
Hard Protective Layers on Forging Dies—Development and Applications

Łukasiewicz Research Networks–Institute for Sustainable Technology, 6/10 Pułaskiego Street, 26-600 Radom, Poland
Coatings 2021, 11(4), 376; https://doi.org/10.3390/coatings11040376
Submission received: 1 March 2021
/
Revised: 18 March 2021
/
Accepted: 22 March 2021
/
Published: 24 March 2021
(This article belongs to the Collection Hard Protective Coatings on Tools and Machine Elements)
Abstract
:The article presents a summary of many years of activities in the area of increasing the durability of forging dies. The results of comprehensive research work on the analysis of the destructive mechanisms of forging dies and the possibility of increasing their durability with the use of modern surface engineering methods are presented. Great possibilities in terms of shaping operational properties of forging dies by producing hybrid layers of the “Nitrided Layer + PVD Coating” (NL + PVD coating) type were confirmed. An analysis of changes in forging dies durability under various operating conditions was performed, i.e., forging—die—forging press—pressures. It has been shown that the variety of parameters of the forging process, including forgings’ geometry and weight, materials, precision, pressures applied, and, what is very important, quality of machines, makes it very difficult to compare the effectiveness of various PVD coating solutions in the process of increasing the durability of forging dies. Hybrid layers of the “NL + PVD coating” type create great possibilities in shaping the operational properties of tools and machine elements. However, in each application a precise diagnosis of the wear mechanism and the design of an individual PVD coating material solution is required.
1. Introduction
Hot forging is a very widespread technology applied in the production of elements with complex shapes. Forged products are characterized by high strength, high homogeneity of properties throughout their volume, a variety of shapes, and the possibility of their further processing by means of automated methods. The characteristics of the subsequent forgings is very stable as they are manufactured using the same die. The homogeneity of the composition and structure of each component in the batch ensures a reproducible response to heat treatment, minimal differences in machinability, and a constant level of properties of the finished parts. The production of forgings is very economical. With the conjunction with operations as piercing, shearing, trimming, and coining, there has been a significant increase in economically profitable forging operations in the following ranges: shapes, dimensions, and dimensional accuracy. For these reasons, hot working has been widely used in many industries for years.
One of its special fields of application has been the automotive industry which is the recipient of over 57% of all manufactured forgings [1]. Cars and trucks can contain over 250 forgings, and most of them are made of carbon or alloy steel. Forged engine and powertrain components include connecting rods, crankshafts, transmission shafts, and gears, differential gears, drive shafts, clutch hubs, as well as universal joint yokes and crosses. Due to their high strength-to-weight ratio and structural reliability, forgings are also widely used in the aviation industry. Ferrous and non-ferrous forgings are commonly used in a wide variety of aircraft structures. Many aircraft are designed with a high proportion of forgings and contain more than 450 structural forgings and hundreds of forged engine parts, including, but not limited to, wing roots and spars, hinges, engine mounts, brackets, beams, shafts, bell cranks, landing-gear cylinders and struts, wheels, brake carriers and discs, and arresting hooks. Thanks to the aforementioned properties of forgings they are also used in ship building industry (engine components, levers, shafts, brackets), energy industry (bearing rings, generator components, valves), as well as in the hand tools industry (hammers, wrenches, clamps, hooks), including garden and surgical tools.
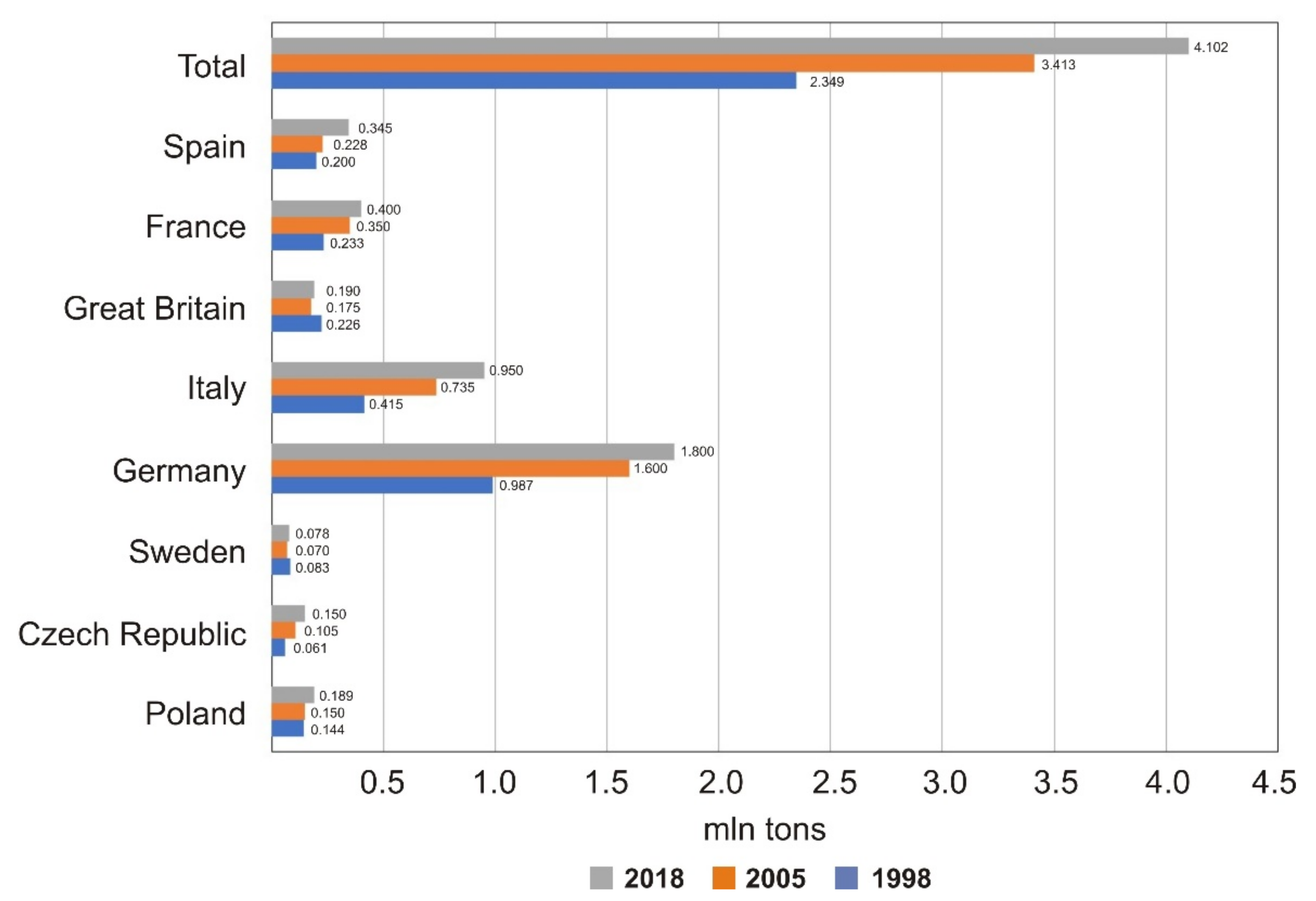
Among the forged products, forgings dies are the most important because they share in some production ranges reaches up to 50–80%. The Euroforge association [1] estimated that in 1998 a total of about 2.4 million tons of forgings were produced in the European Union, in 2005 nearly 3.5 million tons, and in 2018, after eliminating the effects of the 2008 crisis, 4.3 million tons (Figure 1). This proves that the continuous and dynamic development of hot forming and its great importance for industry development. The great importance of forging dies in forging production results from significant advantages of the die forging process, i.e., high quality of forgings, high efficiency of devices and a relatively high degree of material utilization [2]. It is estimated that due to rapid structural changes in products, the use of expensive materials, the complex shape of the tools, and the associated expensive process of their design, manufacture, and maintenance (i.e., cleaning and re-polishing), the costs of hot forging tools account for nearly 50% of the total production costs [3]. Striving to reduce production costs—apart from ensuring high quality and reliability of products—is one of the most important goals set by companies associated with the Forging Industry Association [4]. Hence, generating new expertise in the field of increasing the life of tools intended for hot forging is an important element of these activities.
2. Working Conditions and Typical Wear Mechanisms of Forging Dies
In the hot die forging process the tools are subject to three main factors affecting their wear: (i) cyclically changing mechanical loss; (ii) heat shocks; (iii) intense friction. These very complex operating conditions made it very difficult to specify a dominant destructive mechanism for forging dies for many years. The erosion of the die surface was considered to be the main wear mechanism of the forging tools in the 1970s [5]. Other works indicated the significance of frictional wear [6], oxidation wear [7], or plastic deformation of the die edge [8,9,10,11].
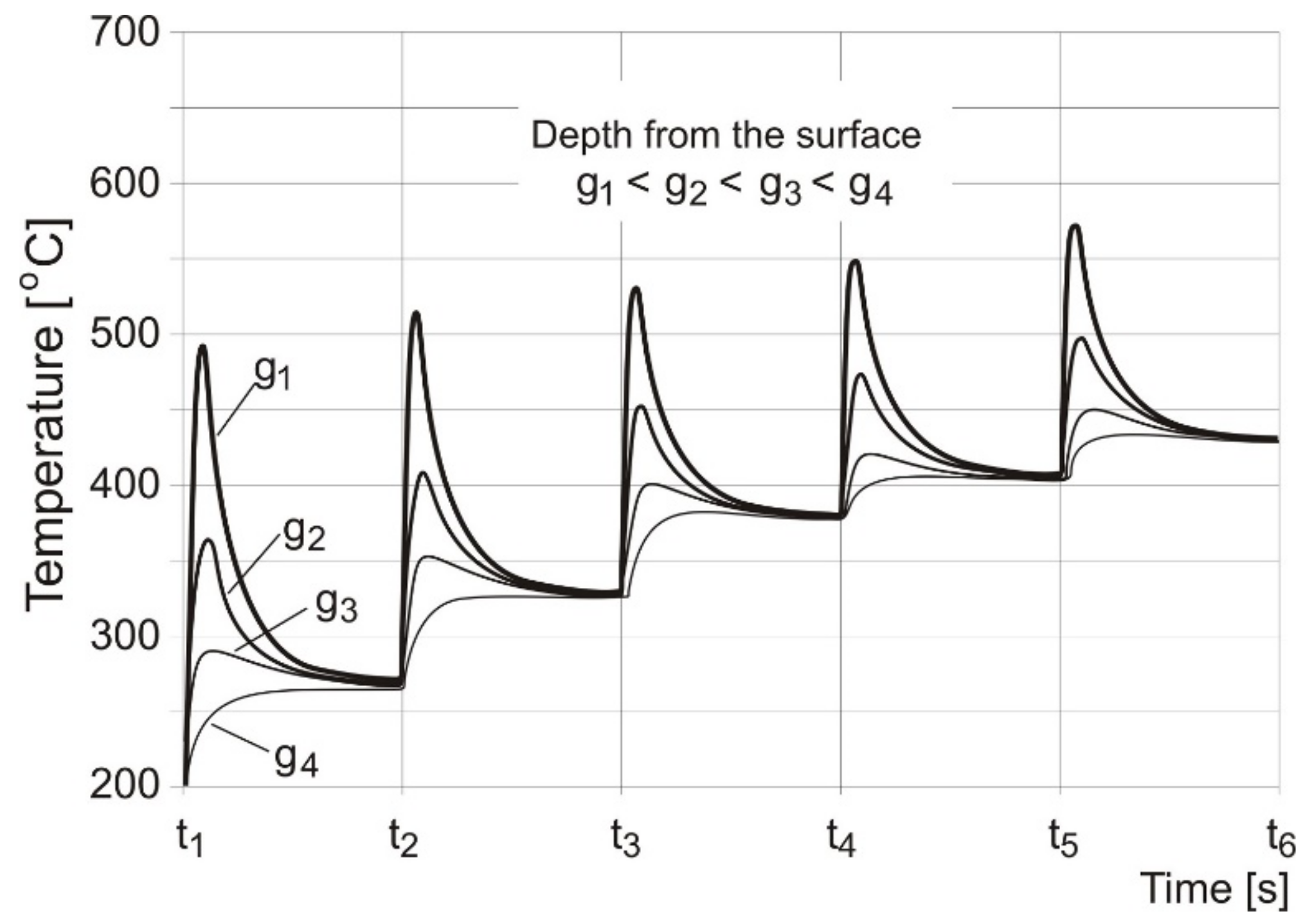
In the process of hot plastic working the forged material is heated to the temperature of 1000 to 1200 °C in order to reduce its yield point. The cyclically changing character of loads resulting from the specificity of the forging process makes the die heat up due to forging material and then cool cyclically. Temperature changes at various distances (gi) from the die face in subsequent cycles of the forging process are shown in Figure 2. It is estimated that the temperature in the die surface layer can achieve a value in the range of 600 to 900 °C [12,13,14].
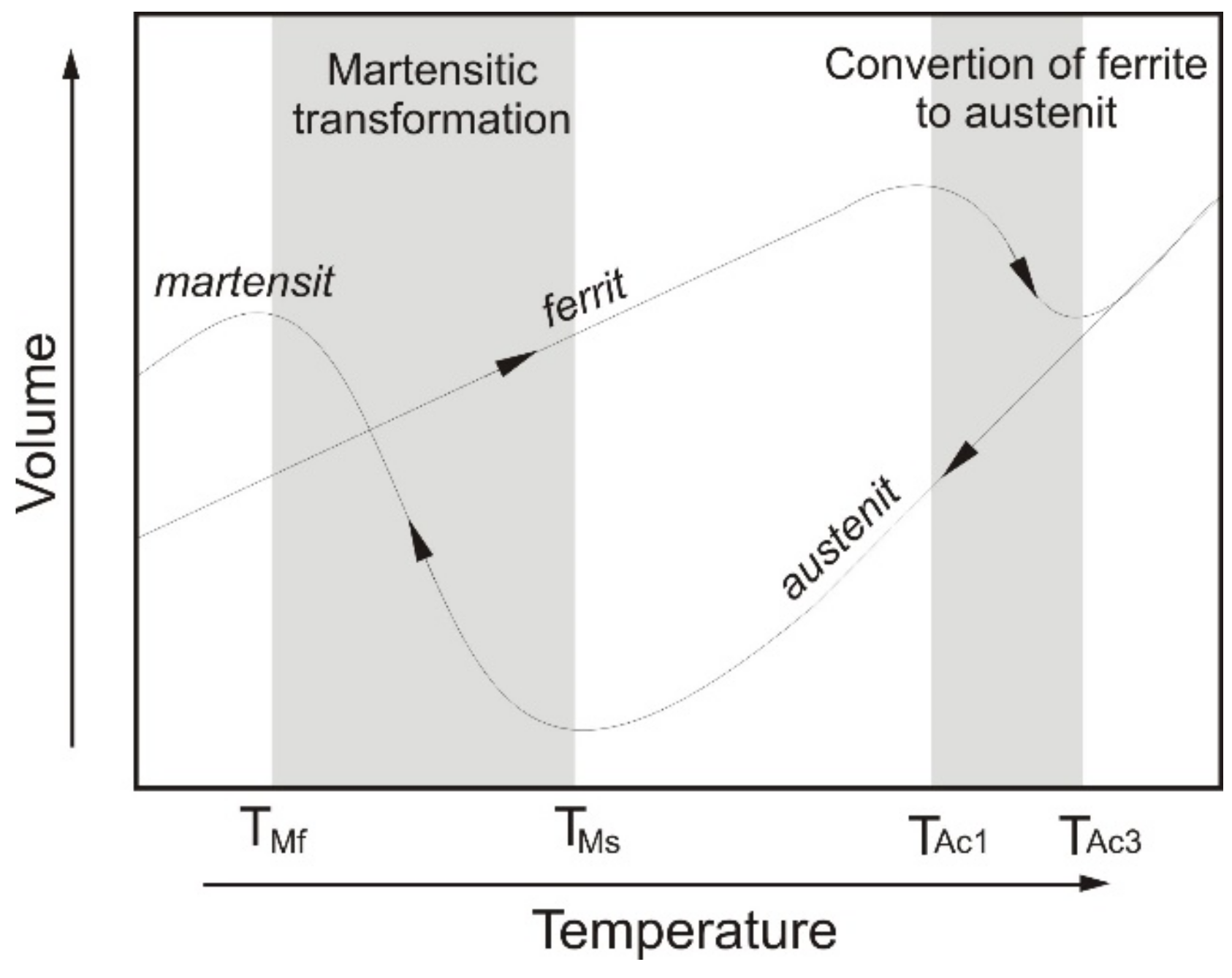
As a result of intensive cyclical temperature changes in the die surface layer the material expands and contracts alternately during forging. Consequently, along with rapid and uneven temperature changes, thermal and structural stresses appear in the tool material. Considering the ability of matrix surface layer to heat up to 900 °C, the temperature of the allotropic transformation Fe(α) → Fe(γ) TAc3 (for hot work steel with a carbon concentration of 0.32–0.40% TAc3 ≈ 800 °C) can be exceeded, which causes a sudden reduction of the material volume (TAc1—temperature at the beginning of the allotropic transformation Feα → Feγ, TAc3—temperature at the end of the allotropic transformation Feα → Feγ). The die cooling which occurs immediately after forging removal can reach the martensitic transformation temperature in the range TMs—TMf, which leads to a sudden increase in material volume (TMs—martensite start temperature, TMf—martensite finish temperature). Structural stresses are the effect of changes in material volume resulting from the described structural changes which are presented schematically in Figure 3. They can be reduced through heating the die to the temperature > TMs, i.e., in the range of 250 to 350 °C prior to forging process.
Intense and cyclical temperature changes in the surface layer of the die material lead to thermal and structural stresses, which, in turn, creates very favorable conditions for generating micro-cracks. This form of die material failure is determined as thermal fatigue failure. Moreover, all disturbances in the internal structure of the die material [16,17] such as carbide precipitates, point defects and rapid changes in shape and surface, i.e., notches and scratches, are also places of stress concentration. The cyclically changing nature of the external mechanical loads acting on the die in the production cycle causes fatigue processes defined as mechanical fatigue of the material. The intensity of destruction caused by mechanical fatigue increases along with the appearance of a network of cracks formed in the process of thermal fatigue. The network of cracks leads to an increase in stress concentration in the areas of its appearance. Since the thermal and mechanical fatigue mechanisms are interdependent, they are treated together as a process of destruction due to thermo-mechanical fatigue of the material.
Stresses initiated by the action of external forces in the forging process are usually in the range of 500–1000 MPa [18,19]. The yield point value for hot work steel grades used at temperatures of 25, 450 and 600 °C is shown in Table 1 [20]. The analysis of these values proved that until the die temperature reaches 450 °C, the yield point of these materials exceeds the upper limit of stresses initiated in the forging process, i.e., 1000 MPa. However, considering the fact that the temperature of the matrix surface layer can exceed 600 °C at the yield point drop below 1000 MPa, plastic deformation of the matrix material becomes possible.
High pressure and movement of the plastically deformed material against the die material generates high friction. Additionally, high temperature of the die surface can cause its oxidation [5,21]. As described in [22,23], successive cycles of forging cause cyclical operation of high mechanical loads. They cause plastic deformation of the substrate, which results in crushing the oxides and immediate re-oxidation of the matrix surface. The crushed products of steel oxidation process get into the friction zone between the die surface and the forging surface, forming hard and sharp particles, which turns frictional wear into abrasive wear with hard particles [24,25]. Despite much higher hardness of the die material in relation to the forging material, the observed abrasive wear of die can be significant in some cases.
Based on the analysis of destruction mechanisms for hot forging tools, three groups of factors influencing the durability of forging dies have been distinguished. These are factors related to:
- die—die material, die construction, manufacturing technology;
- forging—forging material, weight and shape;
- operation—hot forging parameters, forging technology.
Both factors related to forging and exploitation are usually predefined and not subject to change. The superior parameter of forging is its intended use and the subsequent ones are purpose of the forging, and, in the second case, the technical and technological parameters. Therefore the factors which allow to actually change the durability of dies are the die material and the technology of its production.
Forging dies are made of high-alloy hot working steel. Due to their intended use, they should be characterized by good mechanical properties, high hardness and good friction wear resistance in the full range of operating temperature defined for forging, i.e., 250 to 700 °C. At the same time, very important parameter is material’s resistance to thermal and mechanical fatigue. The analysis of destruction mechanisms for forging dies showed that the expertise about the real working temperature of a die is the most important parameter in the selection of materials for its production. Only then correct matrix material with the temperature tMs. being below the temperature range of its operation (Figure 3), minimizing thus the impact of structural stress on the wear process. The factor which decreases the tMs temperature is the increase in the concentration of alloying elements such as Cr, Mn, Mo, Ni. However, increasing the durability of the forging dies only through higher concentration of alloying elements in the materials used for their production loses its economic sense and is difficult to implement. A cheaper solution which is, however, more complex in terms of material and technology, seems to be the limitation of tool-destructive factors.
A well-known activity in this area is the use of forging die lubricants. They do not only reduce the friction between the forged and the die material but also isolate the die material from direct contact with the forged one. As a result, they effectively lower the temperature of the die surface, reducing thus the intensity of oxidation and erosion [8] processes as well as the intensity of material destruction due to thermal fatigue.
Another effective means aimed at increasing the durability of the forging dies is the modification of properties of the die surface layer by creating layers or coatings with specific properties. It seems to be justified as all the processes of die material destruction, i.e., thermo-mechanical fatigue, plastic deformation, abrasive wear and erosion take place precisely in the die material near the surface. Modifying the properties of the die surface layer creates an opportunity for the most effective way to increase the forging dies durability. This process combines two functions, namely: giving the material correct operational properties and creating a barrier which would limit the impact of damaging factors.
3. Hybrid Layers—Nitrided Layer + PVD Coating (NL + PVD)
The main purpose of using various surface engineering methods is to modify the properties of the surface layer for the base material by creating layers and coatings that would improve the durability of tools and machine elements. Cutting tools used to provide and still provide a source of information on principles and criteria which should be followed in the process of selecting properties of the surface layer for specific operating conditions. The work of Södberg and Hogmark [26], Van Stappen [27], Vetter [28] and many other researchers [29,30,31,32,33,34] contributed to the obtainment of many effective material solutions of surface engineering in the field of cutting tools, e.g.,:
- TiN, Ti (C, N)—coatings that increase wear resistance in the machining of steel;
- ZrN, (Ti,Zr)N, DLC—coatings on tools, which are used for machining of non-ferrous metals, e.g., aluminum alloys, titanium alloys;
- MoS2, WC/C—coatings that decrease the friction coefficient and facilitate chip evacuation;
- (Ti,Al)N—coatings that improve the heat resistance of tools, which, in turn, can increase the cutting speed and decrease the cool intensity.
Many new materials have also been developed in the field of functional coatings, such as erosion-resistant coatings [35], coating enhancing the functionality of substrates [36], as well as biodegradable coatings for medical applications [37]. However, coatings, which were effective in extending the life of cutting tool for forging dies where several intense deterioration factors accumulate, e.g., high mechanical loads, high temperature, friction, erosion, etc., have not achieved effective wear reduction results. The outcomes of many research works [38,39,40,41,42,43] have shown that the substrate is important element that should be definitely considered in the production of coatings that are to effectively counteract the cumulative destructive factors. The substrate transfers directly mechanical loads occurring in the operation process, effects stress in the coating [44,45] and coating adhesion [46,47], as well as determines coating stiffness through plastic deformation. For correct interaction of thin adhesive coatings the properties and geometry of the coated surface should not change during operation. Hence, when there are significant mechanical and thermal loads, the properties of the substrate play an important role in determining the application area of thin coatings. Therefore, in applications where several damaging factors accumulate, not only properties of the applied coatings should be optimized but also the properties of the entire substrate-coating system. This way of thinking about innovative solutions in the field of surface engineering made it necessary to combine various surface treatment methods into one technological process. This is how the complex technologies of surface treatment were born, using various methods of shaping physical and chemical properties of the surface layer [48,49,50]. The conducted research showed that in the field of complex surface treatment methods aimed at shaping properties for both the substrate and the coating multi-stage technologies are being developed that are called in the literature as “duplex technologies” or “hybrid technologies.” According to T.Bell’s definition [51] “Duplex surface engineering, as the name implies, involves sequential application of two (or more) established surface technologies to produce a surface composite with combined properties which are unobtainable through any individual surface technology.” The effect of multi-stage processing is the production of hybrid layers, where the achievement of special properties is the result of close interaction between the substrate and the coating on its surface.
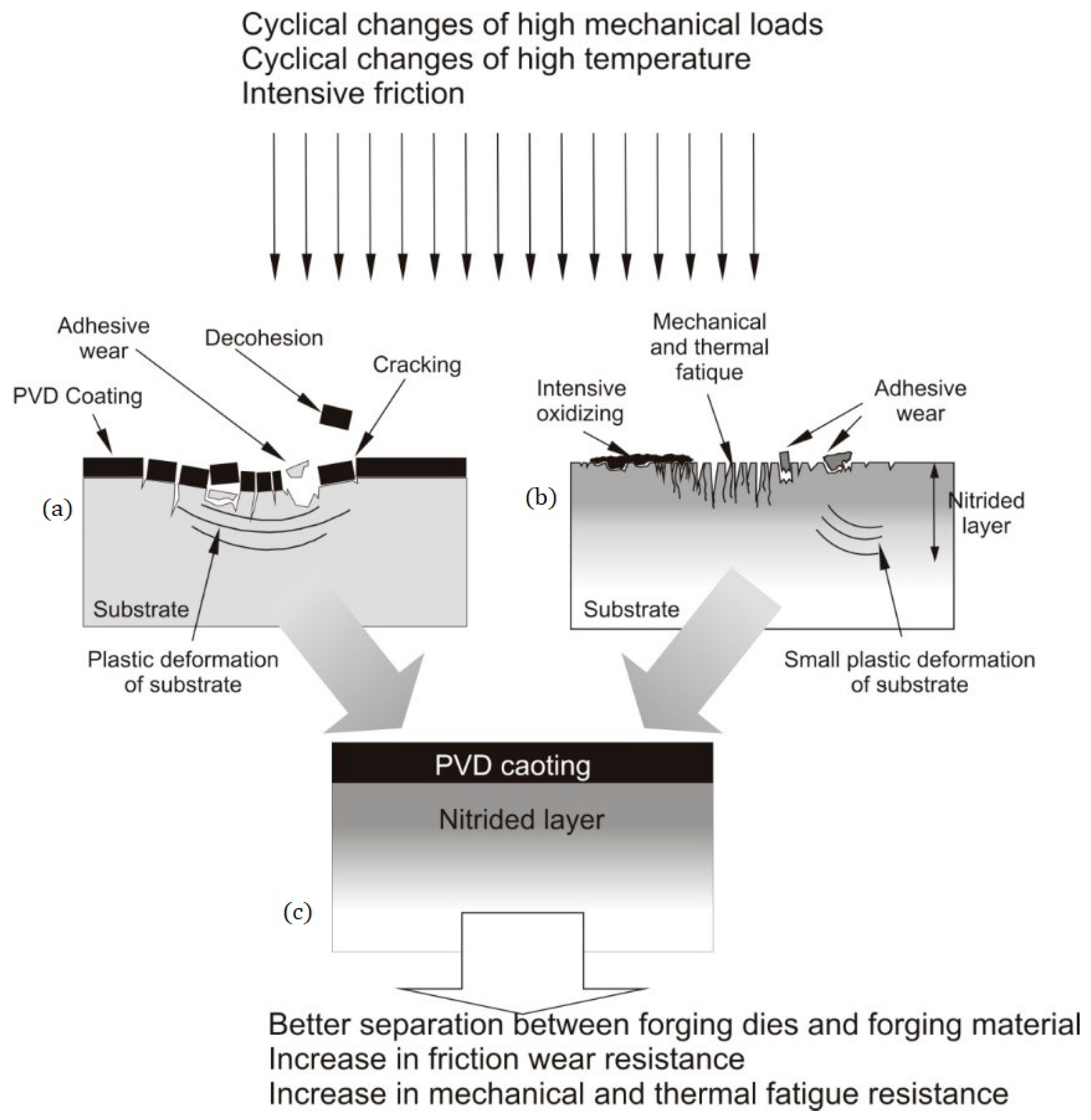
The best known hybrid layer made with the use of hybrid technologies consists of a nitrided layer—NL and coating obtained by physical vapor deposition method—PVD (NL + PVD) [52,53,54,55]. Due to interaction of two elements of this structure, i.e., the nitrided layer and the PVD coating, the hybrid layer is characterized by properties that would be unattainable if these elements were obtained separately. The behaviour of individual elements of the hybrid layer such as “nitrided layer/PVD coating”, and the combined effect of their interaction in the hot forming process were shown in Figure 4. The main factors which effect the forging dies are intense mechanical loads, high thermal shocks and intense friction. In case of substrates covered only with the PVD coating (Figure 4a) mechanical loads are the main destructive factor. They cause that the yield point is exceeded in the base material and, in effect, its plastic deformation. As a result, the hard and thin PVD coating breaks and loses its adhesion to the substrate. If only hard nitrided layer is present in the substrate (Figure 4b), the main destructive factor are intense, cyclical temperature changes causing thermal fatigue of the base material. Micro-crack mesh is appearing and spreading quickly causing deterioration of the surface quality, as well as local chipping. The surface is intensively oxidized and mechanical crushing and removal of oxides cause intensive abrasive wear. At the same time, high hardness of the diffusion zone reduces the susceptibility of the base material to plastic deformation. Simultaneous occurrence of the two mentioned structure elements, i.e., the nitrided layer and the PVD coating (Figure 4c), trigger their mutual interaction. The nitrided layer increases surface hardness and substrate resistance to plastic deformation in the near-surface zone. It ensures thus high stiffness of the substrate-coating system and protects the PVD coating against the loss of internal cohesion and adhesion with the substrate. The coherent PVD coating is an insulating layer for the nitrided substrate, limiting the influence of external factors on the process of its destruction. Thanks to correct adjustment of the PVD coating properties the friction coefficient can be effectively reduced and the wear and heat resistance increased.
Although the functions of the nitrided layer and the PVD coating in the hybrid layer are strictly defined, their creation does not only consist in a simple implementation of both methods, i.e., nitriding and coating, one after the other. The course of both processes must be subordinated to the simultaneous fulfilment of two goals: obtaining specific properties by individual elements of the structure and ensuring their effective, mutual cooperation. Therefore, the multi-step treatment must be specially designed and effectively carried out to obtain a multilayer structure with characteristics resulting from interaction of individual components.
3.1. Nitrided Layer
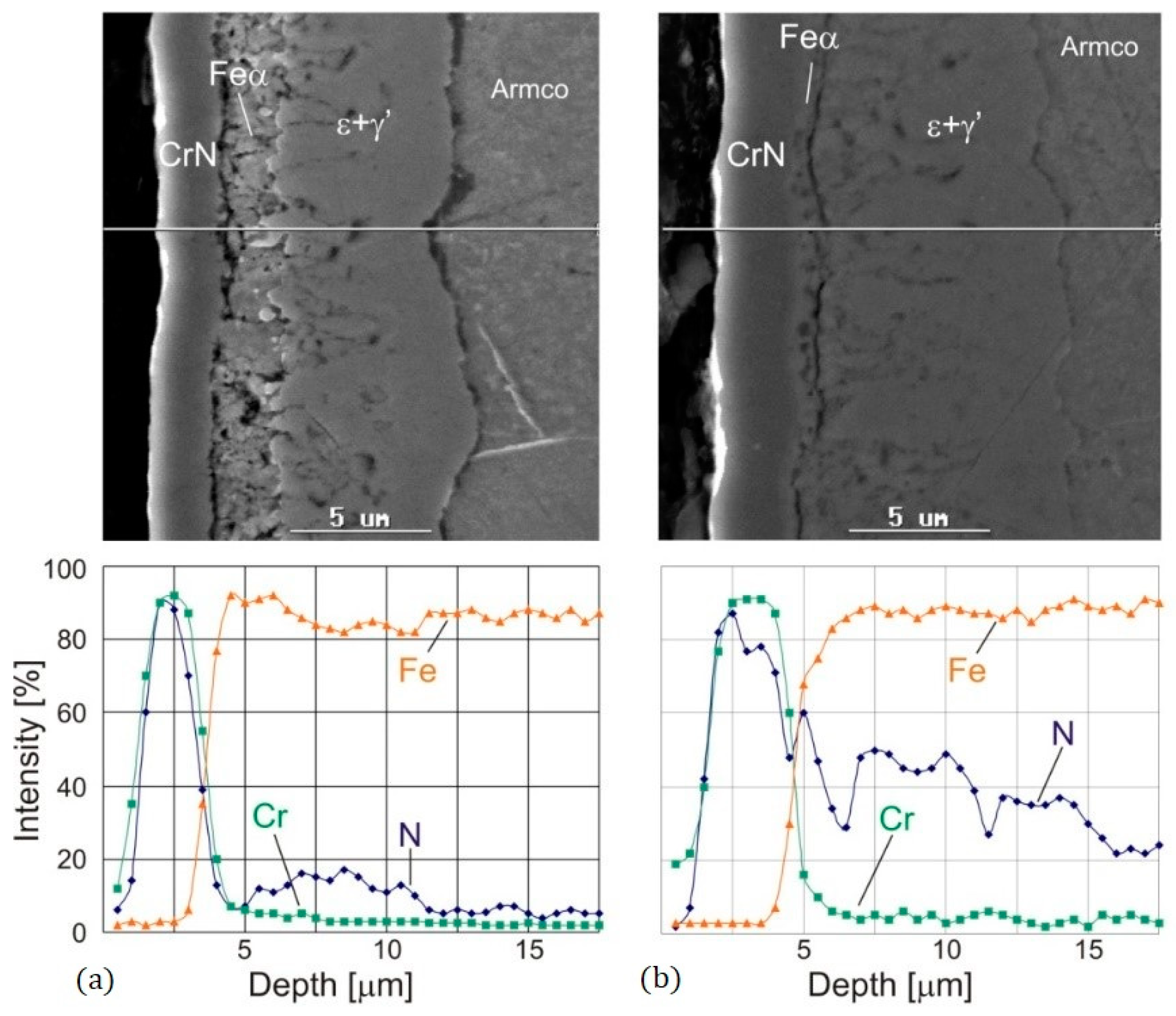
The structure of nitrided layer determines the possibility of transferring mechanical loads, but also significantly affects the adhesion of the PVD coating to the nitrided substrate. This is confirmed by different literature results [57,58] which showed that the layer of iron nitrides on the nitride surface layer is extremely important in this case. Sun and Bell [59], Smolik [60] and Beack [61] proved in their works that the denitriding of iron nitrides can occur even at a temperature of 400 to 500 °C and it is possible to create a soft layer of pure iron on the surface. The presence of nitrogen in the ion etching atmosphere has a significant influence on this process. Figure 5 shows the results of iron nitride decomposition which took place in the process of ion etching of the nitrided layer, preceding the deposition of the CrN coating. The ion etching process was performed in two different atmospheres: Cr+ plasma (Figure 5a) and Cr+ + N+ plasma (Figure 5b). In both cases plasma was produced by means of the Arc Evaporation method. The SEM observations as well as linear analysis of changes in the chemical composition by EDS method showed that the decomposition of iron nitrides to the pure iron layer is greater in nitrogen-free atmosphere.
The possibility of even a slight decomposition of iron nitrides, regardless of the ion etching atmosphere composition, means that, in order to ensure an adequate adhesion of the PVD coating to the nitrided substrate, the nitrided layer should be only a diffusion zone, without a layer of iron nitrides on the surface. This is confirmed by the adhesion tests carried out with the use of scratch method for CrN layers obtained by arc-vacuum method on the substrate made of EN X38CrMoV5.1 steel with the nitrided layer of different phase composition [62]. In case of nitrided layer without iron nitrides on the surface, only cracks in the scratch area are visible in the load range Fn = 50–140 N. The first adhesive damage of the CrN coating is visible on the edge of the scratch only after the load of the indenter with the force FnC2 ≈ 140 N is exceeded. In case of nitrided layer with a layer of iron nitrides on the surface, the adhesive damage of the CrN coatings appears on the edges of the scratch when the indenter is loaded with the force FnC2 = 50 N, which indicates a significantly worse adhesion of the CrN coating. Soft iron layer between the iron nitride layer and the CrN coating, resulting from the decomposition of iron nitride, is easily plasticly deformed during the scratch test. As a result, the thin CrN coating easily cracks and loses its adhesion to the substrate. However, the presence of a soft iron layer resulting from the decomposition of the iron nitride layer during ion etching is not the only cause of poor adhesion of the chromium nitride coating. If nitrided layer contains a layer of iron nitrides, the nature of changes in the acoustic signal AE in the scratch test indicates a significant share of brittle cracking in the load range Fn = 50–100 N. The observed changes cannot only be the result of damage to the CrN coating. Most likely, the brittle layer of iron nitrides also cracks in this load range. The results of the scratch tests performed indicate that—regardless of the intensity of the decomposition of iron nitrides in ion etching—the hybrid layer of the NL + CrN type, where iron nitrides were formed on the surface of the nitrided layer, is much less resistant to brittle cracking than in situation where nitrided layer contains only a diffusion zone.
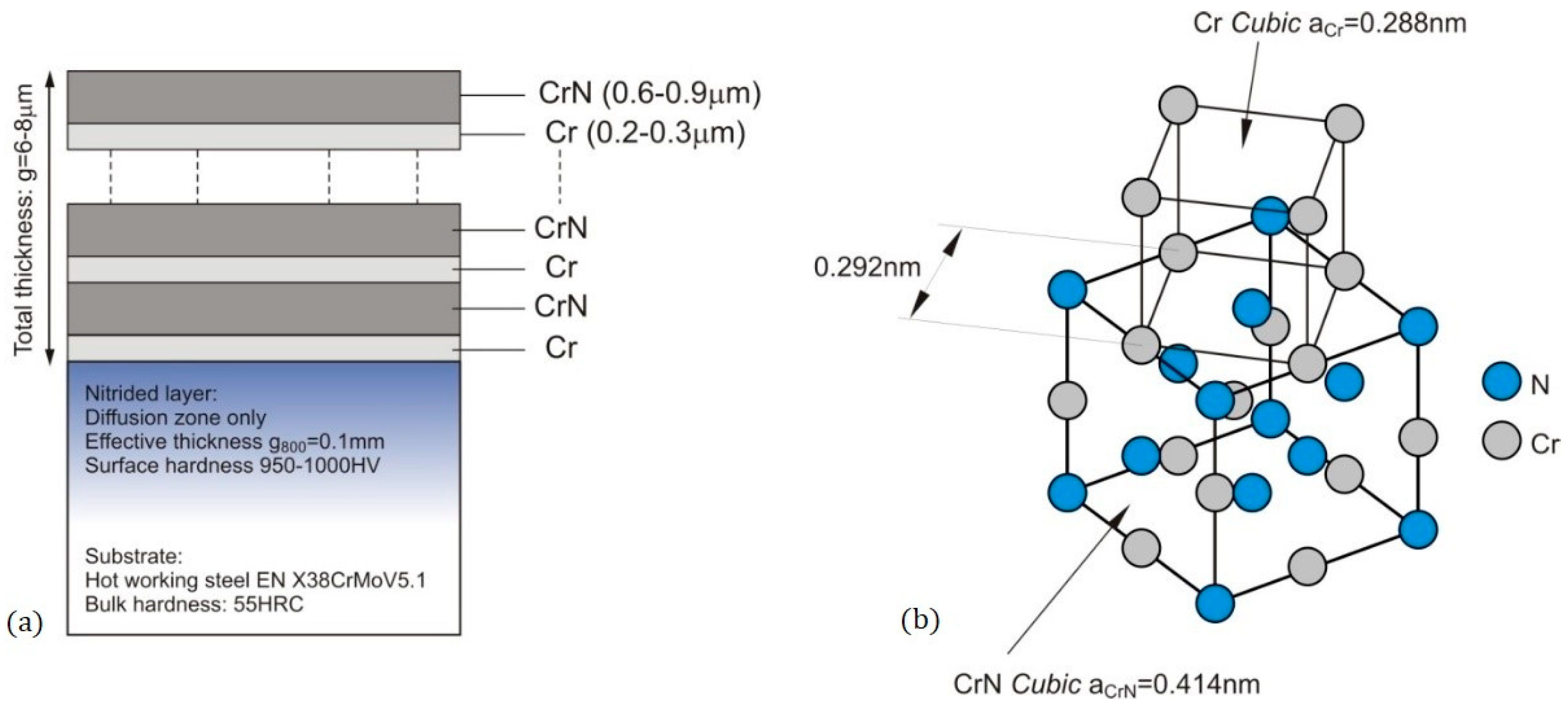
Hardness distribution is another parameter of the nitrided layer in the diffusion zone. Author’s experience [56] showed that hardness of the nitrided layer in the near-surface zone should not exceed 950–1000 HV, as this can result with too high internal stress and high brittleness. However, hardness should remain at 800 HV down to a depth of 0.1 mm and then gently decline to the core.
3.2. PVD Coating
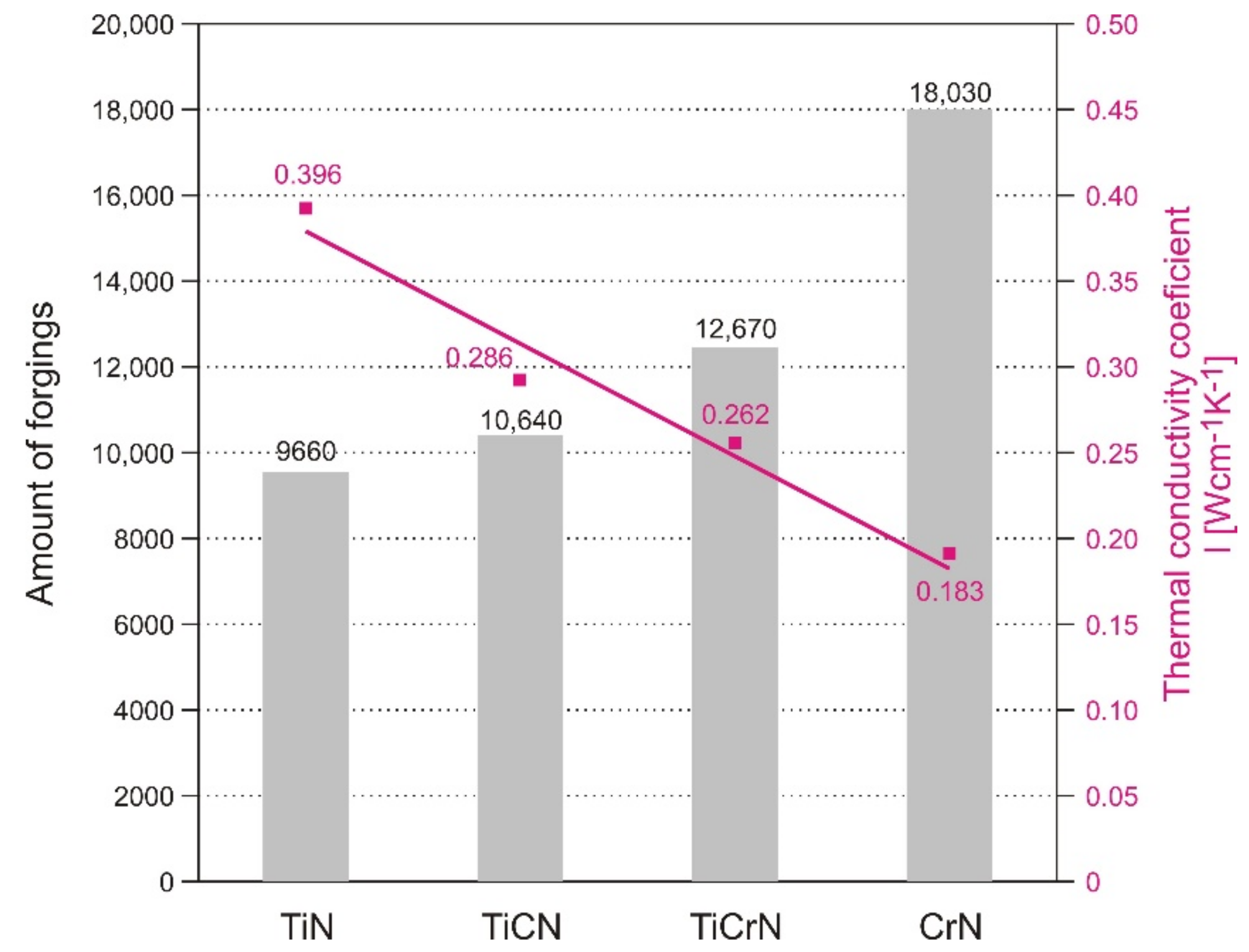
The main role of PVD coatings in the structure of hybrid layer is to reduce the influence of external factors on the substrate destruction process. As it was defined previously, the main factors acting on forging dies are intense mechanical stress, high thermal shocks and high friction. Most coatings used for anti-wear purposes (e.g., TiN, CrN, TiCN, TiCrN, etc.) are characterized by similar hardness and abrasion resistance. However, according to results of some studies, the lowest thermal conductivity [56] (Figure 6) and the highest possible fracture toughness [63] are the most important features affecting the durability of the forging dies. Low thermal conductivity reduces the impact of thermal shocks on the substrate material, limiting thus the possible loss of hardness and strength of the substrate material due to tempering. In addition, the risk of microcracks generation and propagation due to thermal fatigue is reduced as well. Coatings’ significant influence on lowering the die temperature during the forging process was also confirmed in the following works by Yucel Birol and Duygu Isler [64,65,66]. Bearing in mind the enumerated and expected properties of the PVD coatings, the coating recommendable for the increase of forging dies durability are: CrN [56] (λCrN ≈ 12 W/mK), Si3N4 (λSi3N4 ≈ 10 W/mK), TiB2 (λTB2 ≈ 20 W/mK: λ—thermal conductivity coefficient) as well as multi-layer coatings and multi-component coatings with their participation. It should be stressed, however, that in order to obtain the expected substrate protection effects, it is necessary to ensure the required adhesion of the PVD coating to the nitrided layer. The formation of multilayer structures often increases stresses in the coating, which can reduce its adhesion. Therefore, the production of multilayer coatings requires their appropriate design.
4. Different Material Solutions of NL + PVD Hybrid Layers in Forging Dies Applications
Differences in forging processes, such as geometry, weight, material and accuracy of forgings, applied pressures and machine quality, make it very difficult to compare the effectiveness of various PVD coating solutions in increasing the durability of forging dies. Therefore, the analysis of various coating materials in terms of their effectiveness in increasing the durability of forging dies should be carried out with reference to the same application, i.e., forging—die—forging press—pressures. The analysis in this article was carried out for a die made of EN X32CrMoV3.3 steel, used for forging raceways of rolling bearings with a diameter of ϕ = 80 mm, made of EN 100Cr6 steel. The forging process was carried out on the HATEBUR AMP-70 press. The forging parameters remained constant during the process: T = 1170 °C, v = 50 pieces per minute, F = 1200 t. The durability of standard dies, i.e., those subject to the nitriding process only, is 9000–10,000 forgings.
4.1. Hybrid Layer PN + CrN
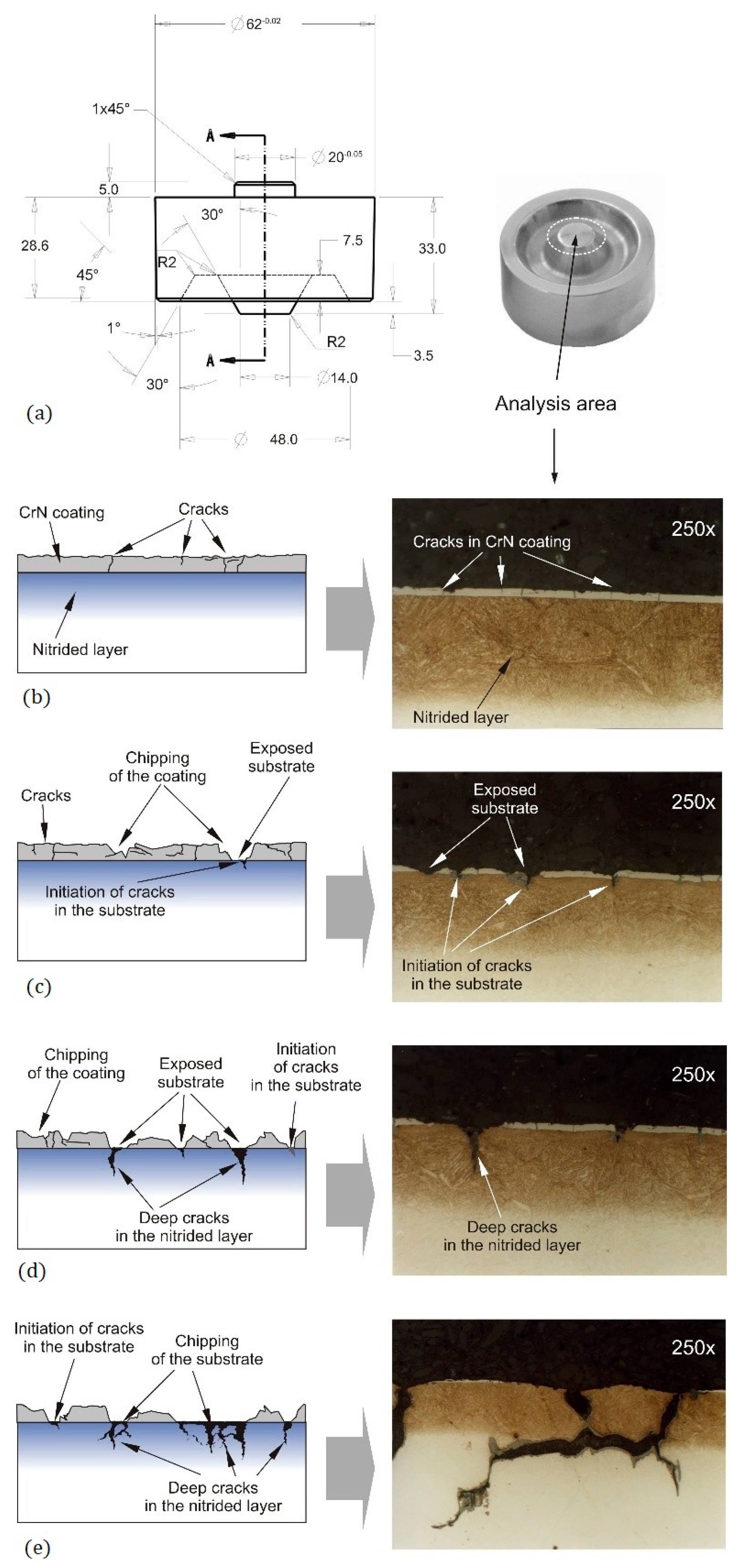
Results presented in Figure 6 showed that dies covered with the hybrid layer NL + CrN are characterized by the best durability, compared to three other PVD coatings tested. The destruction mechanism of the forging dies covered with the hybrid layer NL + CrN [54,67,68], where the thickness of CrN coating was 4 microns, are presented schematically in Figure 7. A specially designed research die was used for this purpose, as shown in Figure 7a.
In the first phase of the forging dies exploitation, cracks are initiated in the CrN coating and they mainly propagate perpendicularly to coating surface (Figure 7b). Cracks spreading through the entire coating thickness are effectively “extinguished” at the interface between the coating and the nitrided substrate.
As a result of further exploitation process, cracks parallel to the surface appear in the coating (Figure 7c). Combined with the already existing and newly generated cracks perpendicular to the surface, they cause chipping of the CrN coating, which leads to local exposures of the base material. These spots become points of stress concentration, where also—due to the lack of a CrN coating—the base material is more exposed to thermal shocks resulting from the cyclical nature of the forging process. In effect, the areas with exposed base material become places where cracks are initiated as a result of thermo-mechanical fatigue (Figure 7c) in the nitrided layer. The exploitation process makes the initiated cracks spread deeper into the base material (Figure 7d). The continuous process of destroying the CrN coating and exposing subsequent fragments of the substrate surface triggers new cracks in the nitrided layer. The network of cracks formed in this way leads to mechanical weakness of the base material and, in turn, to the formation of local fractures and cavities (Figure 7e).
Through the destruction of the chromium nitride coating and substrate exposure the effectiveness of the protective barrier, i.e., the CrN coating is reduced. What is more, thermal processes in the substrate resulting from tempering are intensified, which leads to the reduction of hardness and plastic deformation, and, in the end effect, to changes in the geometry of forging and increased roughness of its surface. These defects are the direct reason why the die no longer fulfills the accepted quality criteria and is considered to be worn out. Dies covered with the hybrid layer of NL + CrN increased the durability of the dies for forging the raceways of rolling bearings by approximately 80% compared to standard dies, demonstrating the durability of 18,000 forgings [69].
4.2. Hybrid Layer NL + Cr/CrN Multilayer
The examination of the wear process of the forging dies with the generated NL + CrN hybrid layer has shown how important is the role of the PVD coating in reducing die wear. The PVD coating reduces substrate wear thanks to thermo-mechanical fatigue. This phenomenon it is effective as long as the coating is not damaged. In the initial stage of forging the effectiveness of the die intensity reduction is determined primarily by PVD coating. As it was demonstrated during the examination of the die destruction mechanism with the NL + CrN hybrid layer, the CrN coating is damaged mainly by the cracking process. The main goal in the development process of a new hybrid layer was to increase the fracture toughness of the PVD coating which could counteract the deterioration of forging dies more effectively. Based on the experience with the NL + CrN hybrid layer, it was decided that the best way to increase the fracture toughness of the CrN coating will be to replace it with a multilayer coating.
According to the multi-stage destruction mechanism for multi-layer coatings, proposed by Holleck [70,71,72] the boundaries between successive component layers of multi-layer coatings are the places, where microcracks can change the direction of propagation or become extinguished. This phenomenon reduces the possibility of microcracks penetrating deeper into the coating, extending the path of a single crack and reducing its energy. Cr/CrN multilayer coatings are characterized by very good crystallographic matching of subsequent Cr and CrN component layers [73]. The formation of a crystalline Cr2N transition layer with a thickness of several dozen nanometers between them was also demonstrated [74,75,76]. It has been confirmed that the Cr2N transition layer ensures good coherence of the subsequent component layers of the coating, i.e., Cr and CrN [77,78], which results in high adhesion [79], resistance to wear by friction [80], and corrosion resistance [81]. The scheme of the Cr/CrN multilayer coating is presented in Figure 8.
Berger et al. showed in [80] that the presence of higher plasticity component layers in the multilayer coating significantly increases coating’s resistance to abrasive wear. The results of experimental tests indicate a significant role of metallic chromium component layers, which—through the possibility of plastic deformation—limit the action of hard particles in the friction zone. Simulation test results presented by Lakkaraju et al. in [82] and Gorishnyy et al. in [83] showed that both the value of stresses initiated in the Cr-CrN multilayer coating as well as its susceptibility to plastic deformation significantly depend on its structure, i.e., the order of applied Cr and CrN layers with respect to substrate and mutual ratio of their thickness. If the first component layer of the Cr-CrN multilayer coating being in direct contact with the substrate is the layer of metallic chromium. stress relaxation occurs at the interface between the substrate and the coating, which, in turn, significantly improves the adhesion of the coating with the substrate. At the same time, the outermost component layer of the Cr-CrN multilayer coating should be the CrN layer which, in turn, provides greater resistance to plastic deformation. Also Lamastra in the work [46] showed that in case of multilayer Cr-CrN coatings, the distribution of stress measured in a plane parallel to the sample surface is greater than in case of CrN coatings.
Production tests of dies for forging the raceways of rolling bearings covered with the hybrid layer NL + (Cr/CrN) × 8 (multilayer coating (Cr/CrN) × 8, consisting of 8 Cr/CrN complexes), showed over 5-fold increase of durability compared to standard dies, which demonstrates the durability of 59,000 forgings [84].
For other applications, the efficiency of hybrid layer PN + (Cr/CrN) × 8 in increasing the durability of forging dies was different and depended strongly on types of forgings, i.e., forging dies for producing of brackets—2-fold increase of durability; forging dies for producing of half-shafts—3.2-fold increase of durability; forging dies for producing of synchronizer rings—1.2-fold increase of durability.
4.3. Hybrid Layer NL + Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite
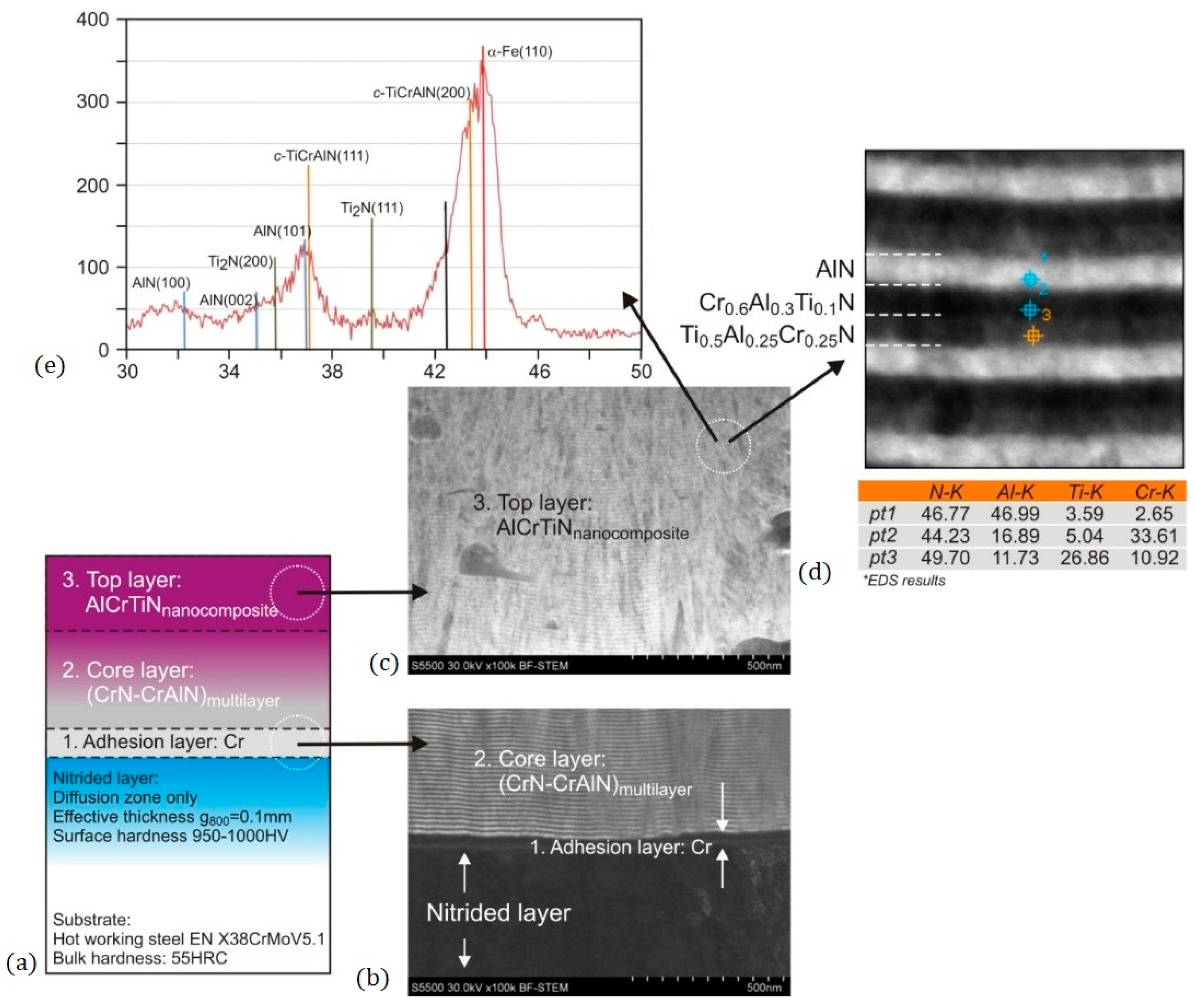
Another direction of material development of NL+PVD hybrid layers intended to increase the forging dies durability were “Triple Coatings” consisting of three functional zones: 1. adhesion layer, 2. core layer (monoblock, gradient or multilayer), 3. top layer (nanocomposite) (Figure 9a). An example of “Triple Coating” is the Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite coating, shown in Figure 9. The purpose of creating such complex PVD coatings was to increase the cohesion of the multilayer structure and, at the same time, obtain a top layer consisting of multi-metallic nitrides. Multimetallic nitrides are characterized by much higher heat resistance which is about to ≈1000 °C [85] for multi-component coatings (Ti,Cr,Al)N. For this purpose the creation of hybrid layers of the NL+PVD coating type with multi-component coatings such as e.g., (Cr,Al)N, (Ti,Cr,Al)N [86], (Ti,Si,Al)N [87], (Ti,Cr,Al,Si)N [88] has been proposed. However, due to different chemical composition and zonal distribution of plasma sources, as well as the rotation of coated elements, nanocomposite coatings are often a multilayer mixture of multi-metal nitrides (Figure 9d). The chemical composition of nitrides deposited in individual component layers depends on operating parameters of individual plasma sources, intensity of emission of individual elements from the plasma sources, as well as the speed of their surface diffusion on the coated substrates. In case of the hybrid layer NL + Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite, it was shown that the dominant nitrides in the AlCrTiNnanocomposite top layer are polymetallic nitrides: Ti0.50Al0.25Cr0.25N, Cr0.6Al0.3Ti0.1N and a small proportion of monometallic nitrides AlN, Cr2N, Ti2N (Figure 9d,e).
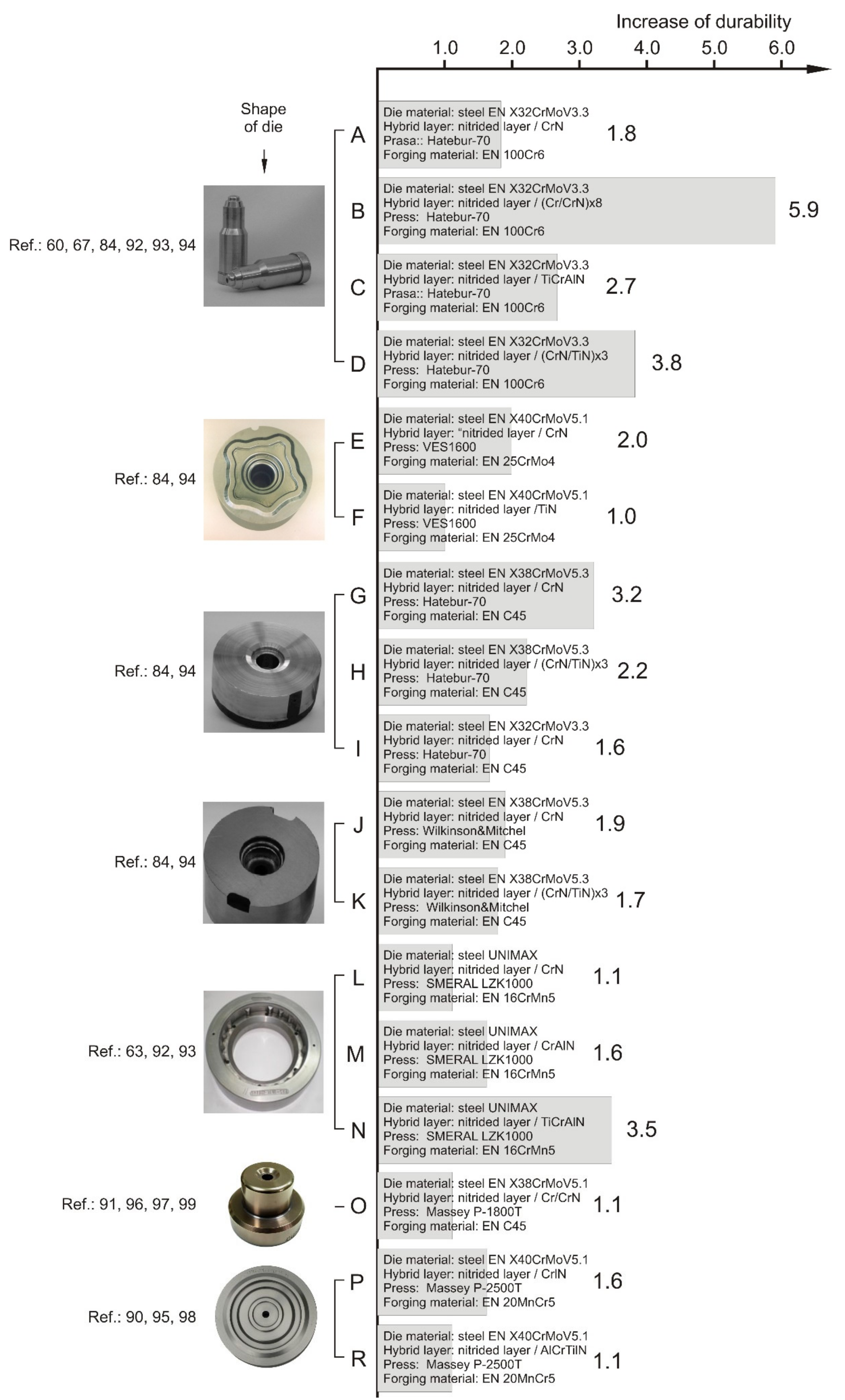
The deposited hybrid layer NL + Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite was characterized by very good mechanical properties: H = 32 GPa, E = 380 GPa, resistance to plastic deformation which determines the load capacity of the coating H3/E2 = 0.22 adhesion measured using the scratch test method F3 = 80 N (F3—load on the indenter in the scratch-test method in which the coating is removed along the entire width of the scratch). However, despite very good properties of the PVD coating, operational tests have shown that the effectiveness of the deposited hybrid layer NL + Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite, in terms of increasing the durability of forging dies for forging bearing raceways rolling, is lower than in case of the hybrid layer NL + (Cr/CrN) × 8 and amounts to approx. 37,000 forgings. Work carried out with the use of other hybrid layers with various PVD coatings, including monoblock and multilayer [89,90,91,92,93,94,95,96] including: AlCrTiNmonoblock, AlCrTiSiNmonoblock, (CrN/TiN) × 3 multilayer, and “Triple Coatings” [97,98,99] incl.: Cr/CrN/CrN-AlCrNmultilayer/AlCrN-TiSiNmultinanolayer, Cr/CrNmonoblock/AlCrTiNnanocomposite, CrN/AlCrNmonoblock/AlCrTiSiNnanocomposite, confirmed in each case the highest efficiency of NL + (Cr/CrN) × 8 hybrid layers. This applies to the forging of forgings with various geometries, weights and made of various materials. All tested coatings were obtained by the Arc-Evaporation method on the same PVD machine. The results of the tested forging die durability in various application combinations are shown in Figure 10. The variety of obtained results is directly related to a very large dispersion in the parameters of the forging process: forging—die—forging press—pressures.
5. Conclusions
This paper is a summary of author’s experience and analysis of literature in the field of surface treatment of forging dies. The article describes destructive mechanisms of forging dies in forging processes. The possibilities of increasing the durability of forging dies with the use of modern surface engineering methods are presented.
The main information concerning the possibility of increasing the durability of forging dies:
- High potential of hybrid layers of the “Nitrided Layer + PVD Coating” (NL + PVD) in improving the functional properties of forging dies was confirmed.
- When assessing the durability of forging dies covered with different coatings and layers, it is important to maintain the same conditions of the forging process, i.e., concerning the same application: forging—die—forging press—pressures; such way of analysis has proved very good properties of the NL + (Cr/CrN) × 8 hybrid layer.
- The hybrid layers of the NL + PVD coating type create great possibilities in shaping the operational properties of tools and machine elements. However, in each application precise identification of the wear mechanism and design of an individual PVD coating material solution is required.
Funding
The article was prepared using the results obtained in various research projects carried out in the period 2002–2019: GRD1-2001-40217; 2002–2005; Elaboration of technology and equipment for continuous duplex treatment of hot forging tools; financed by the European Community under the ‘Competitive and Sustainable Growth’ Programme; 271/N-DFG/2008/0; 2008-2011; New generation forging dies with increased durability; financed on the basis of an agreement on scientific cooperation between the Polish Ministry of Science and Higher Education and the German Scientific Foundation—Deutsche Forschungsgemeinschaft (DFG); IniTech ZPB/69/72766/IT2/10; 2010–2013; Package hybrid surface treatment technologies to increase the life of dies; financed by The National Centre of research and Development in Poland; PBS1/A5/1/2012; 2012–2015; Modelling the properties of multilayer coatings in the aspect of selected parameters of their construction along with technological verification; financed by The National Centre of research and Development in Poland; PBS2/A5/37/2013; 2014–2017; The use of advanced hybrid layers of the PN + PVD type dedicated to increasing the durability of tools in forging processes; financed by The National Centre of Research and Development in Poland; SPUB 3696/E-105/SPUB/2016/2; 2016–2018; Development of hybrid surface engineering technologies; financed by the National Ministry of Science and Higher Education.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
I would like to thank Adam Mazurkiewicz from the Institute for Sustainable Technologies in Radom, Halina Garbacz from Warsaw University of Technology and Zbigniew Gronostajski from Wrocław University of Science and Technology, for many years of cooperation in the study of hybrid layers and their use in increasing the durability of forging dies.
Conflicts of Interest
Author declares no conflict of interest.
References and Note
- Euoforge Homepage. Available online: www.euroforge.org (accessed on 29 October 2020).
- Kubotera, H. Global environment and technology of plasticity: Role of technology of plasticity in addressing global environmental. J. Mater. Process. Technol. 1996, 59, 21. [Google Scholar] [CrossRef]
- Brucelle, O.; Bernhart, G. Methodology for service life increase of hot forging tools. J. Mater. Process. Technol. 1999, 87, 237. [Google Scholar] [CrossRef] [Green Version]
- Barnett, K.J. Research initiatives for the forging industry. J. Mater. Process. Technol. 2000, 98, 162. [Google Scholar] [CrossRef]
- Singh, A.K.; Rooks, B.W.; Tobias, S.A. Factors affecting die wear. Wear 1973, 25, 271–279. [Google Scholar] [CrossRef]
- Barrau, O.; Boher, C.; Gras, R.; Rezai-Aria, F. Analysis of the friction and wear behaviour of hot work tool steel for forging. Wear 2003, 255, 1444. [Google Scholar] [CrossRef] [Green Version]
- Sharma, R.; Arrowsmith, D.J. The wear of forging dies in the first five forging blows. Wear 1981, 74, 1. [Google Scholar] [CrossRef]
- Summerville, E.; Venkatesan, K.; Subramanian, C. Wear processes in hot forging press tools. Mater. Des. 1991, 16, 289. [Google Scholar] [CrossRef]
- Jeong, D.J.; Kim, D.J.; Kim, J.H.; Kim, B.M.; Dean, T.A. Effects of surface treatments and lubricants for warm forging die life. J. Mater. Process. Technol. 2001, 113, 544. [Google Scholar] [CrossRef]
- Saiki, H.; Marumo, Y.; Minami, A.; Sanoi, T. Effect of the surface structure on the resistance to plastic deformation of a hot forging tool. J. Mater. Process. Technol. 2001, 113, 22. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, H.C.; Kim, B.M.; Kim, K.H. Estimation of die service life against plastic deformation and wear during hot forging processes. J. Mater. Process. Technol. 2005, 166, 372. [Google Scholar] [CrossRef]
- Gierzyńska-Dolna, M.; Lacki, P. The effect of hardening layers and technological lubricants on heat exchange between workpiece and die. Comput. Struct. 1999, 72, 165. [Google Scholar] [CrossRef]
- Terčelj, M.; Panjan, P.; Urankar, I.; Fajfar, P.; Turk, R. A newly designed laboratory hot forging test for evaluation of coated tool wear resistant. Surf. Coat. Technol. 2006, 200, 3594. [Google Scholar] [CrossRef]
- Terčelj, M.; Turk, R.; Knap, M. Assessment of temperature on the die surface in laboratory hot metal forming. Appl. Therm. Eng. 2003, 23, 113. [Google Scholar] [CrossRef]
- Smolik, J. Rola Warstw Hybrydowych Typu Warstwa Azotowana/Powłoka PVD w Procesie Zwiększania Trwałości Matryc Kuźniczych; The Łukasiewicz Research Network—Institute for Sustainable Technology: Radom, Poland, 2007; ISBN 978-83-7204-647-5. (In Polish) [Google Scholar]
- Maximov, J.T.; Kuzmanov, T.V.; Anchev, A.P.; Ichkova, M.D. A finite element simulating on the spherical mandrelling process of holes with cracks. J. Mater. Process. Technol. 2006, 171, 459. [Google Scholar] [CrossRef]
- Sun, J.S.; Lee, K.H.; Lee, H.P. Effect of geometry and fillet radius on die stresses in stamping processes. J. Mater. Process. Technol. 2000, 104, 254. [Google Scholar] [CrossRef]
- Xinbo, L.; Fubao, Z.; Jianhua, F.; Zhiliang, Z. Research on the flow stress characteristic of AISI 1006 and AISI 5140 in the temperature range of warm forging by means of thermo mechanical experiments. J. Mater. Process. Technol. 2002, 122, 38. [Google Scholar] [CrossRef]
- Bochniak, W.; Korbel, A.; Szyndler, R.; Hanarz, R.; Stalony, F.; Blaz, L.; Snarski, P. New forging method of bevel gears from structural steel. J. Mater. Process. Technol. 2006, 173, 75. [Google Scholar] [CrossRef]
- BÖHLER Homepage. Available online: https//www.bohler.pl (accessed on 12 November 2020).
- Sjostrom, J.; Bergstrom, J. Thermal fatigue testing of chromium martensitic hot-work tool steel after different austenitizing treatments. J. Mater. Process. Technol. 2004, 1089, 153–154. [Google Scholar] [CrossRef]
- Beynon, J.H. Tribology in hot metal forming. Tribol. Int. 1998, 31, 73. [Google Scholar] [CrossRef]
- Tu, J.P.; Jie, X.H.; Mao, Z.Y.; Matsumura, M. The effect of temperature on the unlubricated sliding wear of 5CrNiMo steel against 40MnB steel in the range 400–600 °C. Tribol. Int. 1998, 31, 347. [Google Scholar] [CrossRef]
- Gahr, Z.K.H. Wear by hard particles. Tribol. Int. 1998, 31, 587. [Google Scholar] [CrossRef]
- Matthews, A.; Leyland, A.; Holmberg, K.; Ronkainen, H. Design aspects for advances tribological surface coatings. Surf. Coat. Technol. 1998, 1, 100–101. [Google Scholar]
- Söderberg, S.; Hogmark, S. Wear mechanisms and tool life of high speed steels related to microstructure. Wear 1986, 110, 315. [Google Scholar] [CrossRef]
- Van Stappen, M.; Stals, L.M.; Kerkhofs, M.; Quaeyhaegens, C. State of the art for the industrial use of ceramic PVD coatings. Surf. Coat. Technol. 1995, 629, 74–75. [Google Scholar] [CrossRef]
- Vetter, J. Vacuum arc coatings for tools: Potential and application. Surf. Coat. Technol. 1995, 19, 76–77. [Google Scholar]
- Lin, J.F.; Liu, M.H.; Wu, J.D. Analysis of the friction and wear mechanism of structural ceramic coatings. Part 2: The effect of operating conditions and substrate material. Wear 1996, 198, 7. [Google Scholar] [CrossRef]
- Wilson, S.; Alpas, A.T. Wear mechanism maps for TiN-coated high speed steel. Surf. Coat. Technol. 1999, 519, 120–121. [Google Scholar] [CrossRef]
- Feng, W.; Yan, D.; He, J.; Li, X.; Dong, Y. Reactive plasma sprayed TiN coating and its tribological properties. Wear 2005, 258, 806. [Google Scholar] [CrossRef]
- Smolik, J.; Zdunek, K. Investigation of the influence of chemical composition of Ti(C,N) layer on the stresses value in the multilayer coating TiC/Ti(C,N)/TiN. Surf. Coat. Technol. 1999, 398, 116–119. [Google Scholar]
- Smolik, J.; Zdunek, K. The influence of the tribological properties of the crystallographic match of TiC/Ti(C,N)/TiN multilayers. Vacuum 1998, 51, 441. [Google Scholar] [CrossRef]
- Smolik, J.; Zdunek, K. Effect of interlayer composition on the trbological properties of TiC/Ti(C,N)/TiN anti abrasive multilayer coatings. Vacuum 1998, 55, 147. [Google Scholar] [CrossRef]
- Bonu, V.; Jeevitha, M.; Kumar, P.V.; Sandip, B.; Harish, C.B. Ultra-thin multilayered erosion resistant Ti/TiN coatings with stress absorbing layers. Appl. Surf. Sci. 2019, 478, 872–881. [Google Scholar] [CrossRef]
- Dehghanghadikolaei, A.; Fotovvati, B. Coating techniques for functional enhancement of metal implants for bone replacement: A review. Materials 2019, 12, 1795. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, H.; Dehghanghadikolaeib, A.; Advinculac, R.; Deand, D.; Luo, A.; Elahinia, M. Ceramic coating for delayed degradation of Mg-1.2Zn-0.5Ca-0.5Mn bone fixation and instrumentation. Thin Solid Film. 2019, 687, 137456. [Google Scholar] [CrossRef]
- Panjan, P.; Čekada, M.; Navinšek, B. A new experimental method for studying the cracking behaviour of PVD multilayer coatings. Surf. Coat. Technol. 2003, 55, 174–175. [Google Scholar] [CrossRef]
- Swain, M.V.; Menčik, J. Mechanical property characterisation of thin films using spherical tipped indenters. Thin Solid Film. 1994, 253, 204. [Google Scholar] [CrossRef]
- Bandorf, R.; Luthje, H.; Wortmann, A.; Steadler, T.; Wittorf, R. Influence of substrate material and topography on the tribological behaviour of submicron coatings. Surf. Coat. Technol. 2003, 461, 174–175. [Google Scholar] [CrossRef]
- Hainswoth, S.V.; Soh, W.C. The effect of the substrate on the mechanical properties of TiN coatings. Surf. Coat. Technol. 2003, 515, 163–164. [Google Scholar]
- Li, X.-F. Effects of an elastic substrate on the interfacial adhesion of thin films. Surf. Coat. Technol. 2006, 200, 5003. [Google Scholar] [CrossRef]
- Van Essen, P.; Hoy, R.; Kamminga, J.D.; Ehiasarian, A.P.; Janssen, G.C.A.M. Scratch resistance and wear of CrNx coating. Surf. Coat. Technol. 2006, 200, 3496. [Google Scholar] [CrossRef]
- Lamastra, F.R.; Leonardi, F.; Montanari, R.; Casadei, F.; Valente, T.; Gusmano, G. X-ray residual stress analysis on CrN/Cr/CrN multilayer PVD coatings deposited on different steel substrates. Surf. Coat. Technol. 2006, 200, 6172. [Google Scholar] [CrossRef]
- Larsson, M.; Bromark, M.; Hedenqvist, P.; Hogmark, S. Mechanical and tribological properties of multilayer PVD TiN/NbN coatings. Surf. Coat. Technol. 1997, 91, 43. [Google Scholar] [CrossRef]
- Ichimura, H.; Rodrigo, A. The correlation of scratch adhesion with composite hardness for TiN coatings. Surf. Coat. Technol. 2000, 126, 152. [Google Scholar] [CrossRef]
- Tonshoff, H.K.; Blawit, C.; Rie, K.T.; Gebauer, A. Effects of surface properties on coating adhesion and wear behaviour of PACVD coated cermets in interrupted cutting. Surf. Coat. Technol. 1997, 97, 224. [Google Scholar] [CrossRef]
- Matthews, A.; Leyland, A. Hybrid techniques in surface engineering. Surf. Coat. Technol. 1995, 71, 88. [Google Scholar] [CrossRef]
- Celis, J.P.; Drees, D.; Huq, M.Z.; Wu, P.Q.; De Bonte, M. Hybrid processes—A versatile technique to match process requirements and coating needs. Surf. Coat. Technol. 1999, 113, 165. [Google Scholar] [CrossRef]
- Yerokhin, A.L.; Leyland, A.; Tsotsos, C.; Wilson, A.D.; Nie, X.; Matthews, A. Duplex surface treatments combining plasma electrolytic nitrocarburising and plasma immersion ion assisted deposition. Surf. Coat. Technol. 2001, 1129, 142–144. [Google Scholar] [CrossRef]
- Bell, T.; Dong, H.; Sun, Y. Realising the potential of duplex surface engineering. Tribol. Int. 1998, 31, 127. [Google Scholar] [CrossRef]
- D’Haen, J.; Quaeyhaegens, C.; Stals, M.L.; Van Stappen, M. Interface study of physical vapour deposition TiN coatings on plasma nitrided steels. Surf. Coat. Technol. 1993, 61, 194. [Google Scholar] [CrossRef]
- Dingremont, N.; Pianelli, A.; Bergmann, E.; Michel, H. Analysis of the compatibility of plasma nitrided steels with ceramic coatings deposited by the ion plating technique. Surf. Coat. Technol. 1993, 61, 187. [Google Scholar] [CrossRef]
- Smolik, J.; Gulde, M.; Walkowicz, J.; Suchanek, J. Influence of the structure of the composite: Nitrided layer/PVD coating on the durability of forging dies made of steel DIN 1.2367. Surf. Coat. Technol. 2004, 180–181, 506. [Google Scholar] [CrossRef]
- Ma, S.; Li, Y.; Xu, K. The composite of nitrided steel of H13 and TiN coatings by plasma duplex treatment and the effect of pre nitriding. Surf. Coat. Technol. 2001, 137, 116. [Google Scholar] [CrossRef]
- Smolik, J. Hybrydowe Technologie Inżynierii Powierzchni; The Łukasiewicz Research Network—Institute for Sustainable Technology: Warsaw, Poland, 2016; ISBN 987-83-7789-410-1. (In Polish) [Google Scholar]
- Dingremont, N.; Bergmann, E.; Collignon, P.; Michel, H. Optimisation of duplex coatings built from nitriding and ion plating with continuous and discontinuous operation for construction and hot working steels. Surf. Coat. Technol. 1995, 72, 163. [Google Scholar] [CrossRef]
- Klimek, K.S.; Ahn, H.; Seebach, I.; Wang, M.; Rie, K.T. Duplex process applied for die casting and forging tools. Surf. Coat. Technol. 2003, 174–175, 677–680. [Google Scholar] [CrossRef]
- Sun, Y.; Bell, T. Combined plasma nitriding and PVD treatments. Trans. Inst. Metal. Finish 1992, 70, 38. [Google Scholar] [CrossRef]
- Walkowicz, J.; Smolik, J.; Miernik, K. Investigation of the influence of ion etching parameters on the structure of nitrided case in hot working steel. Surf. Coat. Technol. 1999, 361, 116–119. [Google Scholar] [CrossRef]
- Baek, W.S.; Kwon, S.C.; Rha, J.J.; Chae, B.G.; Lee, J.Y. Formation mechanism of a black layer between TiN and ion nitrided steel treated in a duplex process. Thin Solid Film. 2003, 429, 174. [Google Scholar] [CrossRef]
- Walkowicz, J.; Smolik, J.; Tacikowski, J. Optimization of nitrided case structure in composite layers created by duplex treatment on the basis of PVD coating adhesion measurements. Surf. Coat. Technol. 1999, 116–119, 370–379. [Google Scholar] [CrossRef]
- Kacprzyńska-Gołacka, J.; Smolik, J.; Mazurkiewicz, A. The comparison of antiwear and fatigue properties in higher temperature for PN + CrN and PN + AlCrTiN layer composites. Int. J. Microstruct. Mater. Prop. 2014, 9, 15. [Google Scholar]
- Birol, Y.; Isler, D. Response to thermal cycling of CAPVD (Al,Cr)N-coated hot work tool steel. Surf. Coat. Technol. 2010, 205, 275–280. [Google Scholar] [CrossRef]
- Birol, Y.; Isler, D. Thermal cycling of AlTiN- and AlTiON-coated hot work tool steels atelevated temperatures. Mater. Sci. Eng. 2011, A528, 4703–4709. [Google Scholar] [CrossRef]
- Birol, Y. A novel C-free Co-based alloy for high temperature tooling applications. Mater. Sci. Eng. 2011, A528, 1117–1124. [Google Scholar] [CrossRef]
- Smolik, J. The influence of thickness of CrN coating on the durability of hot forging dies. Cent. Eur. J. Eng. 2011, 1, 210. [Google Scholar] [CrossRef]
- 5FP Competitive and Sustainable Growth—Elaboration of Technology and Equipment for Continuous Duplex Treatment of Hot Forging Tools; Contract: G1RD-CT-2002-00654; Acronym: CDTreatment; 2002–2005; Final Report; The Łukasiewicz Research Network—Institute for Sustainable Technology: Radom, Poland, 2005. (In Polish)
- Smolik, J.; Walkowicz, J.; Tacikowski, J. Influence of the structure of the composite nitrided layer/PVD coating on the durability of tools for hot working. Surf. Coat. Technol. 2000, 125, 134. [Google Scholar] [CrossRef]
- Holleck, H.; Schulz, H. Advanced layer material constitution. Thin Solid Film. 1987, 153, 11. [Google Scholar] [CrossRef]
- Holleck, H. Designing advanced coatings for wear protection. Surf. Eng. 2013, 7, 137. [Google Scholar] [CrossRef]
- Subramanian, C.; Strafford, K.N. Review of multicomponent and multilayer coatings for tribological applications. Wear 1993, 165, 85. [Google Scholar] [CrossRef]
- Romero, J.; Esteve, J.; Lousto, A. Period dependence of hardness and microstructure on nanometric Cr/CrN multilayers. Surf. Coat. Technol. 2004, 188–189, 338. [Google Scholar] [CrossRef]
- Han, S. The effect of Cr interlayer on the microstructure of CrN coatings on steel. Thin Solid Films 2000, 578, 377–388. [Google Scholar] [CrossRef]
- Wiecinski, P.; Smolik, J.; Garbacz, H.; Kurzydlowski, K.J. Microstructure and mechanical properties of nanostructure multilayer Cr/CrN coatings on titanium alloy. Thin Solid Films 2011, 519, 4069. [Google Scholar] [CrossRef]
- Wiecinski, P.; Smolik, J.; Garbacz, H.; Kurzydlowski, K.J. Microstructure and properties of metal/ceramic and ceramic/ceramic multilayer coatings on titanium alloy Ti6Al4V. Surf. Coat. Technol. 2017, 309, 709. [Google Scholar] [CrossRef]
- Wiecinski, P.; Smolik, J.; Garbacz, H.; Kurzydlowski, K.J. Failure and deformation mechanisms during indentation in nanostructured Cr/CrN multilayer coatings. Surf. Coat. Technol. 2014, 240, 23. [Google Scholar] [CrossRef]
- Wiecinski, P.; Smolik, J.; Garbacz, H.; Kurzydlowski, K.J. Erosion resistance of the nanostructured Cr/CrN multilayer coatings on Ti6Al4V alloy. Vacuum 2014, 107, 277–283. [Google Scholar] [CrossRef]
- Major, L.; Morgiel, J.; Major, B.; Lackner, J.M.; Waldhauser, W.; Ebner, B.; Nistor, L.; Van Tendeloo, G. Crystallographic aspects related to advanced tribological multilayers of Cr/CrN and Ti/TiN types produced by pulsed laser deposition (PLD). Surf. Coat. Technol. 2006, 200, 6190. [Google Scholar] [CrossRef]
- Berger, M.; Wiklund, U.; Eriksson, M.; Engqvist, H.; Jacobson, S. The multilayer effect in abrasion—Optimising the combination of hard and tough phases. Surf. Coat. Technol. 1999, 116–119, 1138. [Google Scholar] [CrossRef]
- Jehn, H.A. Improvement of the corrosion resistance of PVD hard coating-substrate system. Surf. Coat. Technol. 2000, 125, 212. [Google Scholar] [CrossRef]
- Lakkaraju, R.K.; Bobaru, F.; Rohde, S.L. Optimization of multilayer wear-resistant thin films using finite element analysis on stiff and compliant substrates. J. Vac. Sci. Technol. 2006, A24, 146–155. [Google Scholar] [CrossRef] [Green Version]
- Gorishnyy, T.; Olson, L.G.; Oden, M.; Aouadi, S.M.; Rohde, S.L. Optimization of wear-resistant coating architectures using finite element analysis. J. Vac. Sci. Technol. 2003, A21, 332–339. [Google Scholar] [CrossRef]
- Smolik, J. Hybrid surface treatment technology for increase of hot forging dies. Arch. Metall. Mater. 2012, 57, 657. [Google Scholar] [CrossRef]
- Bai, L.; Zhu, X.; Ciao, T.; He, J. Study on thermal stability of CrTiAlN coating for dry drilling. Surf. Coat. Technol. 2007, 201, 5257. [Google Scholar] [CrossRef]
- Yamamoto, K.; Kujime, S.; Takhara, K. Structural and mechanical property of Si incorporated (Ti,Cr.Al)N coatings deposited by arc ion plating process. Surf. Coat. Technol. 2005, 200, 1383. [Google Scholar] [CrossRef]
- Carvalho, S. Microstructure of (Ti,Si,Al)N nanocomposite coatings. Surf. Coat. Technol. 2004, 177–178, 369. [Google Scholar] [CrossRef]
- Ichijo, K.; Hasegawa, H.; Suzuki, T. Microstructures of (Ti,Cr,Al.,Si)N films synthesized by cathodic arc method. Surf. Coat. Technol. 2007, 201, 5477. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.; Polak, S.; Widomski, P.; Ziemba, J.; Smolik, J. Application of selected surface engineering methods to improve the durability of tools used in precision forging. Int. J. Adv. Manuf. Technol. 2017. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Widomski, P.; Ziemba, J.; Smolik, J. The use of 3D scanning methods to evaluate the hybrid layer used in forging tools in order to improve their durability. Arch. Metall. Mater. 2017, 62, 1549. [Google Scholar] [CrossRef] [Green Version]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.; Polak, S.; Widomski, P.; Smolik, J.; Ziemba, J. Analysis of the wear of forging tools surface layer after hybrid surface treatment. Int. J. Mach. Tools Manuf. 2017, 114, 60. [Google Scholar] [CrossRef]
- Smolik, J.; Mazurkiewicz, A.; Meller, A. Increase of forging dies durability for production of steel synchronizer rings. In Innovative Technological Solutions for Sustainable Development; Mazurkiewicz, A., Ed.; The Łukasiewicz Research Network—Institute for Sustainable Technology: Warsaw, Poland, 2010; pp. 183–195. ISBN 978-83-7204-955-1. [Google Scholar]
- Smolik, J. Hybrid technology for improving durability of forging dies. In Technological Innovations for Sustainable Development; Mazurkiewicz, A., Ed.; The Łukasiewicz Research Network—Institute for Sustainable Technology: Warsaw, Poland, 2009; pp. 141–153. ISBN 978-83-7204-845-5. [Google Scholar]
- Smolik, J. The wear mechanism of hybrid layer “PN + CrN” during the hot forging process. J. Achiev. Mater. Manuf. Eng. 2011, 49, 215–223. [Google Scholar]
- Gronostajski, Z.; Kaszuba, M.; Hawryluk, M.; Marciniak, M.; Zwierzchowski, M.; Mazurkiewicz, A.; Smolik, J. Improving durability of hot forging tools by applying hybrid layers. Metalurgija 2015, 54, 687. [Google Scholar]
- Gronostajski, Z.; Hawryluk, M.; Widomski, P.; Kaszuba, M.; Ziemba, J.; Smolik, J. Influence of the application of a PN + CrN hybrid layer on improvement of the lifetime of hot forging tools. Procedia Eng. 2017, 207, 514. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Widomski, P.; Kaszuba, M.; Ziemba, J.; Smolik, J. Influence of application of a PN + Cr/CrN hybrid layer on the improvement of the lifetime of hot forging tools. J. Mater. Process. Technol. 2018, 258, 226. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Widomski, P.; Smolik, J.; Ziemba, J.; Hawryluk, M. Analysis of wear mechanisms of hot forging tools protected with hybrid layers performed by nitriding and PVD coatings deposition. Wear 2019, 420–421, 269. [Google Scholar] [CrossRef]
- Hawryluk, M.; Widomski, P.; Smolik, J.; Kaszuba, M.; Ziemba, J.; Gronostajski, Z. Laboratory and performance studies of anti-wear coatings deposited on nitride surfaces of tools used in an industrial hot die forging process. J. Mater. Eng. Perform. 2017. [Google Scholar] [CrossRef]
Figure 1.
Share of European countries in the production of die forgings in 1998, 2005, 2018.

Figure 2.
Changes of temperature at various distances gi from the die face in individual cycles of the forging process. Reprinted from permission from [15]. Copyright 2007 The Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 2.
Changes of temperature at various distances gi from the die face in individual cycles of the forging process. Reprinted from permission from [15]. Copyright 2007 The Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 3.
Diagram of material volume changes resulting from structural changes in steel. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 3.
Diagram of material volume changes resulting from structural changes in steel. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 4.
The destruction process scheme for the hybrid layer for the nitrided layer/PVD coating type: (a) heat-treated steel + PVD coating, (b) heat-treated steel + nitriding, (c) heat-treated steel + nitriding + PVD coating. Reprinted from permission from [15,56]. Copyright 2007 The Łukasiewicz Research Network—Institute for Sustainable Technology, Copyright 2016 The Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 4.
The destruction process scheme for the hybrid layer for the nitrided layer/PVD coating type: (a) heat-treated steel + PVD coating, (b) heat-treated steel + nitriding, (c) heat-treated steel + nitriding + PVD coating. Reprinted from permission from [15,56]. Copyright 2007 The Łukasiewicz Research Network—Institute for Sustainable Technology, Copyright 2016 The Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 5.
The results of a linear analysis of the chemical composition for the nitrided layer with a layer of iron nitrides on the surface, after ion etching and the deposition of the CrN coating: (a) etching in the Cr+ plasma, (b) etching in the Cr+ + N+ plasma. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 5.
The results of a linear analysis of the chemical composition for the nitrided layer with a layer of iron nitrides on the surface, after ion etching and the deposition of the CrN coating: (a) etching in the Cr+ plasma, (b) etching in the Cr+ + N+ plasma. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 6.
Comparison of the forging dies durability covered with hybrid layers: “nitrided layer + PVD coating”, with the value of the thermal conductivity coefficient (λ) of various PVD coatings. Reprinted from permission from [56]. Copyright 2016 the Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 6.
Comparison of the forging dies durability covered with hybrid layers: “nitrided layer + PVD coating”, with the value of the thermal conductivity coefficient (λ) of various PVD coatings. Reprinted from permission from [56]. Copyright 2016 the Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 7.
The wear mechanism scheme for the subsequent stages of “NL + CrN coating” hybrid layer during the forging process. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 7.
The wear mechanism scheme for the subsequent stages of “NL + CrN coating” hybrid layer during the forging process. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 8.
The scheme of the Cr/CrN multilayer coating: (a) multi-layered structure, (b) crystallographic fit. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.
Figure 8.
The scheme of the Cr/CrN multilayer coating: (a) multi-layered structure, (b) crystallographic fit. Reprinted from permission from [15]. Copyright 2007 the Łukasiewicz Research Network—Institute for Sustainable Technology.

Figure 9.
Hybrid layer NL + Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite: (a) scheme of the hybrid layer, (b,c) microstructure of the PVD coating, (d,e) results of the chemical composition test and phase structure test of the AlCrTiNnanocomposite top layer.
Figure 9.
Hybrid layer NL + Cr/(CrN-CrAlN)multilayer/AlCrTiNnanocomposite: (a) scheme of the hybrid layer, (b,c) microstructure of the PVD coating, (d,e) results of the chemical composition test and phase structure test of the AlCrTiNnanocomposite top layer.

Figure 10.
The durability of forging dies in various industrial applications.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The yield point of selected steel grades for hot work at 25, 450 and 600 °C [20].
Table 1.
The yield point of selected steel grades for hot work at 25, 450 and 600 °C [20].
| Steel Grade | Yield Point Re [MPa] | ||
|---|---|---|---|
| 25 °C | 450 °C | 600 °C | |
| EN X37CrMoW5.1 | 1570 | 1080 | 470 |
| EN X40CrMoV5.1 | 1750 | 1040 | 540 |
| EN X32CrMoV3.3 | 1570 | 1080 | 640 |
| EN X38CrMoV5.3 | 1570 | 1180 | 490 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Smolik, J. Hard Protective Layers on Forging Dies—Development and Applications. Coatings 2021, 11, 376. https://doi.org/10.3390/coatings11040376
AMA Style
Smolik J. Hard Protective Layers on Forging Dies—Development and Applications. Coatings. 2021; 11(4):376. https://doi.org/10.3390/coatings11040376
Chicago/Turabian StyleSmolik, Jerzy. 2021. "Hard Protective Layers on Forging Dies—Development and Applications" Coatings 11, no. 4: 376. https://doi.org/10.3390/coatings11040376
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.