Top Coating Anti-Erosion Performance Analysis in Wind Turbine Blades Depending on Relative Acoustic Impedance. Part 2: Material Characterization and Rain Erosion Testing Evaluation


Abstract
:1. Introduction
2. Ultrasonic Measurement of Speed of Sound of Thin Coating LEP Materials
2.1. Test Standards Used for Ultrasonic Material Characterization
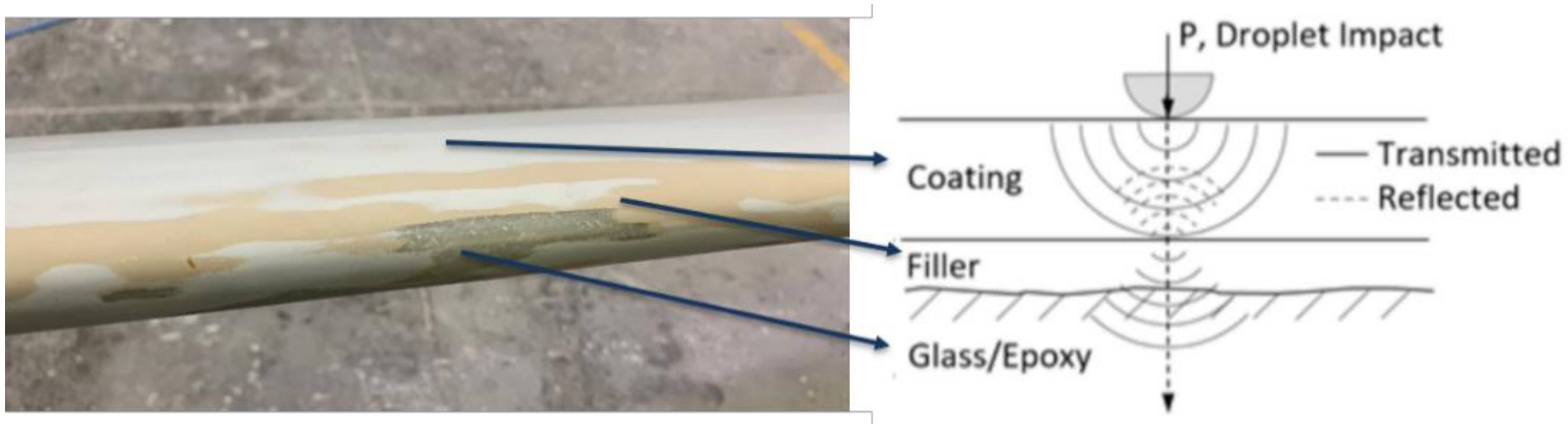
- The transmission technique (ISO 16823 [31] contains a more detailed description of this technique) is based on the measurement of the signal attenuation after the passage of an ultrasonic wave through the examined part.
- The reflection technique (pulse echo technique, ISO 16810 [32], and ISO 16811 [33]) uses the reflected or diffracted signal from any interface of interest inside the examined object. This signal is characterized by its amplitude and its position on the time base, the latter being a function of the distance between the reflector and the probe. The location of the reflector is determined by knowledge of this distance, the direction of wave propagation, and the position of the probe. Contact with the test object is generally preferred over separation by a liquid buffer or immersion coupling medium. Although it is applicable, in general terms, to discontinuities in materials and applications, other techniques like the time-of-flight diffraction (TOFD, ISO 16828 [34]) can be used for both detection and sizing of discontinuities provided is performed with necessary consideration of geometry, acoustical properties of the materials, and the sensitivity of the examination.
2.2. Ultrasonic Speed of Sound Measurement Methodology for Thin Coating LEP Systems
2.3. Testing Case Results
- Measurements are taken of different locations of the sample coupon using Mitutoyo Digital Vernier caliper.
- Transducer probe is placed on the coupon on the points marked region.
- The number of transmitting elements and gain of the probe is adjusted to obtain a clear image of the backwall echo with the corresponding front wall threshold.
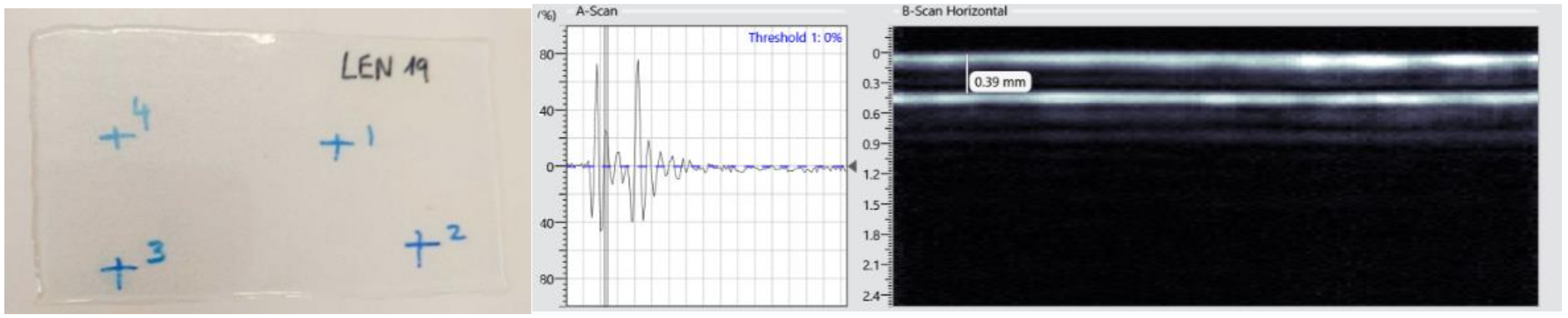
- The crosshair line on the C scan is placed on the point of the coupon, by this the GUI shows the A scan, B scan and C scan image of the coupon at that point.
- A line measurement tool is used to define a line from the front echo to the backwall on the point on the sample. The measurement tool will display the depth, which here is the thickness of the sample.
- The velocity is adjusted in the velocity menu to obtain the measured thickness on the line measure tool, as per the Vernier caliper reading of that point/location.
- Thus, the speed of sound of that location on the coupon is recorded to obtain the impedance, with known values of density using the Equation (1).
3. Quantitative Analysis of Relative Acoustic Impedance Characterization Affecting Rain Erosion Performance
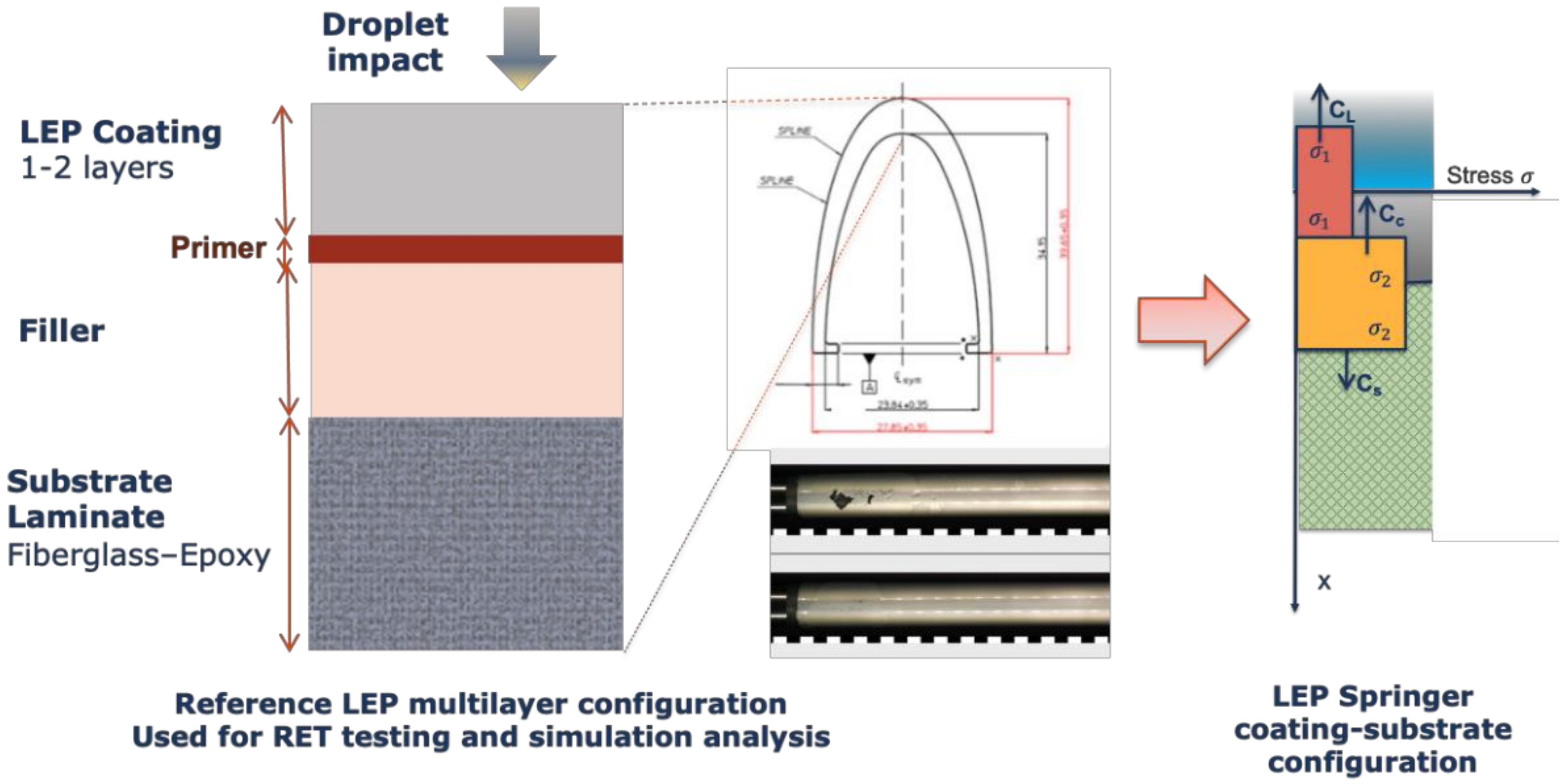
3.1. Case 1. Analysis of a LEP Multilayer System Rain Erosion Testing Based on ASTM G73-10
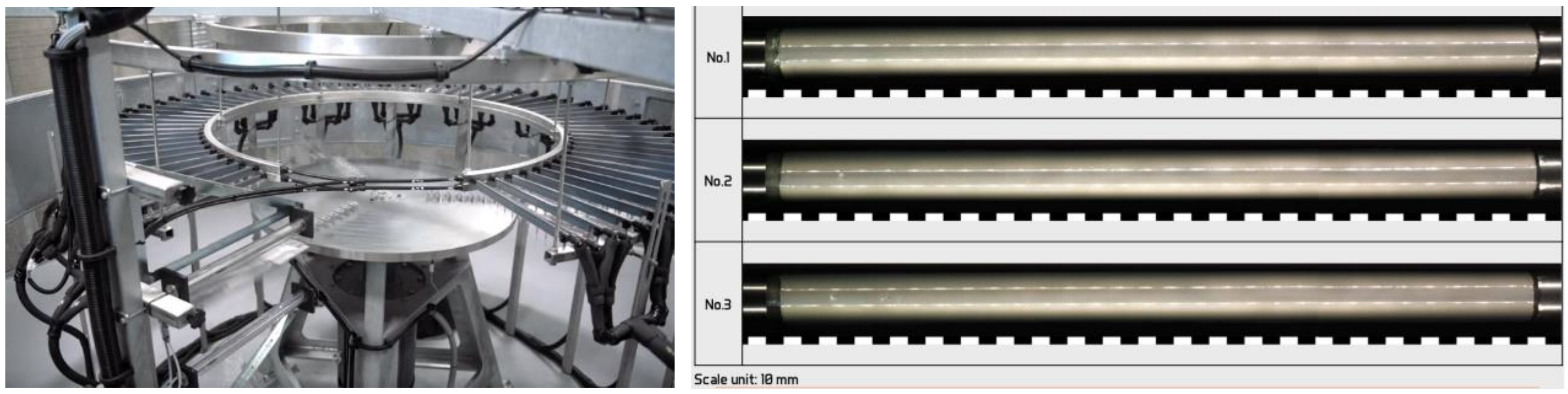
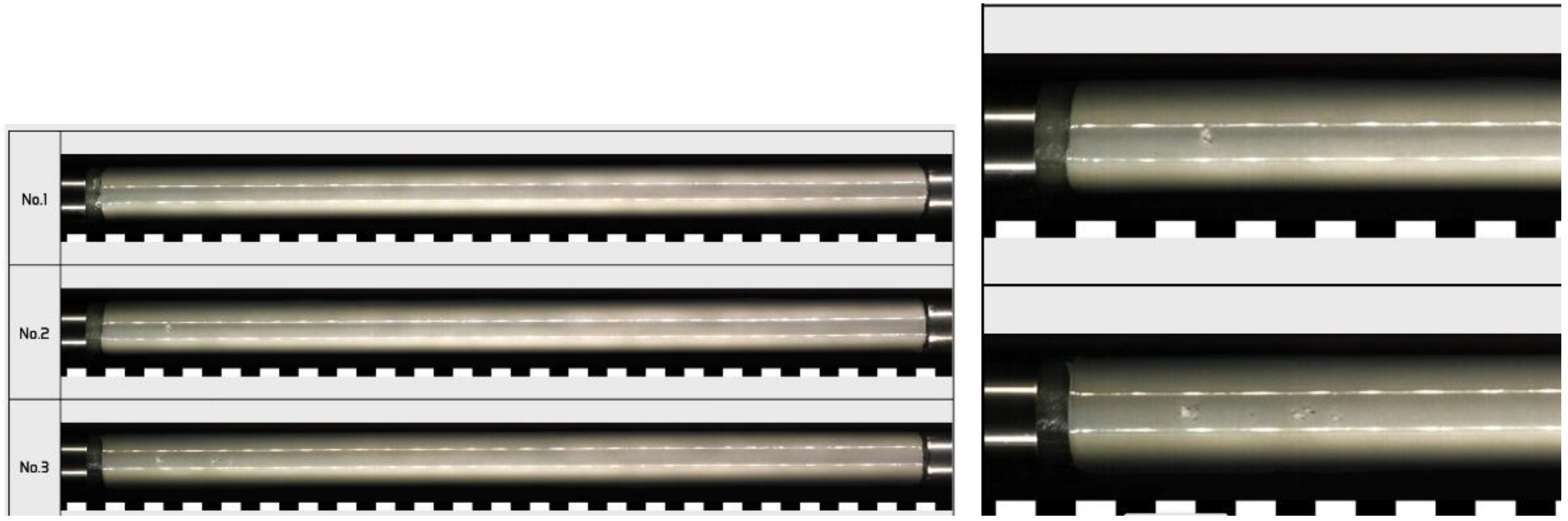
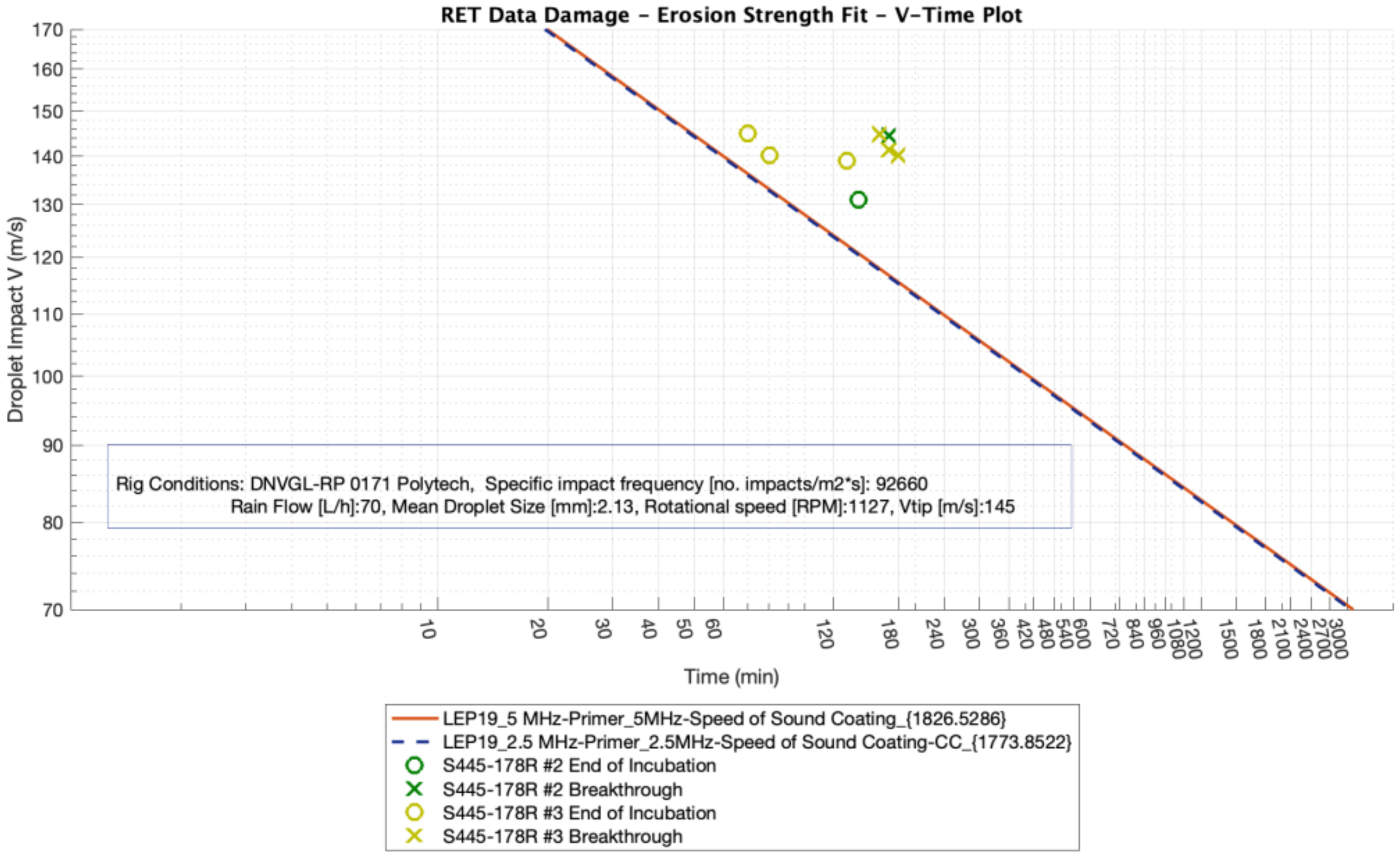
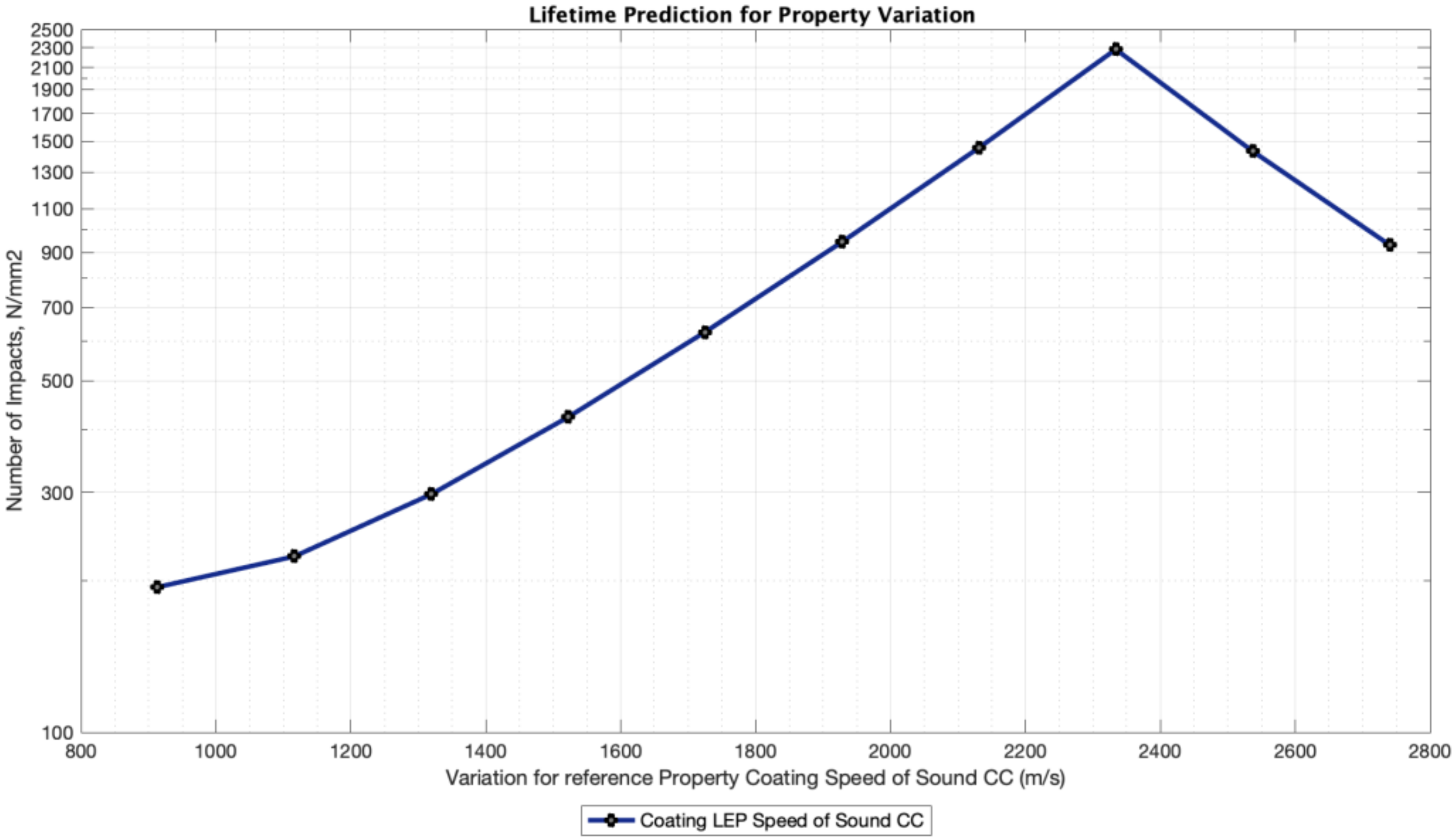
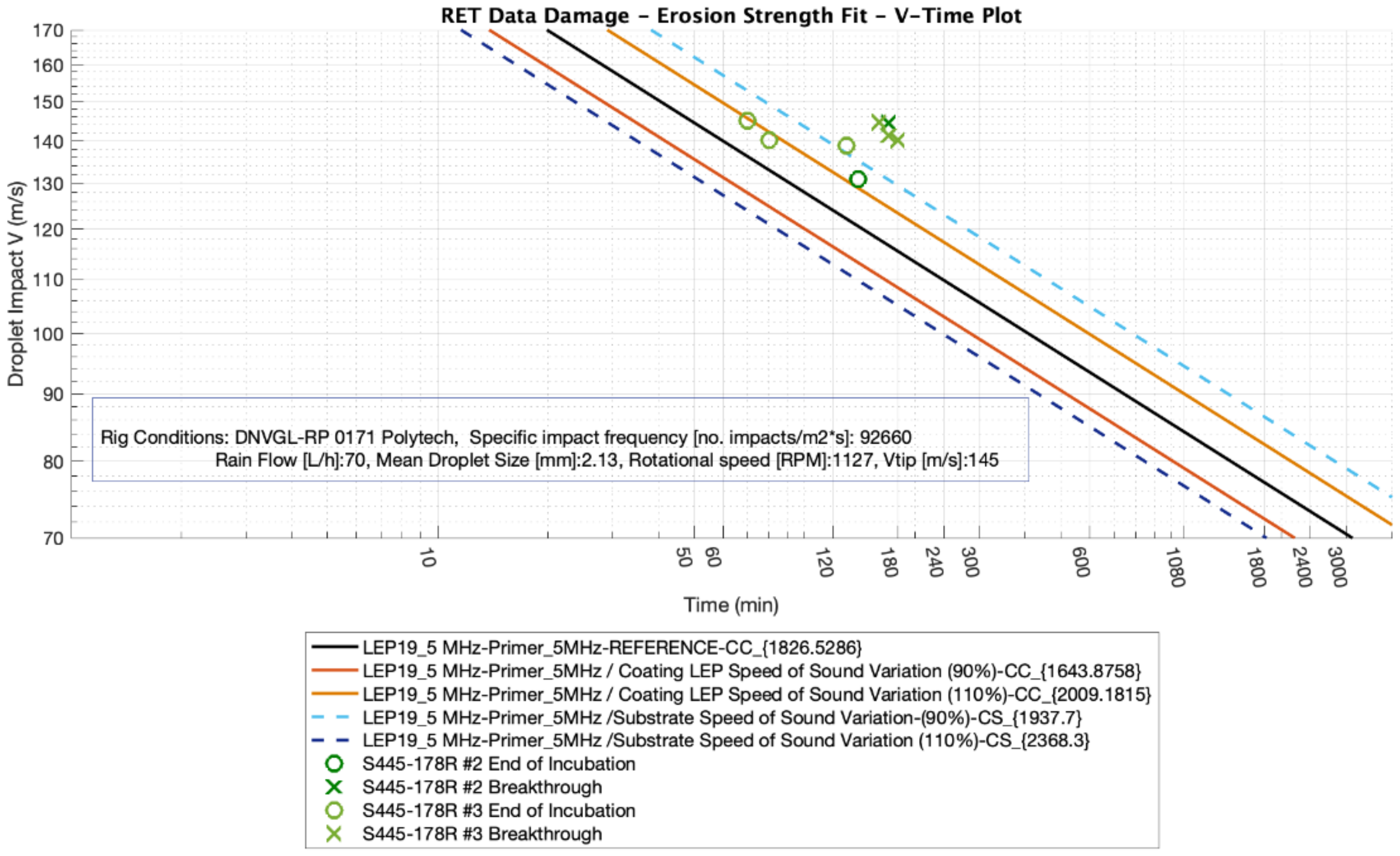
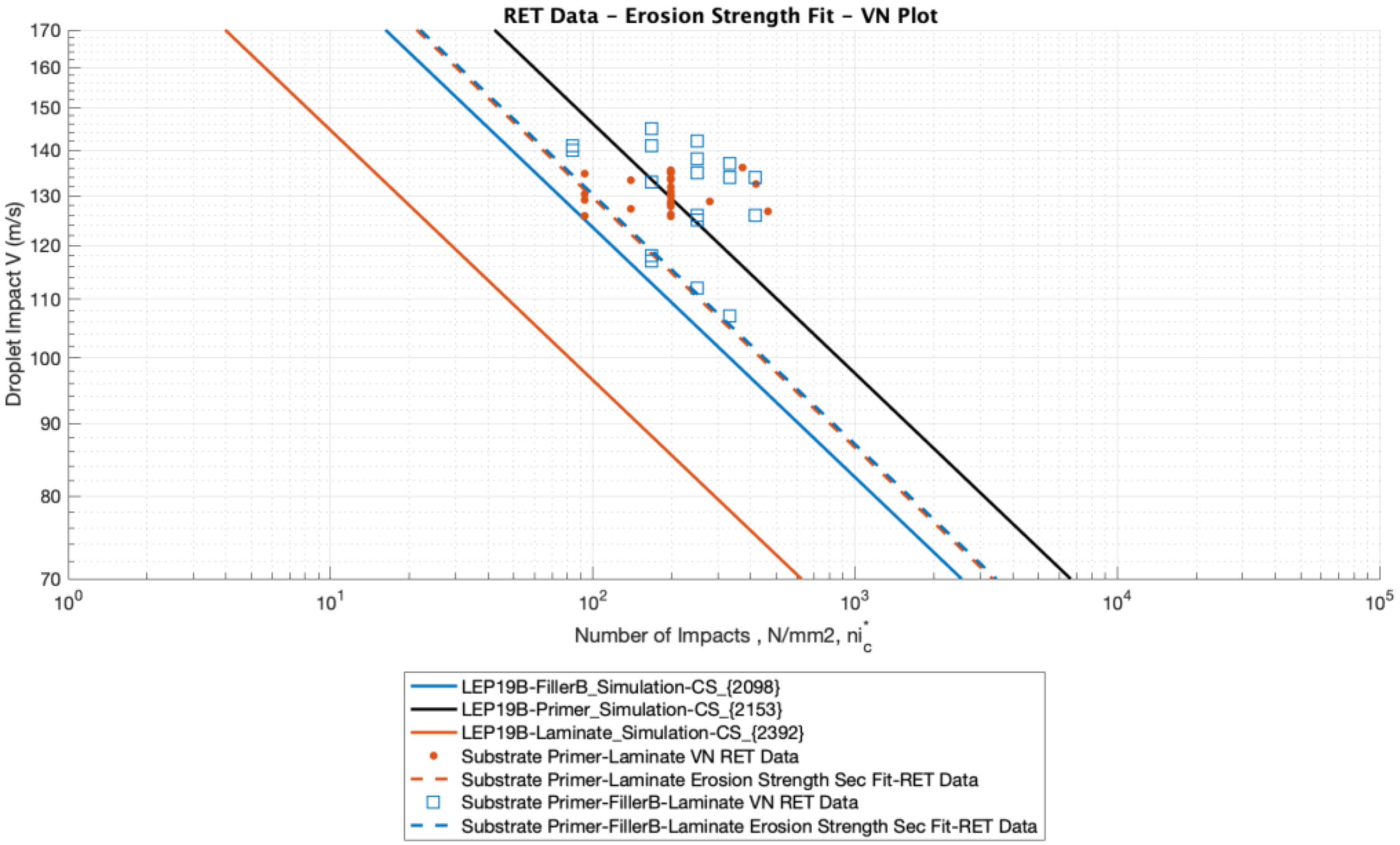
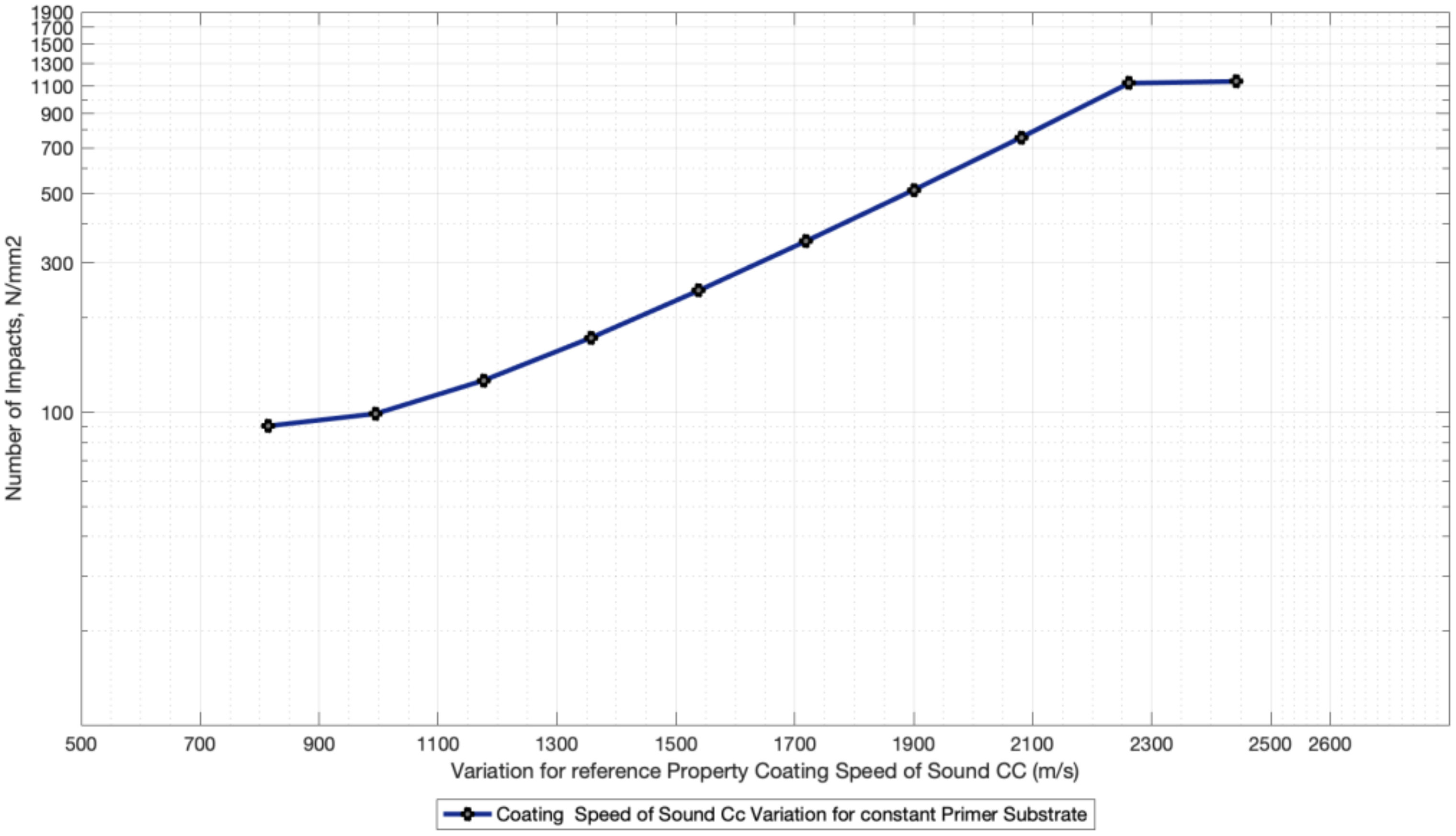
3.2. Case 2. Relative Coating-Substrate Impedance Variability. Analysis of a LEP Multilayer System Rain Erosion Testing Based on DNVGL-RP-0171
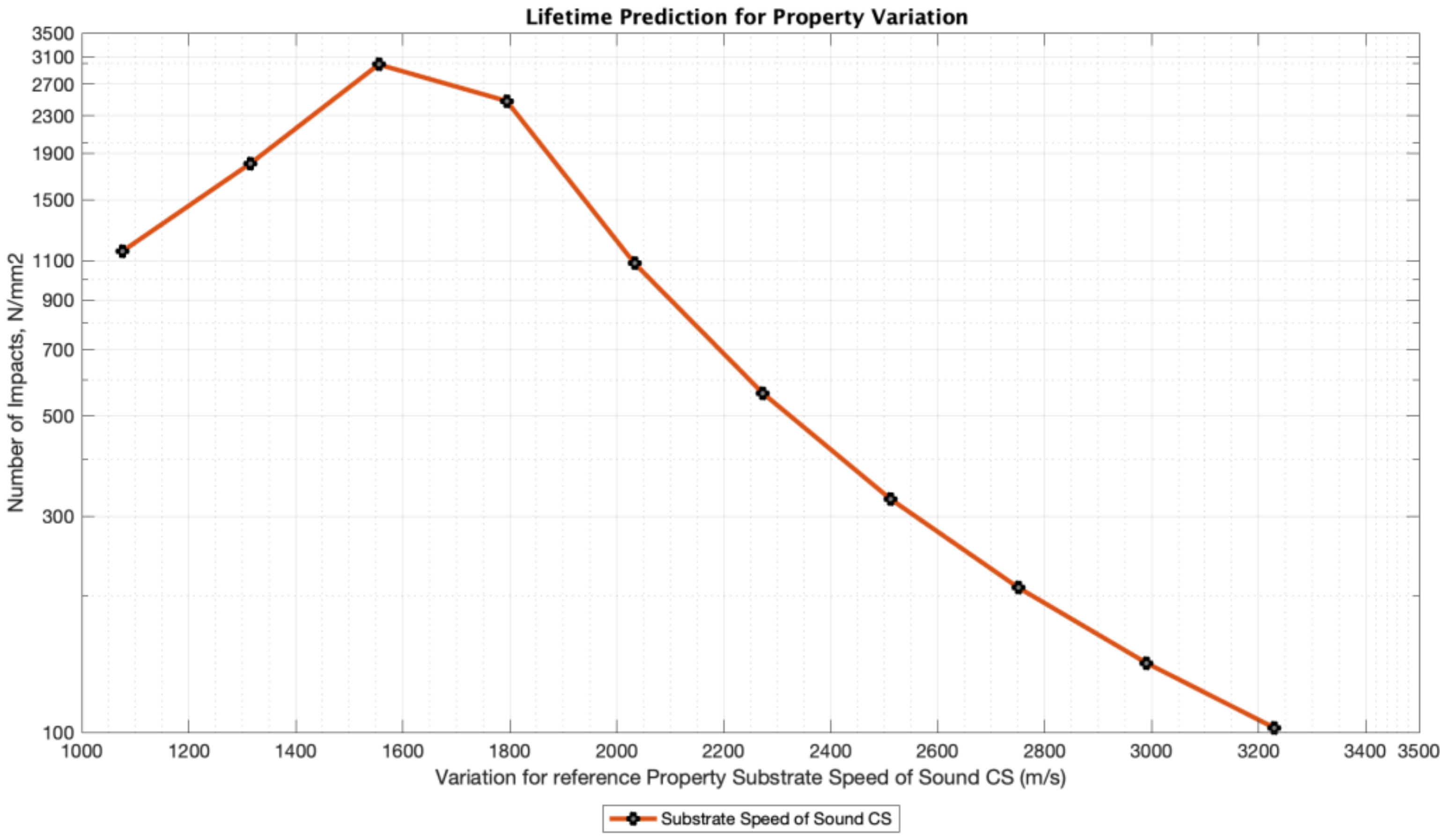
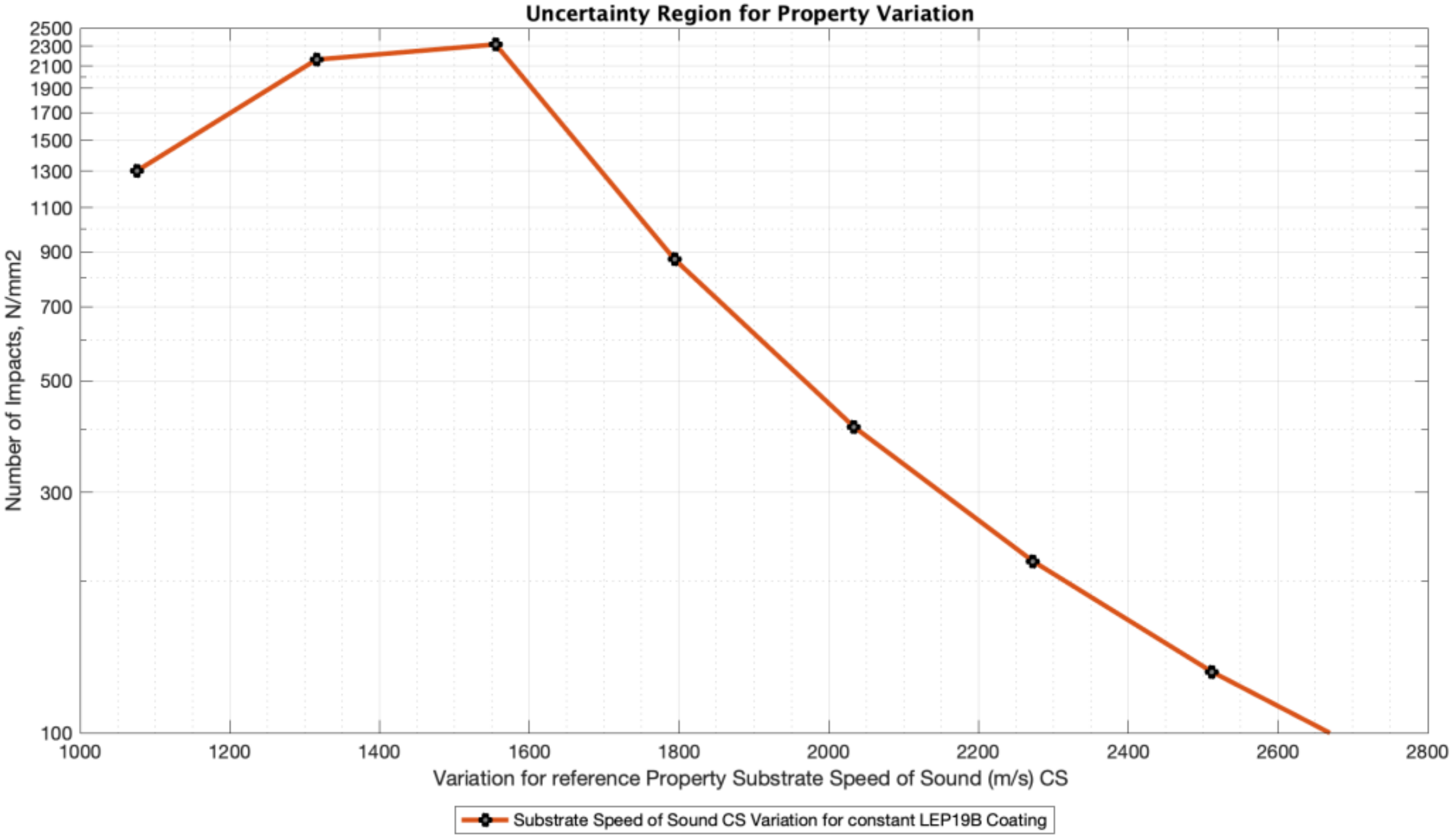
3.3. Case 3. Substrate Impedance Variability. Analysis of a LEP Multilayer System Rain Erosion Testing Based on DNVGL-RP-0171
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Eurostat Renewable Energy Statistics. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Renewable_energy_statistics (accessed on 9 July 2020).
- International Energy Agency. World Energy Outlook 2019; IEA: Paris, France, 2019; pp. 613–614. Available online: https://www.iea.org/reports/world-energy-outlook-2019 (accessed on 9 July 2020).
- Cortés, E.; Sánchez, F.; O’Carroll, A.; Madramany, B.; Hardiman, M.; Young, T. On the Material Characterisation of Wind Turbine Blade Coatings: The Effect of Interphase Coating–Laminate Adhesion on Rain Erosion Performance. Materials 2017, 10, 1146. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Springer, G.S. Erosion by Liquid Impact; John Wiley and Sons: New York, NY, USA, 1976. [Google Scholar]
- Eisenberg, D.; Laustsen, S.; Stege, J. Wind turbine blade coating leading edge rain erosion model: Development and validation. Wind. Energy 2018, 21, 942–951. [Google Scholar] [CrossRef]
- Slot, H.; Gelinck, E.; Rentrop, C.; Van Der Heide, E. Leading edge erosion of coated wind turbine blades: Review of coating life models. Renew. Energy 2015, 80, 837–848. [Google Scholar] [CrossRef]
- Tobin, E.F.; Young, T.; Raps, D.; Rohr, O. Comparison of liquid impingement results from whirling arm and water-jet rain erosion test facilities. Wear 2011, 271, 2625–2631. [Google Scholar] [CrossRef]
- Ibrahim, M.E.; Medraj, M. Water Droplet Erosion of Wind Turbine Blades: Mechanics, Testing, Modeling and Future Perspectives. Materials 2020, 13, 157. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Adler, W.F. Waterdrop impact modeling. Wear 1995, 186, 341–351. [Google Scholar] [CrossRef]
- Gohardani, O. Impact of erosion testing aspects on current and future flight conditions. Prog. Aerosp. Sci. 2011, 47, 280–303. [Google Scholar] [CrossRef]
- Doagou-Rad, S.; Jr, L.M.; Bech, J.I. Leading edge erosion of wind turbine blades: Multiaxial critical plane fatigue model of coating degradation under random liquid impacts. Wind. Energy 2020, 1–15. [Google Scholar] [CrossRef]
- Fang, J.; Owens, R.G.; Tacher, L.; Parriaux, A. A numerical study of the SPH method for simulating transient viscoelastic free surface flows. J. Non Newtonian Fluid Mech. 2006, 139, 68–84. [Google Scholar] [CrossRef] [Green Version]
- Verma, A.S.; Castro, S.G.; Jiang, Z.; Teuwen, J.J. Numerical investigation of rain droplet impact on offshore wind turbine blades under different rainfall conditions: A parametric study. Compos. Struct. 2020, 241, 112096. [Google Scholar] [CrossRef]
- Yonemoto, Y.; Kunugi, T. Universality of Droplet Impingement: Low-to-High Viscosities and Surface Tensions. Coatings 2018, 8, 409. [Google Scholar] [CrossRef] [Green Version]
- Luis, D.; Jordi, R.; Asta, Š.; Fernando, S. Top coating anti-erosion performance analysis in wind turbine blades depending on relative acoustic impedance. Part 1: Modelling approach. Coatings 2020, 10, 685. [Google Scholar] [CrossRef]
- Arena, G. Solid particle erosion and viscoelastic properties of thermoplastic polyurethanes. Express Polym. Lett. 2015, 9, 166–176. [Google Scholar] [CrossRef] [Green Version]
- Sarva, S.S.; Deschanel, S.; Boyce, M.C.; Chen, W. Stress–strain behavior of a polyurea and a polyurethane from low to high strain rates. Polymer 2007, 48, 2208–2213. [Google Scholar] [CrossRef]
- Roland, C.M.; Twigg, J.N; Vu, Y.; Mott, P.H. High strain rate mechanical behavior of polyurea. Polymer 2007, 48, 574–578. [Google Scholar] [CrossRef]
- Fan, J.; Weerheijm, J.; Sluys, B. High-strain-rate tensile mechanical response of a polyurethane elastomeric material. Polymer 2015, 65, 72–80. [Google Scholar] [CrossRef]
- Brinson, H.F.; Brinson, L.C. Stress and Strain Analysis and Measurement, in Polymer Engineering Scienceand Viscoelasticity; Springer Science+Business Media: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- ISO 18872:2007. In Plastics—Determination of Tensile Properties at High Strain Rates; ISO: Geneva, Switzerland, 2007.
- Beda, T.; Esteoule, C.; Soula, M.; Vinh, J.T. Viscoelastic Moduli of Materials Deduced from Harmonic Responses of Beams. In Mechanics of Viscoelastic Materials and Wave Dispersion; Wiley: Hoboken, NJ, USA, 2013; pp. 555–597. [Google Scholar] [CrossRef]
- Sinha, M.; Buckley, D.J. Acoustic Properties of Polymers. In Physical Properties of Polymers Handbook; Mark, J.E., Ed.; Springer: New York, NY, USA, 2007; pp. 1021–1031. [Google Scholar]
- Sasmita, F.; Tarigan, T.Z.S.; Judawisastra, H.; Priambodo, T.A. Study of Elastic Modulus Determination of Polymers with Ultrasonic Method. Int. J. Adv. Sci. Eng. Inf. Technol. 2019, 9, 874. [Google Scholar] [CrossRef]
- Garceau, P. Characterization of Isotropic and Anisotropic Materials by Progressive Ultrasonic Waves. In Mechanics of Viscoelastic Materials and Wave Dispersion; Wiley: Hoboken, NJ, USA, 2013; pp. 513–554. [Google Scholar] [CrossRef]
- Grate, J.W.; Wenzel, S.W.; White, R.M. Frequency-independent and frequency-dependent polymer transitions observed on flexural plate wave ultrasonic sensors. Anal. Chem. 1992, 64, 413–423. [Google Scholar] [CrossRef]
- Lellinger, D.; Tadjbach, S.; Alig, I. Determination of the elastic moduli of polymer films by a new ultrasonic reflection method. In Macromolecular Symposia; Wiley-Vch Verlag: Weinheim, Germany, August 2002; Volume 184, pp. 203–214. [Google Scholar]
- Bai, X.; Sun, Z.; Chen, J.; Ju, B.-F. A novel technique for the measurement of the acoustic properties of a thin linear-viscoelastic layer using a planar ultrasonic transducer. Meas. Sci. Technol. 2013, 24, 125602. [Google Scholar] [CrossRef]
- Hsu, D.K.; Hughes, M.S. Simultaneous ultrasonic velocity and sample thickness measurement and application in composites. J. Acoust. Soc. Am. 1992, 92, 669. [Google Scholar] [CrossRef]
- Kiefer, D.A.; Fink, M.; Rupitsch, S.J. Simultaneous Ultrasonic Measurement of Thickness and Speed of Sound in Elastic Plates Using Coded Excitation Signals. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 2017, 64, 1744–1757. [Google Scholar] [CrossRef] [PubMed]
- ISO 16823:2012. In Non-Destructive Testing—Ultrasonic Testing—Transmission Technique; ISO: Geneva, Switzerland, 2012.
- ISO 16810:2012. In Non-Destructive Testing—Ultrasonic Testing—General Principles; ISO: Geneva, Switzerland, 2012.
- ISO 16811:2012. In Non-Destructive Testing—Ultrasonic Testing—Sensitivity and Range Setting; ISO: Geneva, Switzerland, 2012.
- ISO 16828:2012. In Non-Destructive Testing—Ultrasonic Testing—Time-of-Flight Diffraction Technique as a Method for Detection and Sizing of Discontinuities; ISO: Geneva, Switzerland, 2012.
- Available online: https://portal.dolphitech.com/ (accessed on 9 July 2020).
- Available online: https://www.aerox.es/ (accessed on 9 July 2020).
- ASTM G73-10. In Standard Test Method for Liquid Impingement Erosion Using Rotating Apparatus; ASTM International: West Conshohocken, PA, USA, 2017.
- DNVGL: RP-0171. In Testing of Rotor Blade Erosion Protection Systems; Recommended Practice; DNV GL: Oslo, Norway, 2018; Available online: http://www.dnvgl.com (accessed on February 2020).
- OpenModellica. Available online: https://openmodelica.org (accessed on 9 July 2020).
- Available online: https://www.poly-tech.dk (accessed on 9 July 2020).
- Available online: https://ore.catapult.org.uk (accessed on 9 July 2020).


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (gr/cm3) | Modulus E (Pa) | Speed of Sound C (m/s) | Layer Thickness (µm) | Impact Velocity specimen Vcenter (m/s) |
|---|---|---|---|---|---|
| Water droplet | 1.00 | 2.19 × 109 | 1480.00 | 2000 (diameter) | 135 |
| Coating LEP_1 | 1.160 | 3.48 × 109 | 1733.00 | 800 | 135 |
| Primer_1 | 1.260 | 5.12 × 109 | 2016.00 | 50 | 135 |
| Filler_1 | 1.300 | 4.90 × 109 | 1941.00 | 1000 | 135 |
| Laminate Substrate | 1.930 | 1.10 × 1010 | 2392.00 | 1000 | 135 |
| Aluminum support | 2.700 | 7.1 × 1010 | 5127.00 | 3300 | 135 |
| Material | Modulus E (Pa) | Speed of Sound C (m/s) | Layer Thickness (µm) | Impact Velocity Specimen Vcenter (m/s) |
|---|---|---|---|---|
| Water droplet | 2.19 × 109 | 1480.00 | 2000 (diameter) | 121 |
| LEP19_2.5 MHz | 3.48 × 109 | 1733.00 | 500 | 121 |
| LEP19_5 MHz | 5.12 × 109 | 2016.00 | 500 | 121 |
| Filler_5 MHz | 6.53 × 109 | 2241.00 | 1000 | 121 |
| Filler_2.5 MHz | 5.9 × 109 | 2134.00 | 1000 | 121 |
| Primer_5 MHz | 5.84 × 109 | 2153.00 | 100 | 121 |
| Primer_2.5 MHz | 5.66 × 109 | 2119.00 | 100 | 121 |
| FillerB_5 MHz | 6.87 × 109 | 2098.00 | 1000 | 121 |
| FillerB_2.5 MHz | 6.47 × 109 | 2030.00 | 1000 | 121 |
| Laminate Substrate | 1.10 × 1010 | 2392.00 | 3400 | 121 |
| Material | Modulus E (Pa) | Speed of Sound C (m/s) | Layer Thickness (µm) | Impact Velocity Specimen Vcenter (m/s) |
|---|---|---|---|---|
| Water droplet | 2.19 × 109 | 1480.00 | 2000 (diameter) | 121 |
| LEP19B_5 MHz | 3.05 × 109 | 1628.00 | 500 | 121 |
| LEP19B_25 MHz | 2.98 × 109 | 1609.00 | 500 | 121 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Domenech, L.; García-Peñas, V.; Šakalytė, A.; Puthukara Francis, D.; Skoglund, E.; Sánchez, F. Top Coating Anti-Erosion Performance Analysis in Wind Turbine Blades Depending on Relative Acoustic Impedance. Part 2: Material Characterization and Rain Erosion Testing Evaluation. Coatings 2020, 10, 709. https://doi.org/10.3390/coatings10080709
Domenech L, García-Peñas V, Šakalytė A, Puthukara Francis D, Skoglund E, Sánchez F. Top Coating Anti-Erosion Performance Analysis in Wind Turbine Blades Depending on Relative Acoustic Impedance. Part 2: Material Characterization and Rain Erosion Testing Evaluation. Coatings. 2020; 10(8):709. https://doi.org/10.3390/coatings10080709
Chicago/Turabian StyleDomenech, Luis, Víctor García-Peñas, Asta Šakalytė, Divya Puthukara Francis, Eskil Skoglund, and Fernando Sánchez. 2020. "Top Coating Anti-Erosion Performance Analysis in Wind Turbine Blades Depending on Relative Acoustic Impedance. Part 2: Material Characterization and Rain Erosion Testing Evaluation" Coatings 10, no. 8: 709. https://doi.org/10.3390/coatings10080709