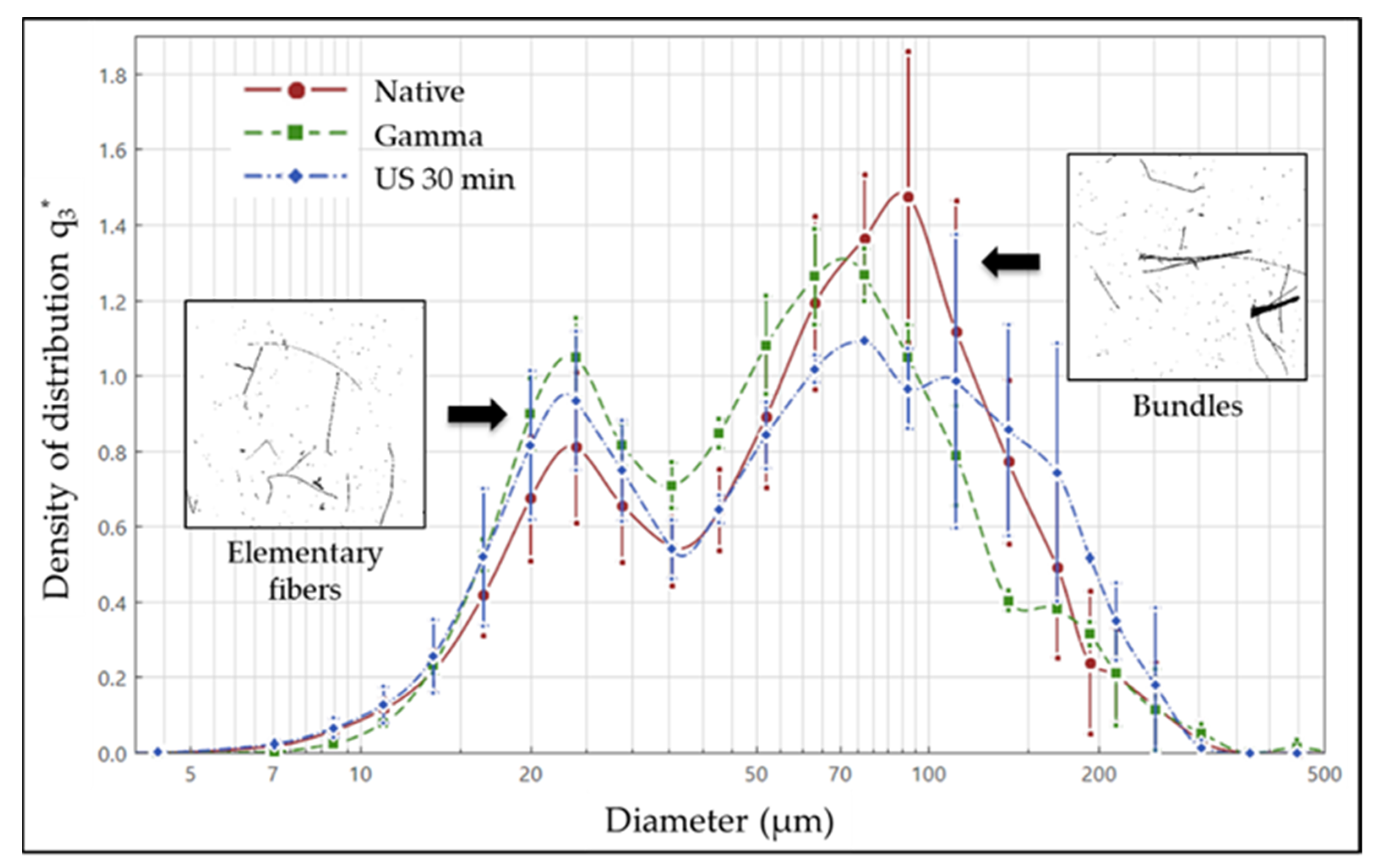
2.3.1. Particle Size Analysis
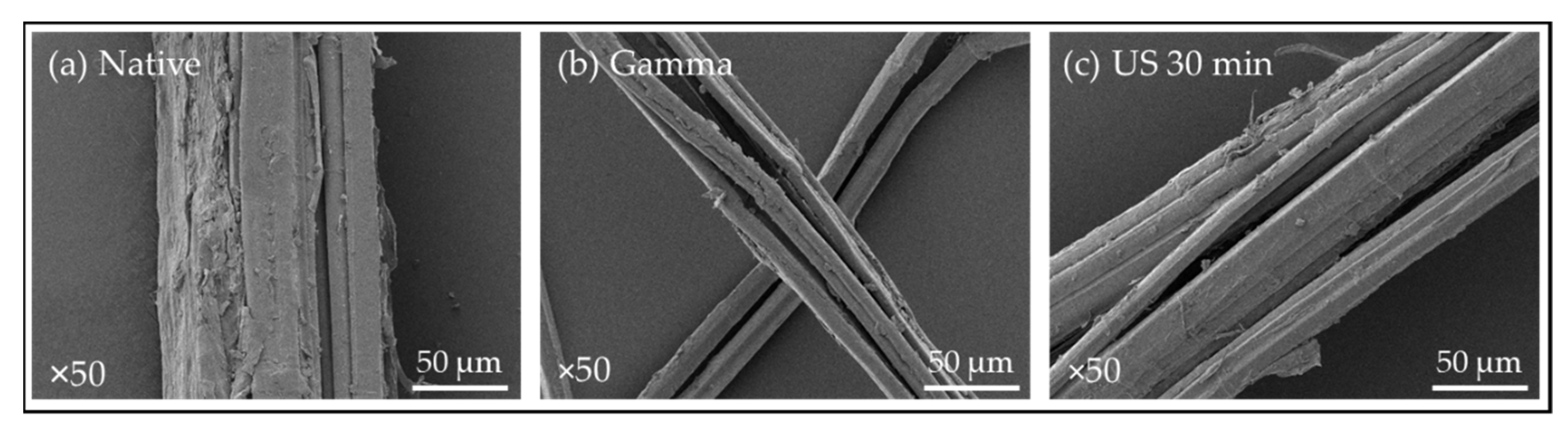
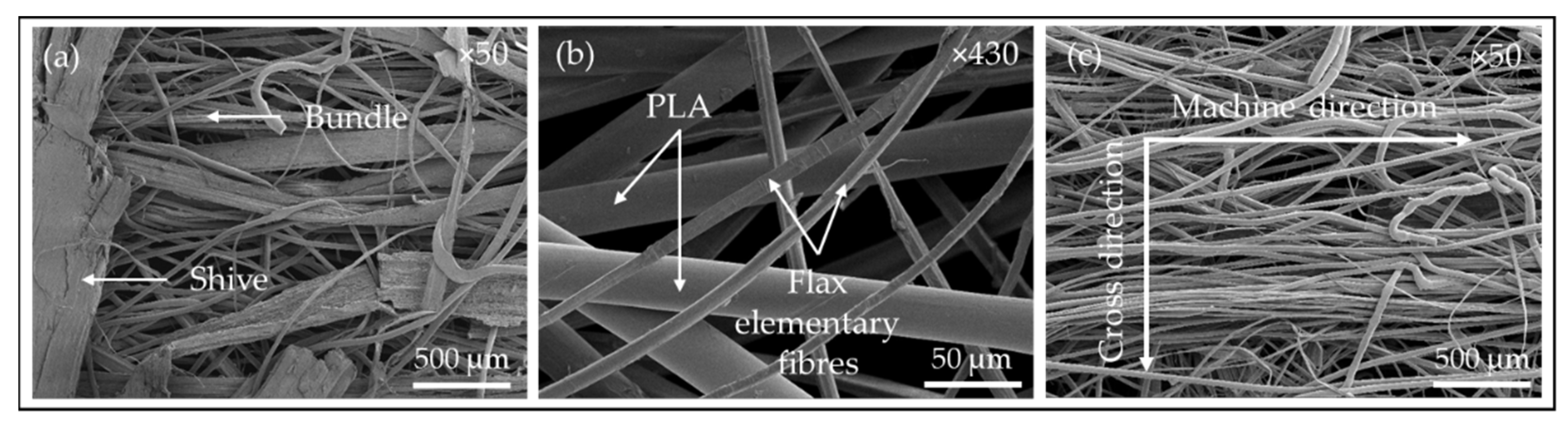
2.3.2. SEM Observations
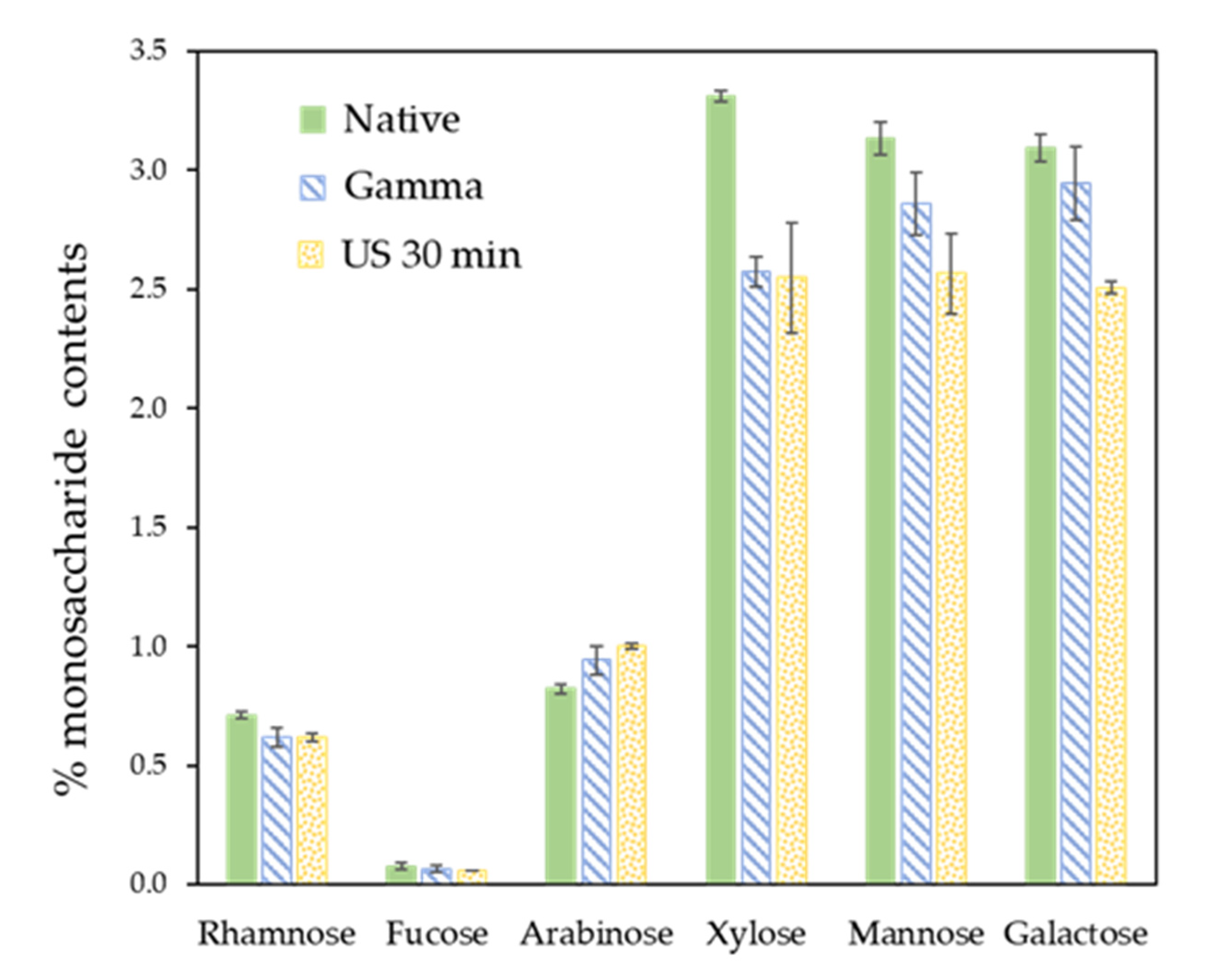
2.3.3. Monosaccharide Composition
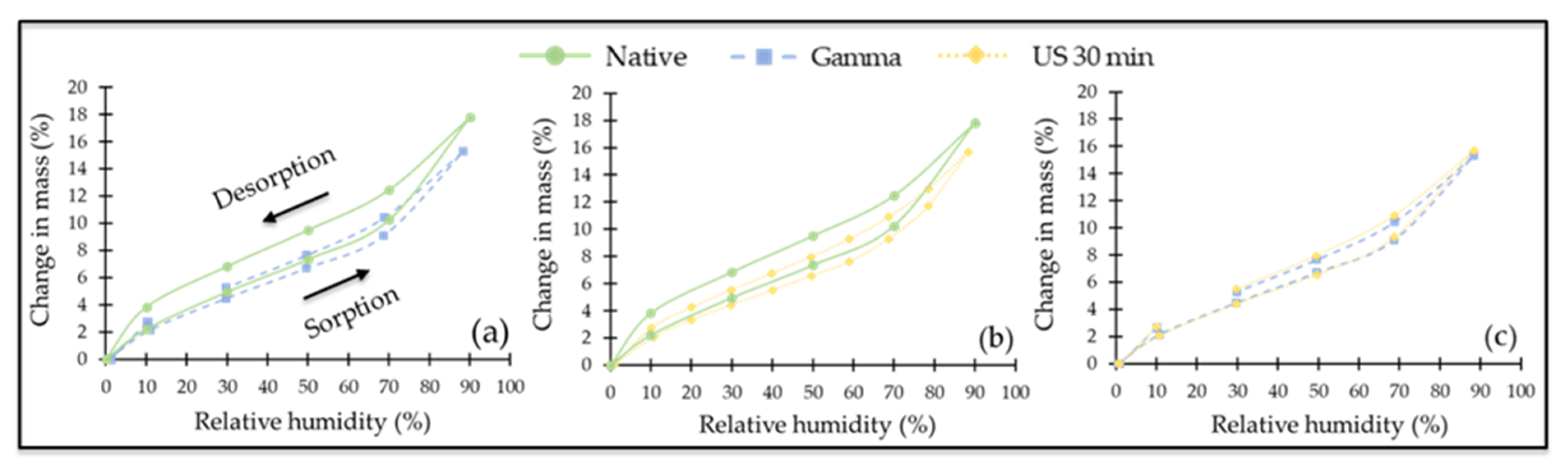
2.3.4. Water Sorption/Desorption
2.3.5. Mechanical Properties of the Composite Plates
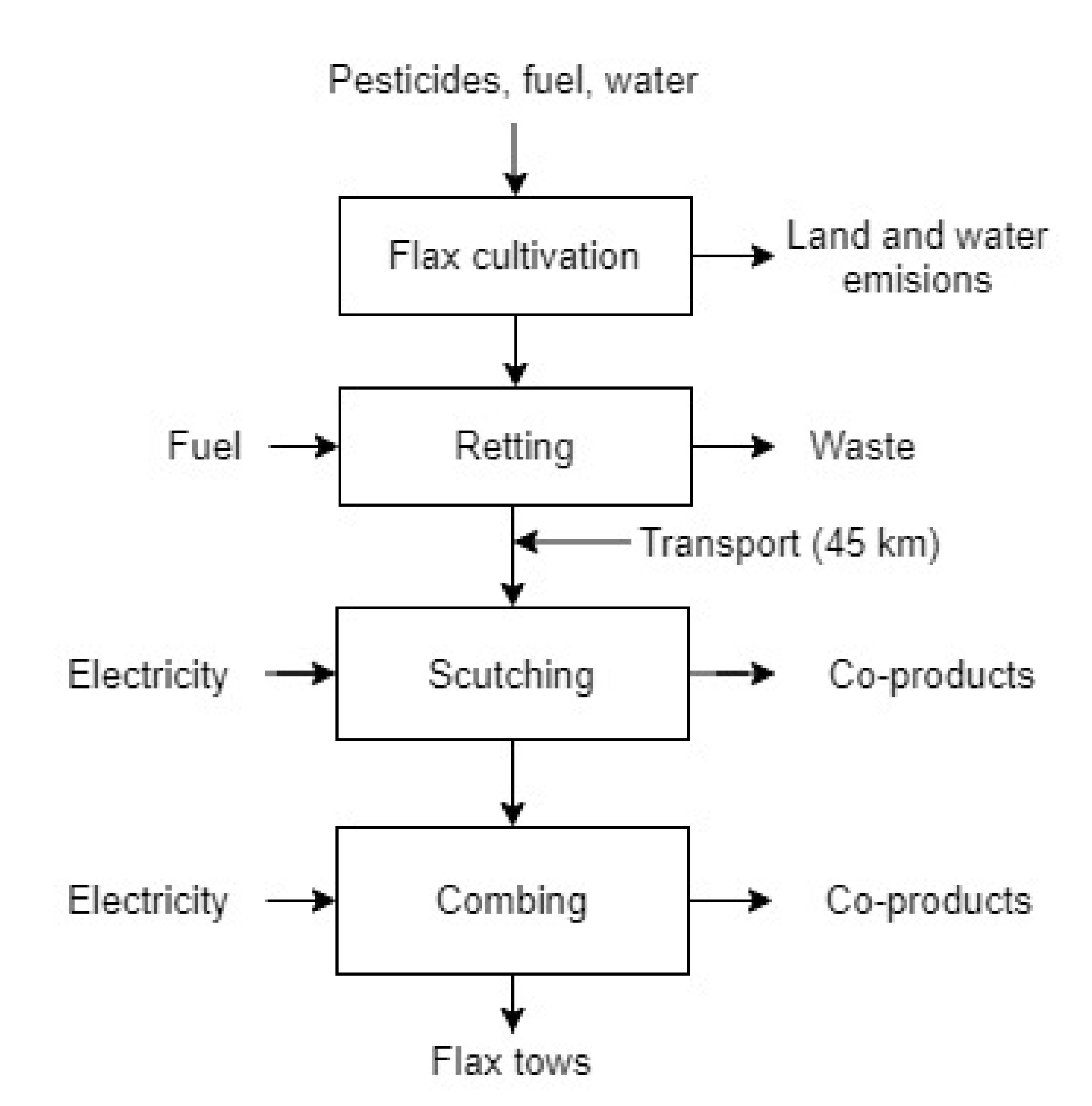
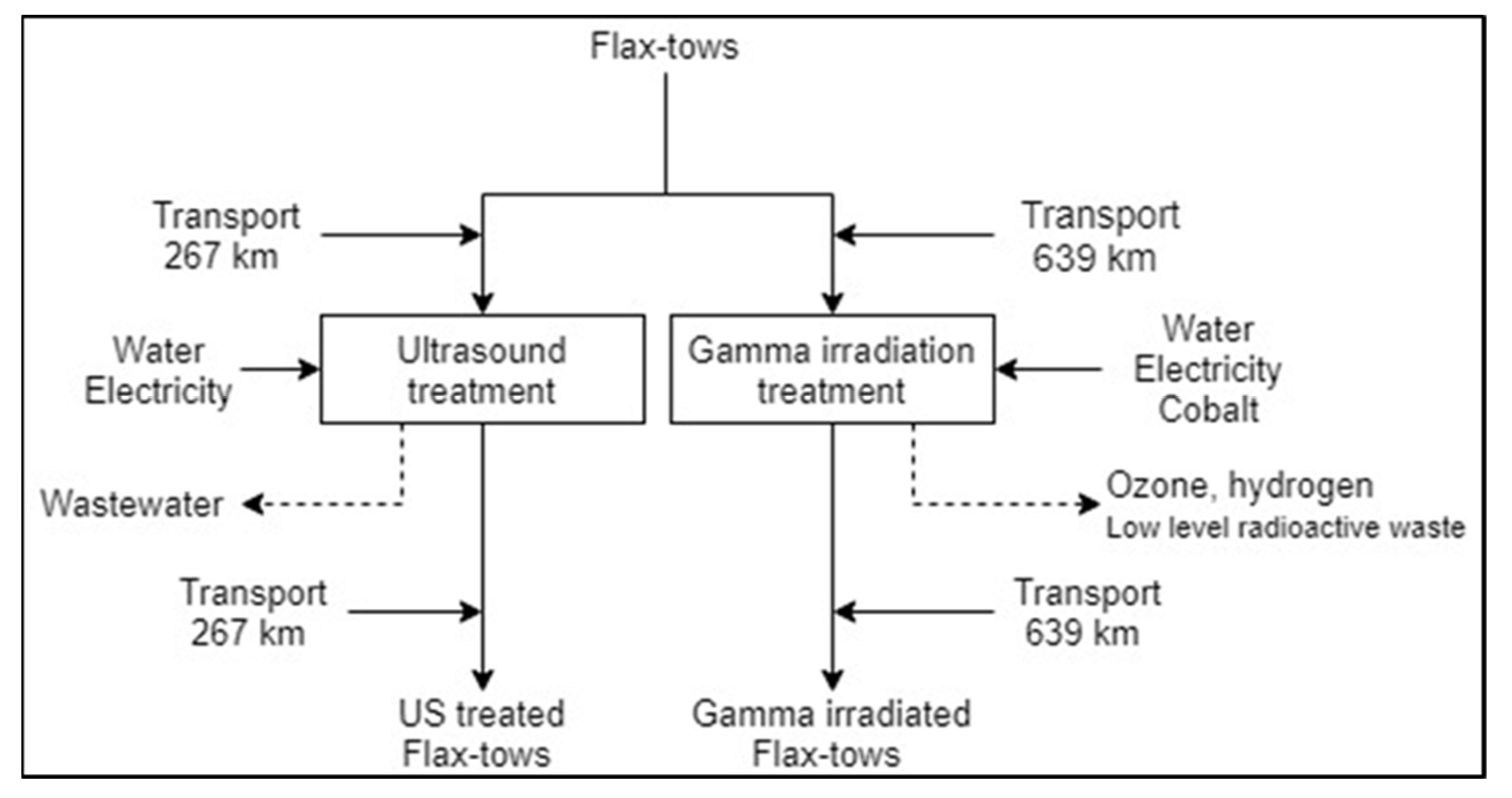
2.4. Environmental Analysis
3. Results
3.1. Individualisation of Pre-Treated Flax Tows
3.2. Monosaccharide Composition of Flax Tow Samples
3.3. Hygroscopic Behaviour of Pre-Tretaed Flax Tows
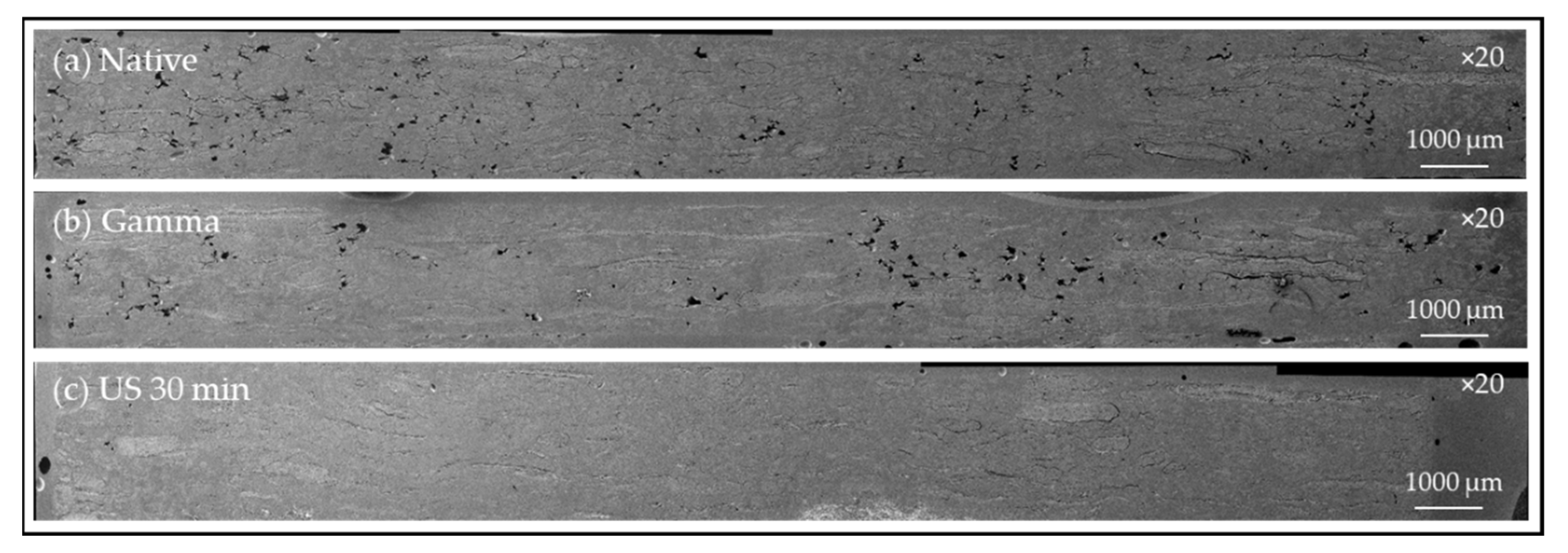
3.4. SEM Observations for a Flax-PLA Preform
3.5. Porosity Content for Flax-PLA Interface of Non-Woven Compositesgf
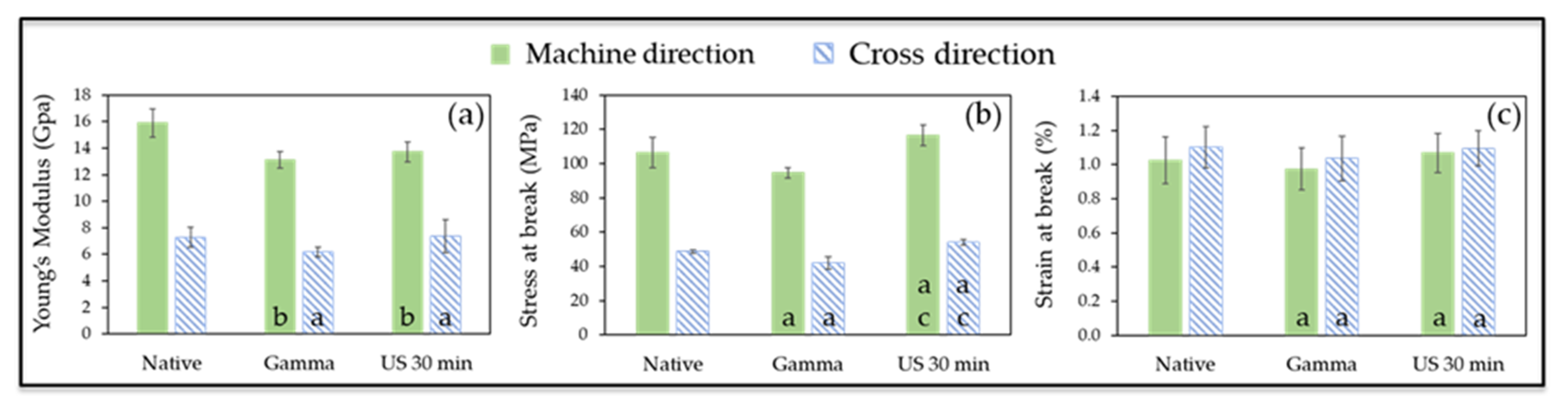
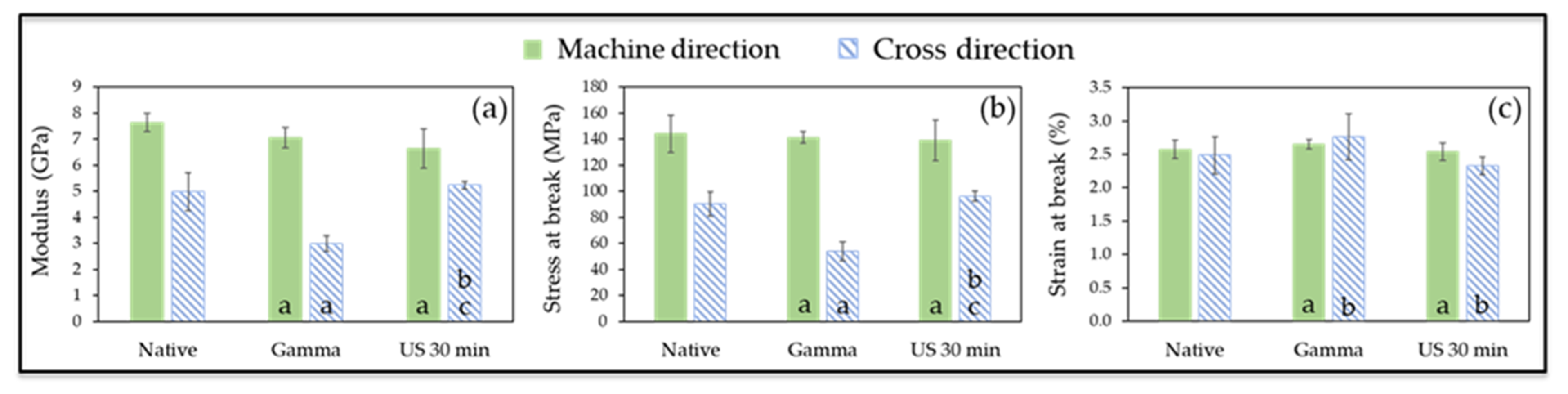
3.6. Mechanical Properties of Non-Woven Composites
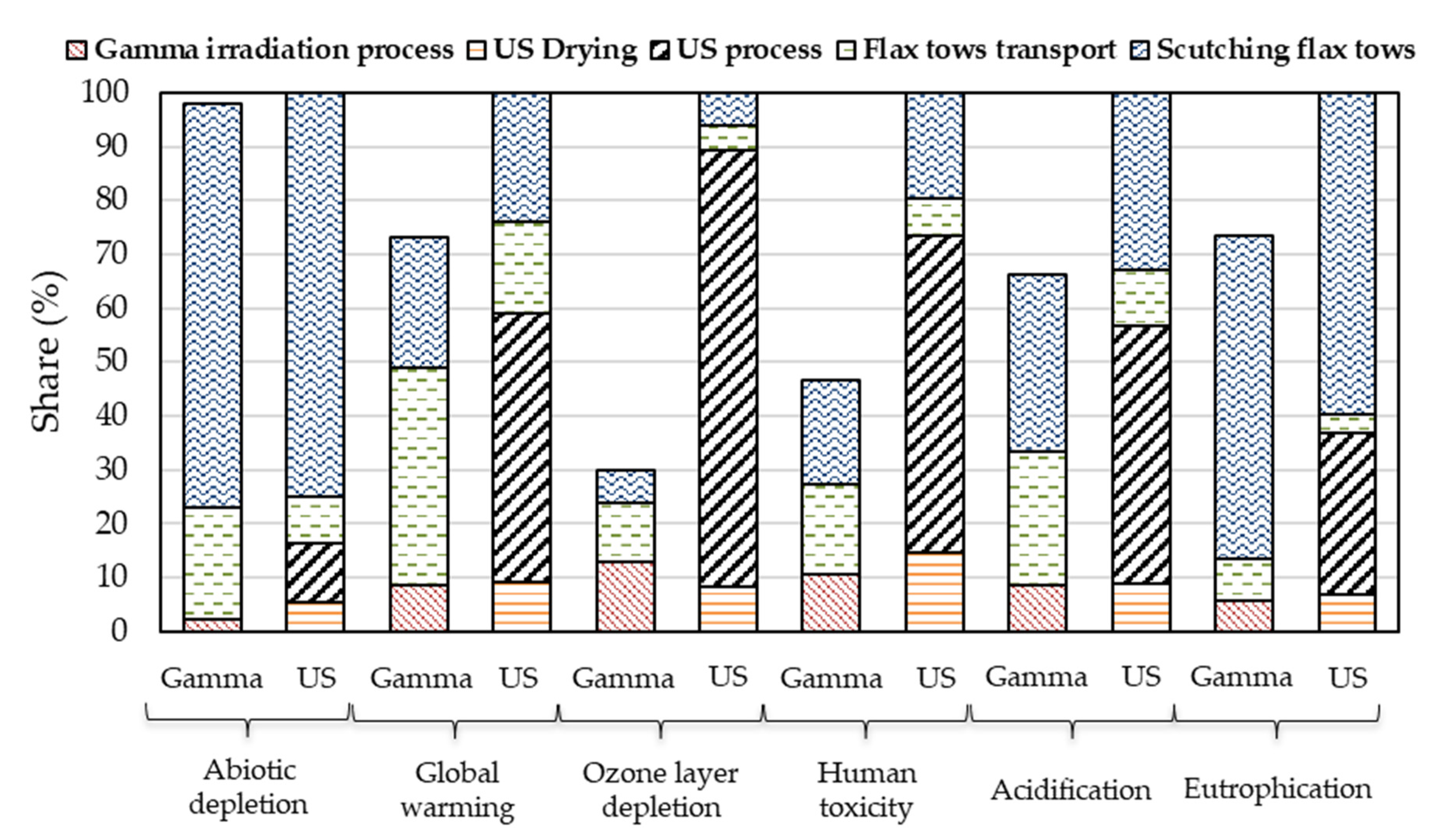
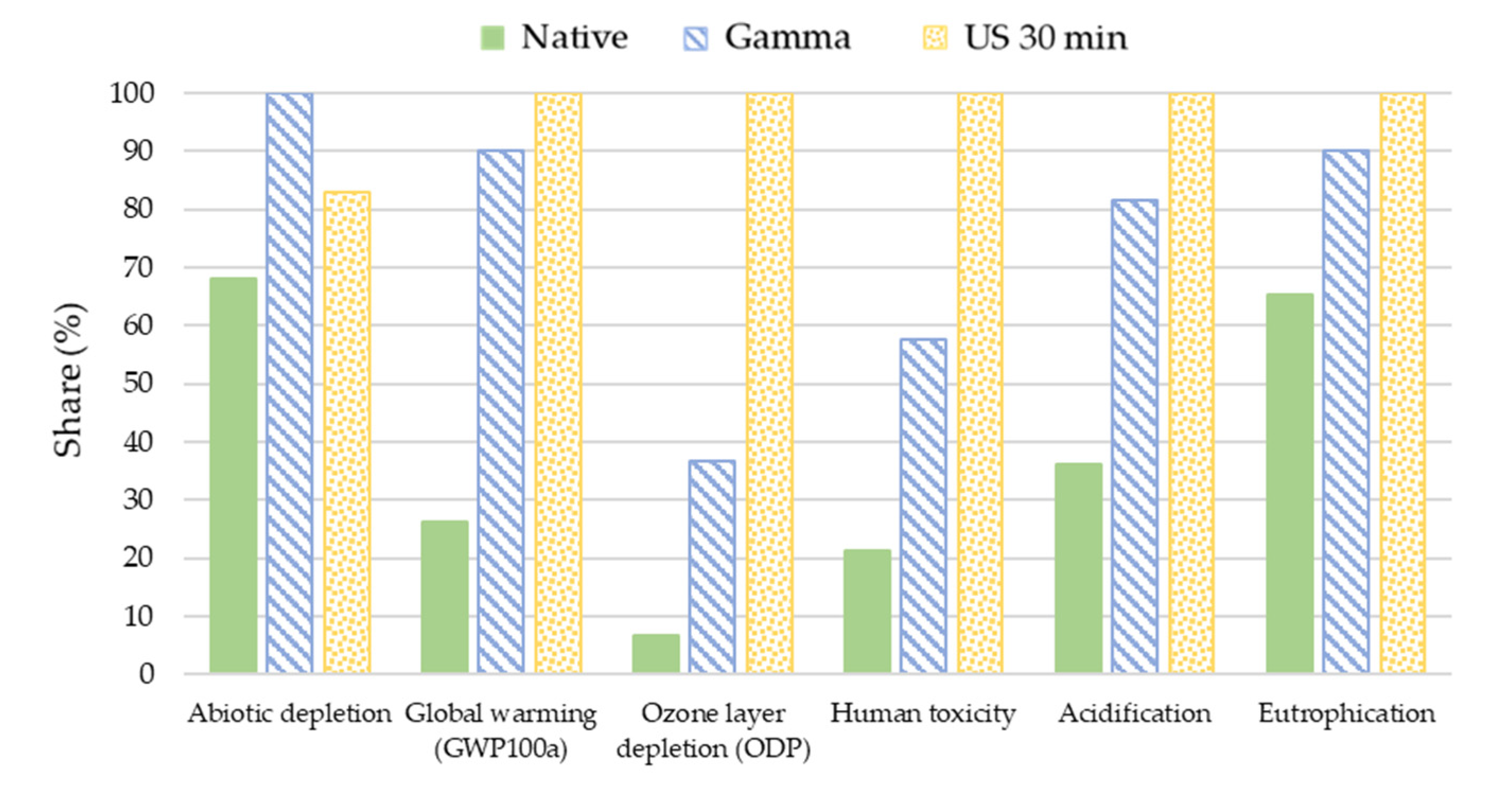
3.7. Environmental Analysis of Pre-Treatments
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Le Gall, M.; Davies, P.; Martin, N.; Baley, C. Recommended flax fibres density values for composite property predictions. Ind. Crop. Prod. 2018, 114, 52–58. [Google Scholar] [CrossRef] [Green Version]
- Lefeuvre, A.; Bourmaud, A.; Morvan, C.; Baley, C. Tensile properties of elementary fibres of flax and glass: Analysis of reproducibility and scattering. Mater. Lett. 2014, 130, 289–291. [Google Scholar] [CrossRef]
- Beaugrand, J.; Berzin, F. Lignocellulosic fiber reinforced composites: Influence of compounding conditions on defibrization and mechani-cal properties. J. Appl. Polym. Sci. 2013, 128, 1227–1238. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Nuez, L.; Gautreau, M.; Mayer-Laigle, C.; d’Arras, P.; Guillon, F.; Bourmaud, A.; Baley, C.; Beaugrand, J. Determinant morphological features of flax plant products and their contribution in injection moulded composite reinforcement. Compos. Part C 2020, 3, 100054. [Google Scholar]
- Van de Velde, K.; Kiekens, P. Thermoplastic polymers: Overview of several properties and their consequences in flax fibre reinforced composites. Polym. Test. 2001, 20, 885–893. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O.; Sperber, V.E. Cars from bio-fibres. Macromol. Mater. Eng. 2006, 291, 449–457. [Google Scholar] [CrossRef]
- Bourmaud, A.; Shah, D.U.; Beaugrand, J.; Dhakal, H.N. Property changes in plant fibres during the processing of bio-based composites. Ind. Crop. Prod. 2020, 154, 112705. [Google Scholar] [CrossRef]
- Ramakrishnan, K.; Le Moigne, N.; De Almeida, O.; Regazzi, A.; Corn, S. Optimized manufacturing of thermoplastic biocomposites by fast induction-heated compression moulding: Influence of processing parameters on microstructure development and mechanical behaviour. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105493. [Google Scholar] [CrossRef] [Green Version]
- Kushwaha, G.S.; Sharma, N.K. Green initiatives: A step towards sustainable development and firm’s performance in the automobile industry. J. Clean. Prod. 2016, 121, 116–129. [Google Scholar] [CrossRef]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Wang, C.; Wang, N.; Liu, S.; Zhang, H.; Zhi, Z. Investigation of microfibril angle of flax fibers using X-ray diffraction and SEM. J. Nat. Fibers 2018. [Google Scholar] [CrossRef]
- Zamil, M.S.; Geitmann, A. The middle lamella-more than a glue. Phys. Biol. 2017, 14, 11. [Google Scholar] [CrossRef] [PubMed]
- Nuez, L.; Beaugrand, J.; Shah, D.U.; Mayer-Laigle, C.; Bourmaud, A.; D’arras, P.; Baley, C. The potential of flax shives as reinforcements for injection moulded polypropylene composites. Ind. Crops Prod. 2020, 148, 13. [Google Scholar] [CrossRef]
- Buranov, A.U.; Mazza, G. Extraction and characterization of hemicelluloses from flax shives by different methods. Carbohydr. Polym. 2010, 79, 17–25. [Google Scholar] [CrossRef]
- Shah, D. Natural fibre composites: Comprehensive ashby-type materials selection charts. Mater. Des. 2014, 62, 21–31. [Google Scholar] [CrossRef]
- Melelli, A.; Arnould, O.; Beaugrand, J.; Bourmaud, A. The middle lamella of plant fibers used as composite reinforcement: Investigation by atomic force microscopy. Moleculars 2020, 25, 632. [Google Scholar] [CrossRef] [Green Version]
- Bourmaud, A.; Ausias, G.; Lebrun, G.; Tachon, M.-L.; Baley, C. Observation of the structure of a composite polypropylene/flax and damage mechanisms under stress. Ind. Crop. Prod. 2013, 43, 225–236. [Google Scholar] [CrossRef]
- Coroller, G.; Lefeuvre, A.; Le Duigou, A.; Bourmaud, A.; Ausias, G.; Gaudry, T.; Baley, C. Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Compos. Part A Appl. Sci. Manuf. 2013, 51, 62–70. [Google Scholar] [CrossRef]
- Le Moigne, N.; Sonnier, R.; El Hage, R.; Rouif, S. Surfaces and Interfaces in Natural Fibre Reinforced Composites: Fundamentals, Modifications and Characteriza-tion. In Surfaces and Interfaces in Natural Fibre Reinforced Composites: Fundamentals, Modifications and Characterization; Springer: Berlin, Germany, 2018; p. 1. [Google Scholar]
- Liu, M.; Meyer, A.S.; Fernando, D.; Silva, D.A.S.; Daniel, G.; Thygesen, A. Effect of pectin and hemicellulose removal from hemp fibres on the mechanical properties of unidirectional hemp/epoxy composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 724–735. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites-A review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Fernandez, J.A.; Le Moigne, N.; Caro-Bretelle, A.S.; El Hage, R.; Le Duc, A.; Lozachmeur, M.; Bono, P.; Bergeret, A. Role of flax cell wall components on the microstructure and transverse mechanical behaviour of flax fabrics rein-forced epoxy biocomposites. Ind. Crops Prod. 2016, 85, 93–108. [Google Scholar] [CrossRef]
- Borsa, J.; László, K.; Boguslavsky, L.; Takacs, E.; Rácz, I.; Tóth, T.; Szabó, D. Effect of mild alkali/ultrasound treatment on flax and hemp fibres: The different responses of the two substrates. Cellulose 2016, 23, 2117–2128. [Google Scholar] [CrossRef]
- Ghosh, R.; Ramakrishna, A.; Reena, G. Effect of air bubbling and ultrasonic processing on water absorption property of banana fibre-vinylester composites. J. Compos. Mater. 2013, 48, 1691–1697. [Google Scholar] [CrossRef]
- Subhedar, P.B.; Gogate, P.R. Alkaline and ultrasound assisted alkaline pretreatment for intensification of delignification process from sustaina-ble raw-material. Ultrason. Sonochem. 2014, 21, 216–225. [Google Scholar] [CrossRef]
- Choi, H.Y.; Han, S.O.; Lee, J.-S. The Effects of Morphological Properties of Henequen Fiber Irradiated by EB on the Mechanical and Thermal Properties of Henequen Fiber/PP Composites. Compos. Interfaces 2009, 16, 751–768. [Google Scholar] [CrossRef]
- Le Moigne, N.; Sonnier, R.; El Hage, R.; Rouif, S. Radiation-induced modifications in natural fibres and their biocomposites: Opportunities for controlled physi-co-chemical modification pathways? Ind. Crop. Prod. 2017, 109, 199–213. [Google Scholar] [CrossRef]
- Khan, R.A.; Khan, M.A.; Khan, A.H.; Hossain, M.A. Effect of gamma radiation on the performance of jute fabrics-reinforced polypropylene composites. Radiat. Phys. Chem. 2009, 78, 986–993. [Google Scholar]
- Quéméner, B.; Bertrand, D.; Marty, I.; Causse, M.; Lahaye, M. Fast data preprocessing for chromatographic fingerprints of tomato cell wall polysaccharides using chemometric methods. J. Chromatogr. A 2007, 1141, 41–49. [Google Scholar] [CrossRef]
- Hauschild, M.G.M.; Guinee, J.; Heijungs, R.; Huijbregts, M.; Jolliet, O.; Margni, M.; De Schryver, A.; Pennington, D.; Pant, R.; Sala, S.; et al. Recommendations for Life Cycle Impact Assessment in the European Context—Based on Existing Environmental Impact Assessment Models and Factors (International Reference Life Cycle Data System—ILCD Handbook); EUR 24571 EN; Luxembourg Publications Office of the European Union: Luxembourg, 2011. [Google Scholar]
- Salmén, L.; Larsson, P.A. On the origin of sorption hysteresis in cellulosic materials. Carbohydr. Polym. 2018, 182, 15–20. [Google Scholar] [CrossRef]
- Le Duigou, A.; Davies, P.; Baley, C. Environmental impact analysis of the production of flax fibres to be used as composite material reinforcement. J. Biobased Mater. Bioenergy 2011, 5, 153–165. [Google Scholar] [CrossRef]
- Lefeuvre, A.; Baley, C.; Morvan, C. Analysis of Flax Fiber Cell-Wall Non-Cellulosic Polysaccharides Under Different Weather Conditions (Marylin Variety). J. Nat. Fibers 2018, 15, 539–544. [Google Scholar] [CrossRef]
- Celino, A.; Fréour, S.; Jacquemin, F.; Casari, P. The hygroscopic behavior of plant fibers: A review. Front. Chem. 2014, 2, 12. [Google Scholar]
- Hill, C.A.S.; Norton, A.; Newman, G. The water vapor sorption behavior of natural fibers. J. Appl. Polym. Sci. 2009, 112, 1524–1537. [Google Scholar] [CrossRef]
- Padovani, J.; Legland, D.; Pernes, M.; Gallos, A.; Thomachot-Schneider, C.; Shah, D.; Bourmaud, A.; Beaugrand, J. Beating of hemp bast fibres: An examination of a hydro-mechanical treatment on chemical, structural, and nanomechanical property evolutions. Cellulose 2019, 26, 5665–5683. [Google Scholar] [CrossRef]
- Pantaloni, D.; Shah, D.; Baley, C.; Bourmaud, A. Monitoring of mechanical performances of flax non-woven biocomposites during a home compost degradation. Polym. Degrad. Stab. 2020, 177, 109166. [Google Scholar] [CrossRef]
- Miller, B.; Muri, P.; Rebenfeld, L. A microbond method for determination of the shear strength of a fiber/resin interface. Compos. Sci. Technol. 1987, 28, 17–32. [Google Scholar] [CrossRef]
- Pantaloni, D.; Rudolph, A.L.; Shah, D.U.; Baley, C.; Bourmaud, A. Interfacial and mechanical characterisation of biodegradable polymer-flax fibre composites. Compos. Sci. Technol. 2020, 201, 108529. [Google Scholar] [CrossRef]
- Pucci, M.F.; Liotier, P.J.; Seveno, D.; Fuentes, C.; Van Vuure, A.; Drapier, S. Wetting and swelling property modifications of elementary flax fibres and their effects on the Liquid Composite Molding process. Compos. Part A Appl. Sci. Manuf. 2017, 97, 31–40. [Google Scholar] [CrossRef]
- Gager, V.; Legland, D.; Bourmaud, A.; Le Duigou, A.; Pierre, F.; Behlouli, K.; Baley, C. Oriented granulometry to quantify fibre orientation distributions in synthetic and plant fibre composite preforms. Ind. Crop. Prod. 2020, 152, 7. [Google Scholar] [CrossRef]
- Liu, M.; Thygesen, A.; Summerscales, J.; Meyer, A.S. Targeted pre-treatment of hemp bast fibres for optimal performance in biocomposite materials: A review. Ind. Crop. Prod. 2017, 108, 660–683. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Glucose (%) |
|---|---|
| Native | 68.1 ± 0.9 |
| Gamma | 65.5 ± 1.2 |
| US 30 min | 64.4 ± 2.1 |
| Samples | Hysteresis Area |
|---|---|
| Native | 149 |
| Gamma | 73 |
| US 30 min | 96 |
| Samples | Main Flax Direction | Porosity Content (%) |
|---|---|---|
| Native | Machine direction | 2.8 ± 0.9 |
| Cross direction | 5.1 ± 1.8 | |
| Gamma | Machine direction | 2.9 ± 1.7 |
| Cross direction | 4.7 ± 2.5 | |
| US 30 min | Machine direction | 0.4 ± 0.1 |
| Cross direction | 0.5 ± 0.3 |
| Impacts Category | Units | Untreated | Gamma | US 30 min |
|---|---|---|---|---|
| Abiotic depletion | kg Sb eq./kg | 1.88 × 10−5 | 2.46 × 10−5 | 2.51 × 10−5 |
| Global warming (GWP100a) | kg CO2 eq./kg | 1.24 × 10−1 | 3.76 × 10−1 | 5.14 × 10−1 |
| Ozone layer depletion (ODP) | kg CFC 11 eq./kg | 2.13 × 10−8 | 1.05 × 10−7 | 3.50 × 10−7 |
| Human toxicity | kg 1.4 DB eq./kg | 1.08 × 10−1 | 2.57 × 10−1 | 5.51 × 10−1 |
| Acidification | kg SO2 eq./kg | 6.54 × 10−4 | 1.32 × 10−3 | 1.99 × 10−3 |
| Eutrophication | kg PO4 eq./kg | 8.08 × 10−4 | 9.92 × 10−4 | 1.35 × 10−3 |
| Energy consumption, fossil | MJ/kg | 1.43 | 5.31 | 6.95 |
| Energy consumption, nuclear | MJ/kg | 0.78 | 6.24 | 38.2 |
| Flax-Tow Pre-Treatment | Maximum Stress (MPa) | Standard Deviation (MPa) | Weight Value |
|---|---|---|---|
| Native | 106.3 | 8.8 | 1.09 |
| Gamma | 94.6 | 3.1 | 1.23 |
| US 30 min | 116.4 | 6.0 | 1.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gautreau, M.; Kervoelen, A.; Barteau, G.; Delattre, F.; Colinart, T.; Pierre, F.; Hauguel, M.; Le Moigne, N.; Guillon, F.; Bourmaud, A.; et al. Fibre Individualisation and Mechanical Properties of a Flax-PLA Non-Woven Composite Following Physical Pre-Treatments. Coatings 2021, 11, 846. https://doi.org/10.3390/coatings11070846
Gautreau M, Kervoelen A, Barteau G, Delattre F, Colinart T, Pierre F, Hauguel M, Le Moigne N, Guillon F, Bourmaud A, et al. Fibre Individualisation and Mechanical Properties of a Flax-PLA Non-Woven Composite Following Physical Pre-Treatments. Coatings. 2021; 11(7):846. https://doi.org/10.3390/coatings11070846
Chicago/Turabian StyleGautreau, Maxime, Antoine Kervoelen, Guillaume Barteau, François Delattre, Thibaut Colinart, Floran Pierre, Maxime Hauguel, Nicolas Le Moigne, Fabienne Guillon, Alain Bourmaud, and et al. 2021. "Fibre Individualisation and Mechanical Properties of a Flax-PLA Non-Woven Composite Following Physical Pre-Treatments" Coatings 11, no. 7: 846. https://doi.org/10.3390/coatings11070846