
Expression of the Self-Sharpening Mechanism of a Roller Cone Bit during Wear Due to the Influence of the Erosion Protection Carbide Coating

Abstract
:1. Introduction
2. Materials and Methods
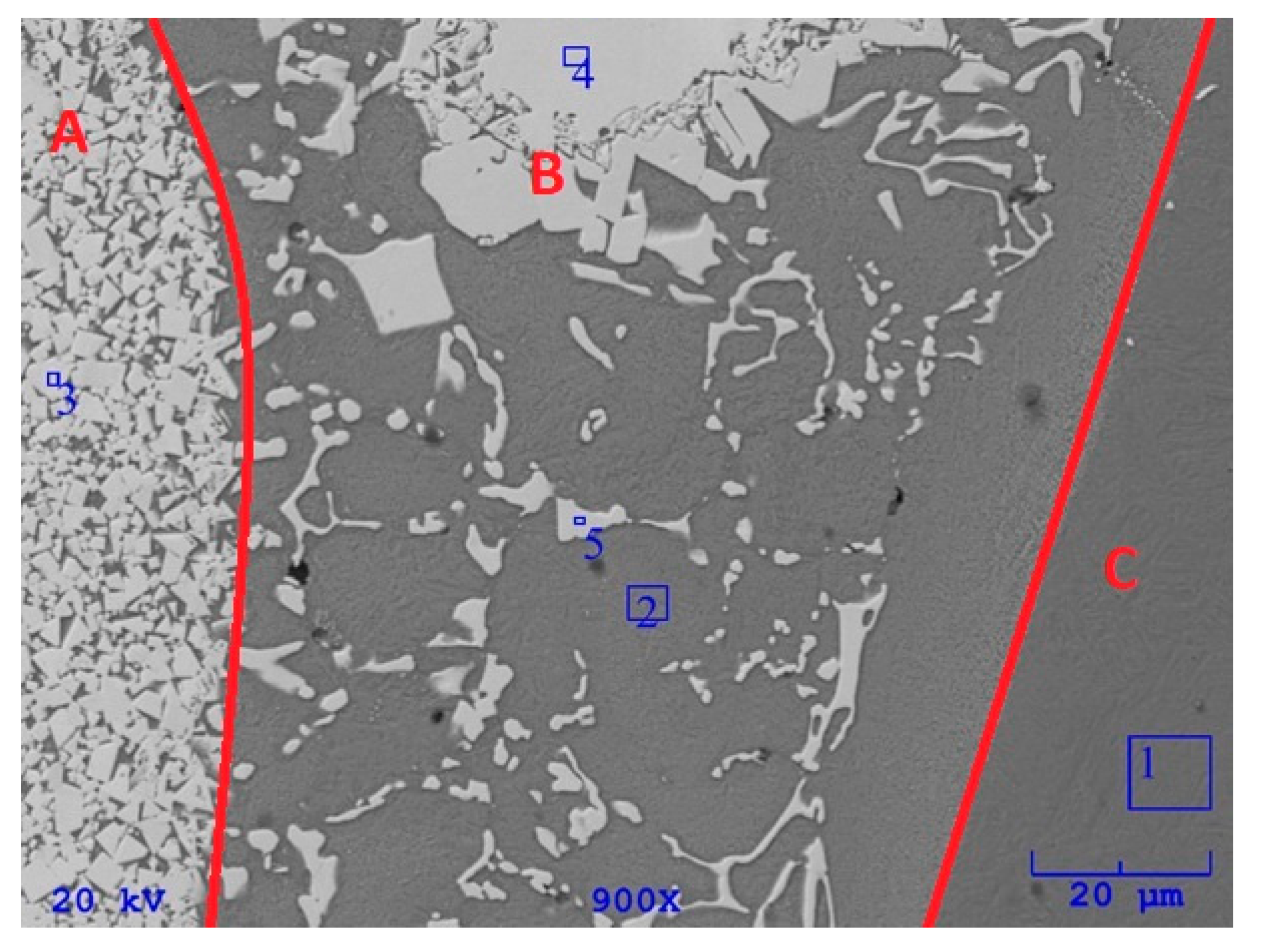
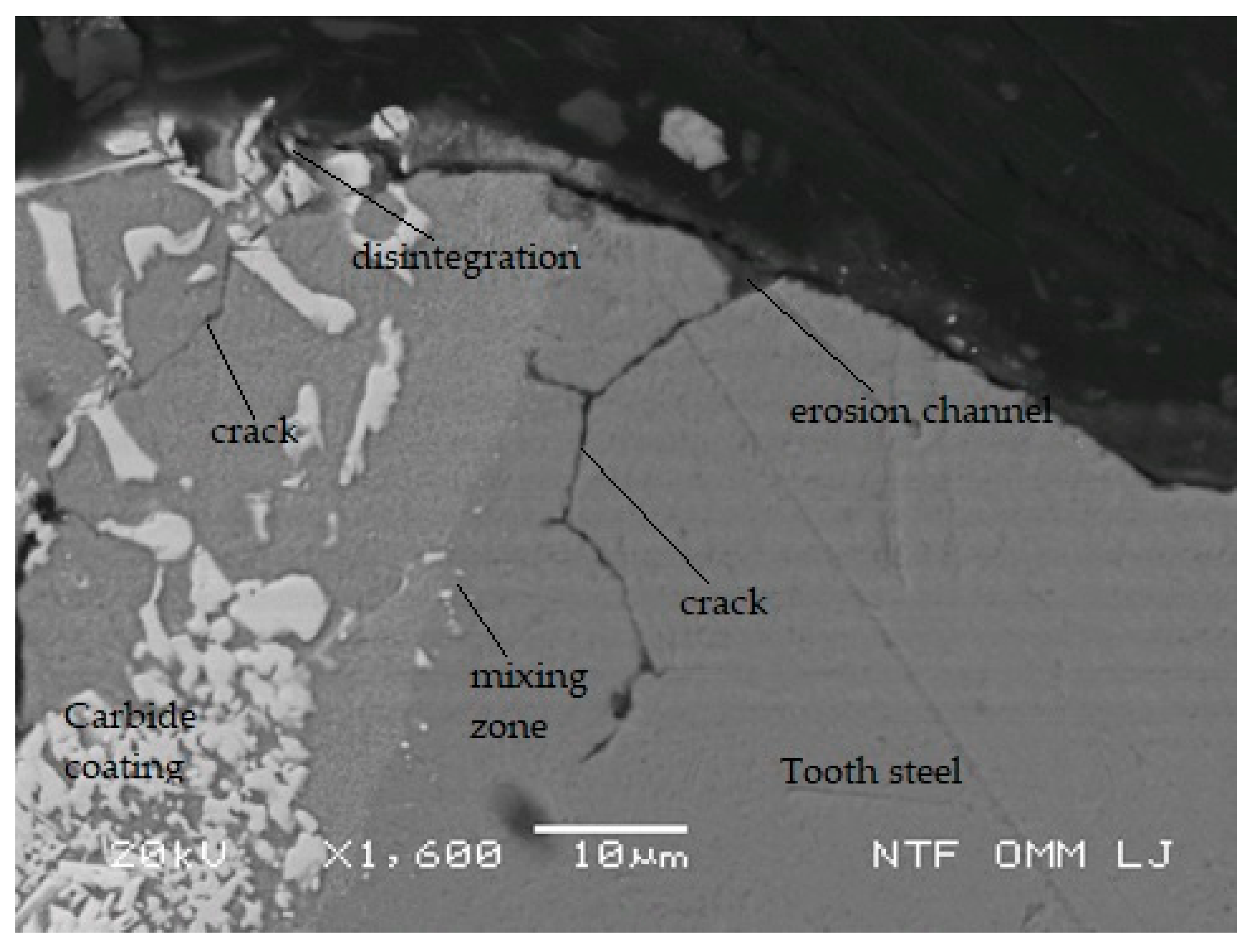
- Examination of the cross section of the teeth with an electron microscope SEM (scanning electron microscope) Jeol JSM 5610 (Jeol Ltd., Akashima, Japan) and quantitative microchemical analysis performed with an energy dispersive spectrometer EDS (energy dispersive X-ray spectroscopy);
- The chemical composition of the tooth steel was determined using an ARL MA-310 (ThermoFisher Scientific Inc., Waltham, MA, USA) optical emission spectrometer;
- The composition of the carbide coating of the teeth of the bit was determined by the XRF method (X-ray fluorescence spectrometry) using a Thermo NITON XL3t XRF analyser (ThermoFisher Scientific Inc., Waltham, MA, USA);
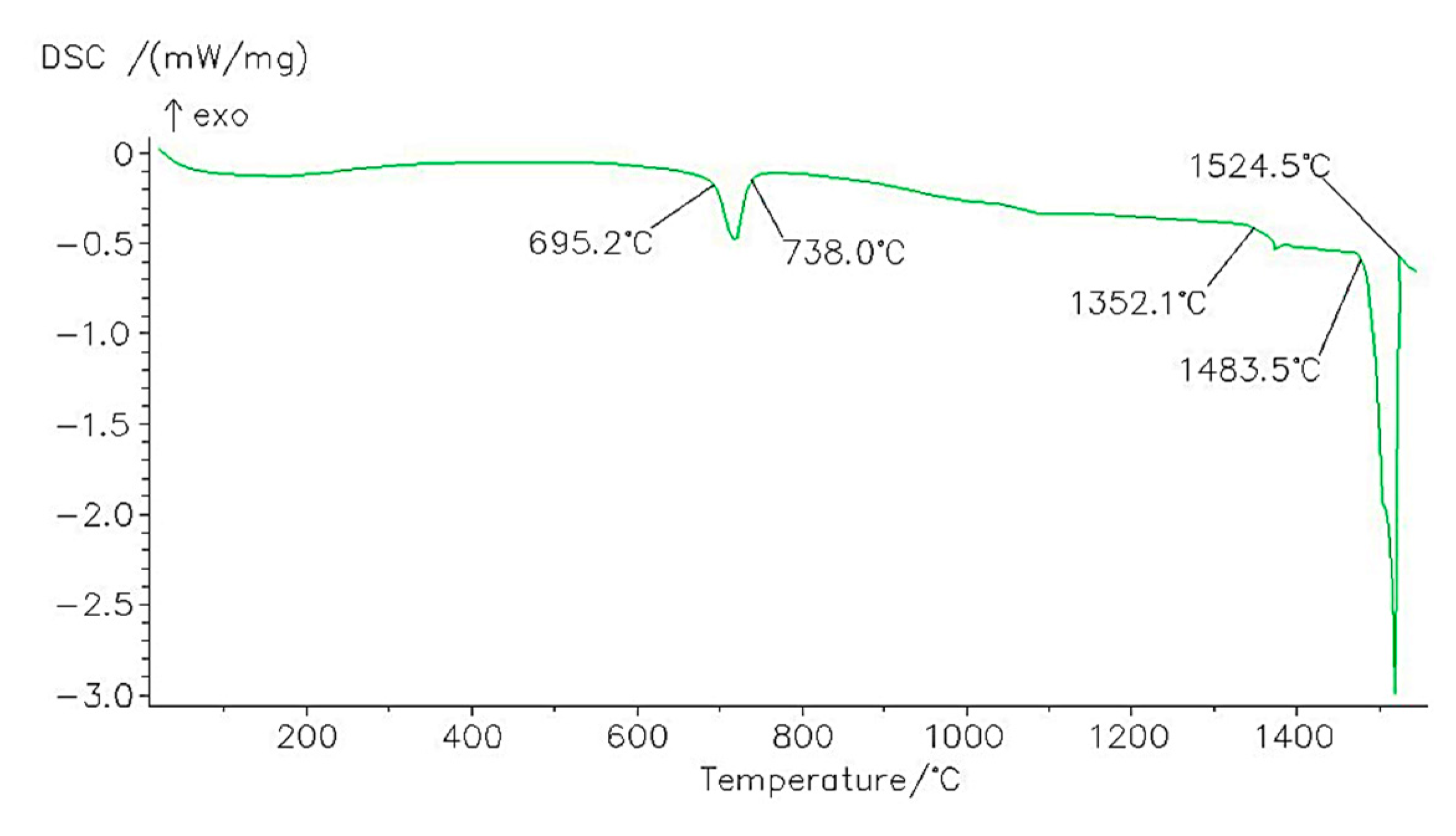
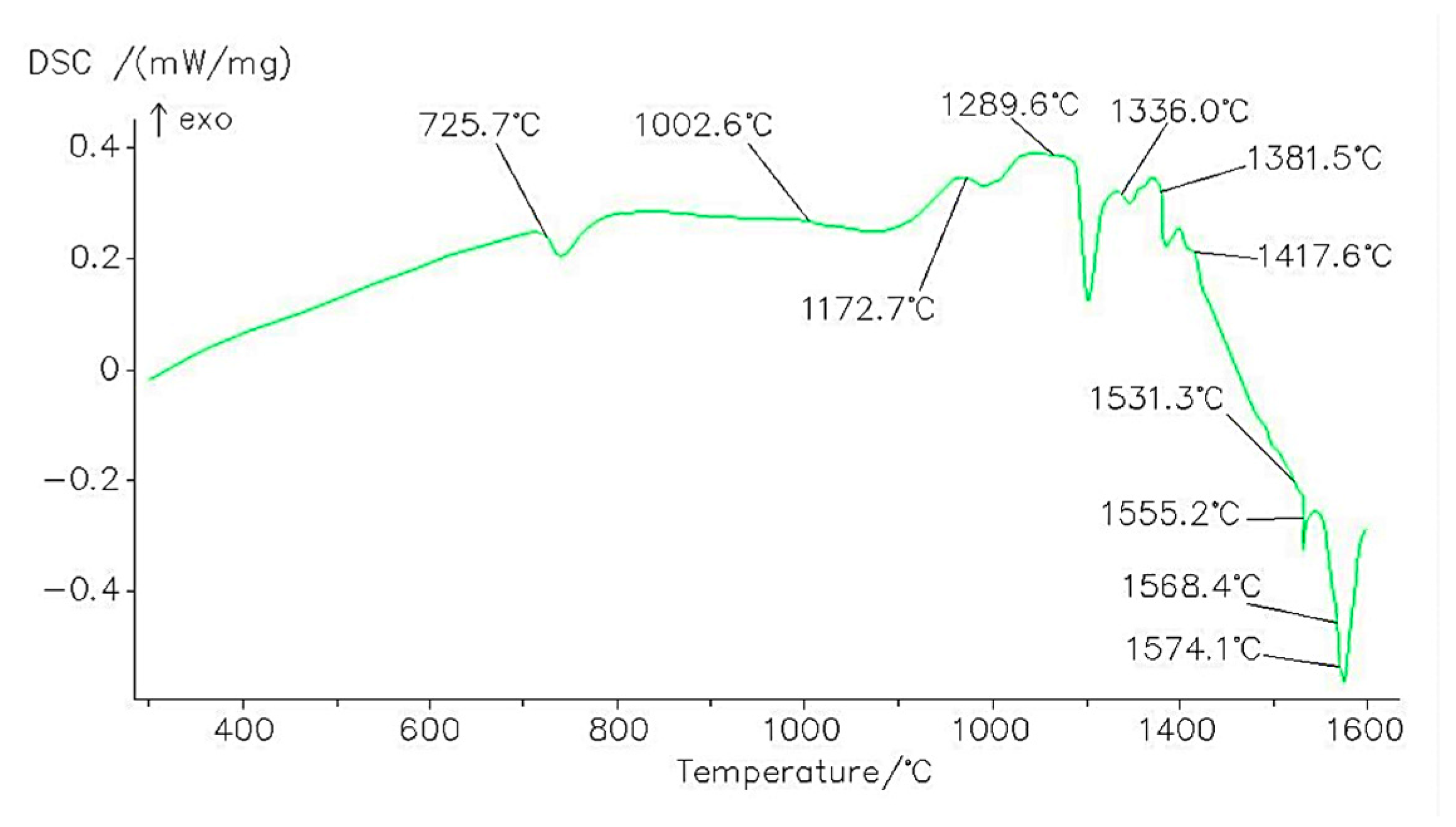
- Simultaneous thermal analysis (STA) of the tooth steel and the carbide coating of the teeth of the bit carried out with a Nech Jupiter STA449C (Netzsch-Gerätebau GmbH, Selb, Germany);
- Analysis of the micro - and macrostructure of the materials of the roller cone drill bit using the Olympus BX61 metallographic microscope (Olympus Europa SE & CO, Hamburg, Germany) and the Olympus SZ61 stereomicroscope (Olympus Europa SE & CO, Hamburg, Germany) with the Analysis 6.0 image analysis system;
- Chemical analysis of the tooth steel was studied with an ICP analyser (Inductively Coupled Plasma) ICP-OES Agillent 720 (Agilent Technologies, Inc., Mulgrave, Australia);
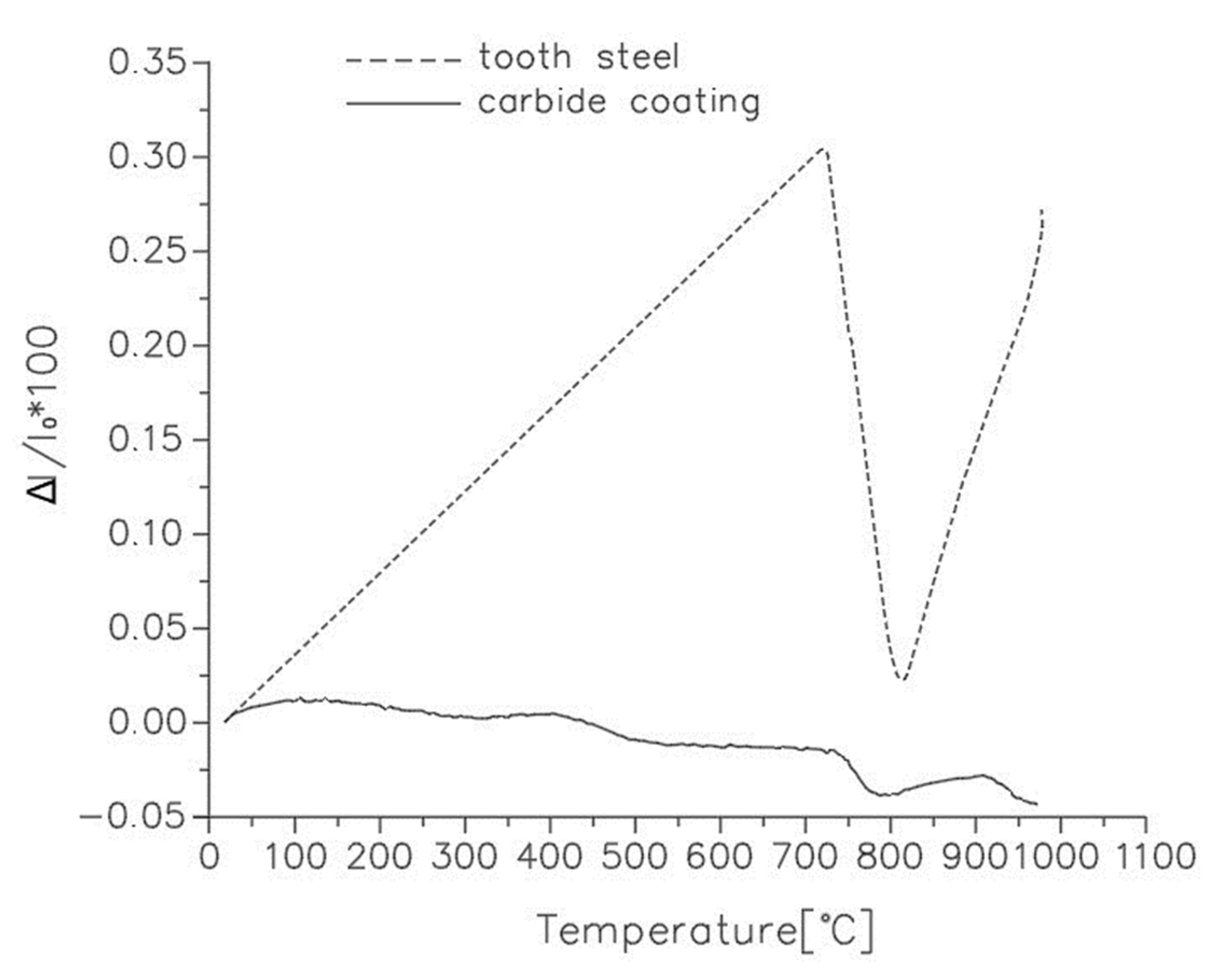
- Determination of dimensional changes of the tooth steel and carbide coating during heating and cooling in a low temperature dilatometer Bähr DIL 801 (TA Instruments Co., New Castle, DE, USA);
- Measurement of microhardness of the examined samples according to Vickers in the microhardness tester Shimadzu type M (Shimadzu Co., Kyoto, Japan) in connection with a optical microscope Olympus BX61 (Olympus Europa SE & CO, Hamburg, Germany), equipped with the image analysis system Analysis 6.0. The load used in the test was 100 g.
- A survey of the characteristic sample of rock through which drilling was done;
- Analysis of the geochemical and mineral composition of the rock sample using the Thermo NITON XL3t XRF (ThermoFisher Scientific Inc., Waltham, MA, USA) (X-ray fluorescence) analyzer;
- Analysis of the micro and macro structure of the rock using Olympus SZ61 stereo microscope (Olympus Europa SE & CO, Hamburg, Germany) with Analysis 6.0 image analysis system;
- Verification of the strength and deformation properties of the rock according to the ASTM D7012-10 standard, which includes the determination of uniaxial compressive strength and elastic modulus in the Hoek cell;
- Determination of rock density according to the standard ISO/TS 17892-2: 2004.
3. Results
3.1. Drilling
3.2. Rock Material
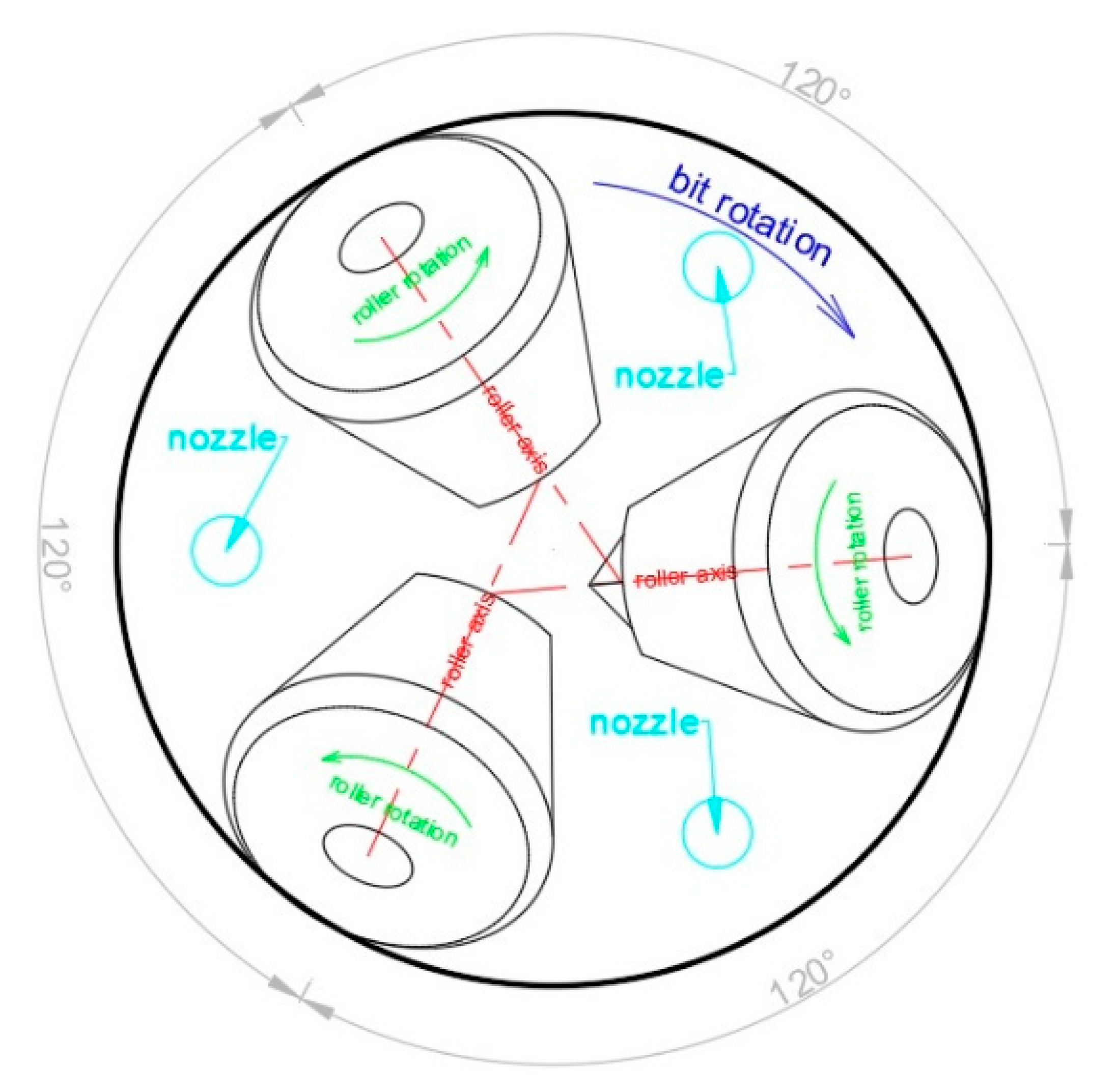
3.3. Roller Cone Drill Bit
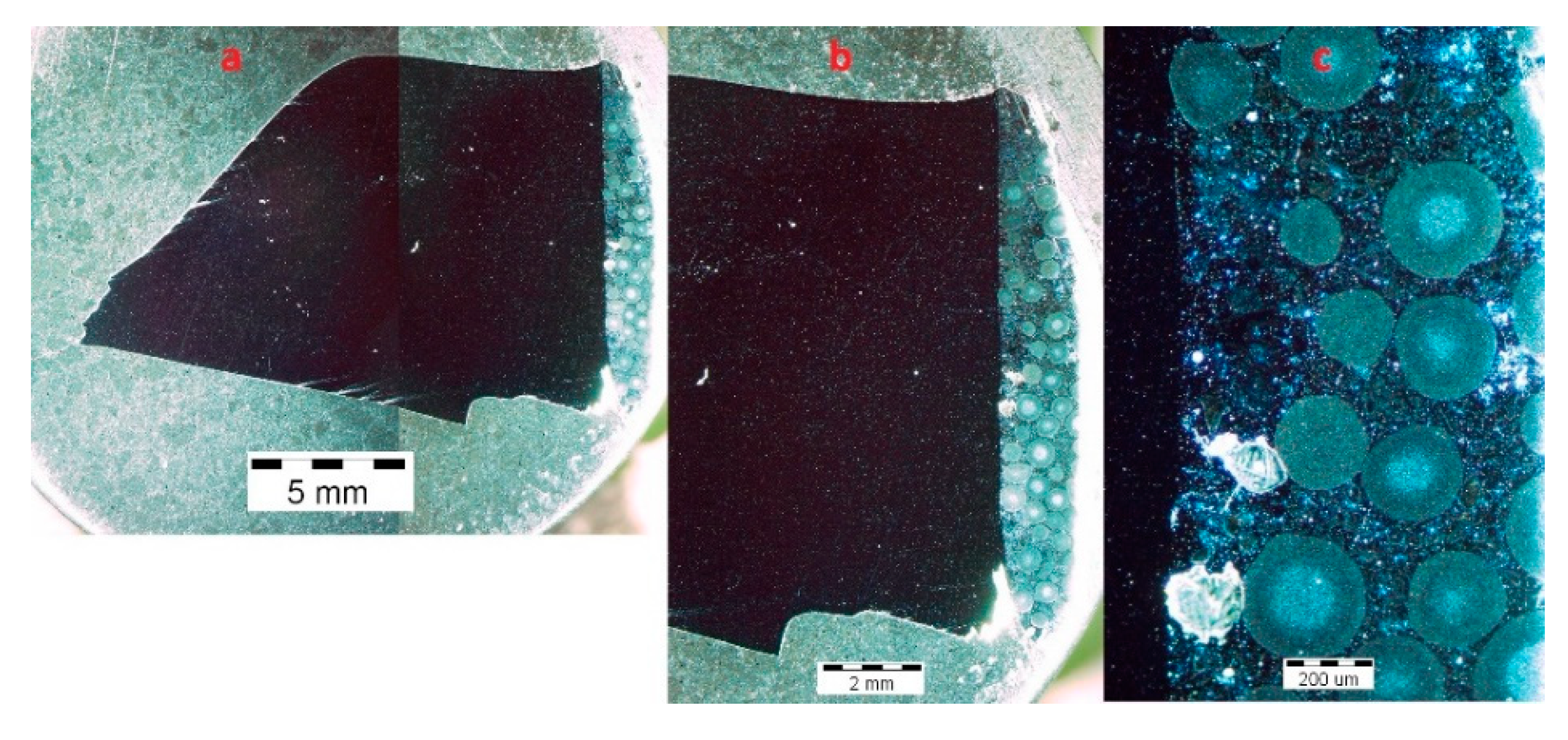
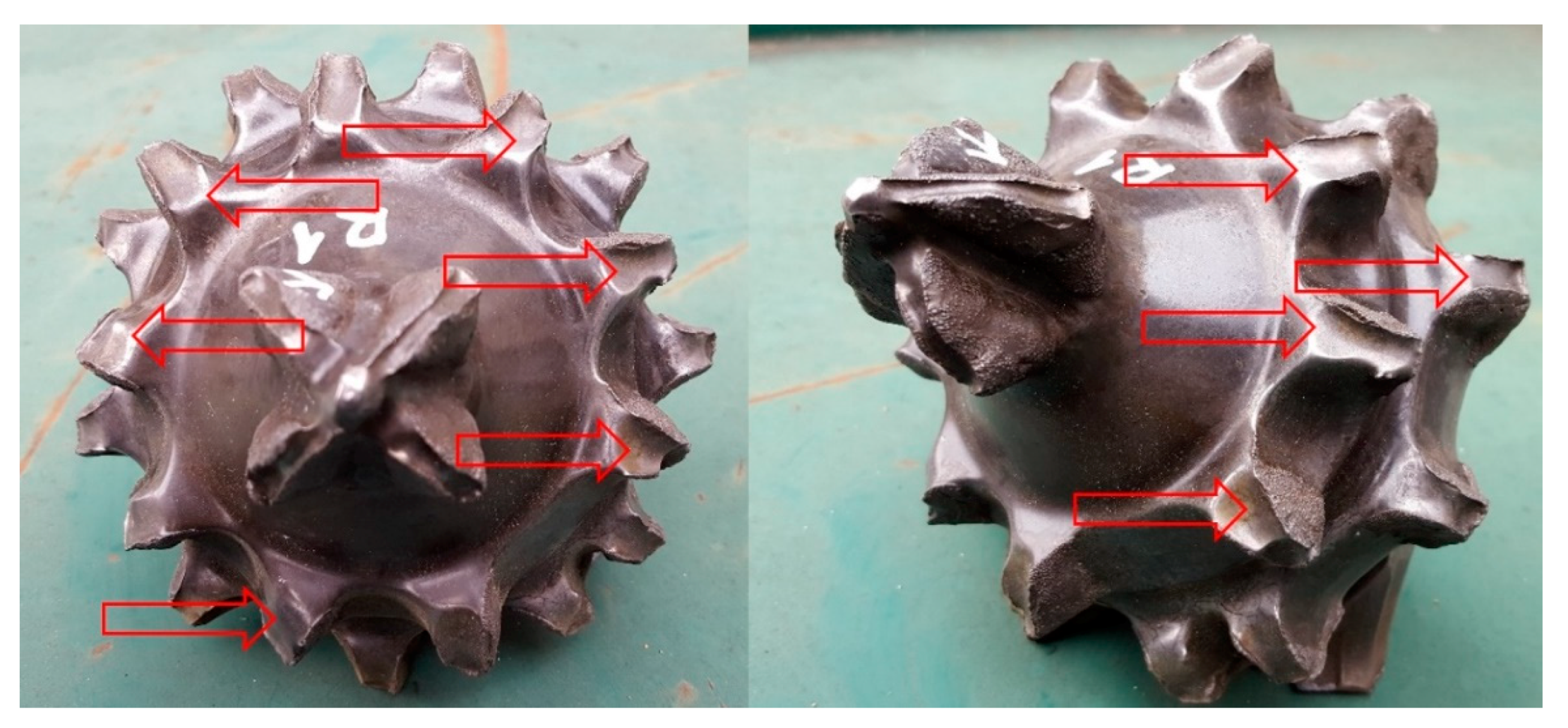
3.3.1. Visual Inspection of the Roller Cone Drill Bit after Drilling
3.3.2. Results of Steel Investigations
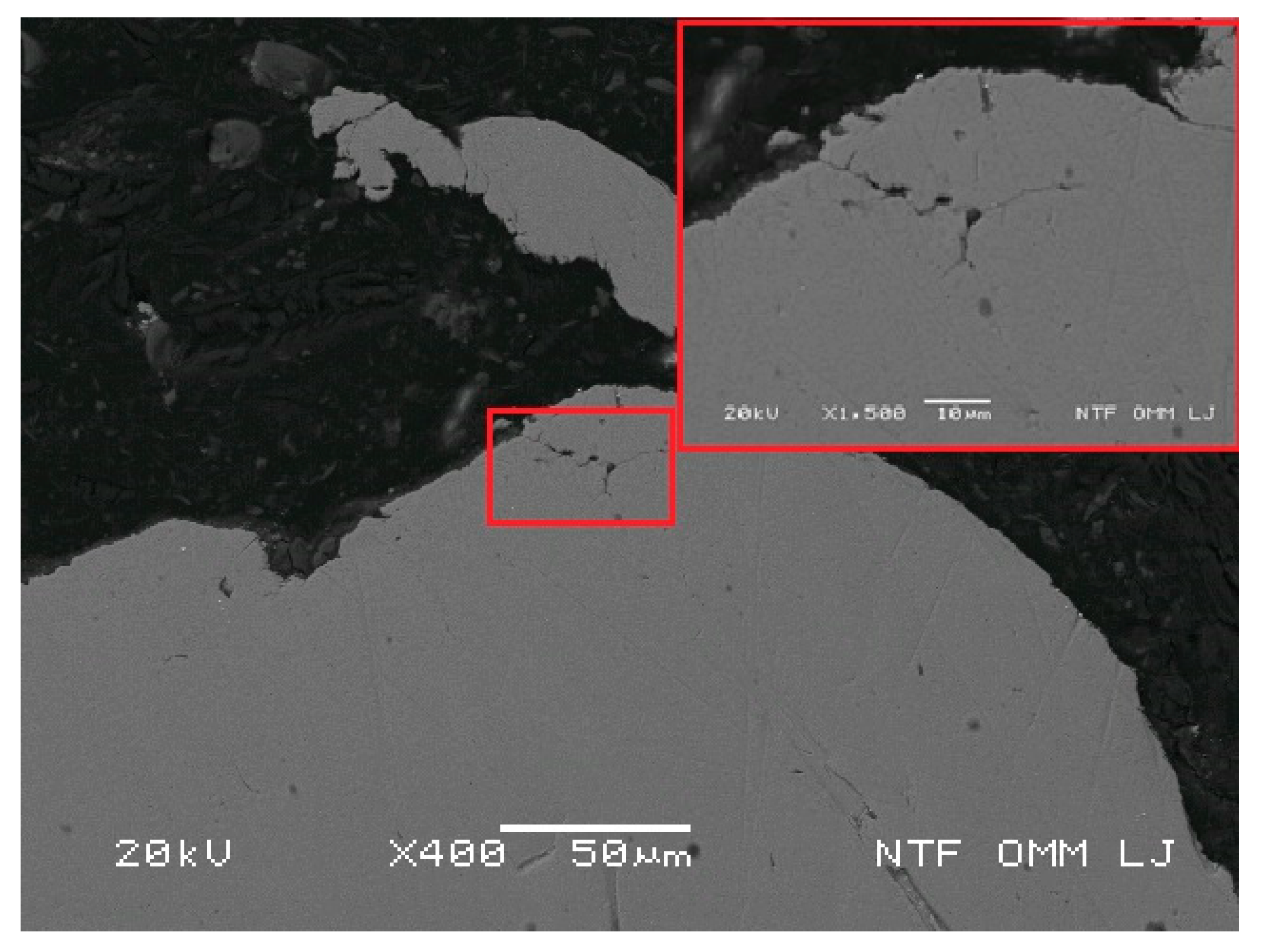
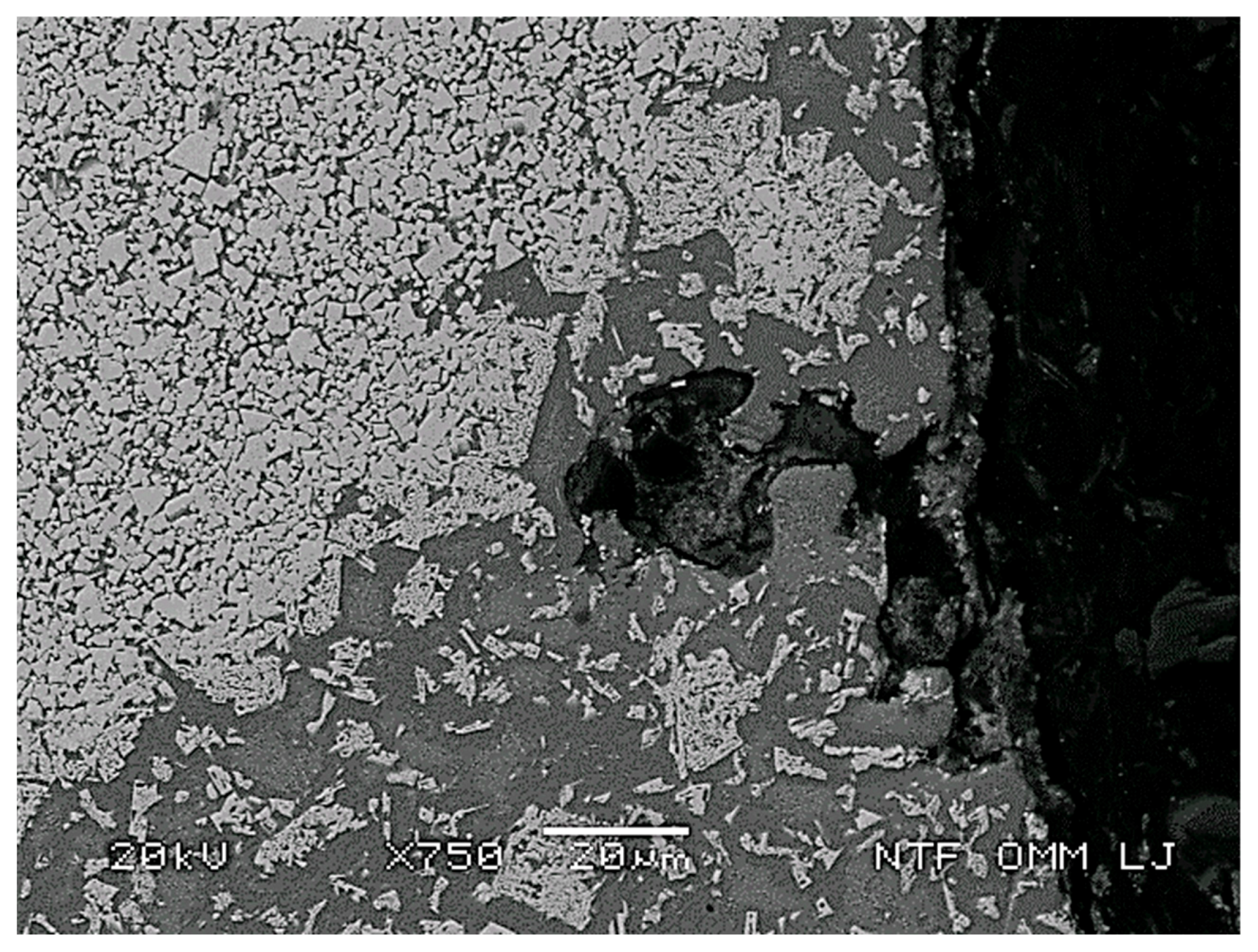
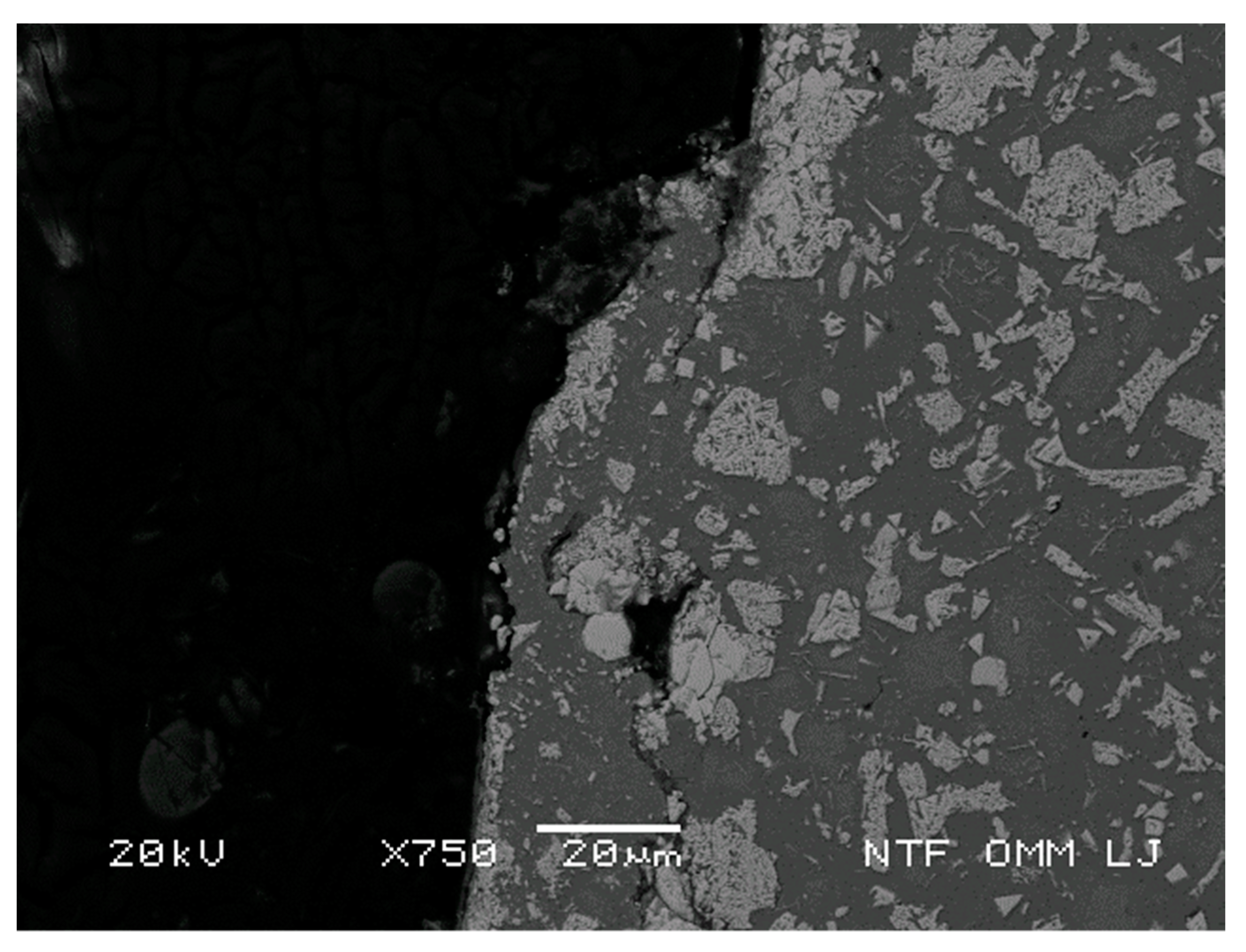
3.3.3. Results of the Investigation of Tooth Steel Materials with SEM
- Prefabricated spherical WC pellets, sizes 100 to 300 µm, bonded with cobalt binder
- Polycrystalline WC sizes from 10 µm to 100 µm
- Binder bonding WC spheres and WC polycrystals in Co and Fe-based (matrix) and also containing nanoparticles of WC in sizes from 0.06 µm to 0.25 µm
3.3.4. Results of Examination of Tooth Steel and Carbide Coating by STA
3.3.5. Results of Examination of Materials in a Low–Temperature Dilatometer
3.3.6. Results of the Microhardness Test According to Vickers
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peter, W. Wear-Resistant NanoComposite Stainless Steel Coatings and Bits for Geothermal Drilling. In Proceedings of the Geothermal Technology Program, The Antares Group, Crystal City Hyatt, Alexandria, VA, USA, 18–20 May 2010. [Google Scholar]
- Eremin, E.N.; Yurov, V.M.; Guchenko, S.A.; Laurynas, V.C.; Kasymov, S.S. Antifriction Superhard Coatings for Drill Bits and Boring Cutters. Procedia Eng. 2016, 152, 608–612. [Google Scholar] [CrossRef] [Green Version]
- Popescu, C.; Cristea, D.; Bita, B.; Cristescu, R.; Craciun, D.; Chioibasu, G.D.; Luculescu, C.; Paun, I.; Duta, L.; Popescu, A.C. An Experimental Study on Nano-Carbon Films as an Anti-Wear Protection for Drilling Tools. Coatings 2017, 7, 228. [Google Scholar] [CrossRef] [Green Version]
- Jaime, M.C.; Zhou, Y.; Lin, J.S.; Gamwo, I.K. Finite element modeling of rock cutting and its fragmentation process. Int. J. Rock Mech. Min. Sci. 2015, 80, 137–146. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Jiang, J.; Cao, P.; Wang, J.; Fan, X.; Shang, Y.; Talalay, P. Assessing the efficiency of carbide drill bits and factors influencing their application to debris-rich subglacial ice. Polar Sci. 2017, 13, 50–55. [Google Scholar] [CrossRef] [Green Version]
- Hu, Q.; Zhu, H.; Ren, H. Research on shape parameters of circular arc disc teeth for three-cone bit. Petroleum 2018, 4, 108–114. [Google Scholar] [CrossRef]
- Geoffroy, H.; Nguyen Minh, D. Study on interaction between rocks and worn PDS’S cutter. Int. J. Rock Mech. Min. Sci. 1997, 34, 95. [Google Scholar] [CrossRef]
- Zhou, Y. Numerical Modeling of Rock Drilling with Finite Elements. Ph.D. Thesis, University of Pittsburgh, Pittsburgh, PA, USA, 2013. [Google Scholar]
- Dagrain, F.; Lamine, E.; Delwiche, R.; Golard, N. Characterization of the performances of small diameter drill bits for the optimization of the drilling parameters. In Proceedings of the 2nd International Conference on Stone and Concrete Machining (ICSCM), Dortmund, Germany, 14–15 November 2013. [Google Scholar]
- Kanyanta, V.; Dormer, A.; Murphy, N.; Ivankovic, A. Impact fatigue fracture of polycrystalline diamond compact (PDC) cutters and the effect of microstructure. Int. J. Refract. Met. Hard Mater. 2014, 46, 145–151. [Google Scholar] [CrossRef] [Green Version]
- Günen, A. Micro-Abrasion Wear Behavior of Thermal-Spray-Coated Steel Tooth Drill Bits. Acta Phys. Pol. A 2016, 130, 217–222. [Google Scholar] [CrossRef]
- Karasawa, H.; Ohno, T.; Miyazaki, K.; Eko, A. Experimental results on the effect of Bit wear on torque response. Int. J. Rock Mech. Min. Sci. 2016, 84, 1–9. [Google Scholar] [CrossRef]
- Yahiaoui, M.; Paris, J.Y.; Delbé, K.; Denape, J.; Gerbaud, L.; Dourfaye, A. Independent analyses of cutting and friction forces applied on a single polycrystalline diamond compact cutter. Int. J. Rock Mech. Min. Sci. 2016, 85, 20–26. [Google Scholar] [CrossRef]
- Al-Sudani, J.A. Real-time monitoring of mechanical specific energy and bit wear using control engineering systems. J. Pet. Sci. Eng. 2017, 149, 171–182. [Google Scholar] [CrossRef]
- Botti, L.; Mora, C.; Antonucci, A.; Carty, P.; Barr, A.; Rempel, D. Carbide-tipped bit wear patterns and productivity with concrete drilling. Wear 2017, 386–387, 58–62. [Google Scholar] [CrossRef]
- Jones, H.G.; Norgren, S.M.; Kritikos, M.; Mingard, K.P.; Gee, M.G. Examination of wear damage to rock-mining hardmetal drill bits. Int. J. Refract. Met. Hard Mater. 2017, 66, 1–10. [Google Scholar] [CrossRef]
- Olsson, M.; Yvell, K.; Heinrichs, J.; Bengtsson, M.; Jacobson, S. Surface degradation mechanisms of cemented carbide drill buttons in iron ore rock drilling. Wear 2017, 388–389, 81–92. [Google Scholar] [CrossRef]
- Timonin, V.V.; Smolentsev, A.S.; Shakhtorin, O.; Polushin, N.I.; Laptev, A.I.; Kushkhabiev, A.S. Causes of wear of PDC bits and ways of improving their wear resistance. In Proceedings of the All-Russian Conference on Challenges for Development in Mining Science and Mining Industry Devoted to the 85th Anniversary of Academician Mikhail Kurlenya, Novosibirsk, Russia, 3–6 October 2016. [Google Scholar]
- De Lacalle, L.N.L.; Fernández-Larrinoa, J.; Rodríguez-Ezquerro, A.; Fernández-Valdivielso, A.; López-Blanco, R.; Azkona-Villaverde, I. On the cutting of wood for joinery applications. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 940–952. [Google Scholar] [CrossRef]
- Neville, A.; Hodgkiess, T. Characterisation of high-grade alloy behaviour in severe erosion-corrosion conditions. Wear 1999, 233–235, 596–607. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, G.; Xu, Y.; Wang, R.; Zhou, W.; Yang, D. Experimental and theoretical evaluation of solid particle erosion in an internal flow passage within a drilling bit. J. Pet. Sci. Eng. 2018, 160, 582–596. [Google Scholar] [CrossRef]
- Neville, A.; Reyes, M.; Hodgkiess, T.; Gledhill, A. Mechanisms of wear on a Co-base alloy in liquid-solid slurries. Wear 2000, 238, 138–150. [Google Scholar] [CrossRef]
- Northrop, I.T. The joining of tungsten carbide hardmetal to steel. J. South. Afr. Inst. Min. Metall. 1987, 87, 125–135. [Google Scholar]
- Chuanliu, W. Experimental Study on Matrix Wear Resistance of Bionic Coupling Bits. Procedia Eng. 2014, 73, 98–102. [Google Scholar] [CrossRef] [Green Version]
- Katinas, E.; Antonov, M.; Jankauskas, V.; Tarraste, M. The Effect of Spark Plasma Sintering Thermal Cycle on Behaviour of Fe-Based Hardfacins Reinforced with WC and WC-Based Hardmetal. Key Eng. Mater. 2019, 799, 3–8. [Google Scholar] [CrossRef]
- Claver, A.; Jiménez-Piqué, E.; Palacio, J.F.; Almandoz, E.; de Ara, J.F.; Fernández, I.; Santiago, J.A.; Barba, E.; García, J.A. Comparative Study of Tribomechanical Properties of HiPIMS with Positive Pulses DLC Coatings on Different Tools Steels. Coatings 2021, 11, 28. [Google Scholar] [CrossRef]
- Naganawa, S. Feasibility study on roller-cone bit wear due bit detection from axial bit vibration. J. Pet. Sci. Eng. 2012, 82–83, 140–150. [Google Scholar] [CrossRef]
- Rashidi, B.; Hareland, G.; Wu, Z. Performance, simulation and field application modeling of rollercone bits. J. Pet. Sci. Eng. 2015, 113, 507–517. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Units |
|---|---|---|
| Uniaxial compressive strength (σ) | 30 | MPa |
| Density (ρ) | 2.007 | Mg/m3 |
| Cohesion (c) | 0.361 | MPa |
| Elastic module (E) | 3098 | MPa |
| Angle of internal friction | 51.2 | ° |
| Content of SiO2 | 47.49 | % |
| Content of Al2O3 | 10.57 | % |
| Content of CaO | 9.82 | % |
| Quartz content | 47.30 | % |
| Dolomite content | 23.80 | % |
| Plagioclases content | 12.10 | % |
| Muscovite/illite content | 8.30 | % |
| Element | Mass. % |
|---|---|
| Ni | 3.500 |
| Mn | 0.590 |
| Si | 0.250 |
| Mo | 0.201 |
| Cu | 0.180 |
| C | 0.145 |
| Cr | 0.110 |
| Al | 0.053 |
| V | 0.010 |
| P | 0.007 |
| Nb | 0.005 |
| Ti | 0.005 |
| N | <0.003 |
| S | 0.002 |
| Fe | 96.5 |
| Element | Location | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||||||||||
| Error 2-sig | Concentration | Error 2-sig | Concentration | Error 2-sig | Concentration | Error 2-sig | Concentration | Error 2-sig | Concentration | ||||||
| at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | ||||||
| Si | 0.403 | 0.497 | 0.250 | - | - | - | - | - | - | - | - | - | - | - | - |
| Mn | 0.431 | 0.347 | 0.342 | 1.031 | 2.445 | 2.244 | - | - | - | - | - | - | 0.778 | 2.503 | 1.284 |
| Fe | 6.218 | 95.876 | 95.958 | 5.772 | 90.158 | 84.128 | 0.594 | 2.913 | 0.903 | - | - | - | 3.462 | 55.166 | 28.772 |
| Ni | 0.944 | 3.279 | 3.450 | 0.494 | 0.958 | 0.940 | - | - | - | - | - | - | - | - | - |
| Co | - | - | - | 1.055 | 3.397 | 3.345 | - | - | - | - | - | - | 0.678 | 2.345 | 1.291 |
| W | - | - | - | 1.566 | 3.014 | 9.343 | 2.627 | 97.087 | 99.097 | 5.563 | 100.00 | 100.00 | 2.196 | 39.986 | 68.653 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šporin, J.; Mrvar, P.; Janc, B.; Vukelić, Ž. Expression of the Self-Sharpening Mechanism of a Roller Cone Bit during Wear Due to the Influence of the Erosion Protection Carbide Coating. Coatings 2021, 11, 1308. https://doi.org/10.3390/coatings11111308
Šporin J, Mrvar P, Janc B, Vukelić Ž. Expression of the Self-Sharpening Mechanism of a Roller Cone Bit during Wear Due to the Influence of the Erosion Protection Carbide Coating. Coatings. 2021; 11(11):1308. https://doi.org/10.3390/coatings11111308
Chicago/Turabian StyleŠporin, Jurij, Primož Mrvar, Blaž Janc, and Željko Vukelić. 2021. "Expression of the Self-Sharpening Mechanism of a Roller Cone Bit during Wear Due to the Influence of the Erosion Protection Carbide Coating" Coatings 11, no. 11: 1308. https://doi.org/10.3390/coatings11111308