
Friction and Wear Performance of CoCrFeMnNiW Medium-Entropy Alloy Coatings by Plasma-Arc Surfacing Welding on Q235 Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Material Characterization
3.2. Nanoindentation Test
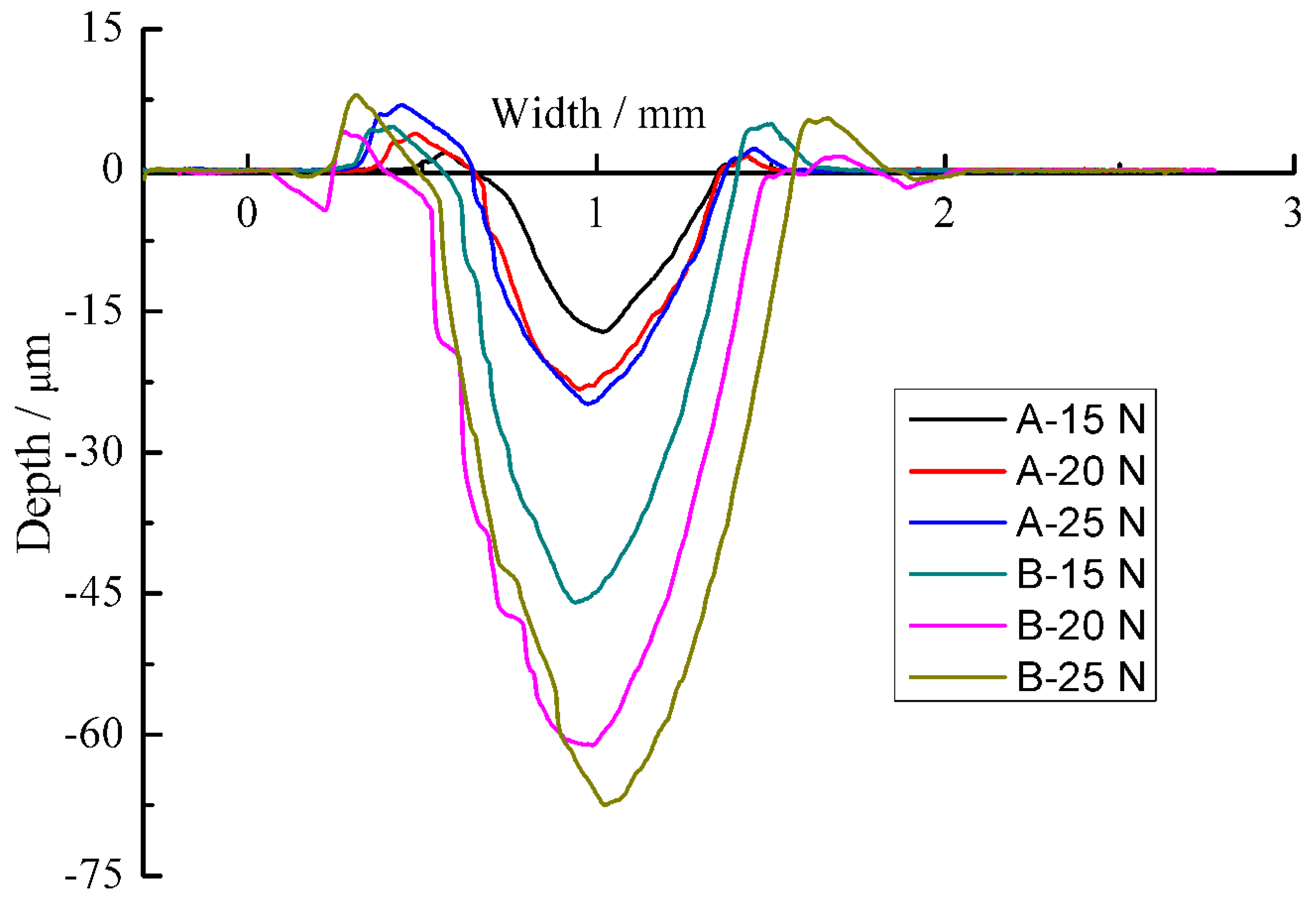
3.3. Wear Performance
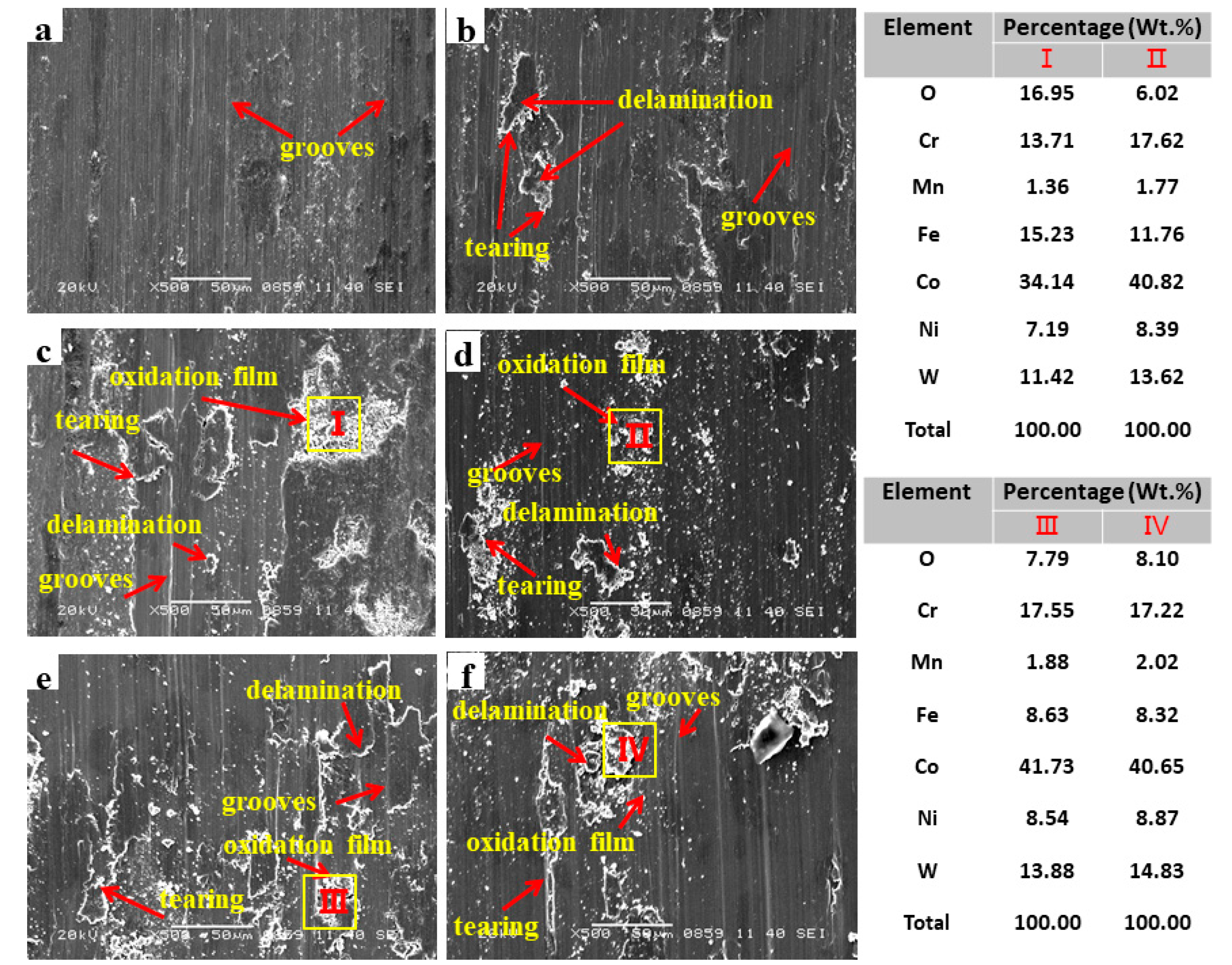
3.4. Wear Morphologies
3.5. Vickers Hardness Measurements of the Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, W.; Shuang, W.; Song, Z.; Tan, J.; Meng, G.; Kai, L. Influence of welding current on microstructure and properties of nickel-based alloy hardfacing by plasma transferred arc welding. Weld. Join. 2017, 54, 2144–2150. [Google Scholar]
- Fan, L.; Dong, Y.; Chen, H.; Dong, L.; Yin, Y. Wear properties of plasma transferred arc Fe-based coatings reinforced by spherical WC particles. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2019, 34, 433–439. [Google Scholar] [CrossRef]
- Bessmertnyy, V.S.; Sokolova, O.N.; Bondarenko, N.I.; Bondarenko, D.O.; Bragina, L.L.; Makarov, A.V.; Kochurin, D.V. Plasma chemical modification of thermal insulated blocks with decorative coating. Bull. Belgorod State Technol. Univ. Named V G Shukhov. 2019, 4, 85–92. [Google Scholar]
- Kiryukhantsev-Korneev, P.V.; Phiri, J.; Gladkov, V.I.; Ratnikov, S.N.; Levashov, E.A. Erosion and abrasion resistance, mechanical properties, and structure of the TiN, Ti–Cr–Al–N and Cr–Al–Ti–N coatings deposited by CFUBMS. Prot. Met. Phys. Chem. 2019, 55, 913–923. [Google Scholar] [CrossRef]
- Liu, C.; Peng, H.; Zhao, Y.; Yuan, Y.; Guo, H.B.; Xu, H.B. Microstructure, mechanical and corrosion properties of electron-beam-melted and plasma-transferred arc-welded WC P/NiBSi metal matrix composites. Rare Met. 2019, 9, 814–823. [Google Scholar] [CrossRef]
- Wu, P.H.; Liu, N.; Zhu, Z.X. Microstructure and solidification behavior of multicomponent CoCrCuxFeMoNi high-entropy alloys. Mater. Sci. Eng. A 2015, 642, 142–149. [Google Scholar] [CrossRef]
- Kang, M.; Won, J.W.; Lim, K.R.; Park, S.H.; Na, Y.S. Microstructure and Mechanical Properties of As-cast CoCrFeMnNi High Entropy Alloy. J. Korean Inst. Met. Mater. 2017, 55, 732–738. [Google Scholar] [CrossRef]
- Zhao, D.; Yamaguchi, T.; Tusbasa, D.; Wang, W. Fabrication and friction properties of the AlFeCrCo medium-entropy alloy coatings on magnesium alloy. Mater. Des. 2020, 193, 108872. [Google Scholar] [CrossRef]
- Guan, H.; Chai, L.; Wang, Y.; Xiang, K.; Zhang, W. Microstructure and hardness of NbTaTiZr and nbtatizr refractory medium-entropy alloy coatings on Zr alloy by laser cladding. Appl. Surf. Sci. 2021, 549, 149338. [Google Scholar] [CrossRef]
- Feng, K.; Zhang, Y.; Li, Z.; Yao, C.; Fan, C. Corrosion properties of laser cladded CrCoNi medium entropy alloy coating. Surf. Coat. Technol. 2020, 397, 126004. [Google Scholar]
- Qiao, Y.X.; Huang, J.; Huang, D.; Chen, J.; Liu, W.; Wang, Z.B.; Zheng, Z.B. Effects of laser scanning speed on microstructure, microhardness, and corrosion behavior of laser cladding ni45 coatings. J. Chem. 2020, 2020, 1438473. [Google Scholar] [CrossRef]
- Cao, F.; Munroe, P.; Zhou, Z.; Xie, Z. Medium entropy alloy CrCoNi coatings: Enhancing hardness and damage-tolerance through a nanotwinned structuring. Surf. Coat. Technol. 2018, 335, 257–264. [Google Scholar] [CrossRef]
- Bachani, S.K.; Wang, C.J.; Lou, B.S.; Chang, L.C.; Lee, J.W. Fabrication of TiZrNbTaFeN high-entropy alloys coatings by HiPIMS: Effect of nitrogen flow rate on the microstructural development, mechanical and tribological performance, electrical properties and corrosion characteristics. J. Alloys Compd. 2021, 873, 159605. [Google Scholar] [CrossRef]
- Xiao, J.K.; Wu, Y.Q.; Chen, J.; Zhang, C. Microstructure and tribological properties of plasma sprayed FeCoNiCrSiAlx high entropy alloy coatings. Wear 2020, 448, 20320. [Google Scholar] [CrossRef]
- Abe, J.O.; Popoola, A.P.I.; Popoola, O.M.; Ajenifuja, E. Microstructural, phase, hardness, and oxidation resistance studies of AlN/h-BN-reinforced Ti6Al4V matrix composites synthesized by spark plasma sintering. Int. J. Adv. Manuf. Technol. 2020, 107, 25043. [Google Scholar] [CrossRef]
- Yang, X.; Li, C.; Zhang, Z.; Zhang, X.; Gu, J. Effect of cobalt-based coating microstructure on the thermal fatigue performance of AISI H13 hot work die steel. Appl. Surf. Sci. 2020, 521, 146360. [Google Scholar] [CrossRef]
- Vairis, A.; Frost, M. On the extrusion stage of linear friction welding of Ti6Al4V. Mater. Sci. Eng. A 1999, 271, 477–484. [Google Scholar] [CrossRef]
- Skubisz, P.; Sińczak, J.; Bednarek, S. Forgeability of Mg-Al-Zn magnisum alloys in hot and warm closed die forging. J. Mater. Process. Technol. 2006, 177, 210–213. [Google Scholar] [CrossRef]
- Holmström, E.; Lizárraga, R.; Linder, D.; Salmasi, A.; Wang, W.; Kaplan, B.; Mao, H.; Larsson, H.; Vitos, L. High entropy alloys: Substituting for cobalt in cutting edge technology-ScienceDirect. Appl. Mater. Today 2018, 12, 322–329. [Google Scholar] [CrossRef]
- Cai, Y.; Chen, Y.; Manladan, S.M.; Luo, Z.; Gao, F.; Li, L. Influence of dilution rate on the microstructure and properties of FeCrCoNi high-entropy alloy coating. Mater. Des. 2018, 142, 124–137. [Google Scholar] [CrossRef]
- Qiao, Y.X.; Sheng, S.L.; Zhang, L.M.; Chen, J.; Zheng, Z.B. Friction and wear behaviors of a high nitrogen austenitic stainless steel Fe-19Cr-15Mn-0.66N. J. Min. Metall. Sect. B Metall. 2021, 57. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Mi, G.; Wu, H.; Wang, C.; Han, C.; Gao, S. Identification of nucleation mechanism in laser welds of aluminum alloy. Appl. Phys. A 2019, 125, 396. [Google Scholar] [CrossRef]
- Sharma, P.; Dwivedi, V.K.; Dwivedi, S.P. Development of high entropy alloys: A review. Mater. Today Proc. 2021, 43, 502–509. [Google Scholar] [CrossRef]
- Liu, N.; Ding, W.; Wang, X.J.; Du, J.J.; Liu, L.X. Microstructure evolution and phase formation of Fe25Ni25CoxMoy Multi-principal-component alloys. Metall. Mater. Trans. A 2020, 51, 2990–2997. [Google Scholar] [CrossRef]
- Du, W.D.; Liu, N.; Peng, Z.; Zhou, P.J.; Wang, X.J. The effect of Ti addition on phase selection of CoCrCu0.5FeNi high-entropy alloys. Mater. Sci. Technol. 2018, 34, 473–479. [Google Scholar] [CrossRef]
- Xi, Y.T.; Bai, Y.Y.; Gao, K.W.; Pang, X.L.; Yang, H.S.; Yan, L.C.; Volinsky, A.A. Residual stress and microstructure effects on mechanical, tribological and electrical properties of TiN coatings on 304 stainless steel. Ceram. Int. 2018, 44, 15851–15858. [Google Scholar] [CrossRef]
- Zhang, L.M.; Li, Z.X.; Hu, J.X.; Ma, A.L.; Zheng, Y.G. Understanding the roles of deformation-induced martensite of 304 stainless steel in different stages of cavitation erosion. Tribol. Int. 2020, 155, 106752. [Google Scholar] [CrossRef]
- Wang, D.P.; Zhang, H.T.; Guo, P.Y.; Sun, B.A.; Wang, Y.X. Nanoscale periodic distribution of energy dissipation at the shear band plane in a Zr-based metallic glass. Scripta Mater. 2021, 197, 113784. [Google Scholar] [CrossRef]
- Liu, Z.G.; Gao, X.H.; Xiong, M.; Li, P.; Wang, Y.C. Role of hot rolling procedure and solution treatment process on microstructure, strength and cryogenic toughness of high manganese austenitic steel. Mater. Sci. Eng. A 2021, 807, 140881. [Google Scholar] [CrossRef]
- Li, Z.X.; Zhang, L.M.; Ma, A.L.; Hu, J.X.; Zheng, Y.G. Comparative study on the cavitation erosion behavior of two different rolling surfaces on 304 stainless steel. Tribol. Int. 2021, 159, 106994. [Google Scholar] [CrossRef]
- Chen, Z.X.; Hu, H.X.; Zheng, Y.G.; Guo, X.M. Effect of groove microstructure on slurry erosion in the liquid-solid two-phase flow. Wear 2021, 466, 203561. [Google Scholar] [CrossRef]
- Ye, F.; Jiao, Z.; Yuan, Y. Precipitation behaviors and properties of micro-beam plasma arc cladded CoCrFeMnNi high entropy alloy at elevated temperatures. Mater. Chem. Phys. 2019, 236, 121801. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mn | Si | C | Fe | Cr | Ni | W | Co | P | S |
|---|---|---|---|---|---|---|---|---|---|---|
| GH605 | 1.0~2.0 | ≤0.40 | 0.05~0.15 | 3.00 | 19.0 | 9.0~11.0 | 14.0~16.0 | Bal. | 0.04 | 0.03 |
| Q235 | 0.30 | 0.15 | 0.17 | Bal. | - | - | - | - | 0.015 | 0.035 |
| Parameters | Welding Voltage (V) | Welding Current (A) | Welding Speed (cm/min) | Welding Torch Height (mm) | The Plasma Gas Flow (L/min) |
|---|---|---|---|---|---|
| Value | 20.1 | 125 | 24 | 7 | 2.5 |
| Coating | Co | Cr | Fe | W | Ni | Mn |
|---|---|---|---|---|---|---|
| A | 39.11 | 17.44 | 30.06 | 3.59 | 8.20 | 1.60 |
| B | 47.36 | 20.93 | 15.80 | 4.41 | 9.82 | 1.68 |
| Specimen | hmax (nm) | hr (nm) | ηh | EIT (GPa) |
|---|---|---|---|---|
| A | 182.47 ± 1.38 | 161.87 ± 1.13 | 0.11 ± 0.003 | 271.01 ± 1.76 |
| B | 161.87 ± 1.26 | 145.55 ± 1.06 | 0.10 ± 0.002 | 266.29 ± 1.51 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Q.; Wang, X.; Miao, J.; Fu, F.; Shen, X. Friction and Wear Performance of CoCrFeMnNiW Medium-Entropy Alloy Coatings by Plasma-Arc Surfacing Welding on Q235 Steel. Coatings 2021, 11, 715. https://doi.org/10.3390/coatings11060715
Hu Q, Wang X, Miao J, Fu F, Shen X. Friction and Wear Performance of CoCrFeMnNiW Medium-Entropy Alloy Coatings by Plasma-Arc Surfacing Welding on Q235 Steel. Coatings. 2021; 11(6):715. https://doi.org/10.3390/coatings11060715
Chicago/Turabian StyleHu, Qingxian, Xiaoli Wang, Junyan Miao, Fanglian Fu, and Xinwang Shen. 2021. "Friction and Wear Performance of CoCrFeMnNiW Medium-Entropy Alloy Coatings by Plasma-Arc Surfacing Welding on Q235 Steel" Coatings 11, no. 6: 715. https://doi.org/10.3390/coatings11060715