
Computational Fluid Dynamics Simulation on Thermal Performance of Al/Al2O3/SWCNT Nanocoolants for Turning Operations


Abstract
:1. Introduction
2. Mathematical Formulation and Governing Equations
2.1. Problem Statement and Physical Constraints
- I.
- Viscous dissipation has been neglected for this particular study.
- II.
- The flow is considered an unsteady, three-dimensional incompressible turbulent flow.
- III.
- Nanofluid possesses the characteristics of a Newtonian fluid.
- IV.
- The solid nanoparticles of Al//SWCNT and the base fluid, which is mineral oil, are in thermal equilibrium.
- V.
- The effects of Joules heating and thermal radiations are neglected.
- VI.
- There is negligible potential for phase change.
2.2. Governing Equations
3. Methodology
3.1. Selection of Suitable Nanoparticles—Thermophysical Properties of Nanofluid
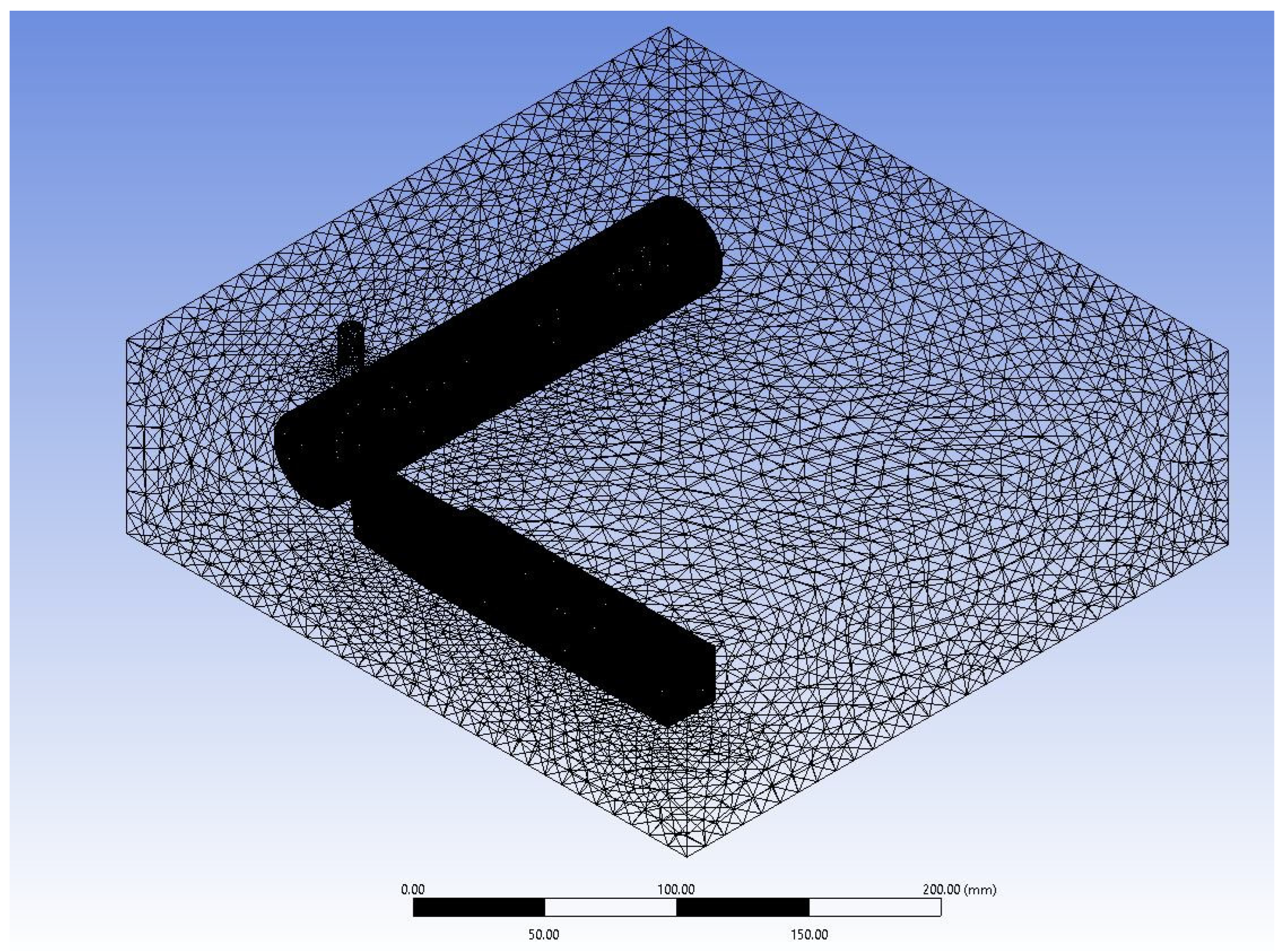
3.2. Computational Domain
3.3. Numerical Discretisation
3.4. Mesh Independence Study
3.5. Numerical Validation with Previously Published Literature
3.6. Computational Fluid Dynamics Model
3.6.1. Solver Settings
3.6.2. Material Selection
3.6.3. Solution Methods and Controls
4. Results and Discussions
4.1. Flow Evaluation of Temperature Contours with Respect to Time
4.2. Temperature Distribution on Rake and Flank Face
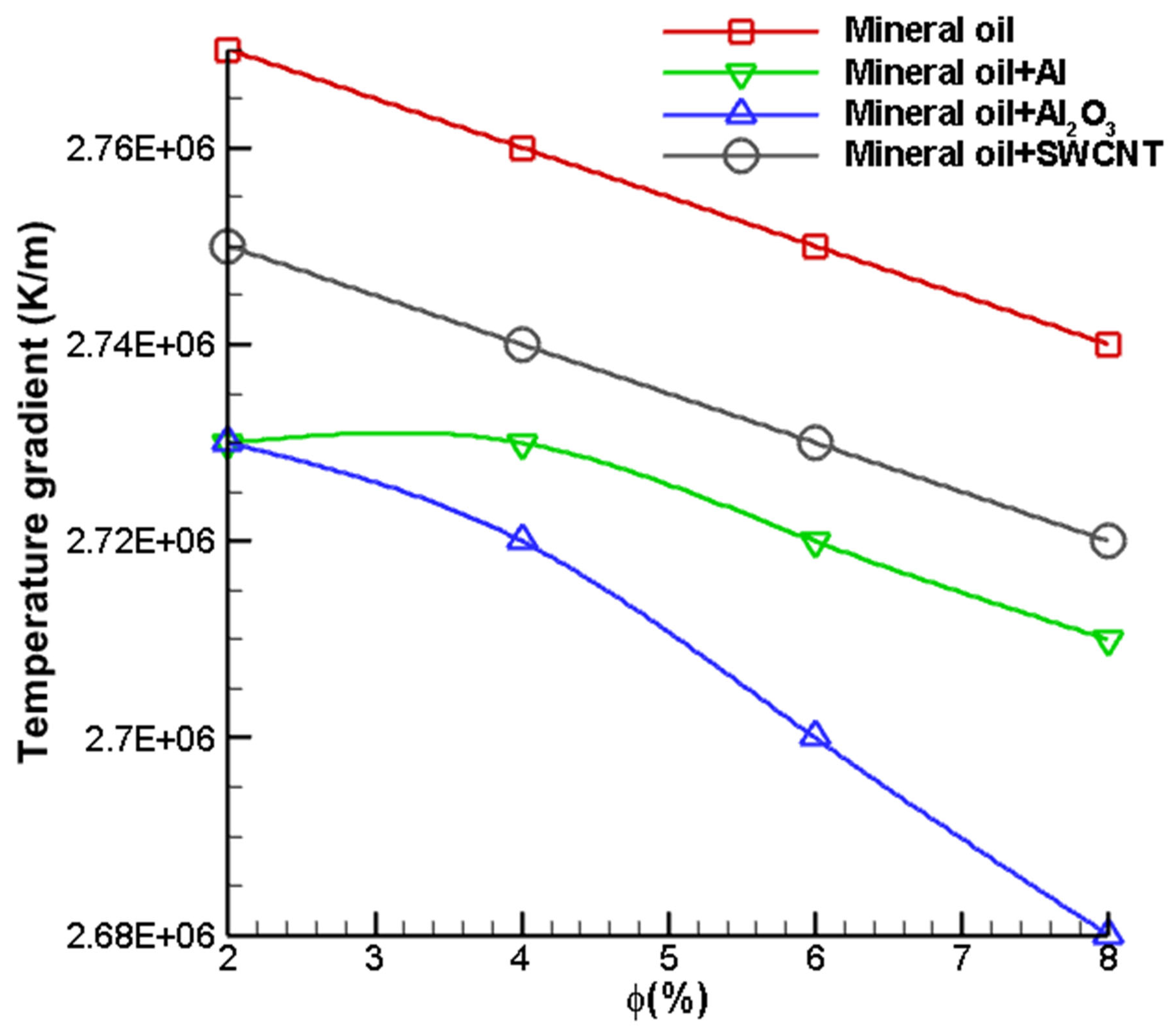
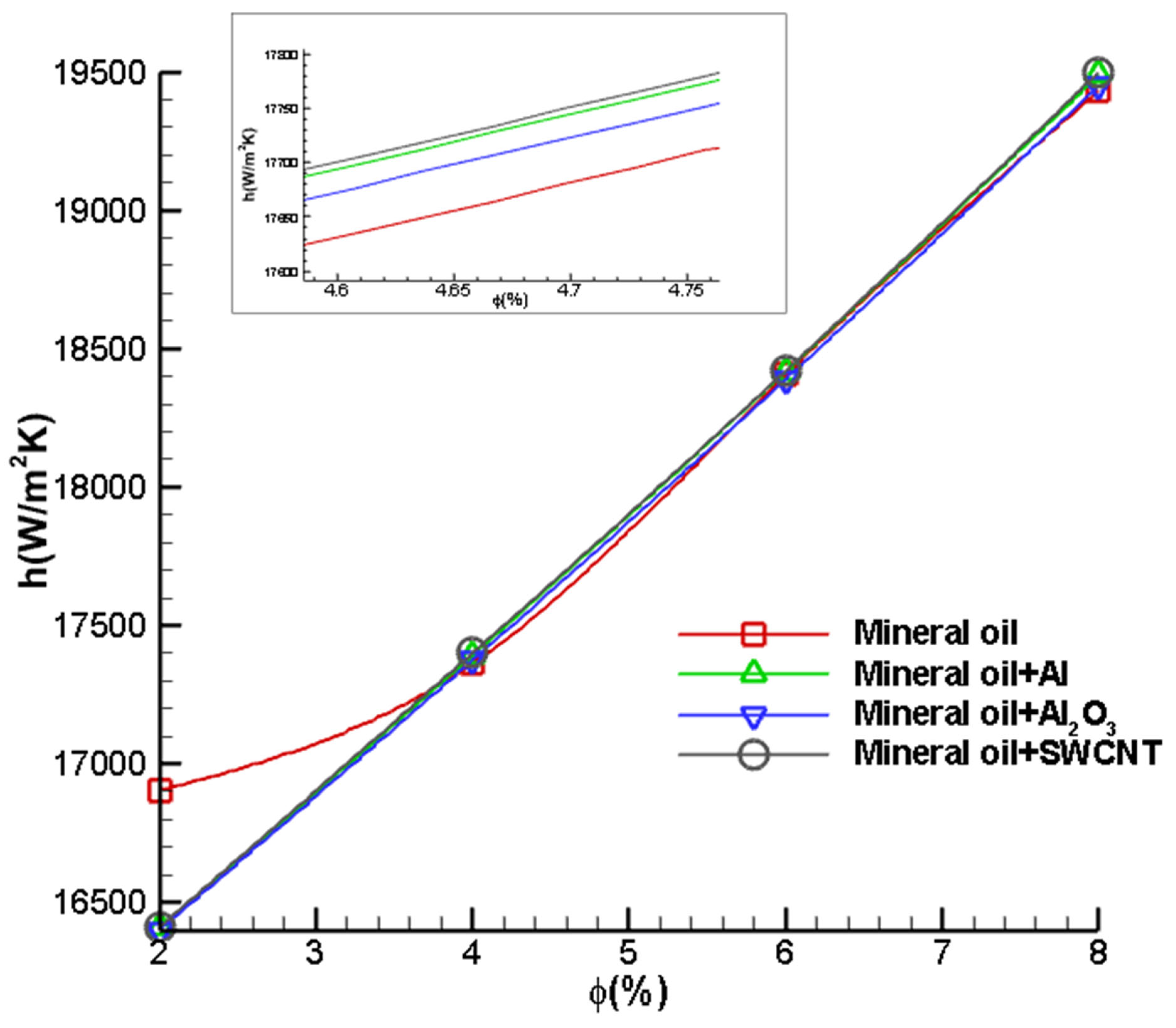
4.3. Effect of Nanoparticle Volume Fraction on Cutting Tool Heat Transfer Characteristics
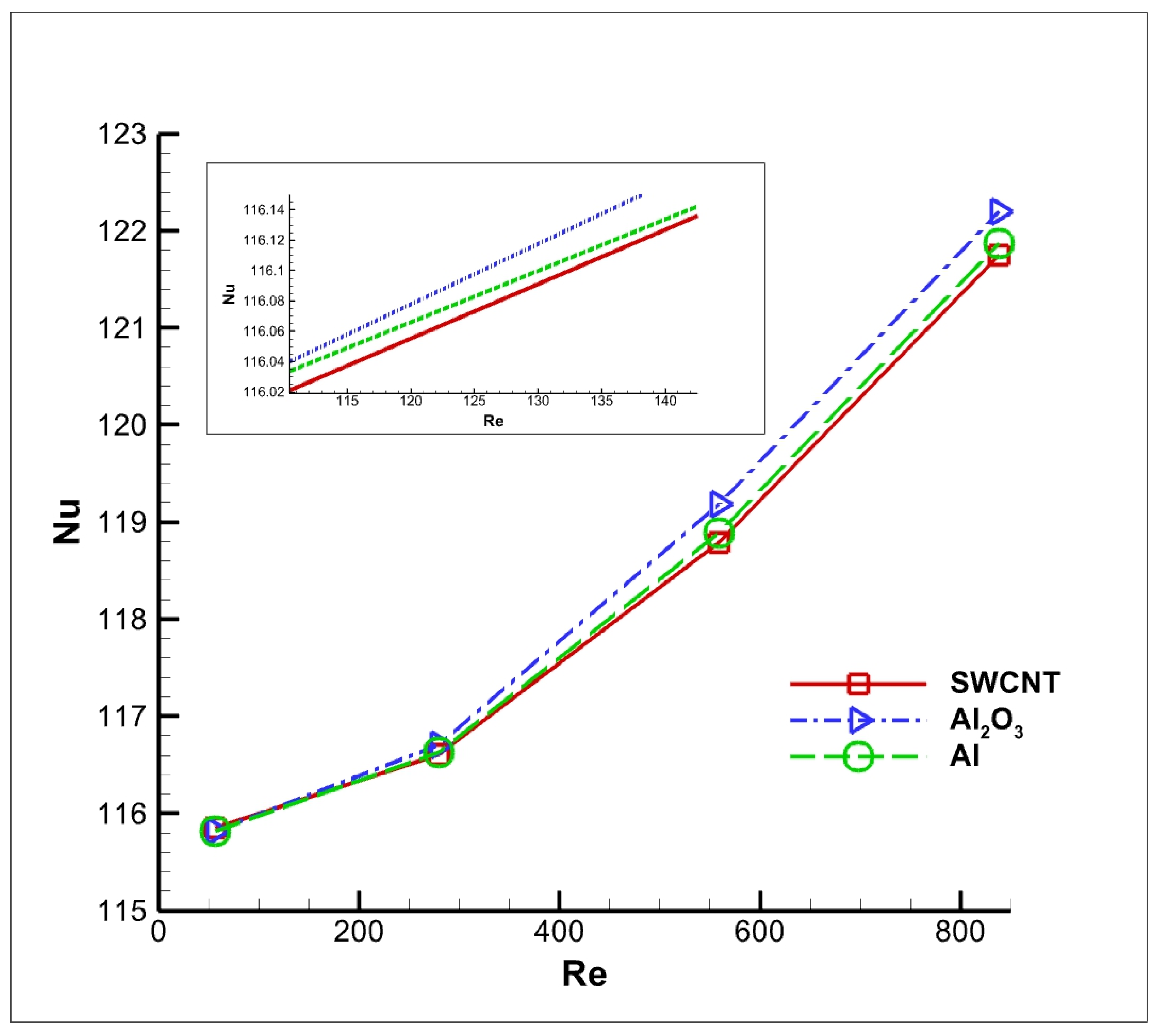
4.4. Effect of Reynolds Number on Cutting Tool Heat Transfer Characteristics
5. Conclusions
- (a)
- The cutting tool and work piece temperature decreases linearly with an increase in the volume fraction of dispersed nanoparticles. This is attributed to the fact that a higher volume fraction increases the Brownian motion and thermophoresis of nanoparticles, resulting in greater thermal diffusion, which leads to drop in temperature.
- (b)
- The machining temperature is a decreasing function of Reynolds number. The increase in Reynolds number intensifies the inertial force of the nanocoolants and decreases the temperature in the machining zone.
- (c)
- The convective heat transfer coefficient increases linearly with an increase in the volume fraction of nanoparticles. The highest heat transfer co-efficient is observed for mineral oil dispersed with SWCNT nanoparticles.
- (d)
- The increase in particle volume fraction from 2% to 8% enhances the convective heat transfer co-efficient of mineral oil dispersed with SWCNT nanoparticles by 18.18%. Moreover, SWCNT nanocoolants exhibited the highest temperature drop per unit length with an increase in particle volume fraction compared to the other nanocoolant pairs.
- (e)
- The convective heat transfer coefficient and Nusselt number of nanocoolants are an increasing function of Reynolds Number. This is as a result of increased inertial forces, which accelerate forced convection heat rates in the machining zone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Heat transfer coefficient, | |
| Specific heat capacity at constant pressure, | |
| Gravitational acceleration, | |
| Thermal conductivity, | |
| Temperature, K | |
| Coolant Velocity, | |
| s | Distance between the nozzle and cutting tool, m |
| Turbulent kinetic energy | |
| Specific dissipation rate | |
| Dissipation | |
| Diffusivity | |
| Source terms | |
| Blending function | |
| , z | Cartesian coordinates, m |
| , w | Dimensional velocity components along and |
| Nu | Nusselt number |
| Re | Reynolds number |
| D | Diameter of the nozzle, m |
| Characteristic length of the tool tip, m |
Greek Symbols
| Density, | |
| Dynamic viscosity, | |
| Kinematic viscosity, | |
| Thermal diffusivity, | |
| Coefficient of volumetric thermal expansion, | |
| φ | Volume fraction |
Subscripts
| avg | Average value |
| Cold source | |
| Heat source | |
| m | Mixture (nanofluids) |
| bf | Base fluid |
| np | Nanoparticle |
References
- Anandan, V.; Babu, M.N.; Sezhian, M.V.; Yildirim, C.V.; Babu, M.D. Influence of graphene nanofluid on various environmental factors during turning of M42 steel. J. Manuf. Process. 2021, 68, 90–103. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Performance evaluation of the minimum quantity lubrication with Al2O3- mixed vegetable-oil-based cutting fluid in drilling of AISI 321 stainless steel. J. Manuf. Process. 2021, 66, 238–249. [Google Scholar] [CrossRef]
- Das, A.; Pradhan, O.; Patel, S.K.; DAS, S.R.; Biswal, B.B. Performance appraisal of various nanofluids during hard machining of AISI 4340 steel, Journal of Manufacturing Processes. J. Manuf. Process. 2019, 46, 248–270. [Google Scholar] [CrossRef]
- Singh, H.; Sharma, V.S.; Singh, S.; Dogra, M. Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI, Journal of Manufacturing Processes. J. Manuf. Process. 2019, 39, 241–249. [Google Scholar] [CrossRef]
- Jerold, B.D.; Kumar, M.P. Experimental investigation of turning AISI 1045 steel using cryogenic carbon dioxide as the cutting fluid. J. Manuf. Process. 2011, 13, 113–119. [Google Scholar] [CrossRef]
- Shuang, Y.; John, M.; Songlin, D. Experimental investigation on the performance and mechanism of graphene oxide nanofluids in turning Ti-6Al-4V, Journal of Manufacturing Processes. J. Manuf. Process. 2019, 43, 164–174. [Google Scholar] [CrossRef]
- El-Bouri, W.; Deiab, I.; Khanafer, K.; Wahba, E. Numerical and experimental analysis of turbulent flow and heat transfer of minimum quantity lubrication in a turning process using discrete phase model, International Communications in Heat and Mass Transfer. Int. Commun. Heat Mass Transf. 2019, 104, 23–32. [Google Scholar] [CrossRef]
- Fang, Z.; Obikawa, T. Influence of cutting fluid flow on tool wear in high-pressure coolant turning using a novel internally cooled insert. J. Manuf. Process. 2020, 56, 1114–1125. [Google Scholar] [CrossRef]
- Gariani, S.; Shyha, I.; Inam, F.; Huo, D. Evaluation of a Novel Controlled Cutting Fluid Impinging Supply System When Machining Titanium Alloys. Appl. Sci. 2017, 7, 560. [Google Scholar] [CrossRef] [Green Version]
- Srikant, R.; Prasad, M.; Amrita, M.; Sitaramaraju, A.; Krishna, P.V. Nanofluids as a potential solution for Minimum Quantity Lubrication: A review. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2013, 228, 3–20. [Google Scholar] [CrossRef]
- Srikant, R.; Ramana, V. Performance evaluation of vegetable emulsifier based green cutting fluid in turning of American Iron and Steel Institute (AISI) 1040 steel – an initiative towards sustainable manufacturing. J. Clean. Prod. 2015, 108, 104–109. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N. Cooling techniques for improved productivity in turning, International Journal of Machine Tools and Manufacture. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Luchesi, V.M.; Coelho, R.T. Experimental investigations of heat transfer coefficients of cutting fluids in metal cutting processes: Analysis of workpiece phenomena in a given case study. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2012, 226, 1174–1184. [Google Scholar] [CrossRef]
- Ahmed, S.E.; Elshehabey, H.M. Buoyancy-driven flow of nanofluids in an inclined enclosure containing an adiabatic obstacle with heat generation/absorption: Effects of periodic thermal conditions. Int. J. Heat Mass Transf. 2018, 124, 58–73. [Google Scholar] [CrossRef]
- Choi, S.U.S. Enhancing thermal conductivity of fluids with nanoparticles. ASME FED 1995, 231, 99–105. [Google Scholar]
- Chummar, A.; Harish, R. CFD simulation of laminar free convection flows of nanofluids in a cubical enclosure. Mater.Today:Proc. 2022, 51, 1473–1481. [Google Scholar] [CrossRef]
- Chummar, A.; Harish, R. Numerical investigation of forced convective heat transfer of nanofluids within an enclosure. Mater.Today:Proc. 2022, 51, 1465–1472. [Google Scholar] [CrossRef]
- Murshed, S.M.S.; Leong, K.; Yang, C. Investigations of thermal conductivity and viscosity of nanofluids. Int. J. Therm. Sci. 2008, 47, 560–568. [Google Scholar] [CrossRef]
- Philip, J.; Shima, P. Thermal properties of nanofluids. Adv. Colloid Interface Sci. 2012, 183–184, 30–45. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Choi, S.U.-S.; Li, S.; Eastman, J. Measuring Thermal Conductivity of Fluids Containing Oxide Nanoparticles. J. Heat Transf. 1999, 121, 280–289. [Google Scholar] [CrossRef]
- Bahmani, M.H.; Sheikhzadeh, G.; Zarringhalam, M.; Akbari, O.A.; Alrashed, A.A.; Shabani, G.A.S.; Goodarzi, M. Investigation of turbulent heat transfer and nanofluid flow in a double pipe heat exchanger. Adv. Powder Technol. 2018, 29, 273–282. [Google Scholar] [CrossRef]
- Yu, W.; Xie, H.; Chen, W. Experimental investigation on thermal conductivity of nanofluids containing graphene oxide nanosheets. J. Appl. Phys. 2010, 107, 094317. [Google Scholar] [CrossRef]
- Anuar, N.S.; Bachok, N.; Pop, I. A Stability Analysis of Solutions in Boundary Layer Flow and Heat Transfer of Carbon Nanotubes over a Moving Plate with Slip Effect. Energies 2018, 11, 3243. [Google Scholar] [CrossRef] [Green Version]
- Buongiorno, J. Convective Transport in Nanofluids. J. Heat Transfer. 2006, 128, 240–250. [Google Scholar] [CrossRef]
- Lotfi, R.; Saboohi, Y.; Rashidi, A. Numerical study of forced convective heat transfer of Nanofluids: Comparison of different approaches. Int. Commun. Heat Mass Transf. 2009, 37, 74–78. [Google Scholar] [CrossRef]
- Harish, R.; Sivakumar, R. Turbulent thermal convection of nanofluids in cubical enclosure using two-phase mixture model. Int. J. Mech. Sci. 2020, 190, 106033. [Google Scholar] [CrossRef]
- Al-Baghdadi, M.A.S.; Noor, Z.M.; Zeiny, A.; Burns, A.; Wen, D. CFD analysis of a nanofluid-based microchannel heat sink. Therm. Sci. Eng. Prog. 2020, 20, 100685. [Google Scholar] [CrossRef]
- Anuar, N.S.; Bachok, N.; Turkyilmazoglu, M.; Arifin, N.; Rosali, H. Analytical and stability analysis of MHD flow past a nonlinearly deforming vertical surface in Carbon Nanotubes. Alex. Eng. J. 2020, 59, 497–507. [Google Scholar] [CrossRef]
- Bahiraei, M.; Heshmatian, S.; Goodarzi, M.; Moayedi, H. CFD analysis of employing a novel ecofriendly nanofluid in a miniature pin fin heat sink for cooling of electronic components: Effect of different configurations. Adv. Powder Technol. 2019, 30, 2503–2516. [Google Scholar] [CrossRef]
- Sadri, R.; Mallah, A.R.; Hosseini, M.; Ahmadi, G.; Kazi, S.; Dabbagh, A.; Yeong, C.; Ahmad, R.; Yaakup, N. CFD modeling of turbulent convection heat transfer of nanofluids containing green functionalized graphene nanoplatelets flowing in a horizontal tube: Comparison with experimental data. J. Mol. Liq. 2018, 269, 152–159. [Google Scholar] [CrossRef]
- Harish, R.; Sivakumar, R. Effects of nanoparticle dispersion on turbulent mixed convection flows in cubical enclosure considering Brownian motion and thermophoresis. Powder Technol. 2020, 378, 303–316. [Google Scholar] [CrossRef]
- Bashirnezhad, K.; Ghavami, M.; Alrashed, A.A. Experimental investigations of nanofluids convective heat transfer in different flow regimes: A review. J. Mol. Liq. 2017, 244, 309–321. [Google Scholar] [CrossRef]
- Daungthongsuk, W.; Wongwises, S. A critical review of convective heat transfer of nanofluids. Renew. Sustain. Energy Rev. 2007, 11, 797–817. [Google Scholar] [CrossRef]
- Oezkaya, E.; Beer, N.; Biermann, D. Experimental studies and CFD simulation of the internal cooling conditions when drilling Inconel 718. Int. J. Mach. Tools Manuf. 2016, 108, 52–65. [Google Scholar] [CrossRef]
- Gao, W.; Kong, L.; Hodgson, P. Atomic interaction of functionalized carbon nanotube-based nanofluids with a heating surface and its effect on heat transfer. Int. J. Heat Mass Transf. 2012, 55, 5007–5015. [Google Scholar] [CrossRef]
- Templeton, J.A.; Jones, R.E.; Lee, J.W.; Zimmerman, J.A.; Wong, B.M. A Long-Range Electric Field Solver for Molecular Dynamics Based on Atomistic-to-Continuum Modeling. J. Chem. Theory Comput. 2011, 7, 1736–1749. [Google Scholar] [CrossRef]
- Menter, F.R. Two-equation eddy-viscosity turbulence models for engineering applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef] [Green Version]
- Versteeg, H.K.; Malalasekera, W. An Introduction to Computational Fluid Dynamics: The Finite Volume Method; Pearson Education: Harlow, England, 2007. [Google Scholar]
- Hady, F.M.; Ahmed, S.E.; Elshehabey, H.; Mohamed, R.A. Natural Convection of a Nanofluid in Inclined, Partially Open Cavities: Thermal Effects. J. Thermophys. Heat Transf. 2015, 29, 150–165. [Google Scholar] [CrossRef]
- Harish, R. Buoyancy driven turbulent plume induced by protruding heat source in vented enclosure. Int. J. Mech. Sci. 2018, 148, 209–222. [Google Scholar] [CrossRef]
- Harish, R. Effect of heat source aspect ratio on turbulent thermal stratification in a naturally ventilated enclosure. Build Environ. 2018, 143, 473–486. [Google Scholar] [CrossRef]
- Janjanam, N.; Nimmagadda, R.; Asirvatham, L.G.; Harish, R.; Wongwises, S. Conjugate heat transfer performance of stepped lid-driven cavity with Al2O3/water nanofluid under forced and mixed convection. SN Appl. Sci. 2021, 3, 605. [Google Scholar] [CrossRef]
- Wen, D.; Lin, G.; Vafaei, S.; Zhang, K. Review of nanofluids for heat transfer applications. Particuology 2009, 7, 141–150. [Google Scholar] [CrossRef]
- Bhattad, A.; Sarkar, J. Effects of nanoparticle shape and size on the thermohydraulic performance of plate evaporator using hybrid nanofluids. J. Therm. Anal. 2019, 143, 767–779. [Google Scholar] [CrossRef]
- Dharmalingam, R.; Kandasamy, R.; Prabhu, K.S. Lorentz forces and nanoparticle shape on water-based Cu, Al2O3 and SWCNTs. J. Mol. Liq. 2017, 231, 663–672. [Google Scholar] [CrossRef]
- Ahmed, F.; Abir, A.; Redwan, A.; Bhuiyan, A.A.; Mollah, A. The impact of D-shaped jaggedness on heat transfer enhancement technique using Al2O3 based nanoparticles. Int. J. Thermofluids 2021, 10, 100069. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanoparticle | Thermal Conductivity (W/m-K) | Specific Heat (J/kg-K) | Density (kg/m3) |
|---|---|---|---|
| Al2O3 | 36.6 | 752 | 3970 |
| SWCNT | 6600 | 425 | 2600 |
| Al | 205 | 910 | 2700 |
| Cutting Fluid | Density (kg/m3) | Dynamic Viscosity (kg/m-s) | Thermal Conductivity (W/m-K) | Specific Heat (J/kg-K) |
|---|---|---|---|---|
| BASE FLUID - Mineral Oil | 856.5 | 0.06380925 | 0.1335 | 1918 |
| Mineral Oil + Al2O3 (2%) | 918.77 | 0.071870783 | 0.141582886 | 1894.68 |
| Mineral Oil + Al2O3 (4%) | 981.04 | 0.080396228 | 0.149998749 | 1871.36 |
| Mineral Oil + Al2O3 (6%) | 1043.3 | 0.089385584 | 0.158768599 | 1848.04 |
| Mineral Oil + Al2O3 (8%) | 1105.6 | 0.098838852 | 0.167915248 | 1824.72 |
| Cutting Fluid | Density (kg/m3) | Dynamic Viscosity (kg/m-s) | Thermal Conductivity (W/m-K) | Specific Heat (J/kg-K) |
|---|---|---|---|---|
| BASE FLUID − Mineral Oil | 856.5 | 0.06380925 | 0.1335 | 1918 |
| Mineral Oil + SWCNT (2%) | 891.37 | 0.069727418 | 0.141672963 | 1888.14 |
| Mineral Oil + SWCNT (4%) | 926.24 | 0.075905368 | 0.150186445 | 1858.28 |
| Mineral Oil + SWCNT (6%) | 961.11 | 0.082343099 | 0.15906218 | 1828.42 |
| Mineral Oil + SWCNT (8%) | 995.98 | 0.089040612 | 0.16832379 | 1798.56 |
| Cutting Fluid | Density (kg/m3) | Dynamic Viscosity (kg/m-s) | Thermal Conductivity (W/m-K) | Specific Heat (J/kg-K) |
|---|---|---|---|---|
| BASE FLUID − Mineral Oil | 856.5 | 0.06380925 | 0.1335 | 1918 |
| Mineral Oil + Al (2%) | 893.37 | 0.069883868 | 0.141657197 | 1897.84 |
| Mineral Oil + Al (4%) | 930.24 | 0.076233168 | 0.150153587 | 1877.68 |
| Mineral Oil + Al (6%) | 967.11 | 0.082857149 | 0.159010775 | 1857.52 |
| Mineral Oil + Al (8%) | 1004 | 0.089755812 | 0.168252241 | 1837.36 |
| Component | Density (kg/m3) | Thermal Conductivity (W/m-K) | Specific Heat (J/kg-K) |
|---|---|---|---|
| Workpiece— AISI 4130 Steel | 7800 | 43 | 470 |
| Cutting Tool— (UNS T11302) | 8160 | 19 | 460 |
| Component | Kelvin (K) |
|---|---|
| Cutting Tool Temp | 1003.15 |
| Workpiece Temp | 884.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joshi, V.; Shrikhande, S.; Harish, R.; Giridharan, A.; Mohan, R. Computational Fluid Dynamics Simulation on Thermal Performance of Al/Al2O3/SWCNT Nanocoolants for Turning Operations. Nanomaterials 2022, 12, 3508. https://doi.org/10.3390/nano12193508
Joshi V, Shrikhande S, Harish R, Giridharan A, Mohan R. Computational Fluid Dynamics Simulation on Thermal Performance of Al/Al2O3/SWCNT Nanocoolants for Turning Operations. Nanomaterials. 2022; 12(19):3508. https://doi.org/10.3390/nano12193508
Chicago/Turabian StyleJoshi, Vedant, Shardul Shrikhande, R. Harish, A. Giridharan, and R. Mohan. 2022. "Computational Fluid Dynamics Simulation on Thermal Performance of Al/Al2O3/SWCNT Nanocoolants for Turning Operations" Nanomaterials 12, no. 19: 3508. https://doi.org/10.3390/nano12193508