
Improved Performance of Composite Bipolar Plates for PEMFC Modified by Homogeneously Dispersed Multi-Walled Carbon Nanotube Networks Prepared by In Situ Chemical Deposition
Abstract
:1. Introduction
2. Experimental
2.1. Materials
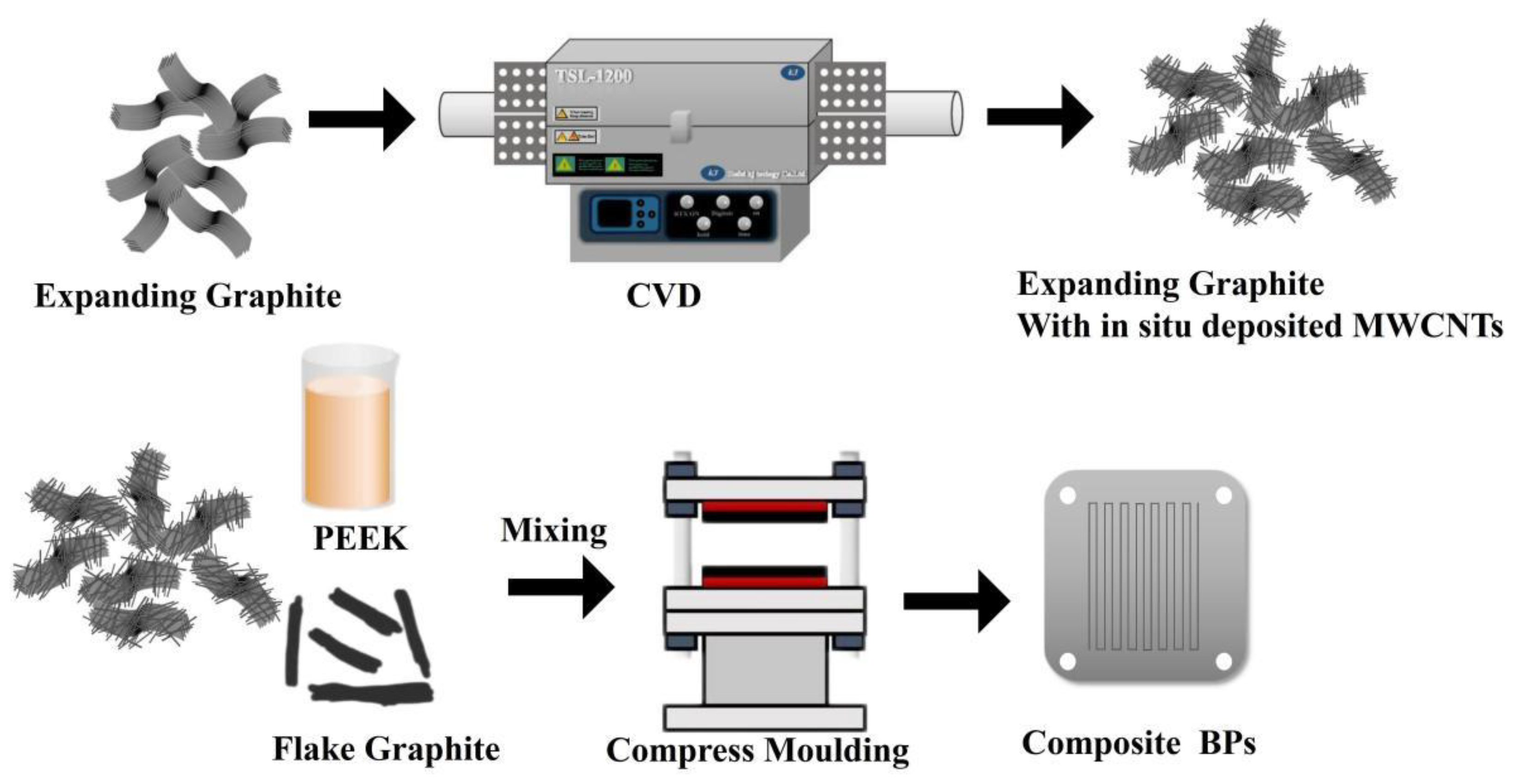
2.2. Preparation of MWCNTs by In Situ Chemical Vapor Deposition
2.3. Preparation of Composite Bipolar Plates
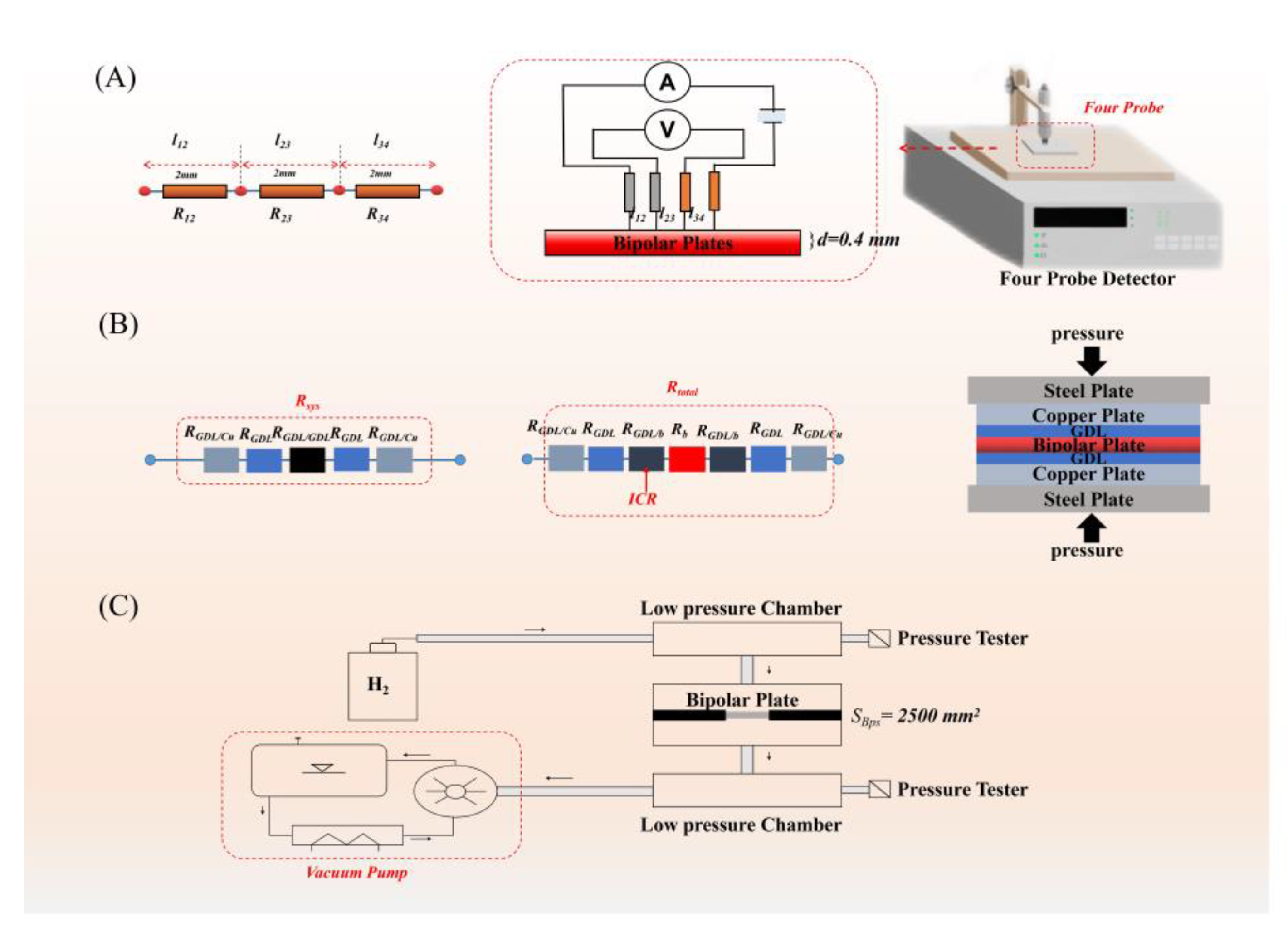
2.4. Characterization of Deposition Products and Composite Bipolar Plates
3. Results and Discussion
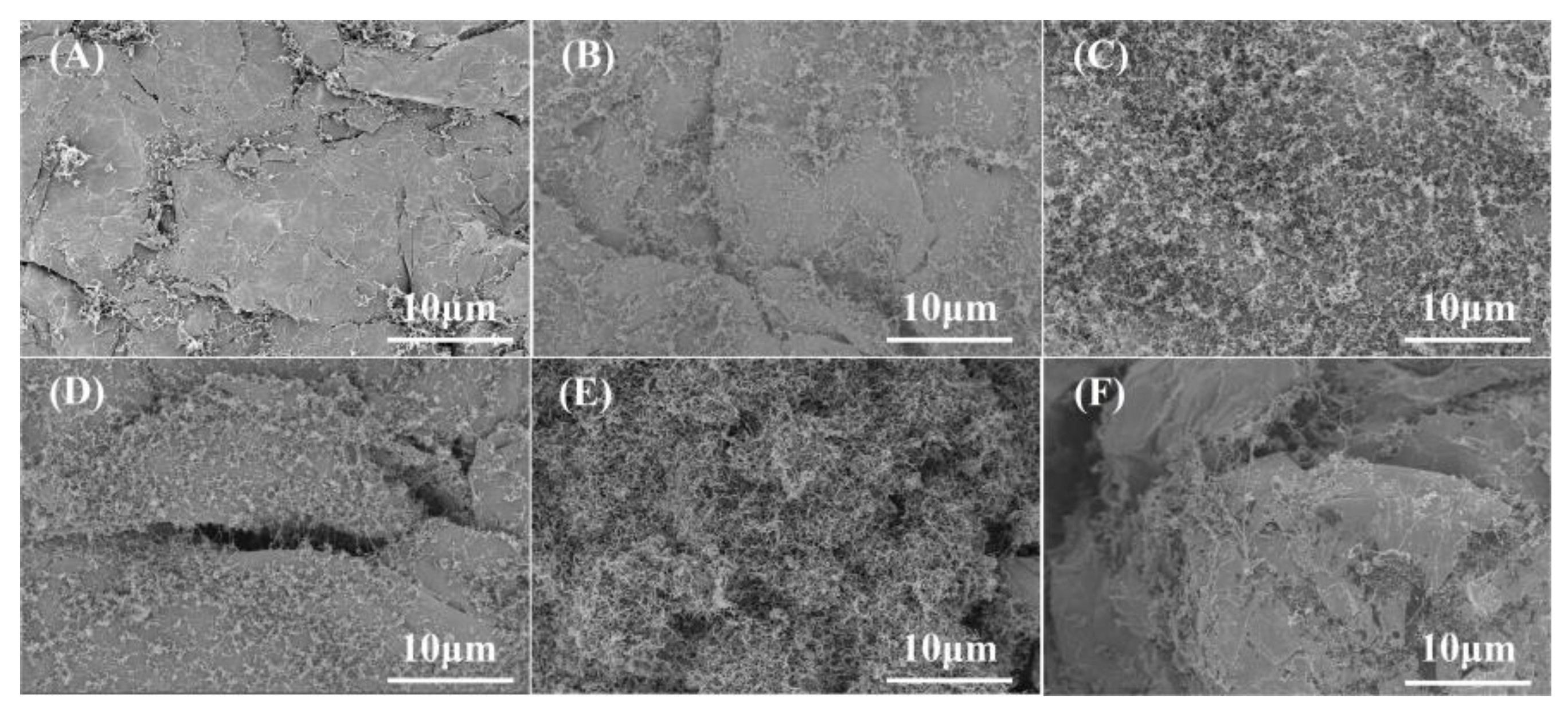
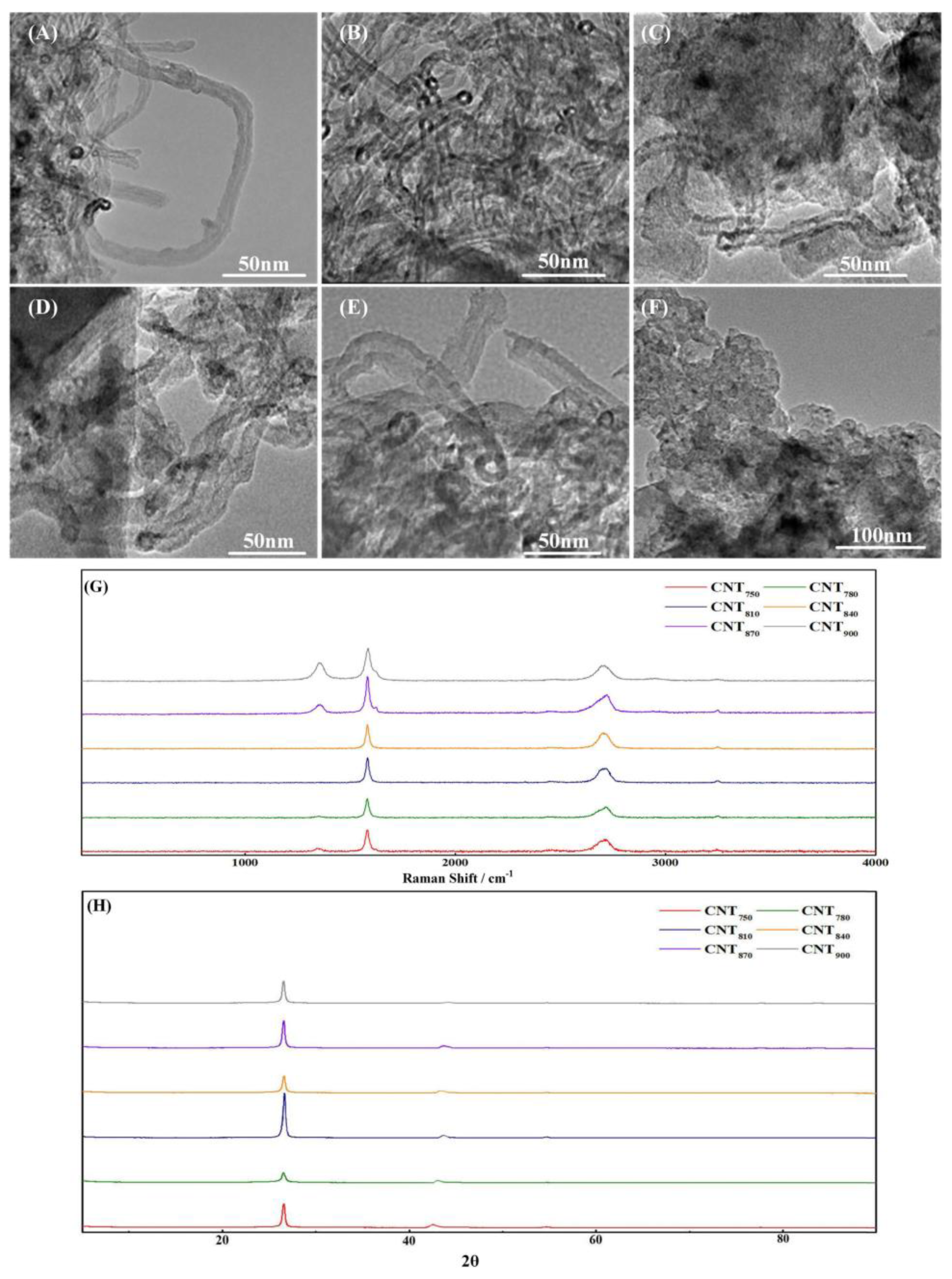
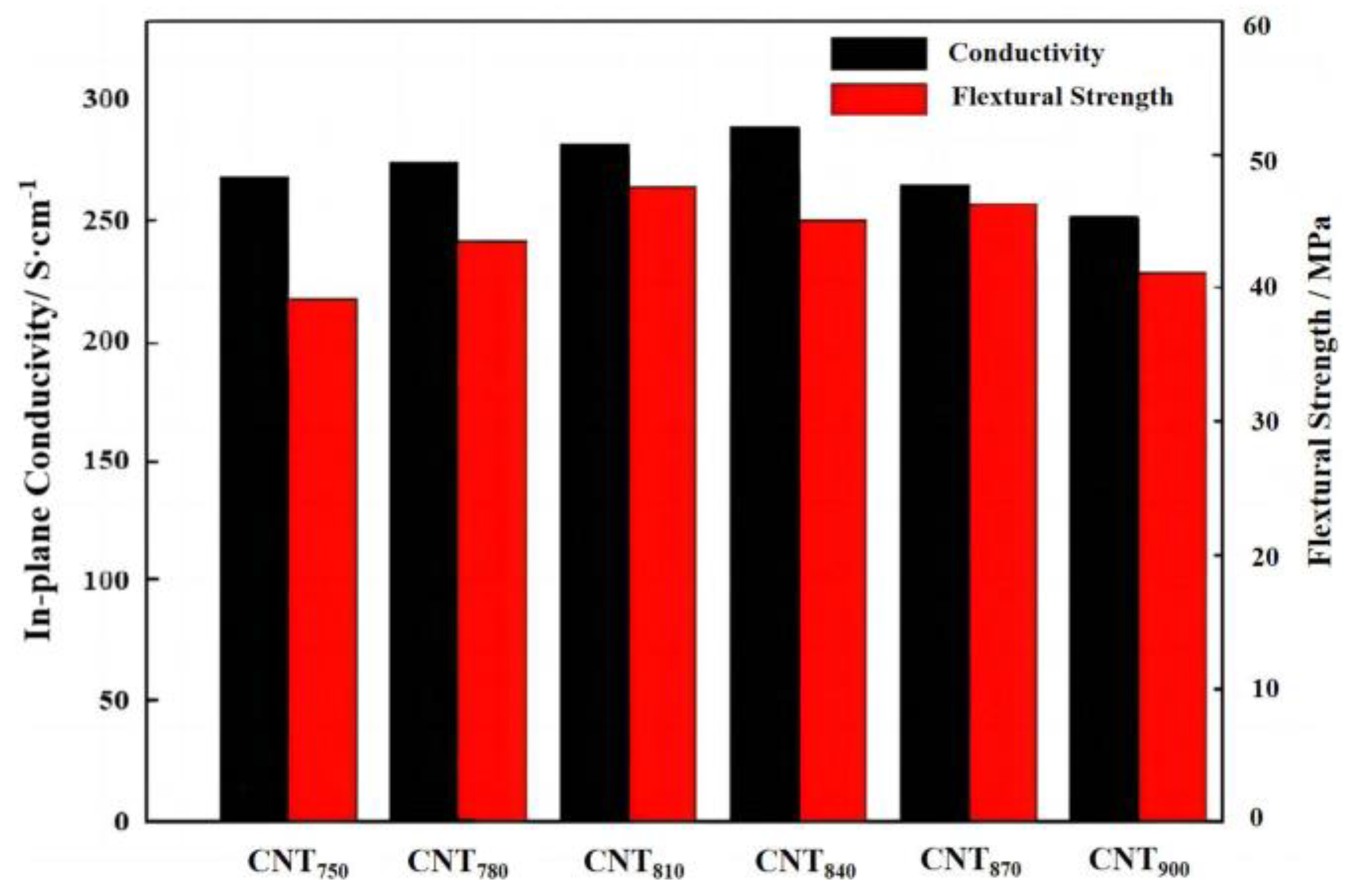
3.1. Morphology of MWCNTs Prepared at Different Temperatures and Its Effect on the Properties of BPs
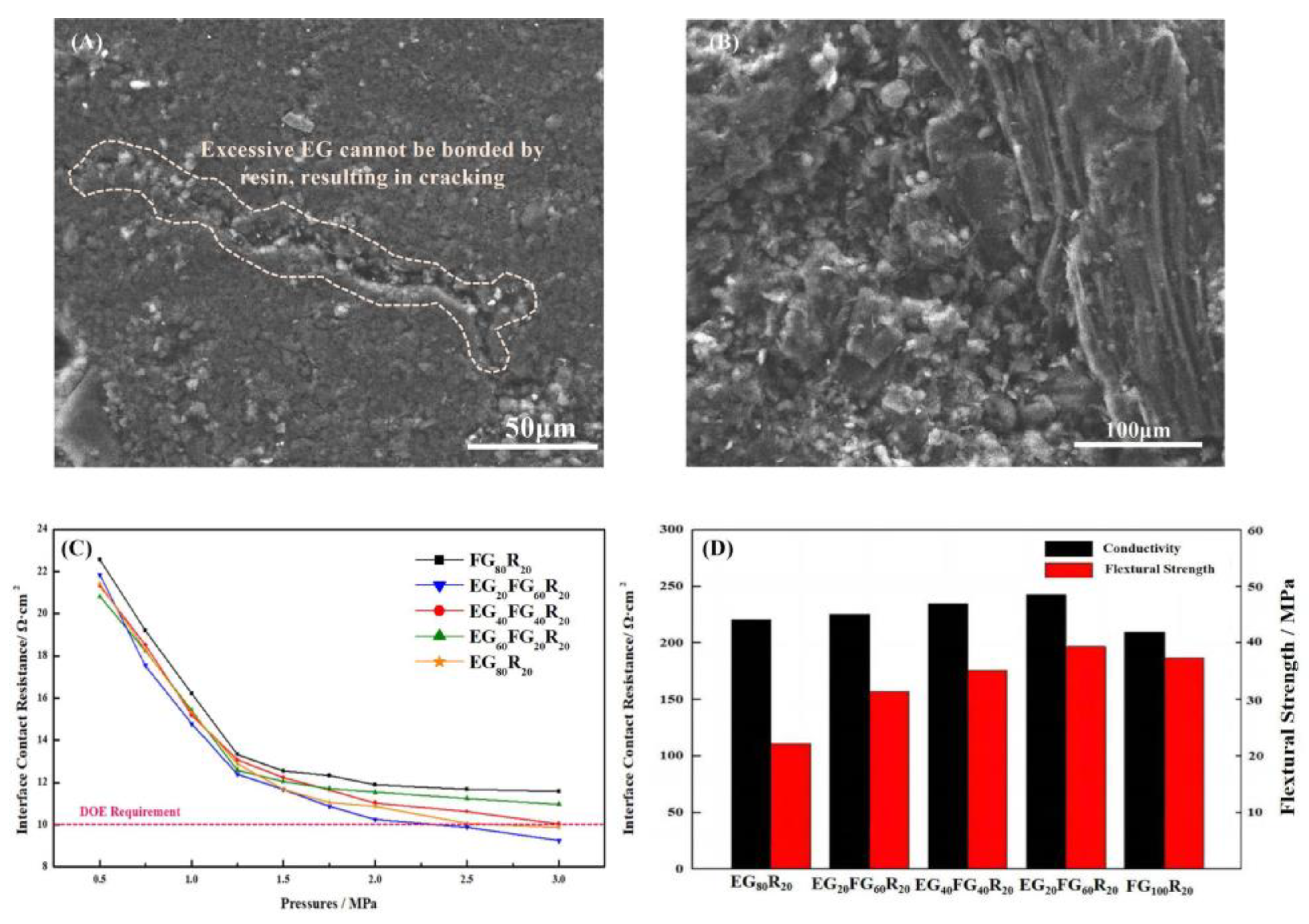
3.2. Effect of the Ratio of FG and EG on Structure and Properties of BPs
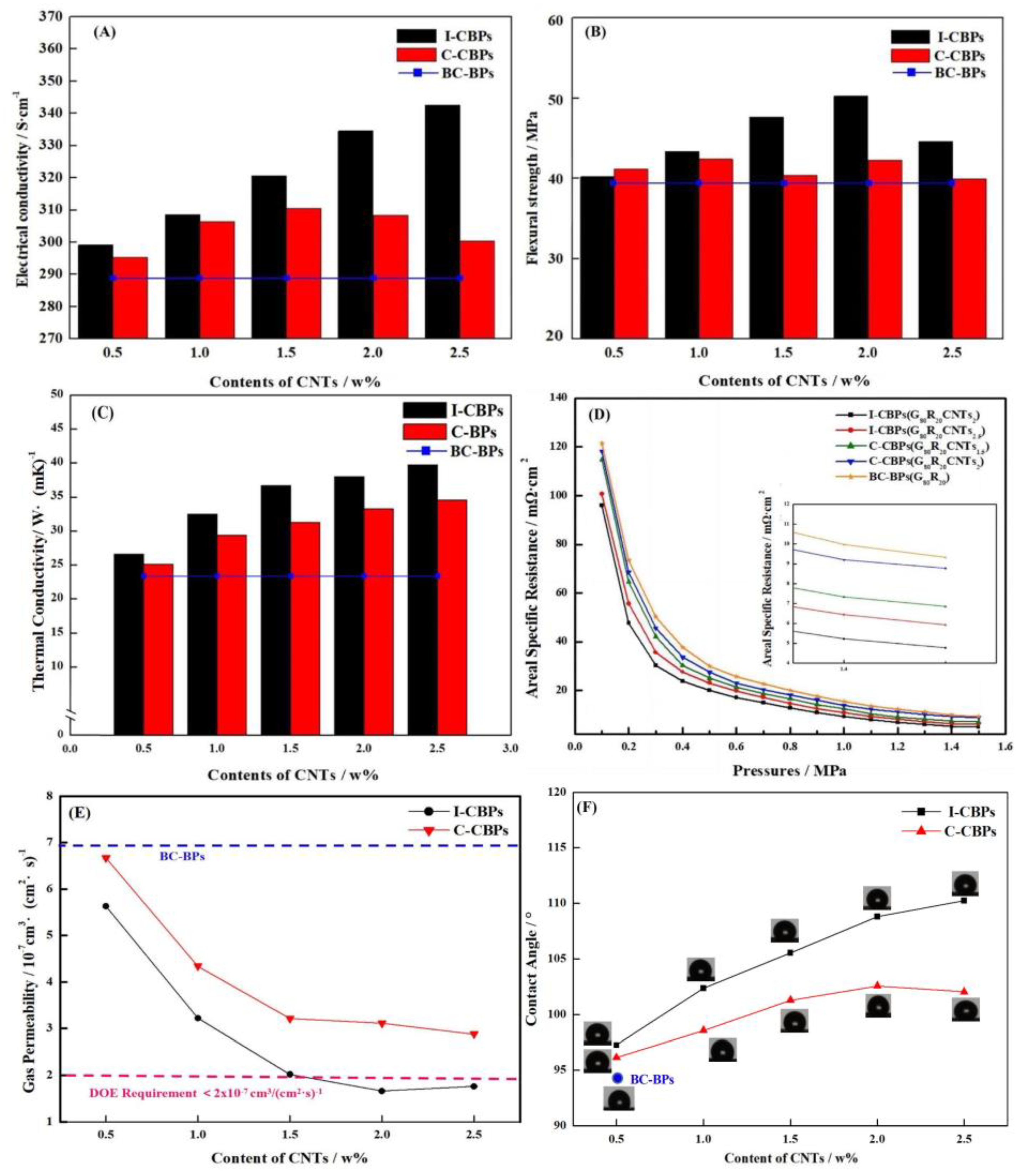
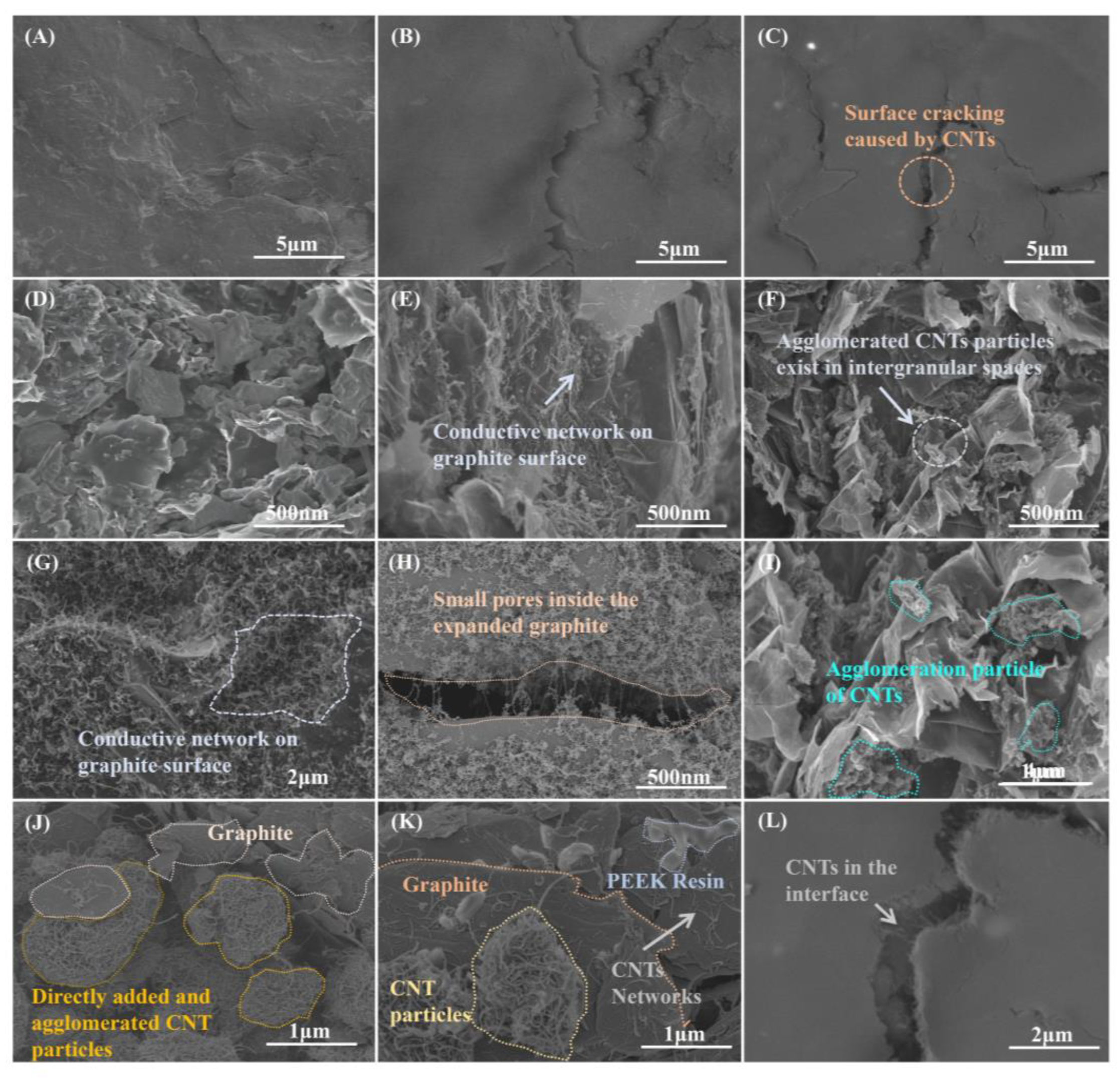
3.3. Effect of In Situ Deposited MWCNTs on the Structure and Properties of BPs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Habib, S.; Arefin, P.; Salam, A.; Ahmed, K.; Uddin, S.; Hossain, T.; Papri, N.; Islam, T. Proton Exchange Membrane Fuel Cell (PEMFC) Durability Factors, Challenges, and Future Perspectives: A Detailed Review. J. Inf. Secur. Res. Int. Res. J. Mater. Sci. 2020, 18, 217–234. [Google Scholar] [CrossRef]
- Lü, X.; Qu, Y.; Wang, D.; Qin, C.; Liu, G. A comprehensive review on hybrid power system for PEMFC-HEV: Issues and strategies. Energy Convers. Manag. 2018, 171, 1273–1291. [Google Scholar] [CrossRef]
- Song, Y.; Zhang, C.; Ling, C.-Y.; Han, M.; Yong, R.-Y.; Sun, D.; Chen, J. Review on current research of materials, fabrication and application for bipolar plate in proton exchange membrane fuel cell. Int. J. Hydrog. Energy 2020, 45, 29832–29847. [Google Scholar] [CrossRef]
- Liao, W.; Jiang, F.; Zhang, Y.; Zhou, X.; He, Z. Highly-conductive composite bipolar plate based on ternary carbon materials and its performance in redox flow batteries. Renew. Energy 2020, 15, 1310–1316. [Google Scholar] [CrossRef]
- Wu, S.; Yang, W.; Yan, H.; Zuo, X.; Cao, Z.; Li, H.; Shi, M.; Chen, H. A review of modified metal bipolar plates for proton exchange membrane fuel cells. Int. J. Hydrog. Energy 2021, 16, 8672–8701. [Google Scholar] [CrossRef]
- Zhang, Q.; Tong, Z.; Tong, S.; Cheng, Z. Research on water and heat management in the cold start process of proton exchange membrane fuel cell with expanded graphite bipolar plate. Energy Convers. Manag. 2021, 233, 113942. [Google Scholar] [CrossRef]
- Bauer, A.; Härtel, S.; Awiszus, B. Manufacturing of Metallic Bipolar Plate Channels by Rolling. J. Manuf. Mater. Process. 2019, 3, 48. [Google Scholar] [CrossRef] [Green Version]
- Che, J.; Yi, P.; Peng, L.; Lai, X. Impact of pressure on carbon films by PECVD toward high deposition rates and high stability as metallic bipolar plate for PEMFCs. Int. J. Hydrog. Energy 2020, 45, 16277–16286. [Google Scholar] [CrossRef]
- Yi, P.; Zhang, D.; Qiu, D.; Peng, L.; Lai, X. Carbon-based coatings for metallic bipolar plates used in proton exchange membrane fuel cells. Int. J. Hydrog. Energy 2019, 14, 6813–6843. [Google Scholar] [CrossRef]
- Madadi, F.; Rezaeian, A.; Edris, H.; Zhiani, M. Improving performance in PEMFC by applying different coatings to metallic bi-polar plates. Mater. Chem. Phys. 2019, 238, 121911. [Google Scholar] [CrossRef]
- Alaefour, I.; Shahgaldi, S.; Zhao, J.; Li, X. Synthesis and Ex-Situ characterizations of diamond-like carbon coatings for metallic bipolar plates in PEM fuel cells. Int. J. Hydrog. Energy 2021, 46, 11059–11070. [Google Scholar] [CrossRef]
- Mathew, C.; Mohamed, S.N.; Devanathan, L.S. A comprehensive review of current research on various materials used for developing composite bipolar plates in polymer electrolyte membrane fuel cells. Polym. Compos. 2022, 43, 4100–4114. [Google Scholar] [CrossRef]
- Jiang, F.; Liao, W.; Ayukawa, T.; Yoon, S.-H.; Nakabayashi, K.; Miyawaki, J. Enhanced performance and durability of composite bipolar plate with surface modification of cactus-like carbon nanofibers. J. Power Sources 2021, 482, 228903. [Google Scholar] [CrossRef]
- Lee, D.; Lim, J.W.; Gil Lee, D. Cathode/anode integrated composite bipolar plate for high-temperature PEMFC. Compos. Struct. 2017, 167, 144–151. [Google Scholar] [CrossRef]
- Mathur, R.; Dhakate, S.; Gupta, D.; Dhami, T.; Aggarwal, R. Effect of different carbon fillers on the properties of graphite composite bipolar plate. J. Mater. Process. Technol. 2007, 203, 184–192. [Google Scholar] [CrossRef]
- Hu, B.; Chen, L.; Guo, C.; He, G.; Cao, X.; Yin, X. Constructing three-dimensional conductive network in composite bipolar plates by sacrificial materials for improvement of proton exchange membrane fuel cell performance. J. Power Sources 2022, 552, 232261. [Google Scholar] [CrossRef]
- Lee, M.H.; Kim, H.Y.; Oh, S.M.; Kim, B.C.; Bang, D.; Han, J.T.; Woo, J.S. Structural optimization of graphite for high-performance fluorinated ethylene–propylene composites as bipolar plates. Int. J. Hydrog. Energy 2018, 43, 21918–21927. [Google Scholar] [CrossRef]
- Kuan, Y.-D.; Ciou, C.-W.; Shen, M.-Y.; Wang, C.-K.; Fitriani, R.Z.; Lee, C.-Y. Bipolar plate design and fabrication using graphite reinforced composite laminate for proton exchange membrane fuel cells. Int. J. Hydrog. Energy 2021, 46, 16801–16814. [Google Scholar] [CrossRef]
- Phuangngamphan, M.; Okhawilai, M.; Hiziroglu, S.; Rimdusit, S. Development of highly conductive graphite-/graphene-filled polybenzoxazine composites for bipolar plates in fuel cells. J. Appl. Polym. Sci. 2019, 136, 47183. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, B.; Yu, L. Preparation and surface modification of PVDF-carbon felt composite bipolar plates for vanadium flow battery. J. Energy Chem. 2018, 27, 1369–1375. [Google Scholar] [CrossRef]
- Hu, B.; He, G.; Chang, F.; Yang, H.; Cao, X.; Yin, X. Low filler and highly conductive composite bipolar plates with synergistic segregated structure for enhanced proton exchange membrane fuel cell performance. Energy 2022, 251, 123982. [Google Scholar] [CrossRef]
- Fan, R.; Zheng, J.; Peng, Y.; Chen, J.; Zhan, Z.; Yao, D.; Zhang, C.; Ming, P. The conductive network optimization of composite graphite plates and its morphological analysis. Chem. Eng. J. 2022, 446, 136652. [Google Scholar] [CrossRef]
- Zheng, J.; Peng, Y.; Fan, R.; Chen, J.; Zhan, Z.; Yao, D.; Ming, P. Study on carbon matrix composite bipolar plates with balance of conductivity and flexural strength. Chin. Chem. Lett. 2022, in press. [Google Scholar] [CrossRef]
- Li, W.; Zeng, H.; Peng, T.; Gao, Z.; Xie, Z. A High Conductive Composite Bipolar Plate with Conductive Network Constructed by Chemical Vapor Deposition. Energies 2022, 15, 4979. [Google Scholar] [CrossRef]
- Dhakate, S.R.; Mathur, R.B.; Kakati, B.K.; Dhami, T.L. Properties of graphite-composite bipolar plate prepared by compression molding technique for PEM fuel cell. Int. J. Hydrog. Energy 2007, 32, 4537–4543. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Sulong, A.B.; Somalu, M.R.; Abdullah, A.T.; Husaini, T.; Rosli, R.E.; Majlan, E.H.; Rosli, M.I. Fibre orientation effect on polypropylene/milled carbon fiber composites in the presence of carbon nanotubes or graphene as a secondary filler: Application on PEM fuel cell bipolar plate. Int. J. Hydrog. Energy 2019, 44, 30618–30626. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Yang, X.D.; Liu, X.J.; Wang, T. Preparation of CF Reinforced PPS/Graphite Conductive Composite for Bipolar Plate. Adv. Mater. 2014, 2949, 1425–1429. [Google Scholar] [CrossRef]
- Chen, C.-K.; Kuo, J.-K. Nylon 6/CB polymeric conductive plastic bipolar plates for PEM fuel cells. J. Nanomater. 2015, 101, 3415–3421. [Google Scholar] [CrossRef]
- Yao, K.; Adams, D.; Hao, A.; Zheng, J.P.; Liang, Z.; Nguyen, N. Highly conductive and strong graphite-phenolic resin composite for bipolar plate applications. Energy Fuels 2017, 31, 14320–14331. [Google Scholar] [CrossRef]
- Kirkpatrick, S. Percolation and Conduction. Rev. Mod. Phys. 1973, 45, 574–588. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Sulong, A.B.; Husaini, T.; Majlan, E.H.; Rosli, M.I.; Aman, M.F. Fabrication of multi-filler MCF/MWCNT/SG-based bipolar plates. Ceram. Int. 2019, 45, 7413–7418. [Google Scholar] [CrossRef]
- Alo, O.A.; Otunniyi, I.O.; Pienaar, H.; Sadiku, E.R. Electrical and mechanical properties of polypropylene/epoxy blend-graphite/carbon black composite for proton exchange membrane fuel cell bipolar plate. Mater. Today Proc. 2021, 38, 658–662. [Google Scholar] [CrossRef]
- Rigail, C.A.F.; Espinoza, A.M.; Medina, A.J.; Leal, Z.K. Expanded Graphite/Epoxy/Aliphatic Amine Composites for Bipolar Plates Applications in Polymer Electrolyte Fuel Cells. KEM 2019, 821, 426–432. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sulong, A.B.; Umer, A.; Bin Yousaf, A.; Khan, M.A. Multi-component MWCNT/NG/EP-based bipolar plates with enhanced mechanical and electrical characteristics fabricated by compression moulding. Ceram. Int. 2018, 44, 14457–14464. [Google Scholar] [CrossRef]
- Rubel, R.I.; Ali, H.; Jafor, A.; Alam, M. Carbon nanotubes agglomeration in reinforced composites: A review. AIMS Mater. Sci. 2019, 6, 756–780. [Google Scholar] [CrossRef]
- Ayodele, O.O.; Awotunde, M.A.; Babalola, B.J.; Olubambi, P.A. The influence of dispersion time on the mechanical properties of spark plasma–sintered carbon nanotubes reinforced nickel-aluminum matrix composites. Int. J. Adv. Manuf. Technol. 2022, 120, 4113–4122. [Google Scholar] [CrossRef]
- Olszówka-Myalska, A.; Wrześniowski, P.; Myalska-Głowacka, H.; Maziarz, W.; Godzierz, M. Multiwalled carbon nanotubes as an additive to Mg-Mg2Si in situ composite obtained by powder sintering. J. Alloys Compd. 2023, 931, 167548. [Google Scholar] [CrossRef]
- Mittal, G.; Rhee, K.Y. Chemical vapor deposition-based grafting of CNTs onto basalt fabric and their reinforcement in epoxy-based composites. Compos. Sci. Technol. 2018, 165, 84–94. [Google Scholar] [CrossRef]
- Xu, K.; Chen, X.; Zhou, H.; Bi, L.; Fu, S.; Li, W.; Liu, X.; Ma, F.; Zhang, K.; Liu, P. Preparation and formation mechanism of CNTs/Cu-Al2O3 composite powders by in situ CVD using internally-oxidized Cu-Al alloy powders. Mater. Lett. 2019, 254, 390–393. [Google Scholar] [CrossRef]
- Kong, L.; Qi, J.; Li, M.; Chen, X.; Yuan, X.; Wang, T.; Yang, J.; Huang, J.; Fan, X. Electromagnetic wave absorption properties of Ti3C2Tx nanosheets modified with in-situ growth carbon nanotubes. Carbon 2021, 183, 322–331. [Google Scholar] [CrossRef]
- Li, W.; Wen, J.; Ren, Z. Effect of temperature on growth and structure of carbon nanotubes by chemical vapor deposition. Appl. Phys. A 2002, 74, 397–402. [Google Scholar] [CrossRef]
- Gupta, N.; Gupta, S.M.; Sharma, S.K. Carbon nanotubes: Synthesis, properties and engineering applications. Carbon Lett. 2019, 29, 419–447. [Google Scholar] [CrossRef]
- Zhang, B.; Tian, Y.; Jin, X.; Lo, T.; Cui, H. Thermal and Mechanical Properties of Expanded Graphite/Paraffin Gypsum-Based Composite Material Reinforced by Carbon Fiber. Materials 2018, 11, 2205. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Z.; Fang, X. Study on paraffin/expanded graphite composite phase change thermal energy storage material. Energy Convers. Manag. 2006, 47, 303–310. [Google Scholar] [CrossRef]
- Karaipekli, A.; Biçer, A.; Sarı, A.; Tyagi, V.V. Thermal characteristics of expanded perlite/paraffin composite phase change material with enhanced thermal conductivity using carbon nanotubes. Energy Convers. Manag. 2017, 134, 373–381. [Google Scholar] [CrossRef]
- Bairan, A.; Selamat, M.Z.; Sahadan, S.N.; Malingam, S.A.; Mohamad, N. Effect of CNTS on the electrical and mechanical properties of polymeric composite as pem fuel cell bipolar plate. J. Teknol. 2018, 80, 115–122. [Google Scholar] [CrossRef] [Green Version]
- Naji, A.; Krause, B.; Pötschke, P.; Ameli, A. Extruded polycarbonate/Di-Allyl phthalate composites with ternary conductive filler system for bipolar plates of polymer electrolyte membrane fuel cells. Smart Mater. Struct. 2019, 28, 064004. [Google Scholar] [CrossRef]
- Boroujeni, A.Y.; Al-Haik, M.S. Interlaminar fracture toughness of hybrid carbon fiber-carbon nanotubes-reinforced polymer composites. Polym. Compos. 2019, 40, E1470–E1478. [Google Scholar] [CrossRef]
- Chan, K.; Zaid, M.; Mamat, S.; Liza, S.; Tanemura, M.; Yaakob, Y. Recent Developments in Carbon Nanotubes-Reinforced Ceramic Matrix Composites: A Review on Dispersion and Densification Techniques. Crystals 2021, 11, 457. [Google Scholar] [CrossRef]
- Taherian, R. RETRACTED: A review of composite and metallic bipolar plates in proton exchange membrane fuel cell: Materials, fabrication, and material selection. J. Power Sources 2014, 265, 370–390. [Google Scholar] [CrossRef]
- Witpathomwong, S.; Okhawilai, M.; Jubsilp, C.; Karagiannidis, P.; Rimdusit, S. Highly filled graphite/graphene/carbon nanotube in polybenzoxazine composites for bipolar plate in PEMFC. Int. J. Hydrog. Energy 2020, 45, 30898–30910. [Google Scholar] [CrossRef]
- Younas, T. Chapter 4—Bipolar plates for the permeable exchange membrane: Carbon nanotubes as an alternative. In PEM Fuel Cells; Kaur, G., Ed.; Elsevier: London, UK, 2021; pp. 71–89. [Google Scholar] [CrossRef]
- Dhakate, S.R.; Sharma, S.; Chauhan, N.; Seth, R.K.; Mathur, R.B. CNTs nanostructuring effect on the properties of graphite composite bipolar plate. Int. J. Hydrog. Energy 2010, 35, 4195–4200. [Google Scholar] [CrossRef] [Green Version]
- Tariq, M.; Syed, N.A.; Behravesh, A.H.; Pop-Iliev, R.; Rizvi, G. Synergistic enrichment of electrically conductive polypropylene-graphite composites for fuel cell bipolar plates. Int. J. Energy Res. 2022, 46, 10955–10964. [Google Scholar] [CrossRef]
- Darıcık, F.; Topcu, A.; Aydın, K.; Çelik, S. Carbon nanotube (CNT) modified carbon fiber/epoxy composite plates for the PEM fuel cell bipolar plate application. Int. J. Hydrog. Energy 2022, 48, 1090–1106. [Google Scholar] [CrossRef]
- Hu, B.; Chang, F.-L.; Xiang, L.-Y.; He, G.-J.; Cao, X.-W.; Yin, X.-C. High performance polyvinylidene fluoride/graphite/multi-walled carbon nanotubes composite bipolar plate for PEMFC with segregated conductive networks. Int. J. Hydrog. Energy 2021, 46, 25666–25676. [Google Scholar] [CrossRef]
- Seraji, A.A.; Aghvami-Panah, M.; Zadhoush, A.; Salimian, S.; Khoshnevis, H. Microstructural design and mechanical performance of epoxy/carbon nanotube fiber composite. J. Compos. Mater. 2022, 56, 3591–3602. [Google Scholar] [CrossRef]
- Hyeong, S.; Park, M.; Kim, S.; Park, S.; Choi, K.; Im, M.J.; Kim, N.D.; Kim, T.; Lee, S.H.; Park, J.; et al. Compacted Laser-Induced Graphene with Bamboo-Like Carbon Nanotubes for Transformable Capacitive Energy Storage Electrodes. Adv. Mater. Technol. 2022, 7, 2101105. [Google Scholar] [CrossRef]
- Li, M.; Chen, S.; Li, B.; Huang, Y.; Lv, X.; Sun, P.; Fang, L.; Sun, X. In situ growing N and O co-doped helical carbon nanotubes encapsulated with CoFe alloy as tri-functional electrocatalyst applied in Zn–Air Batteries driving Water Splitting. Electrochim. Acta 2021, 388, 138587. [Google Scholar] [CrossRef]
- Madadi, F.; Rezaeian, A.; Edris, H.; Zhiani, M. Influence of surface roughness and hydrophobicity of bipolar plates on PEM performance. Surf. Coat. Technol. 2020, 389, 125676. [Google Scholar] [CrossRef]
- de Oliveira, M.C.L.; Ett, G.; Antunes, R.A. Corrosion and thermal stability of multi-walled carbon nanotube–graphite–acrylonitrile–butadiene–styrene composite bipolar plates for polymer electrolyte membrane fuel cells. J. Power Sources 2013, 211, 345–355. [Google Scholar] [CrossRef] [Green Version]
- Ramírez-Herrera, C.; Tellez-Cruz, M.; Pérez-González, J.; Solorza-Feria, O.; Flores-Vela, A.; Cabañas-Moreno, J. Enhanced mechanical properties and corrosion behavior of polypropylene/multi-walled carbon nanotubes/carbon nanofibers nanocomposites for application in bipolar plates of proton exchange membrane fuel cells. Int. J. Hydrog. Energy 2021, 46, 26110–26125. [Google Scholar] [CrossRef]
- Antunes, R.A.; de Oliveira, M.C.L.; Ett, G. Investigation on the corrosion resistance of carbon black–graphite-poly(vinylidene fluoride) composite bipolar plates for polymer electrolyte membrane fuel cells. Int. J. Hydrog. Energy 2011, 36, 12474–12485. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Expanded Graphite wt% | Flake Graphite wt% | Resin wt% |
|---|---|---|---|
| FG80R20 | 0% | 80% | 20% |
| EG20FG60R20 | 20% | 60% | 20% |
| EG40FG40R20 | 40% | 40% | 20% |
| EG60FG20R20 | 60% | 20% | 20% |
| EG80R20 | 80% | 0% | 20% |
| Groups | Sample | Graphite wt% | Resin wt% | In Situ Deposited MWCNTs wt% | Commercial MWCNTs wt% |
|---|---|---|---|---|---|
| I-CBPs | G80R20CNT0.5 | 80% | 20% | 0.5% | 0 |
| G80R20CNT1 | 80% | 20% | 1% | 0 | |
| G80R20CNT1.5 | 80% | 20% | 1.5% | 0 | |
| G80R20CNT2 | 80% | 20% | 2% | 0 | |
| G80R20CNT2.5 | 80% | 20% | 2.5% | 0 | |
| C-CBPs | G80R20CNT0.5 | 80% | 20% | 0 | 0.5% |
| G80R20CNT1 | 80% | 20% | 0 | 1% | |
| G80R20CNT1.5 | 80% | 20% | 0 | 1.5% | |
| G80R20CNT2 | 80% | 20% | 0 | 2% | |
| G80R20CNT2.5 | 80% | 20% | 0 | 2.5% | |
| BC-BPs | G80R20 | 80% | 20% | 0 | 0 |
| Groups | Sample | Electrical Conductivity /S·cm−1 | Flexural Strength /MPa | Thermal Conductivity /W·(mK)−1 | Hydrogen Permeability /10−7cm3·(cm2·s)−1 | Contact Angle |
|---|---|---|---|---|---|---|
| I-CBPs | G80R20CNT0.5 | 298.88 | 40.26 | 26.62 | 5.63 | 97.25 |
| G80R20CNT1 | 309.57 | 43.37 | 32.48 | 3.22 | 102.37 | |
| G80R20CNT1.5 | 322.16 | 47.25 | 36.65 | 2.02 | 105.56 | |
| G80R20CNT2 | 334.57 | 50.24 | 38.06 | 1.66 | 108.79 | |
| G80R20CNT2.5 | 342.49 | 44.53 | 39.72 | 1.76 | 110.24 | |
| C-CBPs | G80R20CNT0.5 | 296.53 | 41.03 | 25.1 | 6.67 | 96.14 |
| G80R20CNT1 | 306.62 | 42.36 | 29.36 | 4.34 | 98.56 | |
| G80R20CNT1.5 | 310.27 | 40.56 | 31.25 | 3.21 | 101.27 | |
| G80R20CNT2 | 308.54 | 42.28 | 33.26 | 3.11 | 102.56 | |
| G80R20CNT2.5 | 300.10 | 39.86 | 34.57 | 2.88 | 102.03 | |
| BC-BPs | G80R20 | 289.37 | 39.37 | 24.25 | 6.93 | 94.47 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Xie, Z.; Qiu, S.; Zeng, H.; Liu, M.; Wu, G. Improved Performance of Composite Bipolar Plates for PEMFC Modified by Homogeneously Dispersed Multi-Walled Carbon Nanotube Networks Prepared by In Situ Chemical Deposition. Nanomaterials 2023, 13, 365. https://doi.org/10.3390/nano13020365
Li W, Xie Z, Qiu S, Zeng H, Liu M, Wu G. Improved Performance of Composite Bipolar Plates for PEMFC Modified by Homogeneously Dispersed Multi-Walled Carbon Nanotube Networks Prepared by In Situ Chemical Deposition. Nanomaterials. 2023; 13(2):365. https://doi.org/10.3390/nano13020365
Chicago/Turabian StyleLi, Wenkai, Zhiyong Xie, Shi Qiu, Haodong Zeng, Minqi Liu, and Gangsheng Wu. 2023. "Improved Performance of Composite Bipolar Plates for PEMFC Modified by Homogeneously Dispersed Multi-Walled Carbon Nanotube Networks Prepared by In Situ Chemical Deposition" Nanomaterials 13, no. 2: 365. https://doi.org/10.3390/nano13020365