Mathematical Modeling of Carbon Flux Parameters for Low-Pressure Vacuum Carburizing with Medium-High Alloy Steel


Abstract
:1. Introduction
| Nomenclature | |||
| J | average carbon flux, g/(mm2∙s) | p | pressure of the carburized gas, Pa |
| Je | segmented average carbon flux, g/(mm2∙s) | T | carburizing temperature, °C |
| Δm | mass difference, mg | R | gas constant, J/(mol∙K) |
| S | surface area, mm2 | k | Pressure and tem/perature dependent constant |
| t | time, s | A | Pressure and temperature dependent constant |
| Δt | segmented carburizing time, s | ||
2. Mathematical Modeling of Carbon Flux
Average Carbon Flux vs. Segmented Average Carbon Flux
3. Materials and Methods
3.1. Experimental Materials
3.2. Experimental Procedures of Carbon Flux Measurement
4. Results and Discussion
4.1. Carbon Flux Measurement
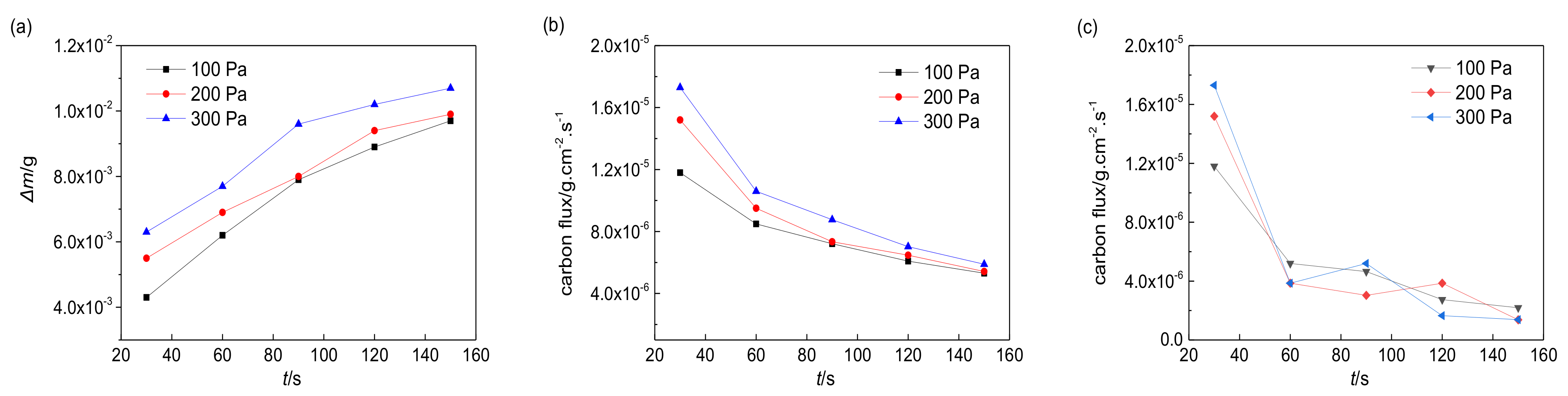
4.1.1. Effect of Carburizing Pressure on Surface Carbon Flux
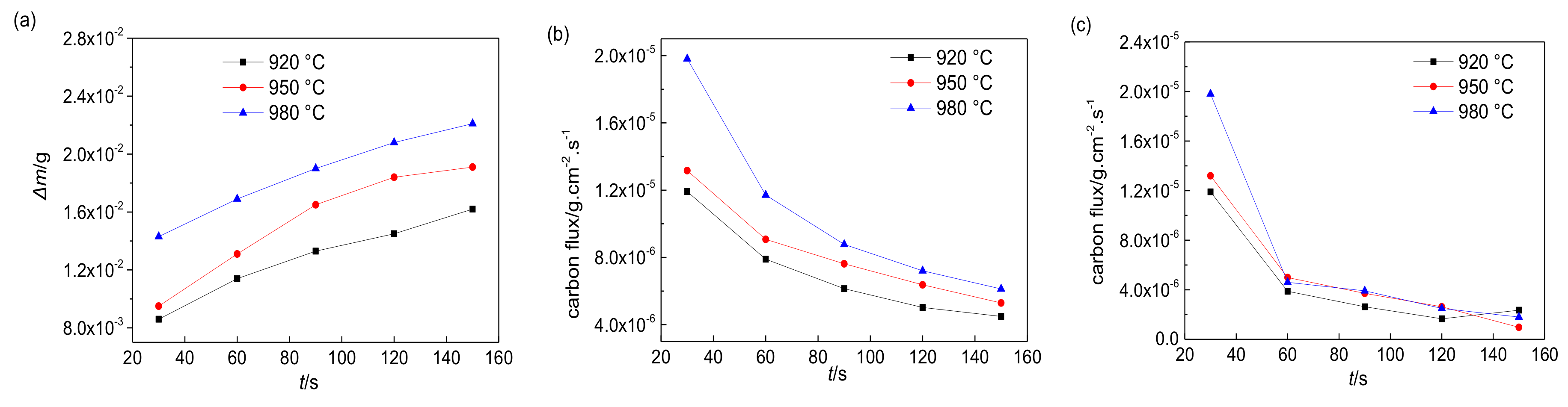
4.1.2. Effect of Carburizing Temperature on Surface Carbon Flux
4.1.3. Effect of Material on Surface Carbon Flux
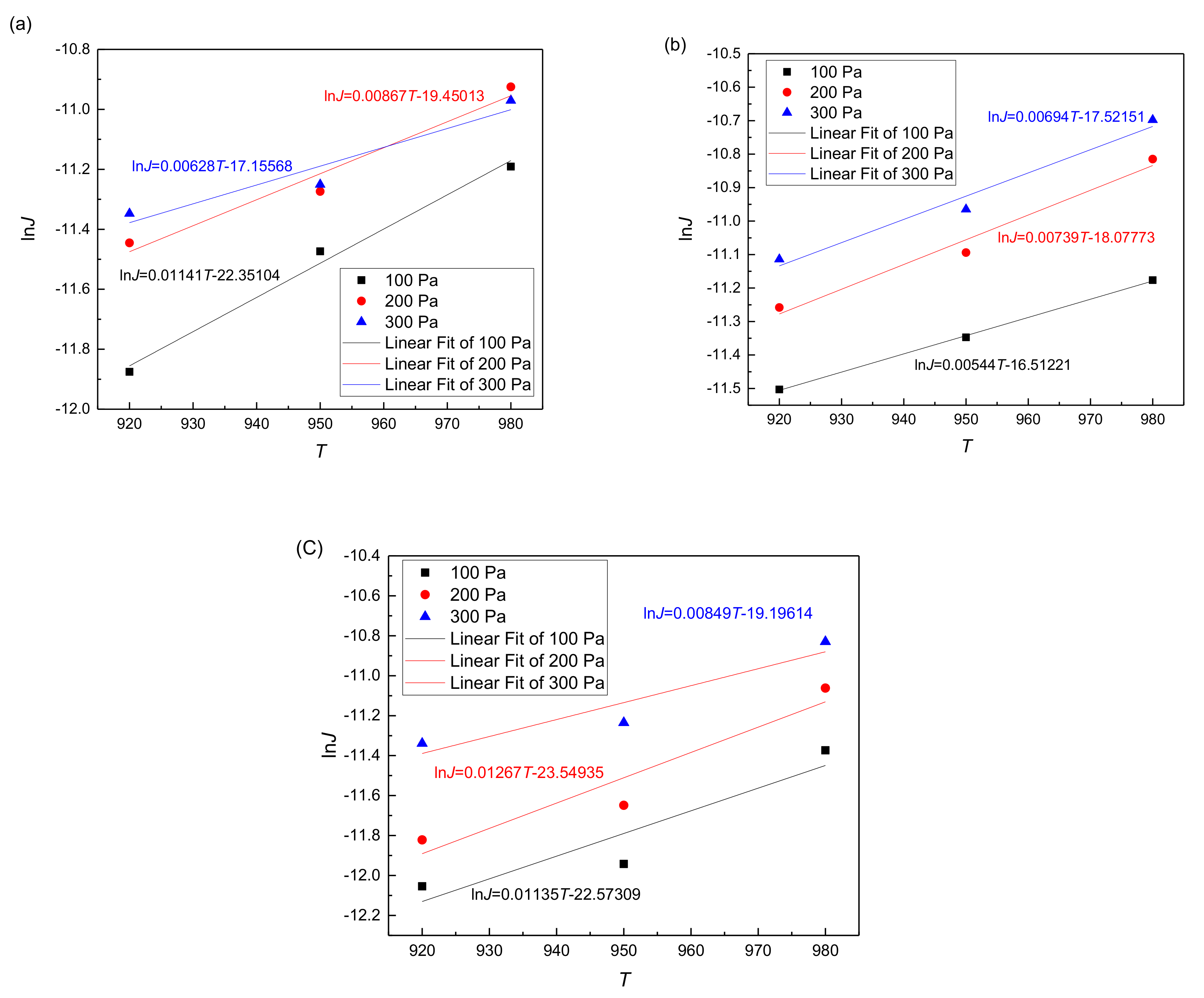
4.2. Carbon Flux Modeling for the Carburization Process
5. Conclusions
- The use of segmented average carbon flux enables more accurate and efficient characterization of the actual carbon flux required, not only effectively avoiding the effect of the first pulse but also enabling the fine control of the timing of the subsequent pulses. Therefore, the segmented average carbon flux method should be selected when formulating the vacuum carburizing process.
- For the 16Cr3NiWMoVNE steel carburizing 30 s, the carbon flux obtained using the segmented average method is 2.5 times than that of the carbon flux obtained by the overall average method, which result in the obtained value exceeding the carbide standard in the carburized layer;
- For the 16Cr3NiWMoVNE steel, the first pulse carburizing time and subsequent pulse time obtained by using the overall average method are 2.2 and 1.3 times longer than those obtained by using the segmented average method;
- Carbon flux increases with pressure. The optimum carburizing pressure is 300 Pa for low-pressure vacuum carburizing. On increasing the carburizing temperature from 920 °C to 980 °C, the effective carbon flux value increased by more than 30%. Furthermore, with the increase in carburizing temperature, the time required for the surface carbon concentration of the sample to reach saturation also increases;
- In terms of the degree of influence of material composition on the value of carbon flux, the alloy content has the greatest influence, followed by the initial carbon concentration, and then the saturated carbon concentration;
- Future work will focus on the effect of different alloy elements and content on carbon flux in detail, and establish a more general mathematical model of carbon flux under the optimal carburizing temperature and pressure, which is verified by experiments.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sawicki, J.; Krupanek, K.; Stachurski, W.; Buzalski, V. Algorithm Scheme to Simulate the Distortions during Gas Quenching in a Single-Piece Flow Technology. Coatings 2020, 10, 694. [Google Scholar] [CrossRef]
- Derevyanov, M.Y.; Livshits, M.Y.; Yakubovich, E.A. Vacuum Carburizing Process: Identification of Mathematical Model and Optimization. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 022022. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Li, A.; Liang, Y.; Zhang, Z.; Cui, J. Effect of vacuum carburizing on surface properties and microstructure of a tungsten heavy alloy. Mater. Res. Express 2020, 7, 016558. [Google Scholar] [CrossRef]
- Yuan, Z.X.; Yu, Z.S.; Tan, P.; Song, S.H. Effect of rare earths on the carburization of steel. Mater. Sci. Eng. A 1999, 267, 162–166. [Google Scholar] [CrossRef]
- Yan, M.F.; Liu, Z.R. Influence of rare earths on carbon diffusion and transfer coefficients of carburizing process. Chin. J. Rare Earths 2001, 19, 9–11. [Google Scholar]
- Hwang, J.I.; Melville, A.T.; Jhee, T.G.; Kim, Y.K. Equilibration of plain carbon and alloy steels with endothermic carburizing atmospheres: Part I. Activity of carbon in plain carbon steels. Met. Mater. Int. 2010, 15, 159–173. [Google Scholar] [CrossRef]
- Hwang, J.I.; Jhee, T.G.; Kim, Y.K.; Hwang, T.Y. Equilibration of plain carbon and alloy steels with endothermic carburizing atmospheres: Part II. Oxidation of plain carbon and armco steels during carburizing at 1000 °C and 1038 °C. Met. Mater. Int. 2010, 16, 693–699. [Google Scholar] [CrossRef]
- Kula, P.; Pietrasik, R.; Dybowski, K. Vacuum carburizing-process optimization. J. Mater. Process. Technol. 2005, 164, 876–881. [Google Scholar] [CrossRef]
- Karabelchtchikova, O.; Sisson, R.D. Carbon diffusion in steels: A numerical analysis based on direct integration of the flux. J. Phase Equil. Diff. 2006, 27, 598–604. [Google Scholar] [CrossRef]
- Zajusz, M.; Tkacz, S.K.; Danielewski, M. Modeling of vacuum pulse carburizing of steel. Surf. Coat. Technol. 2014, 258, 646–651. [Google Scholar] [CrossRef]
- Lowell, J. The Effects of Contamination and Cleaning on AISI 9310 Vacuum Carburized Steel. Master’s Thesis, Worcester Polytechnic Institute, Worcester, MA, USA, 2009. [Google Scholar]
- Gorockiewicz, R.; Lapiński, A. Structure of the carbon layer deposited on the steel surface after low pressure carburizing. Vacuum 2010, 85, 429–433. [Google Scholar] [CrossRef]
- Gorockiewicz, R. The kinetics of low pressure carburizing of alloy steels. Vacuum 2011, 86, 448–451. [Google Scholar] [CrossRef]
- Su, Y. Measurement of Critical Parameters in Vacuum Carburizing and Development of Simulation Software; Shanghai Jiaotong University: Shanghai, China, 2009. [Google Scholar]
- Yin, L.; Wang, T.; Ma, X.; Fu, Z.; Hao, G.; Li, L.; Wang, L. Pre-Coated Fe–Ni Film to Promote Low-Pressure Carburizing of 14Cr14Co13Mo4 Steel. Coatings 2019, 9, 304. [Google Scholar] [CrossRef] [Green Version]
- Yin, L.; Ma, X.; Tang, G.; Fu, Z.; Yang, S.; Wang, T.; Wang, L.; Li, L. Characterization of carburized 14cr14co13mo4 stainless steel by low pressure carburizing. Surf. Coat. Technol. 2019, 358, 654–660. [Google Scholar] [CrossRef]
- Jacquet, P.; Rousse, D.R.; Bernard, G.; Lambertin, M. A novel technique to monitor carburizing processes. Mater. Chem. Phys. 2003, 77, 542–551. [Google Scholar] [CrossRef]
- Zhang, J.G.; Cong, P.W. Overview and development of vacuum carburizing technology. Metal. Heat Treat. 2003, 28, 52–55. [Google Scholar]
- Khan, R.U.; Bajohr, S.; Buchholz, D.; Reimert, R.; Minh, H.D.; Norinaga, K.; Janardhanan, V.M.; Tischer, S.; Deutschmann, O. Pyrolysis of propane under vacuum carburizing conditions: An experimental and modeling study. J. Anal. Appl. Pyrolysis 2007, 81, 148–156. [Google Scholar] [CrossRef]
- Yada, K.; Watanabe, O. Reactive flow simulation of vacuum carburizing by acetylene gas. Comput. Fluids 2013, 34, 26. [Google Scholar] [CrossRef]
- Makino, S.; Inagaki, M.; Ikehata, H.; Tanaka, K.; Inagaki, K. Multi-step simulation of vacuum-carburizing reactor based on kinetics approach. ISIJ Int. 2020, 60, 2000–2006. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.J.; Wang, B.; Tian, Y.; Misra, R.D.K. Optimizing the low-pressure carburizing process of 16Cr3NiWMoVNbE gear steel. J. Mater. Sci. Technol. 2019, 35, 1218–1227. [Google Scholar] [CrossRef]
- Wang, X.L.; Zurecki, Z.; Sisson, R.D. Development of nitrogen-hydrocarbon atmospheric carburizing and process control methods. J. Mater. Eng. Perform. 2013, 22, 1879–1885. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, H.J.; An, X.; Wang, Z. Experimental study on carbon flux in vacuum carburizing. Mater. Res. Exp. 2019, 6, 096516. [Google Scholar] [CrossRef]
- Kanô, F.; Abe, I.; Kamaya, H.; Ueda, I. Fractal model for adsorption on activated carbon surfaces: Langmuir and freundlich adsorption. Surf. Sci. 2000, 467, 131–138. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Cr | Ni | Mn | Si | W | V | Mo | Nb | Ce | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 12Cr2Ni4A | 0.12 | 1.5 | 3.5 | 0.5 | 0.3 | - | - | - | - | - | Bal. |
| 16Cr3NiWMoVNbE | 0.16 | 2.8 | 1.4 | 0.5 | 0.8 | 1.2 | 0.45 | 0.5 | 0.15 | 0.1 | Bal. |
| 18Cr2Ni4WA | 0.18 | 1.5 | 3.9 | 0.4 | 0.23 | 0.9 | - | - | - | - | Bal. |
| Pressure/Pa | Temperature/°C | Average Carbon Flux in 30 s/g·cm−2·s−1 |
|---|---|---|
| 100 | 920 | 6.96 × 10−6 |
| 950 | 1.04 × 10−5 | |
| 980 | 1.38 × 10−5 | |
| 200 | 920 | 1.07 × 10−5 |
| 950 | 1.27 × 10−5 | |
| 980 | 1.80 × 10−5 | |
| 300 | 920 | 1.18 × 10−5 |
| 950 | 1.30 × 10−5 | |
| 980 | 1.72 × 10−5 |
| Pressure/Pa | Temperature/°C | Average Carbon Flux in 30 s/g·cm−2·s−1 |
|---|---|---|
| 100 | 920 | 1.01 × 10−5 |
| 950 | 1.18 × 10−5 | |
| 980 | 1.40 × 10−5 | |
| 200 | 920 | 1.29 × 10−5 |
| 950 | 1.52 × 10−5 | |
| 980 | 2.01 × 10−5 | |
| 300 | 920 | 1.49 × 10−5 |
| 950 | 1.73 × 10−5 | |
| 980 | 2.26 × 10−5 |
| Pressure/Pa | Temperature/°C | Average Carbon Flux in 30 s/g·cm−2·s−1 |
|---|---|---|
| 100 | 920 | 5.82 × 10−6 |
| 950 | 6.51 × 10−6 | |
| 980 | 1.15 × 10−5 | |
| 200 | 920 | 7.34 × 10−6 |
| 950 | 8.73 × 10−6 | |
| 980 | 1.57 × 10−5 | |
| 300 | 920 | 1.19 × 10−5 |
| 950 | 1.32 × 10−5 | |
| 980 | 1.98 × 10−5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Liu, J.; Tian, Y.; Wang, Z.; An, X. Mathematical Modeling of Carbon Flux Parameters for Low-Pressure Vacuum Carburizing with Medium-High Alloy Steel. Coatings 2020, 10, 1075. https://doi.org/10.3390/coatings10111075
Wang H, Liu J, Tian Y, Wang Z, An X. Mathematical Modeling of Carbon Flux Parameters for Low-Pressure Vacuum Carburizing with Medium-High Alloy Steel. Coatings. 2020; 10(11):1075. https://doi.org/10.3390/coatings10111075
Chicago/Turabian StyleWang, Haojie, Jing Liu, Yong Tian, Zhaodong Wang, and Xiaoxue An. 2020. "Mathematical Modeling of Carbon Flux Parameters for Low-Pressure Vacuum Carburizing with Medium-High Alloy Steel" Coatings 10, no. 11: 1075. https://doi.org/10.3390/coatings10111075