
Isostatic Hot Pressed W–Cu Composites with Nanosized Grain Boundaries: Microstructure, Structure and Radiation Shielding Efficiency against Gamma Rays

 ,
,  , , , ,
, , , ,  , and
, and 
Abstract
:1. Introduction
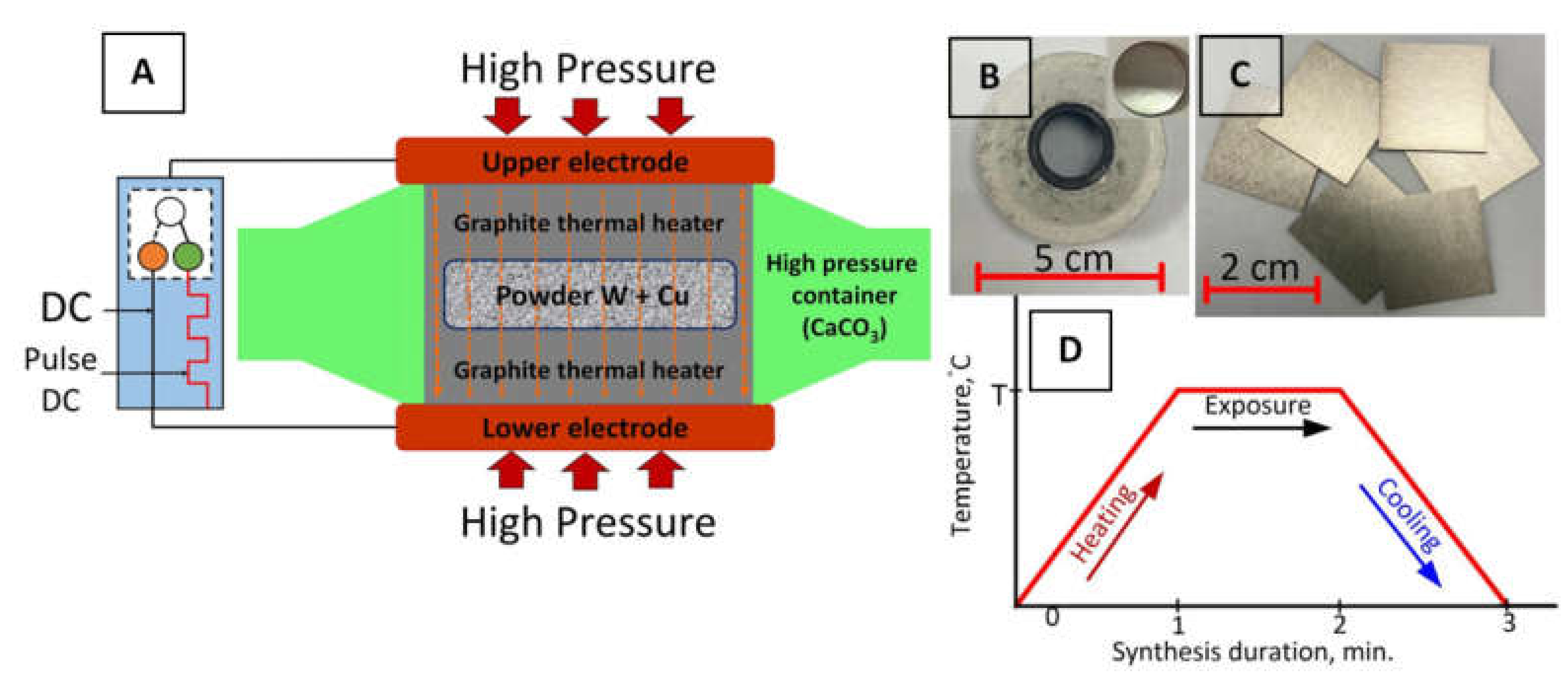
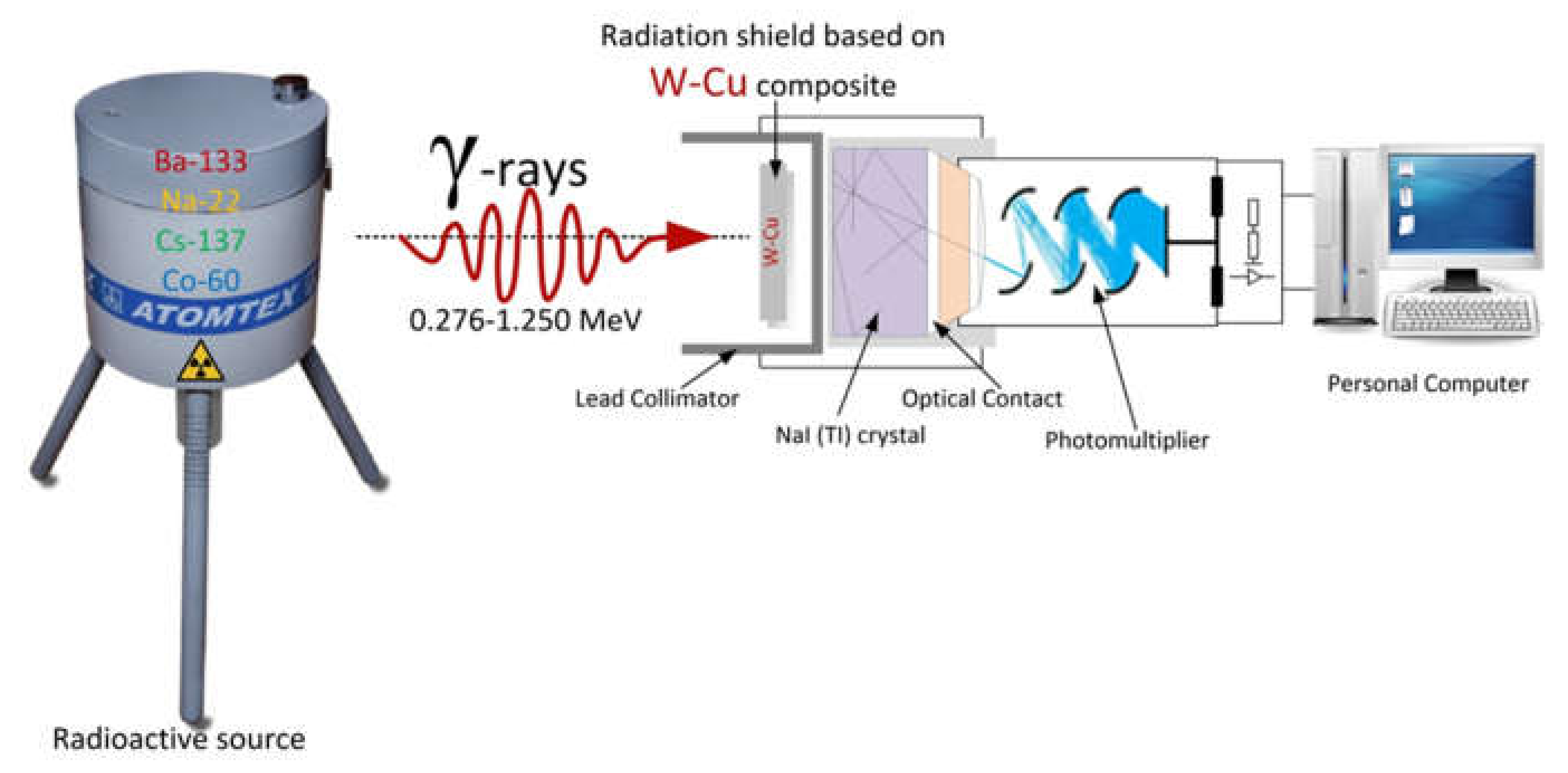
2. Materials and Methods
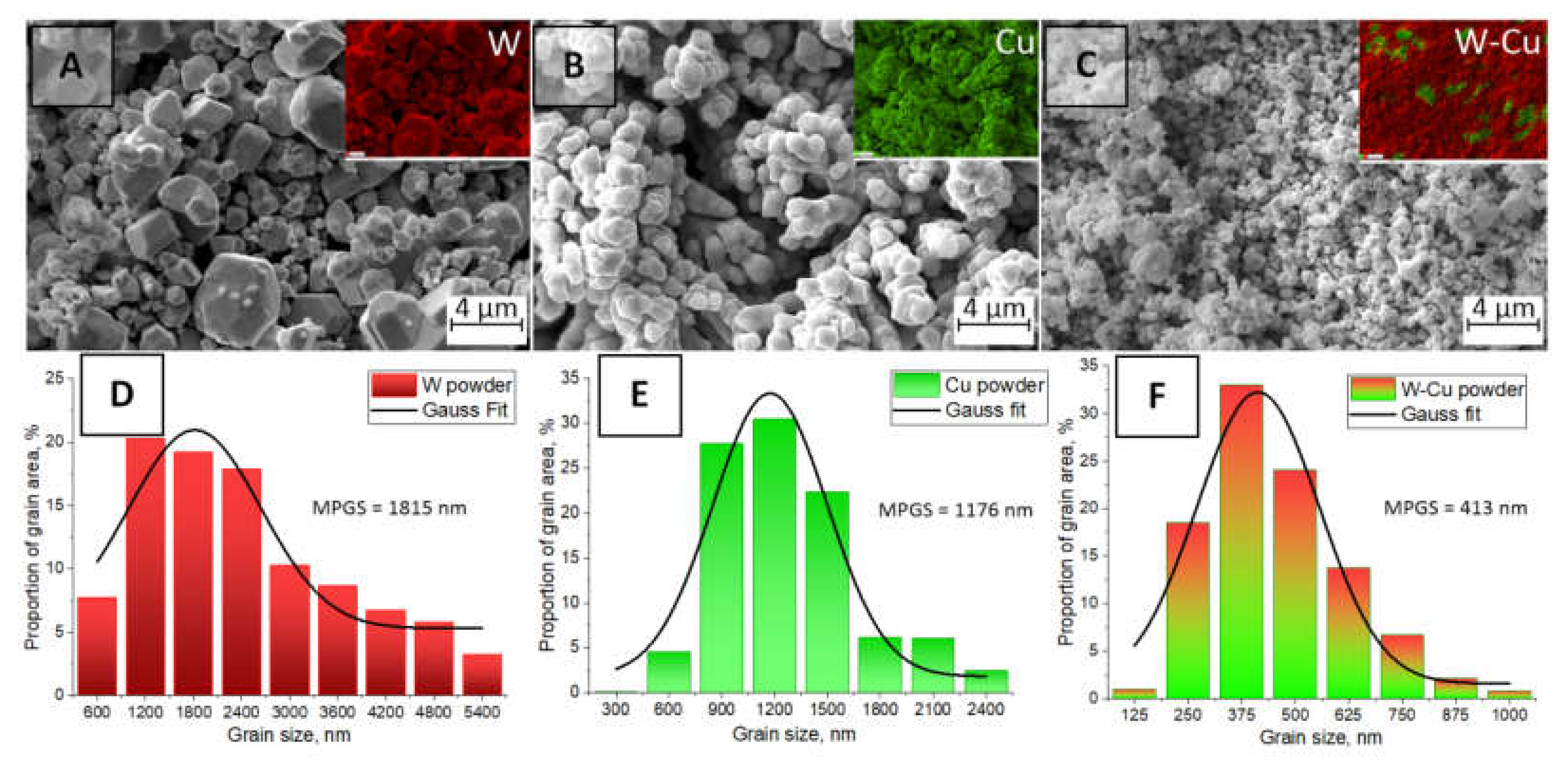
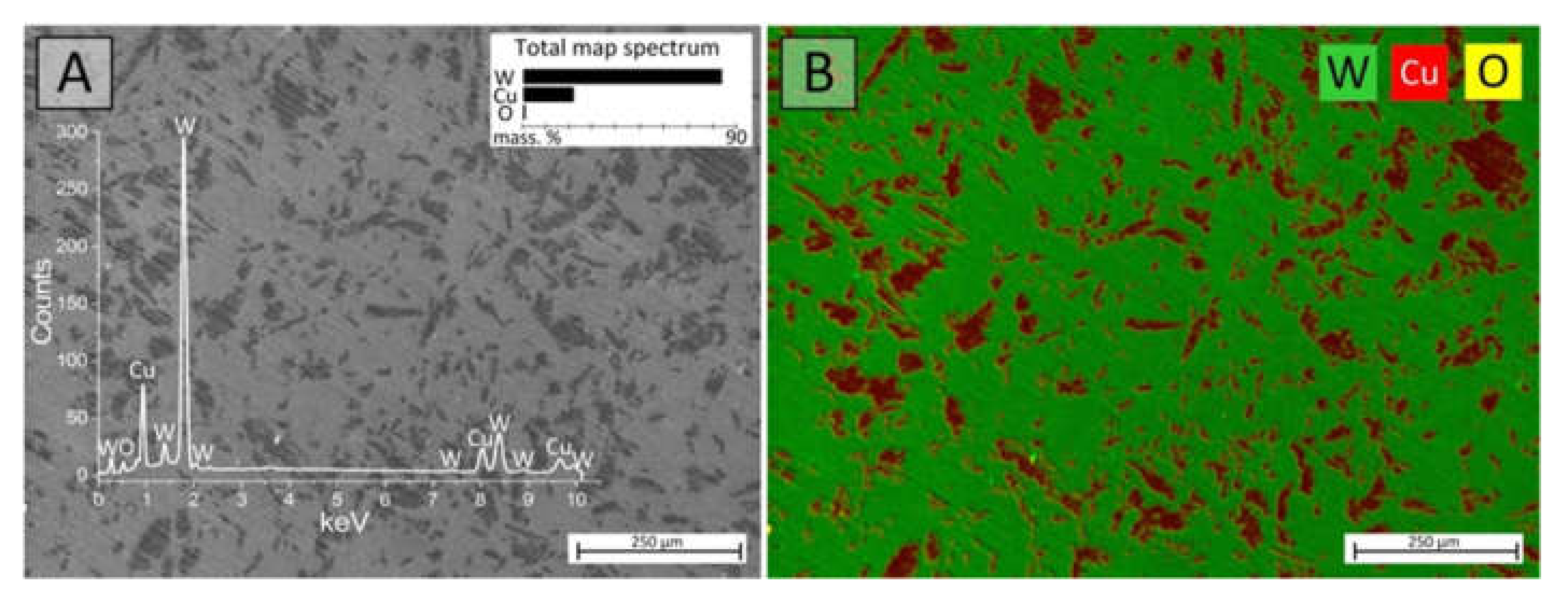
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Muller, A.V.; Ewert, D.; Galatanu, A.; Milwich, M.; Neu, R.; Pastor, J.Y.; Siefken, U.; Tejado, E.; You, J.H. Melt infiltrated tungsten–copper composites as advanced heat sink materials for plasma facing components of future nuclear fusion devices. Fusion Eng. Des. 2017, 124, 455–459. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Grabchikov, S.S.; Lastovskii, S.B.; Trukhanov, S.V.; Vasin, D.S.; Zubar, T.I.; Kozlovskiy, A.L.; Zdorovets, M.V.; Sivakov, V.A.; Muradyan, T.R.; et al. Function composites materials for shielding applications: Correlation between phase separation and attenuation properties. J. Alloy. Compd. 2019, 771, 238–245. [Google Scholar] [CrossRef]
- Li, X.; Hu, P.; Wang, J.; Chen, S.; Zhou, W. In situ synthesis of core-shell W-Cu nanopowders for fabricating fulldensified and fine-grained alloys with dramatically improved performance. J. Alloy. Compd. 2021, 853, 156958. [Google Scholar] [CrossRef]
- Zdorovets, M.; Kozlovskiy, A.; Arbuz, A.; Tishkevich, D.; Zubar, T.; Trukhanov, A. Phase transformations and changes in the dielectric properties of nanostructured perovskite-like LBZ composites as a result of thermal annealing. Ceram. Int. 2020, 46, 14460–14468. [Google Scholar] [CrossRef]
- Röthlisberger, A.; Häberli, S.; Krogh, F.; Galinski, H.; Dunand, D.C.; Spolenak, R. Ice-Templated W-Cu Composites with High Anisotropy. Sci. Rep. 2019, 9, 476. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Vorobjova, A.I.; Vinnik, D.A. Formation and corrosion behavior of Nickel/Alumina nanocomposites. Solid State Phenom. 2020, 299, 100–106. [Google Scholar] [CrossRef]
- Tishkevich, D.; Grabchikov, S.; Zubar, T.; Vasin, D.; Trukhanov, S.; Vorobjova, A.; Yakimchuk, D.; Kozlovskiy, A.; Zdorovets, M.; Giniyatova, S.; et al. Early-stage growth mechanism and synthesis conditions-dependent morphology of nanocrystalline bi films electrodeposited from perchlorate electrolyte. Nanomaterials 2020, 10, 1245. [Google Scholar] [CrossRef]
- Fedotov, A.; Shendyukov, V.; Tsybulskaya, L.; Perevoznikov, S.; Dong, M.; Xue, X.; Feng, X.; Sayyed, M.I.; Zubar, T.; Trukhanov, A.; et al. Electrodeposition conditions-dependent crystal structure, morphology and electronic properties of Bi films. J. Alloy. Compd. 2021, 887, 161451. [Google Scholar] [CrossRef]
- Sayyed, M.I.; Askin, V.; Zaid, M.H.M.; Olukotun, S.F.; Khandaker, M.U.; Tishkevich, D.I.; Bradley, D.A. Radiation shielding and mechanical properties of Bi2O3–Na2O–TiO2–ZnO–TeO2 glass system. Radiat. Phys. Chem. 2021, 186, 109556. [Google Scholar] [CrossRef]
- Guo, D.; Kwok, C.T. A corrosion study on W–Cu alloys in sodium chloride solution at different pH. J. Mater. Sci. Technol. 2021, 64, 38–56. [Google Scholar] [CrossRef]
- Hou, C.; Song, X.; Tang, F.; Li, Y.; Cao, L.; Wang, J.; Nie, Z. W–Cu composites with submicron- and nanostructures: Progress and challenges. NPG Asia Mater. 2019, 11, 74. [Google Scholar] [CrossRef]
- Ouyang, M.; Wang, C.; Zhang, H.U.; Liu, X. Effects of bonding treatment and ball milling on W-20 wt.% Cu composite powder for injection molding. Materials 2021, 14, 1897. [Google Scholar] [CrossRef]
- Chen, P.; Shen, Q.; Luo, G.; Li, M.; Zhang, L. The mechanical properties of W–Cu composite by activated sintering. Int. J. Refract. Met. Hard Mater. 2013, 36, 220–224. [Google Scholar] [CrossRef]
- Li, J.; Deng, N.; Wu, P.; Zhou, Z. Elaborating the Cu-network structured of the W–Cu composites by sintering intermittently electroplated core-shell powders. J. Alloy. Compd. 2019, 770, 405–410. [Google Scholar] [CrossRef]
- Zhuo, L.; Zhang, J.; Zhang, Q.; Wang, H.; Zhao, Z.; Chen, Q.; Liang, S.; Xu, J.; Xi, A. Achieving both high conductivity and reliable high strength for W–Cu composite alloys using spherical initial powders. Vacuum 2020, 181, 109620. [Google Scholar] [CrossRef]
- Vüllers, F.T.N.; Spolenak, R. From solid solutions to fully phase separated interpenetrating networks in sputter deposited “immiscible” W–Cu thin films. Acta Mater. 2015, 99, 213–227. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Grabchikov, S.S.; Grabchikova, E.A.; Vasin, D.S.; Lastovskiy, S.B.; Yakushevich, A.S.; Vinnik, D.A.; Zubar, T.I.; Kalagin, I.V.; Mitrofanov, S.V.; et al. Modeling of paths and energy losses of high-energy ions in single-layered and multilayered materials. IOP Conf. Ser. Mater. Sci. Eng. 2020, 848, 012089. [Google Scholar] [CrossRef]
- Tejado, E. W–Cu metal matrix composites for next generation fusion devices. Mater. Today 2020, 38, 136–137. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Vorobjova, A.I.; Trukhanov, A.V. Thermal stability of nano-crystalline nickel electrodeposited into porous alumina. Solid State Phenom. 2020, 299, 281–286. [Google Scholar] [CrossRef]
- Mahdavinejad, R.A.; Khajeafzali, M. Fabrication and experimental investigation of arc erosion behavior in W/Cu functionally graded composites. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 394–405. [Google Scholar] [CrossRef]
- Lee, S.H.; Kwon, S.Y.; Ham, H.J. Thermal conductivity of tungsten–copper composites. Thermochim. Acta 2012, 542, 2–5. [Google Scholar] [CrossRef]
- Chen, W.; Feng, P.; Dong, L.; Ahangarkani, M.; Ren, S.; Fu, Y. The process of surface carburization and high temperature wear behavior of infiltrated W-Cu composites. Surf. Coatings Technol. 2018, 353, 300–308. [Google Scholar] [CrossRef]
- Pervikov, A.V.; Lozhkomoev, A.S.; Dvilis, E.S.; Kalashnikov, M.P.; Paygin, V.D.; Khasanov, O.L.; Lerner, M.I. Synthesis of W–Cu composite nanoparticles by the electrical explosion of two wires and their consolidation by spark plasma sintering. Mater. Res. Express 2019, 6, 1265i9. [Google Scholar] [CrossRef]
- Peuster, M.; Fink, C.; Von Schnakenburg, C. Biocompatibility of corroding tungsten coils: In vitro assessment of degradation kinetics and cytotoxicity on human cells. Biomaterials 2003, 24, 4057–4061. [Google Scholar] [CrossRef]
- Liu, Z.; Zhou, W.; Lu, Y.; Xu, H.; Qin, Z.; Lu, X. Laser 3D printing of W–Cu composite. Mater. Lett. 2018, 225, 85–88. [Google Scholar] [CrossRef]
- Riffat, S.B.; Ma, X. Thermoelectrics: A review of present and potential applications. Appl. Therm. Eng. 2003, 23, 913–935. [Google Scholar] [CrossRef]
- Lima, M.J.S.; Da Silva, F.E.S.; Souto, M.V.M.; Mashhadikarimi, M.; Silva, A.S.; Gomes, U.U.; De Souza, C.P. Obtaining and characterization of W-Cu composite powder produced by mixing and sintering of ammonium paratungstate (apt) and copper nitrate. Mater. Res. 2017, 20, 97–101. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.K.; Wang, K.F.; Chou, K.C.; Zhang, G.H. Fabrication of ultrafine W-Cu composite powders and its sintering behavior. J. Mater. Res. Technol. 2020, 9, 2154–2163. [Google Scholar] [CrossRef]
- Chookajorn, T.; Schuh, C.A. Nanoscale segregation behavior and high-temperature stability of nanocrystalline W–20 at.% Ti. Acta Mater. 2014, 73, 128–138. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Hou, C.; Cao, L.; Liu, C.; Liang, S.; Tang, F.; Song, X.; Nie, Z. Excellent wear resistance of multicomponent nanocrystalline W‒Cu based composite. J. Alloy. Compd. 2021, 861, 158627. [Google Scholar] [CrossRef]
- Vorobjova, A.I.; Shimanovich, D.L.; Sycheva, O.A.; Ezovitova, T.I.; Tishkevich, D.I.; Trykhanov, A.V. Studying the Thermodynamic Properties of Composite Magnetic Material Based on Anodic Alumina. Russ. Microelectron. 2019, 48, 107–118. [Google Scholar] [CrossRef]
- Ding, F.; Fan, J.; Cao, L.; Wang, Q.; Li, J.; Li, P. Effect of Microstructure Refinement on Surface Morphology and Dynamic Mechanical Properties of W-Cu Alloys. Materials 2021, 14, 4615. [Google Scholar] [CrossRef] [PubMed]
- Tsakiris, V.; Lungu, M.; Enescu, E.; Pavelescu, D.; Dumitrescu, G.; Radulian, A.; Mocioi, N. Nanostructured W–Cu Electrical Contact Materials Processed by Hot Isostatic Pressing. Acta Phys. Pol. A 2014, 125, 348–352. [Google Scholar] [CrossRef]
- Li, Q.; Qin, S.; Wang, W.; Qi, P.; Roccella, S.; Visca, E.; Liu, G.; Luo, G.-N. Manufacturing and testing of W/Cu mono-block small scale mock-up for EAST by HIP and HRP technologies. Fusion Eng. Des. 2013, 88, 1808–1812. [Google Scholar] [CrossRef]
- Bondarenko, G.G.; Korzhavyi, A.P.; Prasitskii, V.V.; Prasitskii, G.V. Criteria for the Rational Copper Infiltration of a Porous Refractory Skeleton during the Production of a W–Cu Pseudoalloy. Russ. Metall. 2019, 2019, 1205–1211. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; Standard Terminology for Additive Manufacturing–General Principles–Terminology. ISO: West Conshohocken, PA, USA, 2015.
- Calvo, M.; Jakus, A.E.; Shah, R.N.; Spolenak, R.; Dunand, D.C. Microstructure and Processing of 3D Printed Tungsten Microlattices and Infiltrated W–Cu Composites. Adv. Eng. Mater. 2018, 20, 1800354. [Google Scholar] [CrossRef]
- Wang, G.; Qin, Y.; Yang, S. Characterization of laser-powder interaction and particle transport phenomena during laser direct deposition of W‒Cu composite. Addit. Manuf. 2021, 37, 101722. [Google Scholar] [CrossRef]
- Xie, J.; Lu, H.; Lu, J.; Song, X.; Wu, S.; Lei, J. Additive manufacturing of tungsten using directed energy deposition for potential nuclear fusion application. Surf. Coat. Technol. 2021, 409, 126884. [Google Scholar] [CrossRef]
- Kelly, J.P.l.; Elmer, J.W.; Ryerson, F.J.; Lee, J.R.I.; Haslam, J.J. Directed energy deposition additive manufacturing of functionally graded Al-W composites. Addit. Manuf. 2021, 39, 101845. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dhekne, P.P.; Brodu, E.; Van Hooreweder, B.; Dadbakhsh, S.; Kruth, J.P.; Humbeeck, J.V.; Vanmeensel, K. Laser powder bed fusion additive manufacturing of highly conductive parts made of optically absorptive carburized CuCr1 powder. Mater. Des. 2021, 198, 109369. [Google Scholar] [CrossRef]
- Li, R.; Shi, Y.; Liu, J.; Xie, Z.; Wang, Z. Selective laser melting W–10 wt.% Cu composite powders. Int. J. Adv. Manuf. Technol. 2010, 48, 597–605. [Google Scholar] [CrossRef]
- Constantin, L.; Kraiem, N.; Wu, Z.; Cui, B.; Battaglia, J.-L.; Garnier, C.; Silvain, J.F.; Lu, Y.F. Manufacturing of complex diamond-based composite structures via laser powder-bed fusion. Addit. Manuf. 2021, 40, 101927. [Google Scholar] [CrossRef]
- Stawovy, M.T.; Myers, K.; Ohm, S. Binder jet printing of tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2019, 83, 104981. [Google Scholar] [CrossRef]
- Bevis, J.B.; Dunlavey, S.; Martinez-Duarte, R. Comparing the performance of different extruders in the Robocasting of biopolymer-nanoparticle composites towards the fabrication of complex geometries of porous Tungsten Carbide. Procedia Manuf. 2021, 53, 338–342. [Google Scholar] [CrossRef]
- Xie, T.; Fu, L.; Gao, B.; Zhu, J.; Yang, W.; Li, D.; Zhou, L. The crystallization character of W-Cu thin films at the early stage of deposition. Thin Solid Films 2019, 690, 137555. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, J.; Luo, G.; Shen, Q.; Zhang, L. Densification and properties investigation of W-Cu composites prepared by electroless-plating and activated sintering. Int. J. Refract. Met. Hard Mater. 2018, 71, 255–261. [Google Scholar] [CrossRef]
- Li, Y.; Luo, G.; Sun, Y.; Zhang, J.; Shen, Q.; Zhang, L. Microstructure and mechanical properties investigation of W–Cu composites prepared from dual-layer coated powders. Appl. Surf. Sci. 2020, 516, 146098. [Google Scholar] [CrossRef]
- Zhu, X.; Cheng, J.; Chen, P.; Wei, B.; Gao, Y.; Gao, D. Preparation and characterization of nanosized W-Cu powders by a novel solution combustion and hydrogen reduction method. J. Alloy. Compd. 2019, 793, 352–359. [Google Scholar] [CrossRef]
- Madhur, V.; Srikanth, M.; Annamalai, A.R.; Muthuchamy, A.; Agrawal, D.K.; Jen, C.P. Effect of nano copper on the densification of spark plasma sintered W–Cu composites. Nanomaterials 2021, 11, 413. [Google Scholar] [CrossRef]
- Dong, M.G.; Tishkevich, D.I.; Hanfi, M.Y.; Semenishchev, V.S.; Sayyed, M.I.; Zhou, S.Y.; Grabchikov, S.S.; Khandaker, M.U.; Xue, X.X.; Zhaludkevich, A.L.; et al. WCu composites fabrication and experimental study of the shielding efficiency against ionizing radiation. Radiat. Phys. Chem. 2022, 110175. [Google Scholar] [CrossRef]
- Roosta, M.; Baharvandi, H.; Abdizade, H. An experimental investigation on the fabrication of W–Cu composite through hot-press. Int. J. Ind. Chem. 2012, 3, 10. [Google Scholar] [CrossRef] [Green Version]
- Sayyed, M.I.; Albarzan, B.; Almuqrin, A.H.; El-Khatib, A.M.; Kumar, A.; Tishkevich, D.I.; Trukhanov, A.V.; Elsafi, M. Experimental and theoretical study of radiation shielding features of CaO-K2O-Na2O-P2O5 glass systems. Materials 2021, 14, 3772. [Google Scholar] [CrossRef]
- Perez-Soriano, E.M.; Arévalo, C.; Montealegre-Meléndez, I.; Neubauer, E.; Kitzmantel, M. Influence of starting powders on the final properties of W-Cu alloys manufactured through rapid sinter pressing technique. Powder Metall. 2021, 64, 75–81. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Sample No. | Composition, wt.% | Temperature (T), °C | Pressure (P), MPa | Thickness, cm |
|---|---|---|---|---|---|
| I | 1 | W85Cu15 | 1000 | 5000 | 0.27 |
| I | 2 | W85Cu15 | 1200 | 5000 | 0.27 |
| I | 3 | W85Cu15 | 1500 | 5000 | 0.27 |
| I | 4 | W85Cu15 | 25 | 1000 | 0.27 |
| I | 5 | W85Cu15 | 25 | 3000 | 0.27 |
| I | 6 | W85Cu15 | 25 | 5000 | 0.27 |
| II | 1 | W85Cu15 | 1500 | 5000 | 0.06 |
| II | 2 | W85Cu15 | 1500 | 5000 | 0.09 |
| II | 3 | W85Cu15 | 1500 | 5000 | 0.12 |
| II | 4 | W85Cu15 | 1500 | 5000 | 0.15 |
| II | 5 | W85Cu15 | 1500 | 5000 | 0.27 |
| Sample No. | Crystallite Size, nm |
|---|---|
| 1 | 175 |
| 2 | 152 |
| 3 | 103 |
| 4 | 128 |
| 5 | 127 |
| 6 | 107 |
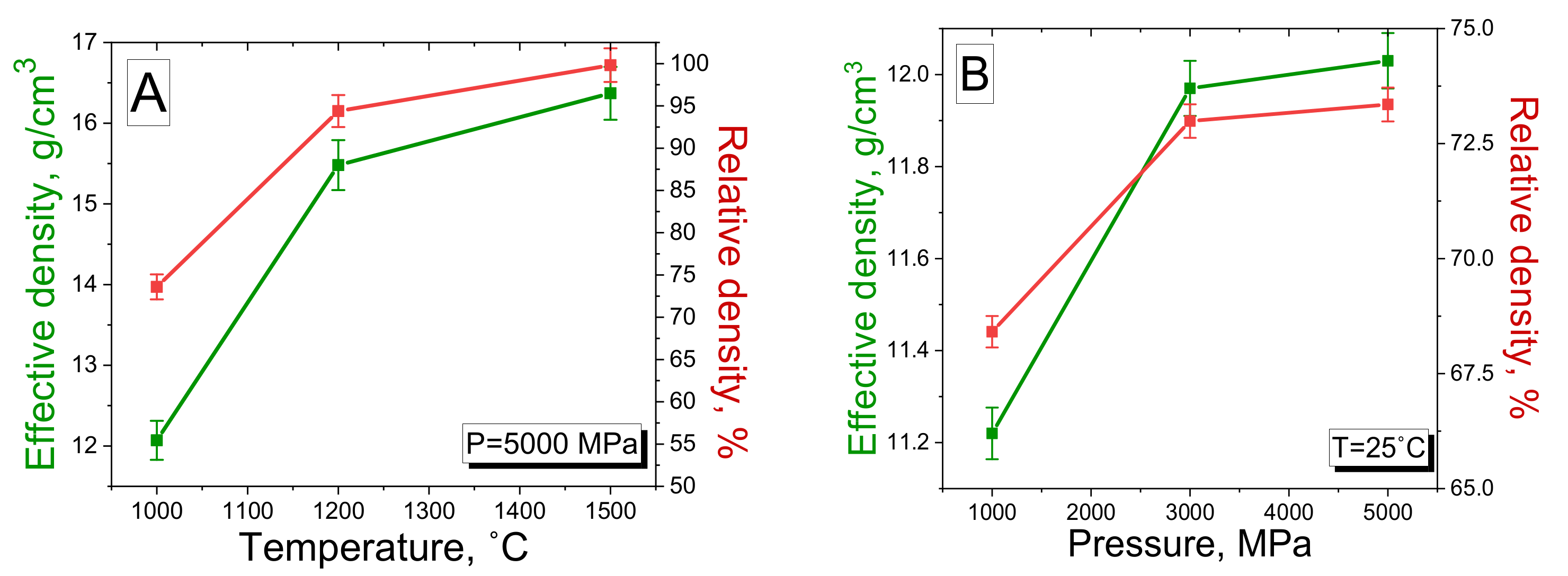
| Sample No. | Effective Density, g/cm3 | Relative Density, % |
|---|---|---|
| 1 | 12.07 | 73.59 |
| 2 | 15.48 | 94.39 |
| 3 | 16.37 | 99.82 |
| 4 | 11.22 | 68.41 |
| 5 | 11.97 | 72.99 |
| 6 | 12.03 | 73.35 |
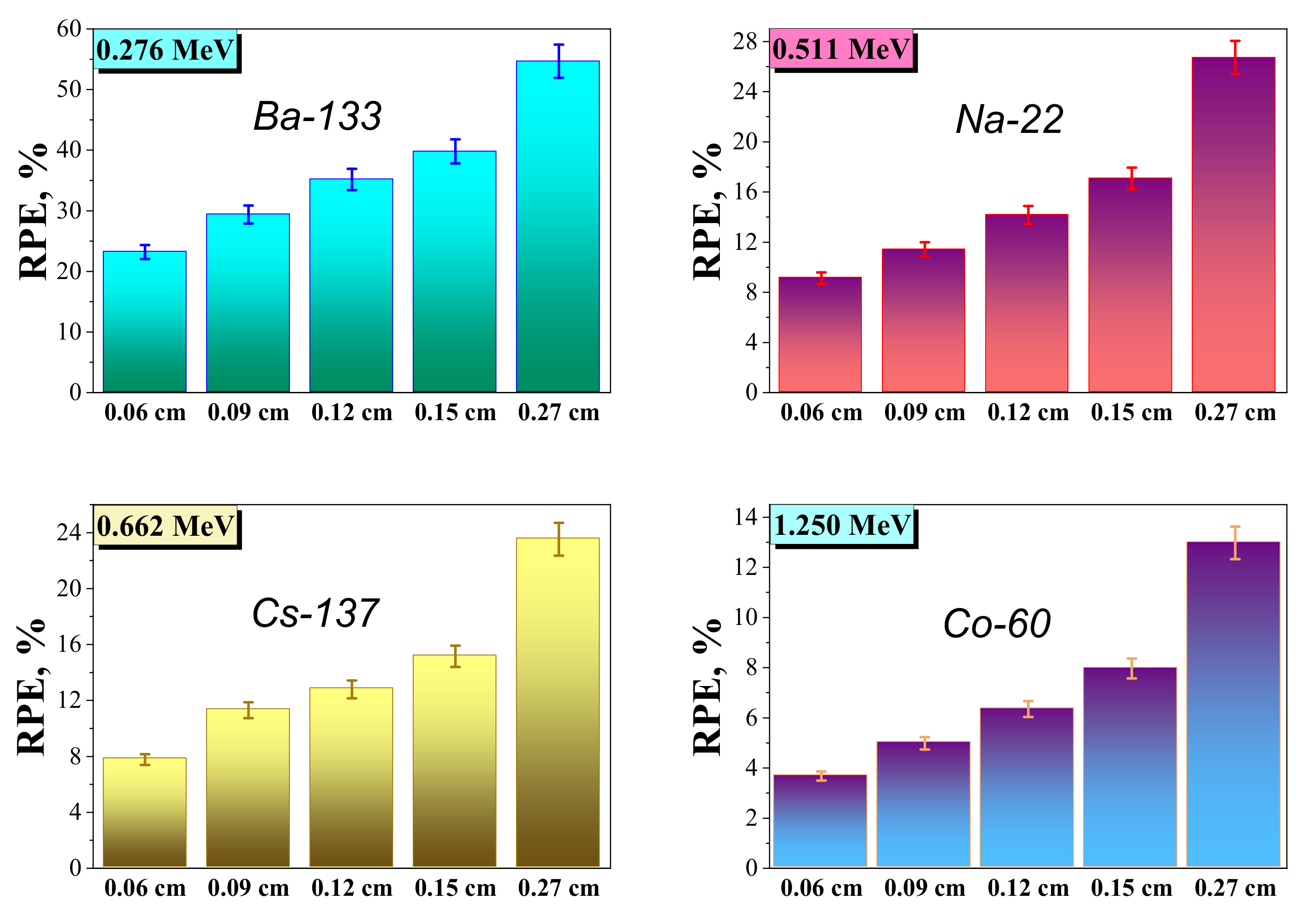
| Energy, MeV | RPE, % | ||||
|---|---|---|---|---|---|
| 0.06 cm | 0.09 cm | 0.12 cm | 0.15 cm | 0.27 cm | |
| 0.276 | 23.2 ± 1.20 | 29.4 ± 1.40 | 35.2 ± 1.75 | 39.8 ± 1.95 | 54.7 ± 2.70 |
| 0.662 | 7.8 ± 0.40 | 11.3 ± 0.50 | 12.8 ± 0.64 | 15.2 ± 0.75 | 23.5 ± 1.15 |
| 0.511 | 9.1 ± 0.45 | 11.4 ± 0.55 | 14.2 ± 0.70 | 17.1 ± 0.85 | 26.7 ± 1.30 |
| 1.25 | 3.7 ± 0.18 | 5 ± 0.25 | 6.3 ± 0.30 | 8 ± 0.40 | 13 ± 0.65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tishkevich, D.I.; Zubar, T.I.; Zhaludkevich, A.L.; Razanau, I.U.; Vershinina, T.N.; Bondaruk, A.A.; Zheleznova, E.K.; Dong, M.; Hanfi, M.Y.; Sayyed, M.I.; et al. Isostatic Hot Pressed W–Cu Composites with Nanosized Grain Boundaries: Microstructure, Structure and Radiation Shielding Efficiency against Gamma Rays. Nanomaterials 2022, 12, 1642. https://doi.org/10.3390/nano12101642
Tishkevich DI, Zubar TI, Zhaludkevich AL, Razanau IU, Vershinina TN, Bondaruk AA, Zheleznova EK, Dong M, Hanfi MY, Sayyed MI, et al. Isostatic Hot Pressed W–Cu Composites with Nanosized Grain Boundaries: Microstructure, Structure and Radiation Shielding Efficiency against Gamma Rays. Nanomaterials. 2022; 12(10):1642. https://doi.org/10.3390/nano12101642
Chicago/Turabian StyleTishkevich, Daria I., Tatiana I. Zubar, Alexander L. Zhaludkevich, Ihar U. Razanau, Tatiana N. Vershinina, Anastasia A. Bondaruk, Ekaterina K. Zheleznova, Mengge Dong, Mohamed Y. Hanfi, M. I. Sayyed, and et al. 2022. "Isostatic Hot Pressed W–Cu Composites with Nanosized Grain Boundaries: Microstructure, Structure and Radiation Shielding Efficiency against Gamma Rays" Nanomaterials 12, no. 10: 1642. https://doi.org/10.3390/nano12101642