
Mechanical Surface Treatments for Controlling Surface Integrity and Corrosion Resistance of Mg Alloy Implants: A Review



Abstract
:1. Introduction
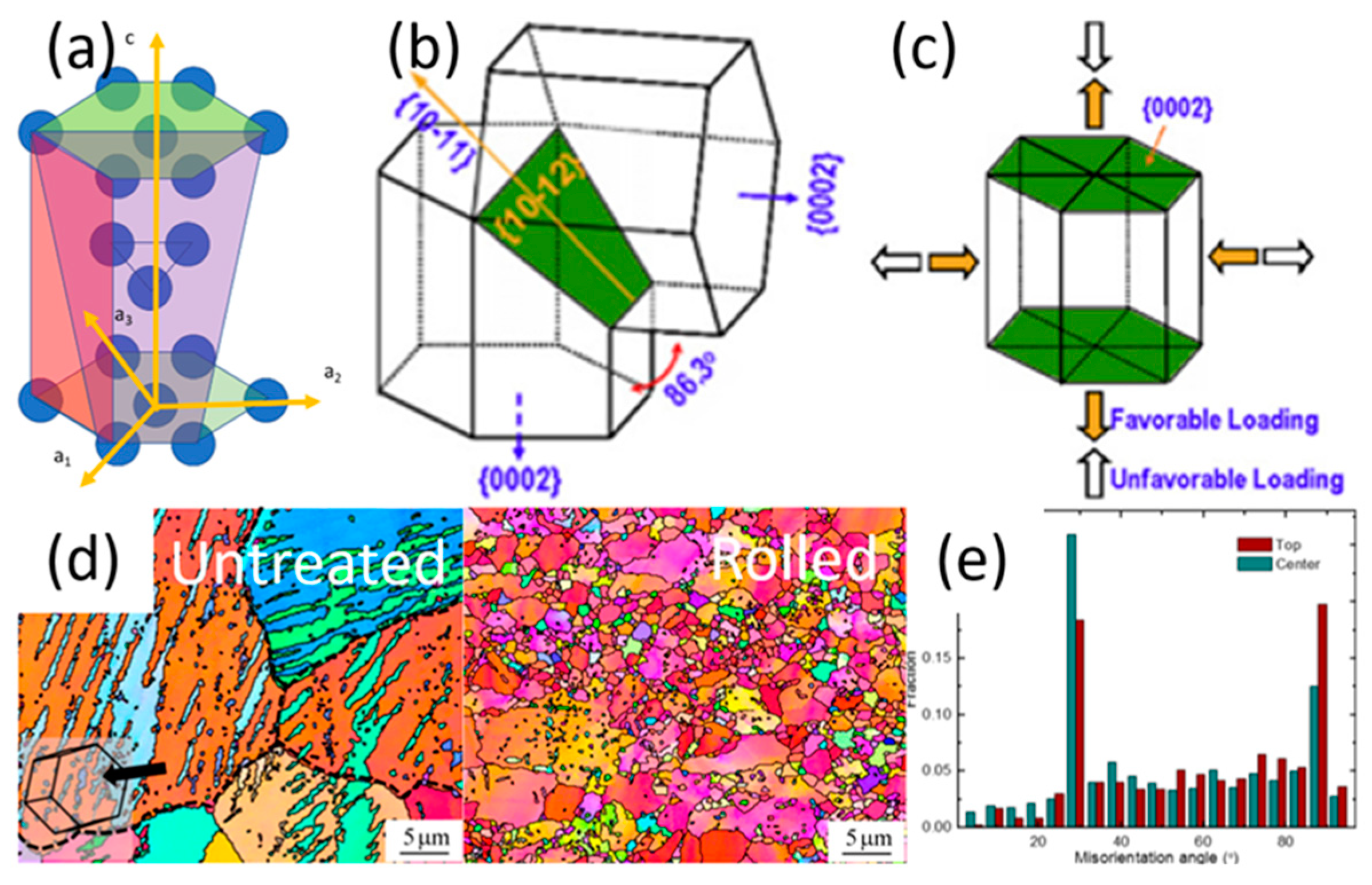
2. Crystal Structure and Deformation Mechanism of Mg
3. Rationale for Reviewing Mechanical Surface Treatment Strategies
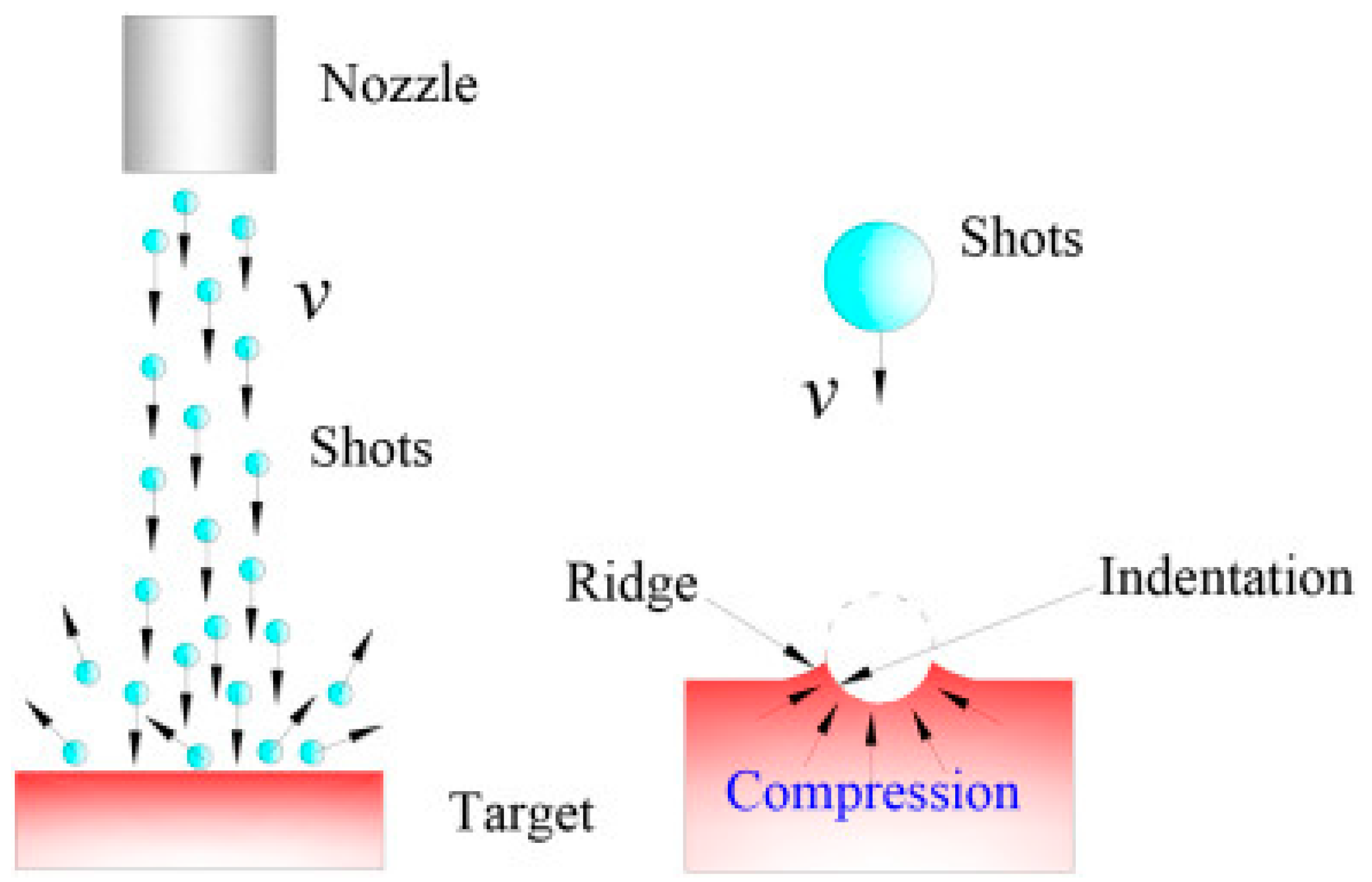
4. Shot Peening (SP)
4.1. Surface Integrity of SP
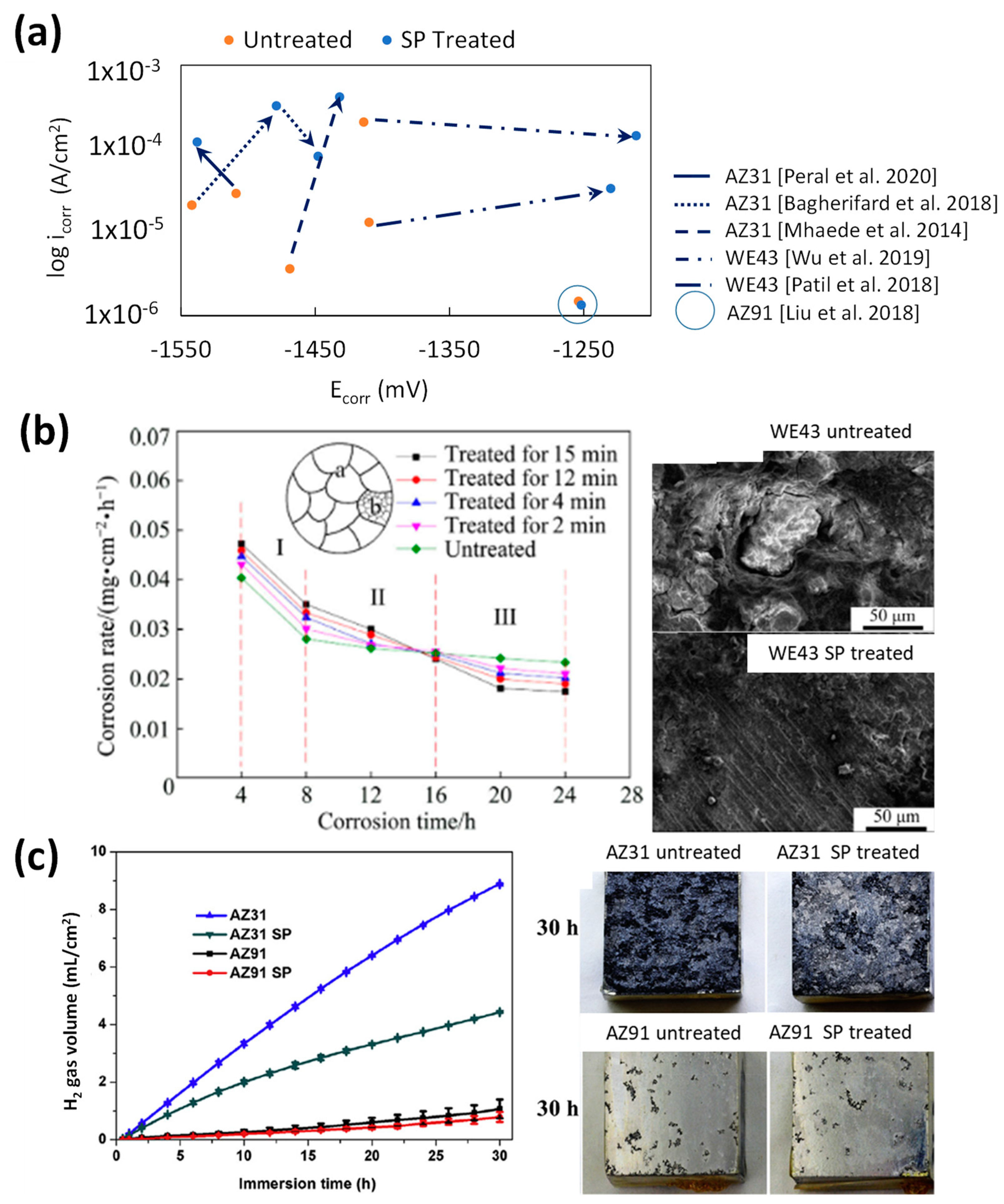
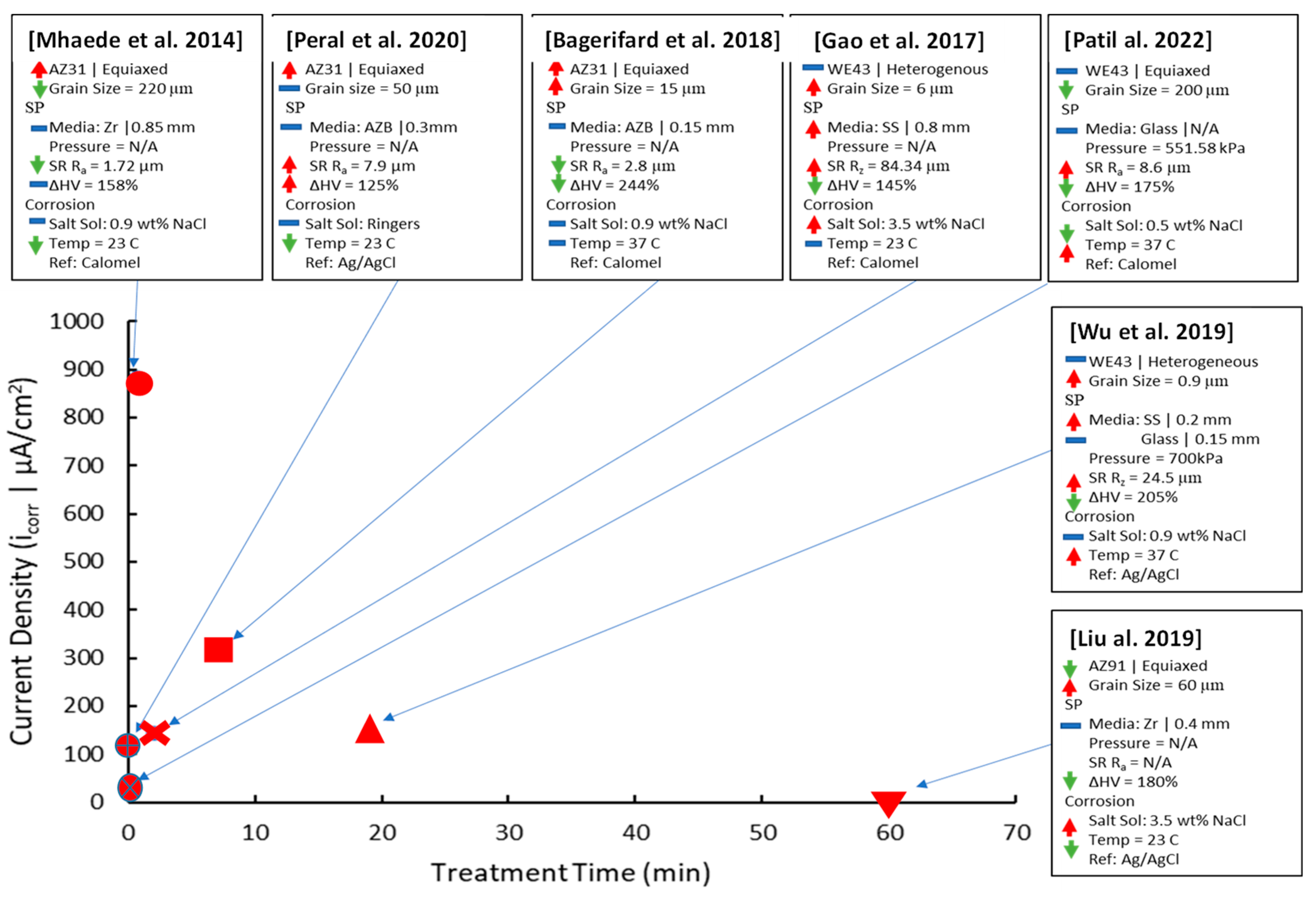
4.2. Corrosion Performance of SP
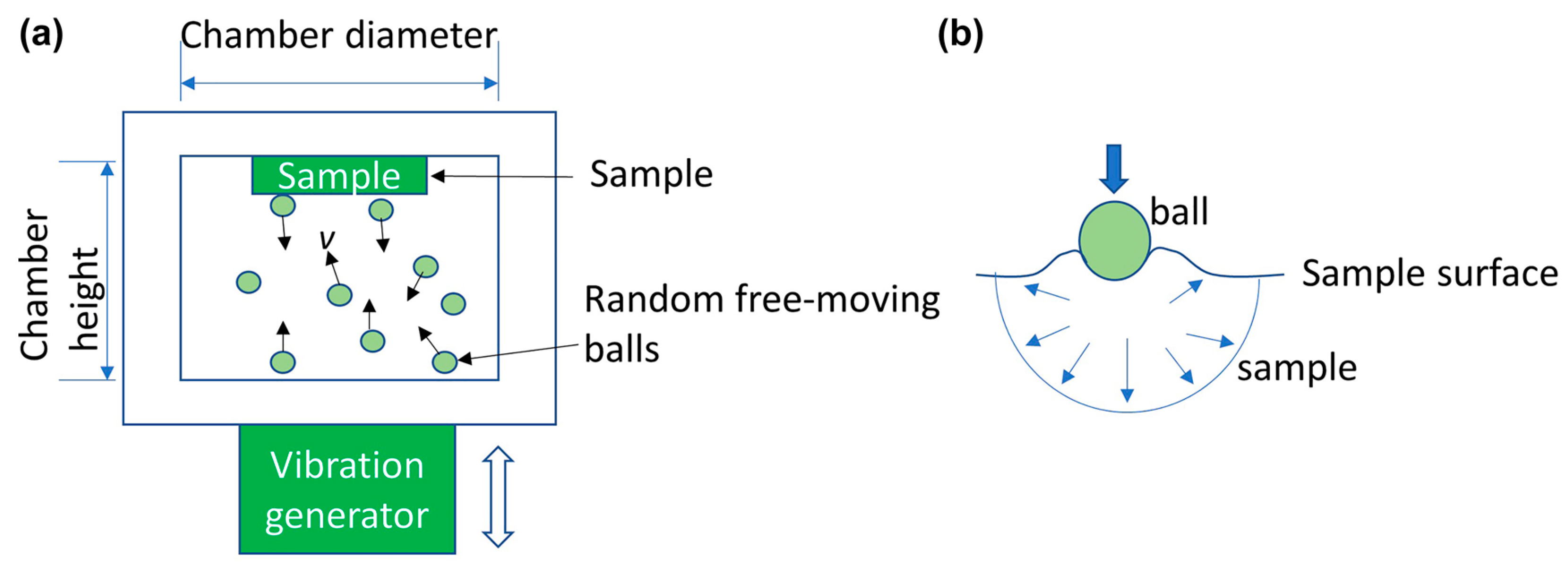
5. Surface Mechanical Attrition Treatment (SMAT)
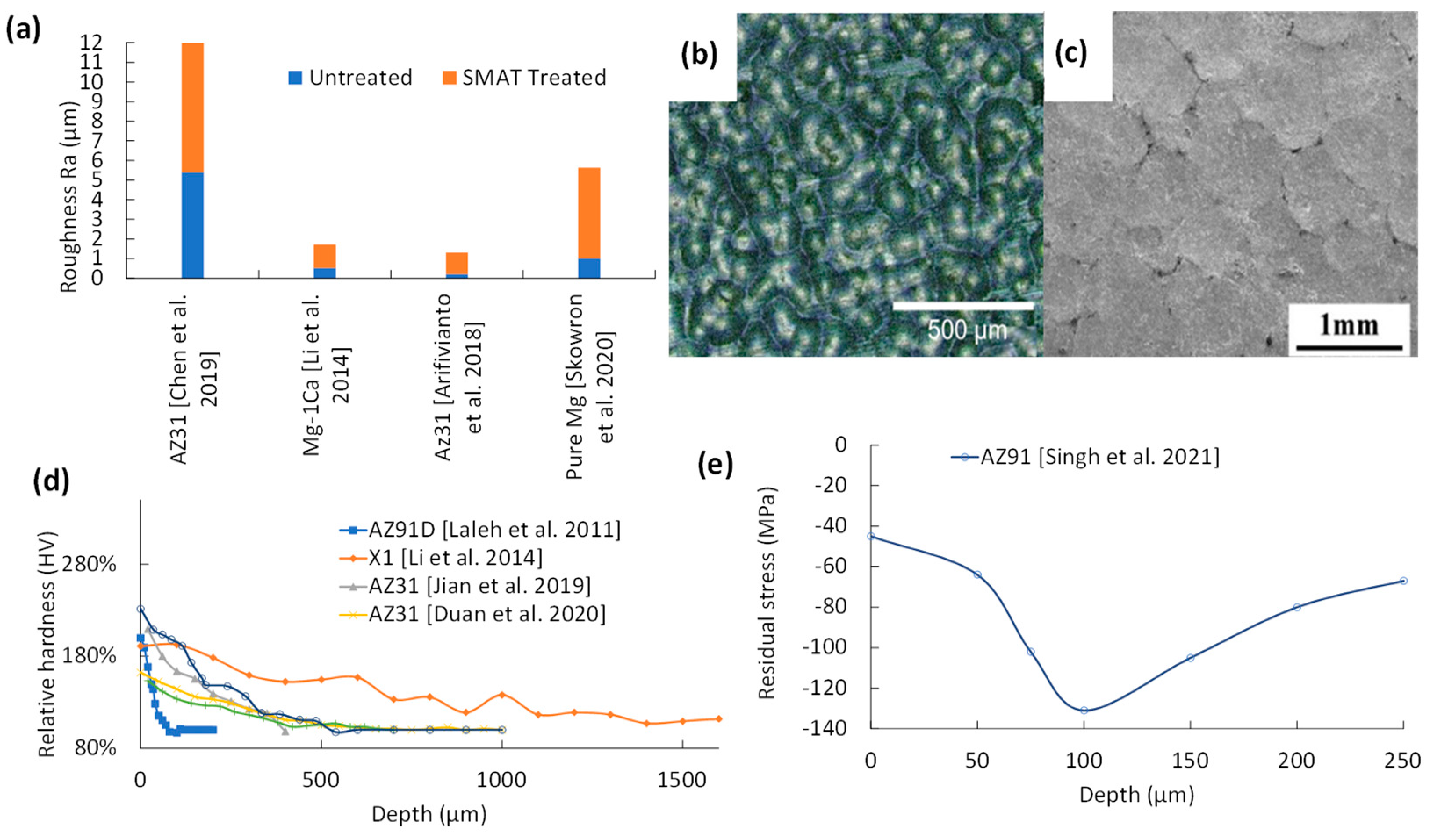
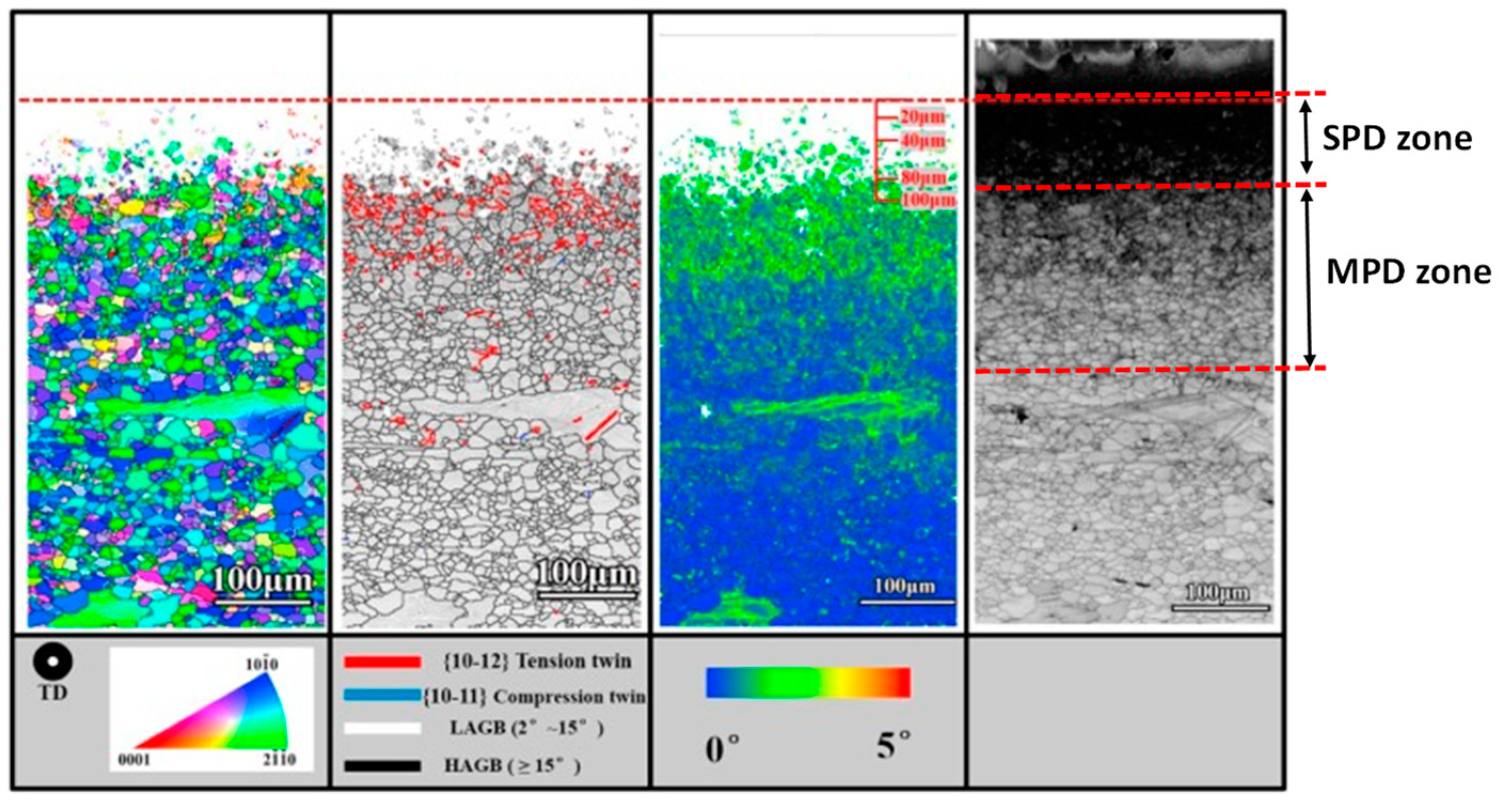
5.1. Surface Integrity of SMAT
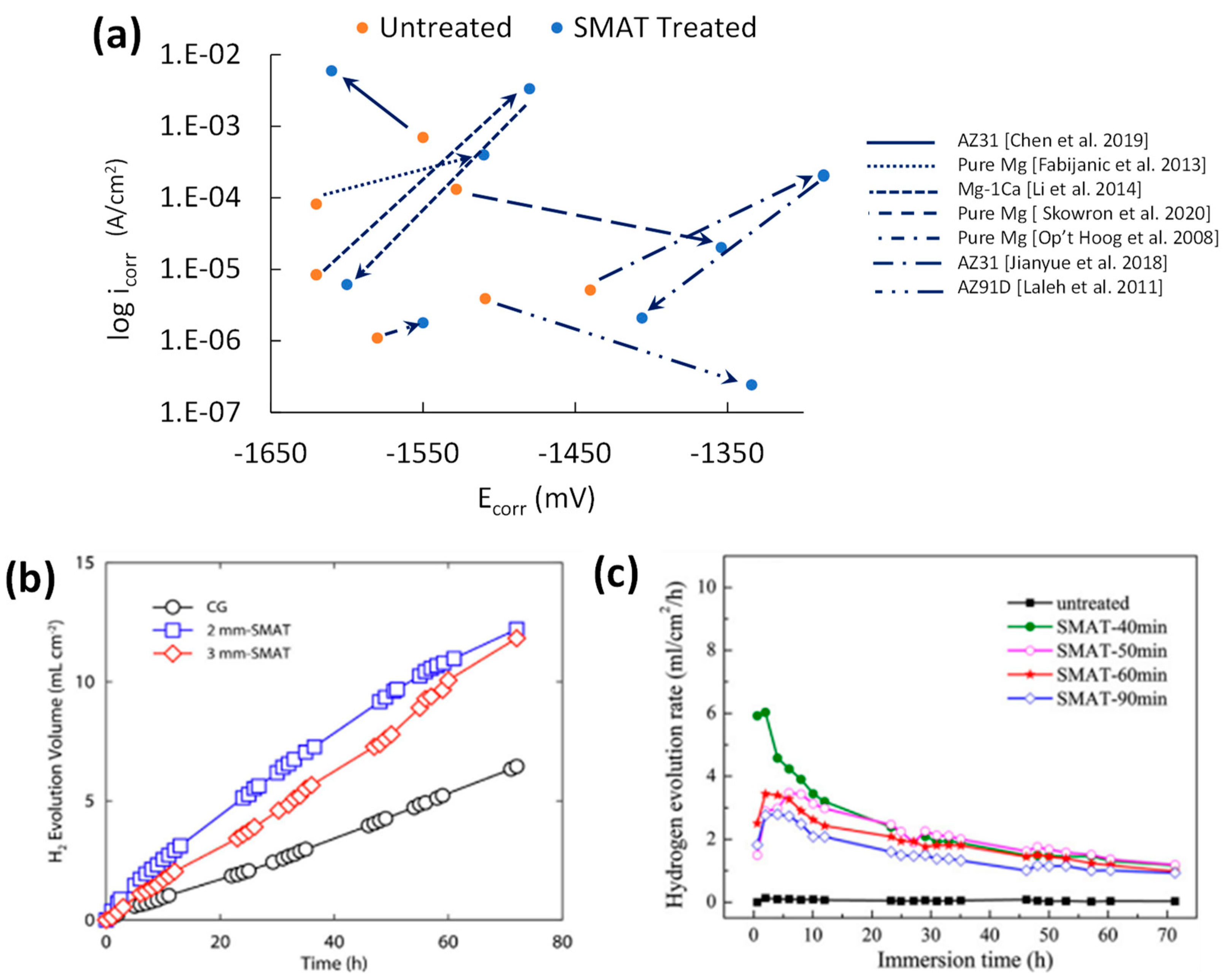
5.2. Corrosion Performance of SMAT
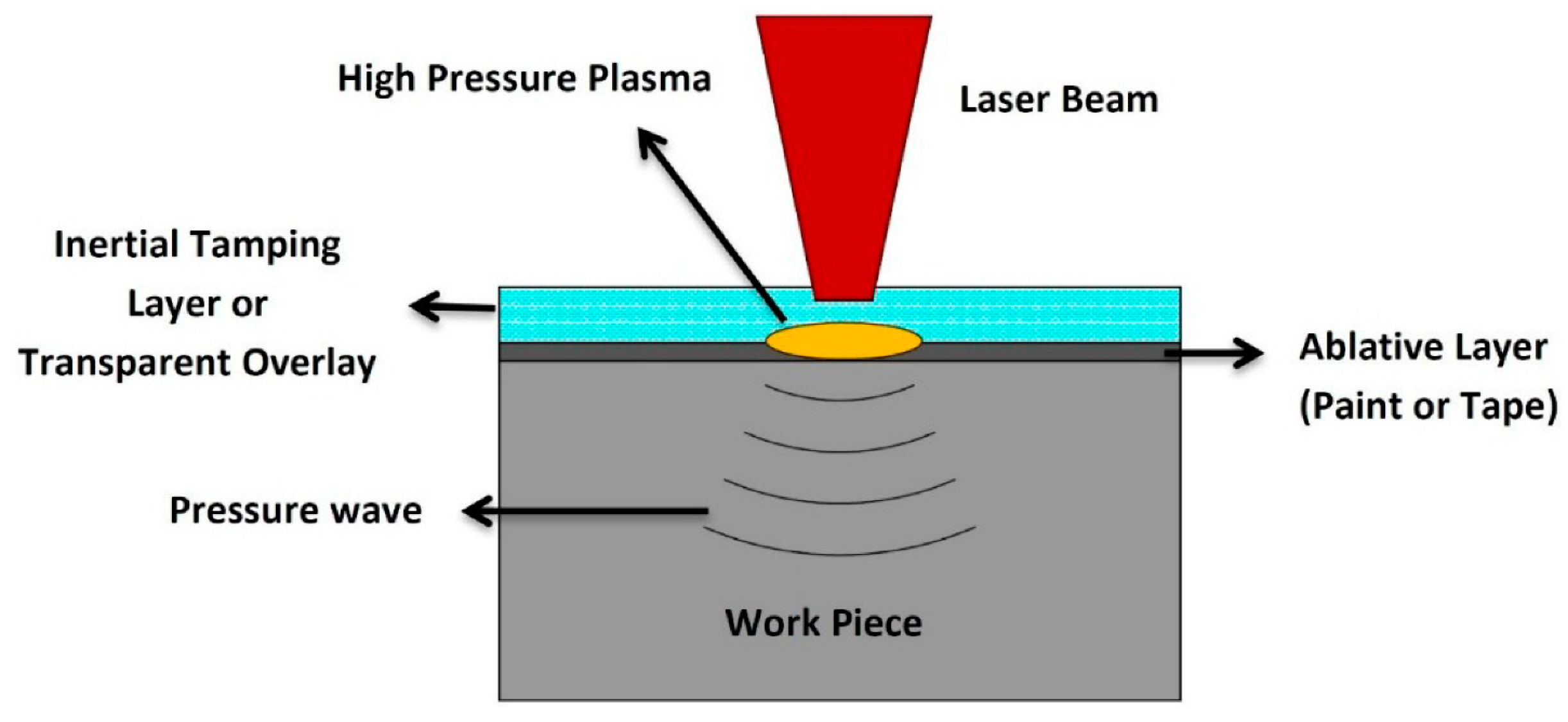
6. Laser Shock Peening (LSP)
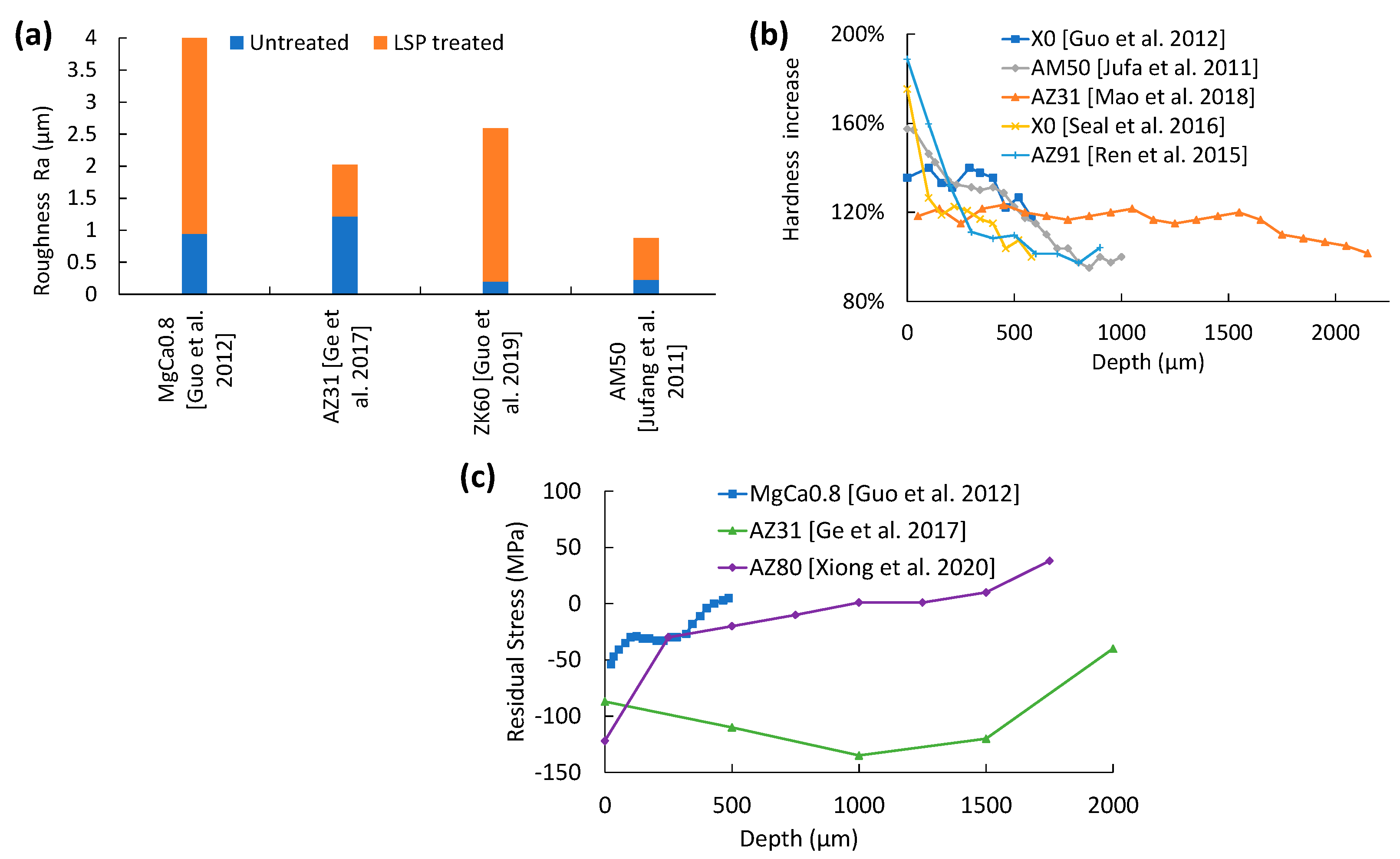
6.1. Surface Integrity of LSP
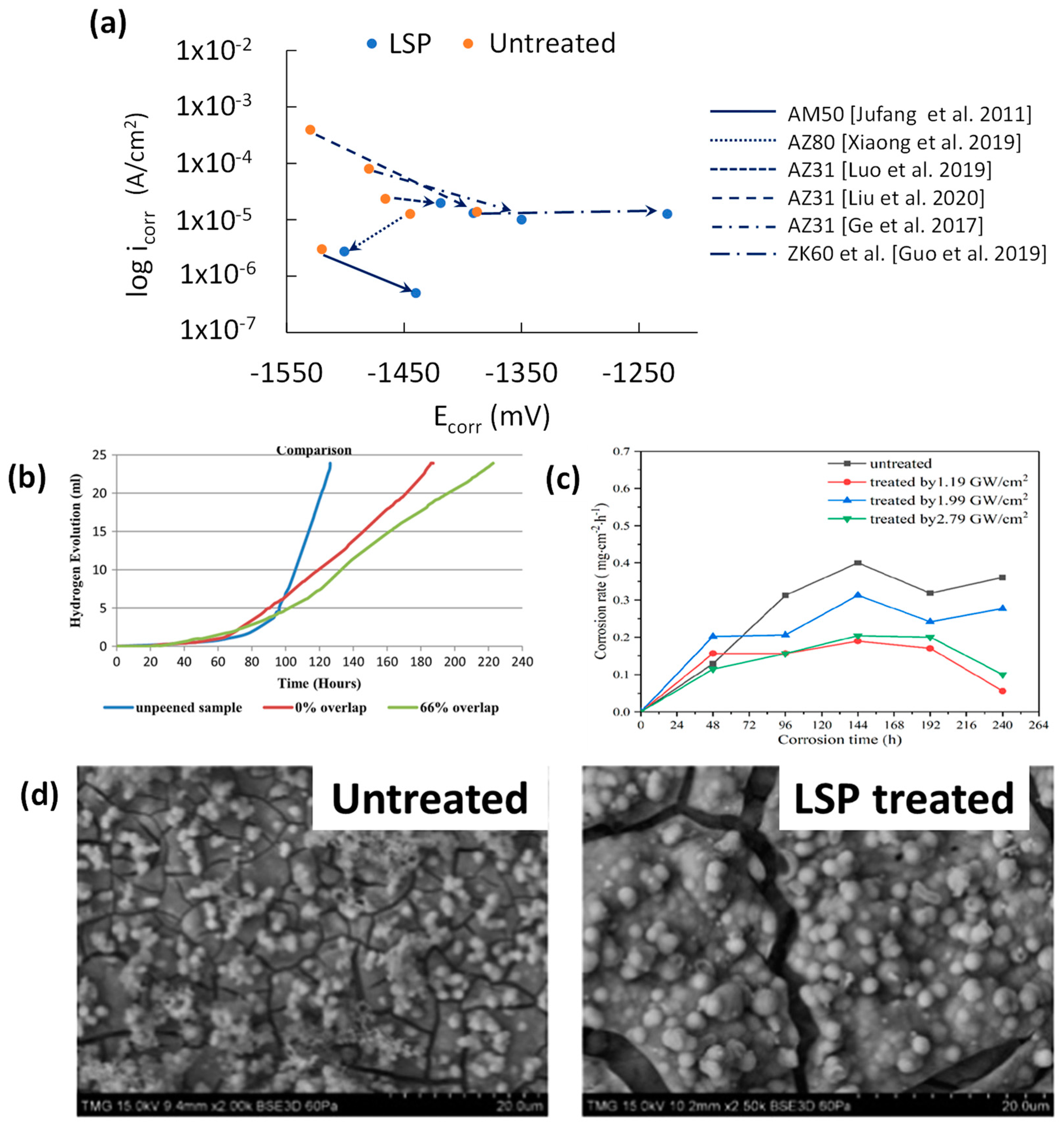
6.2. Corrosion Performance of LSP
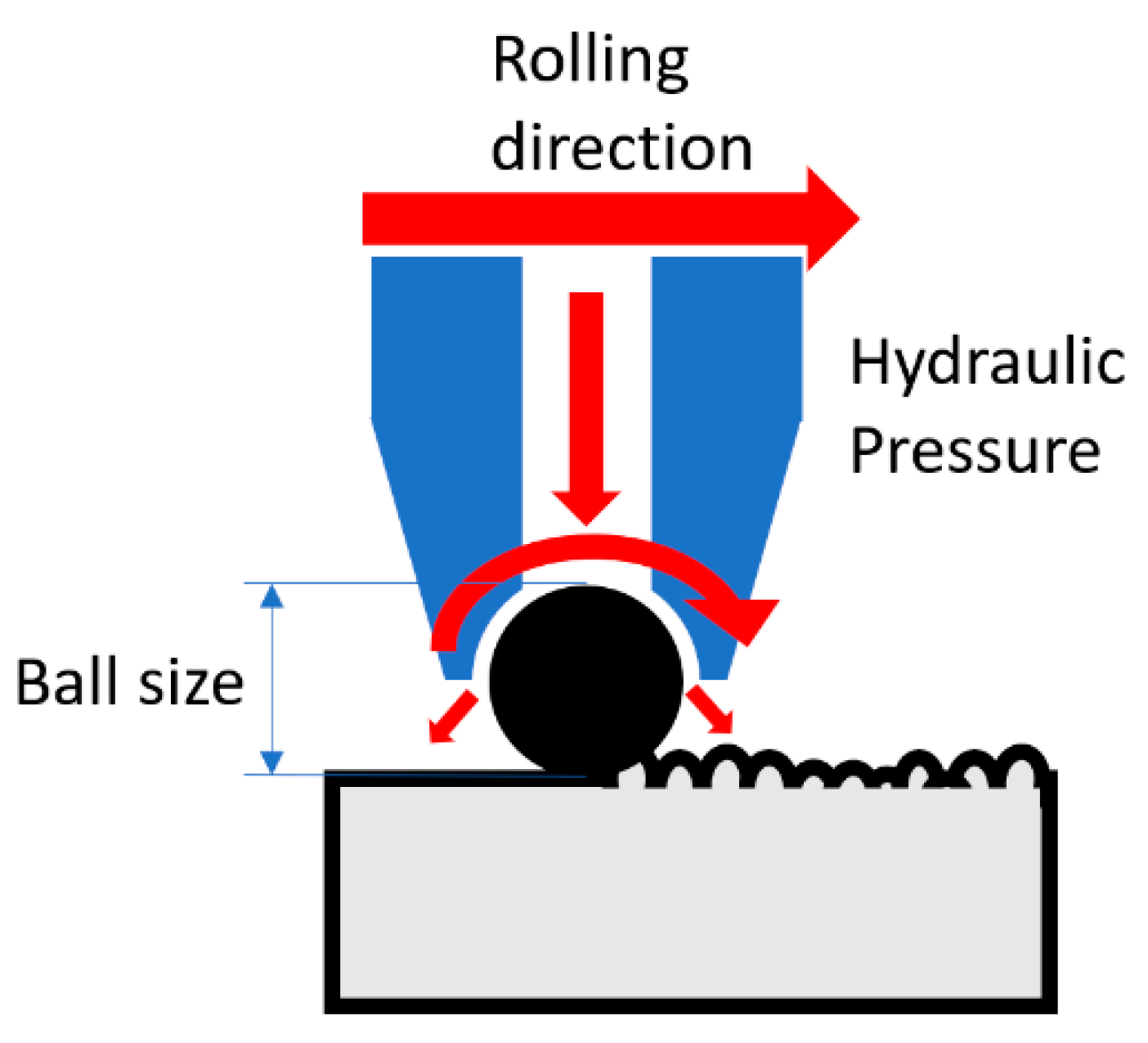
7. Ball Burnishing (BB)
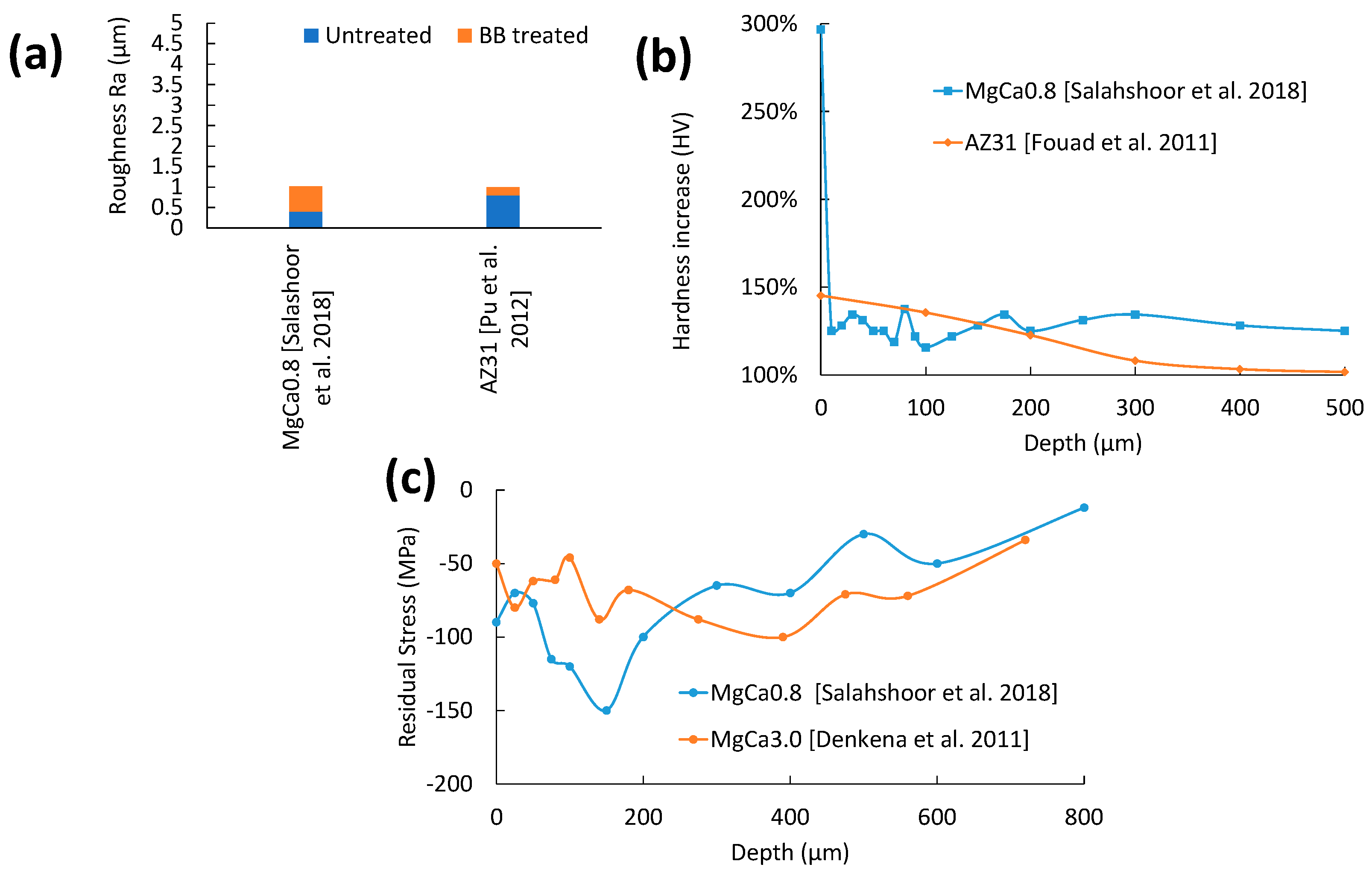
7.1. Surface Integrity of BB
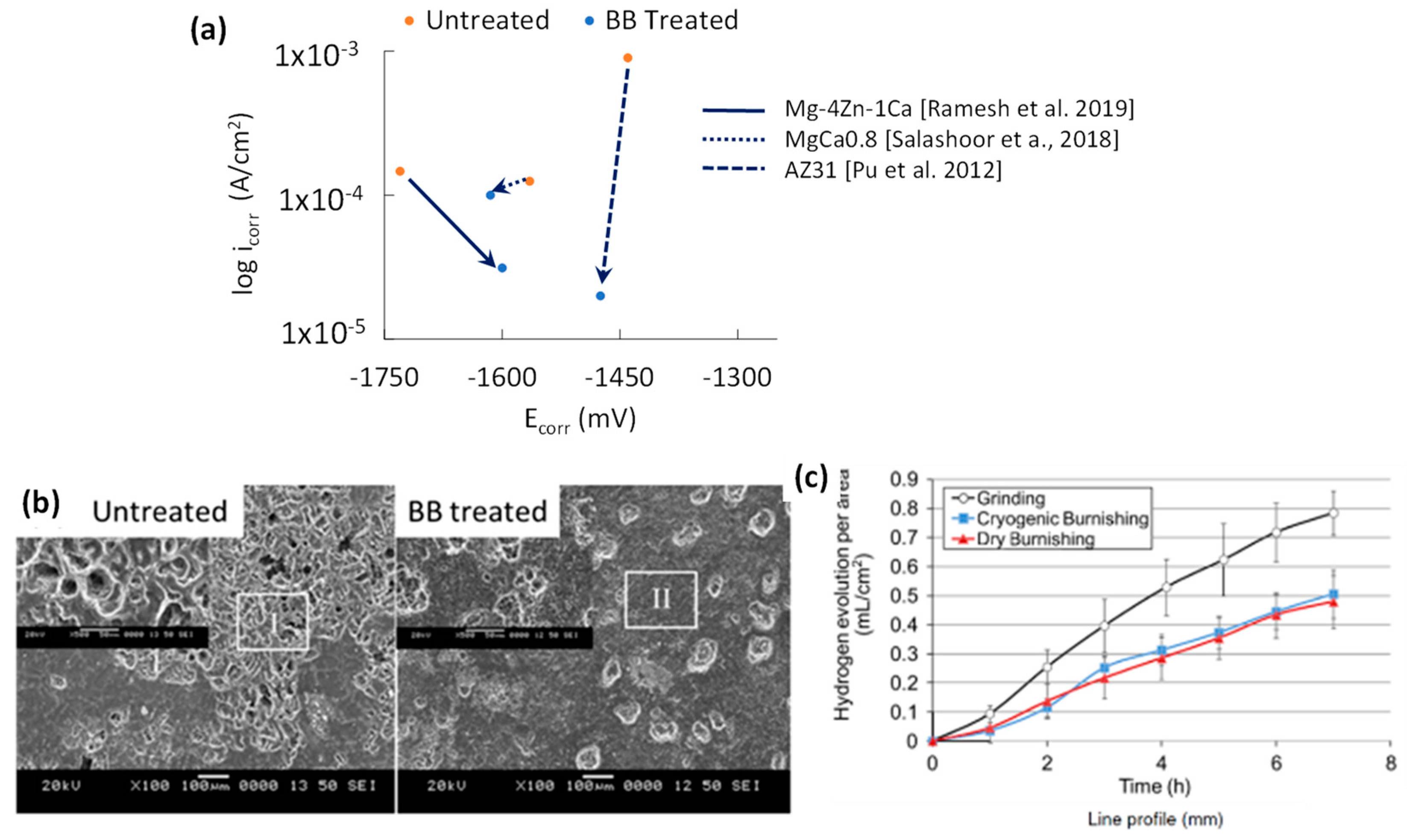
7.2. Corrosion Performance of BB
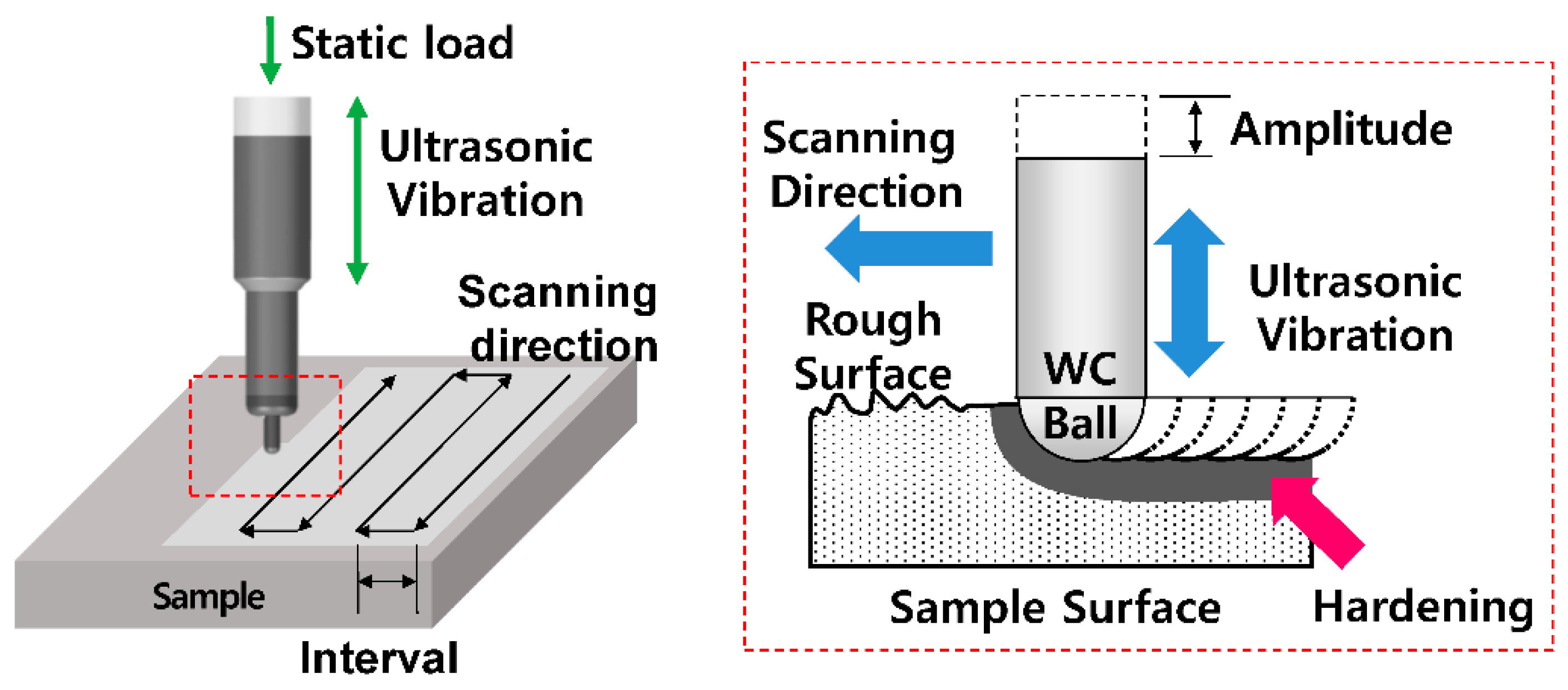
8. Ultrasonic Nanocrystal Surface Modification (UNSM)
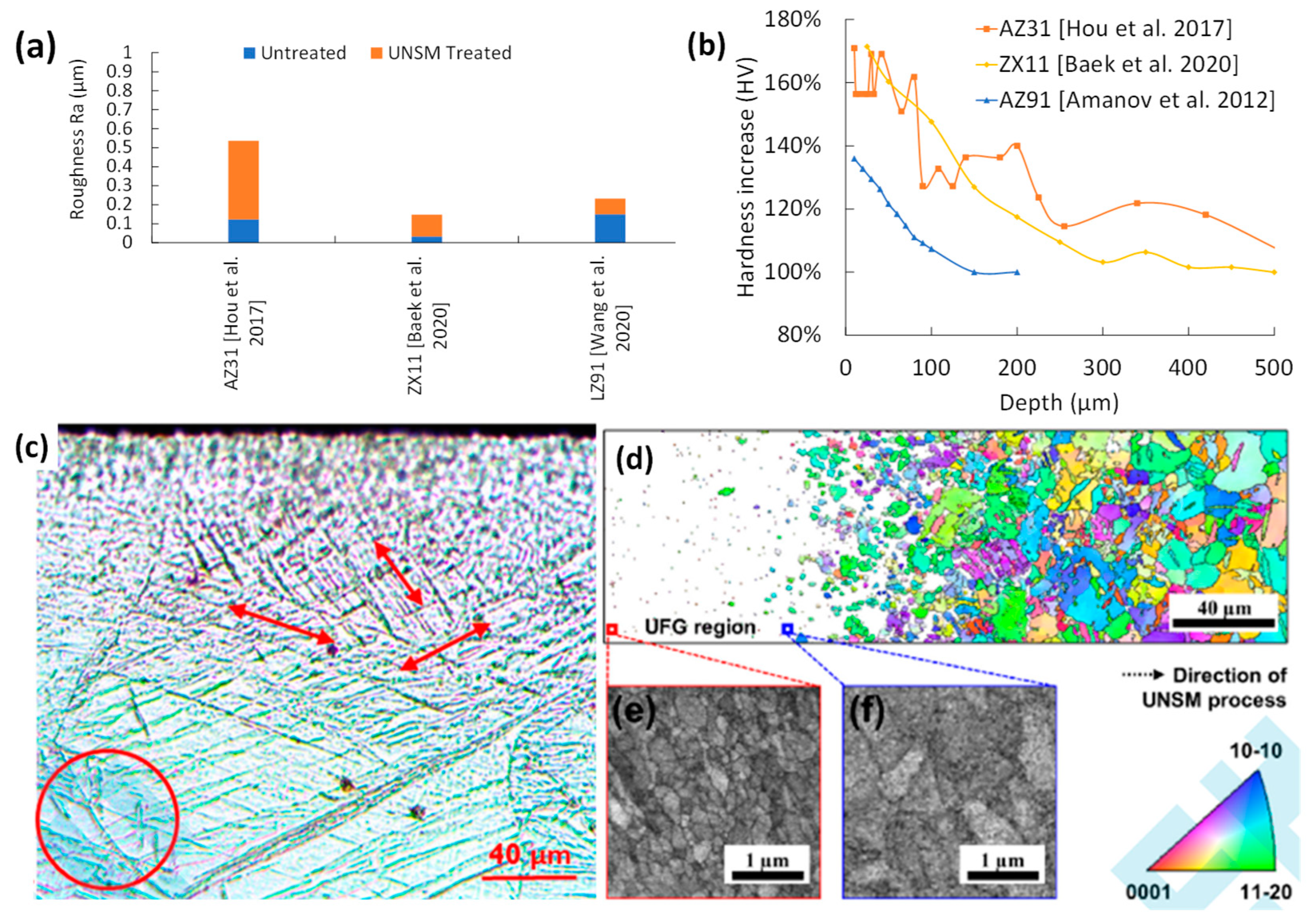
8.1. Surface Integrity of UNSM
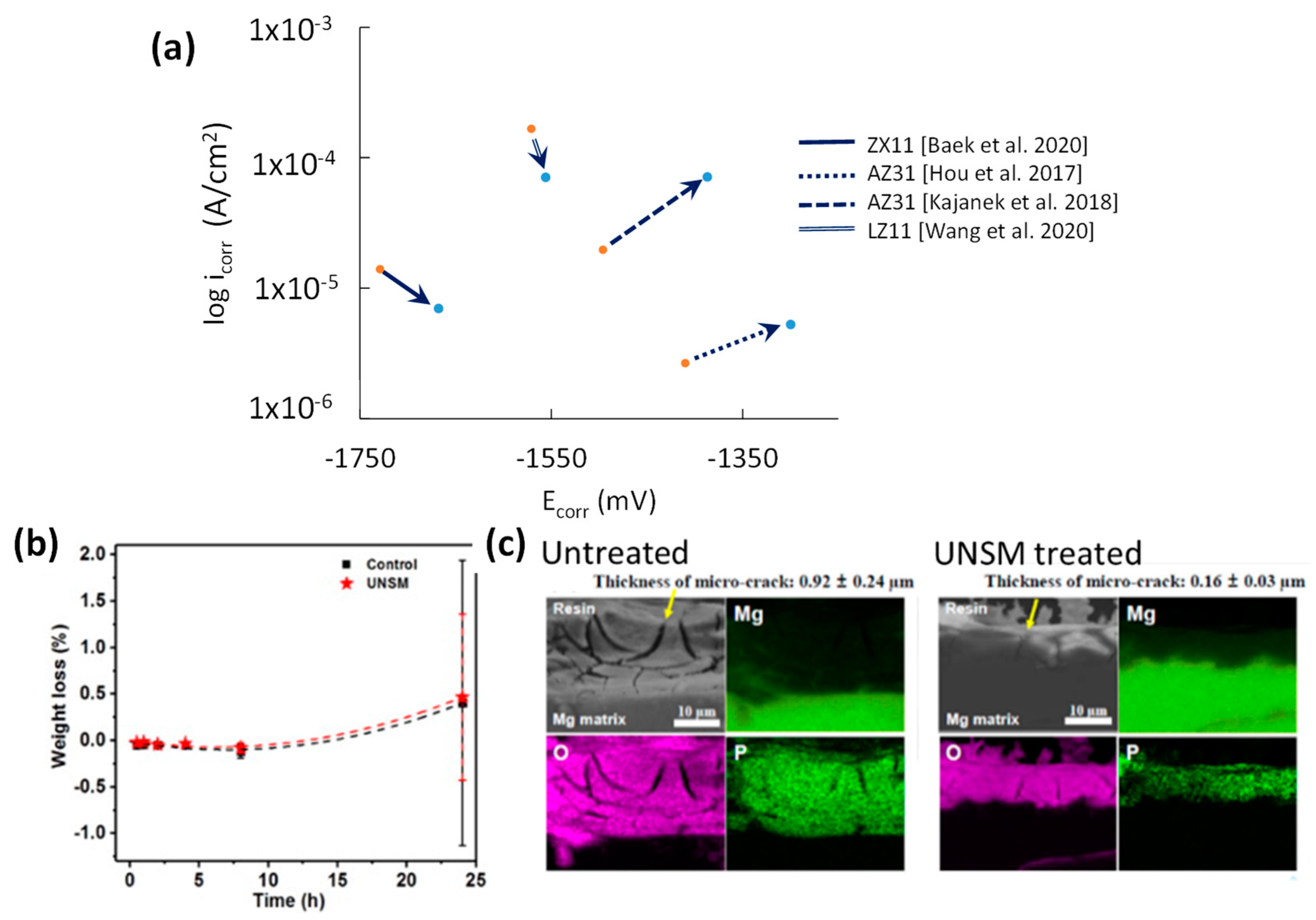
8.2. Corrosion Performance of UNSM
9. Comparative Analysis of Surface Treatments
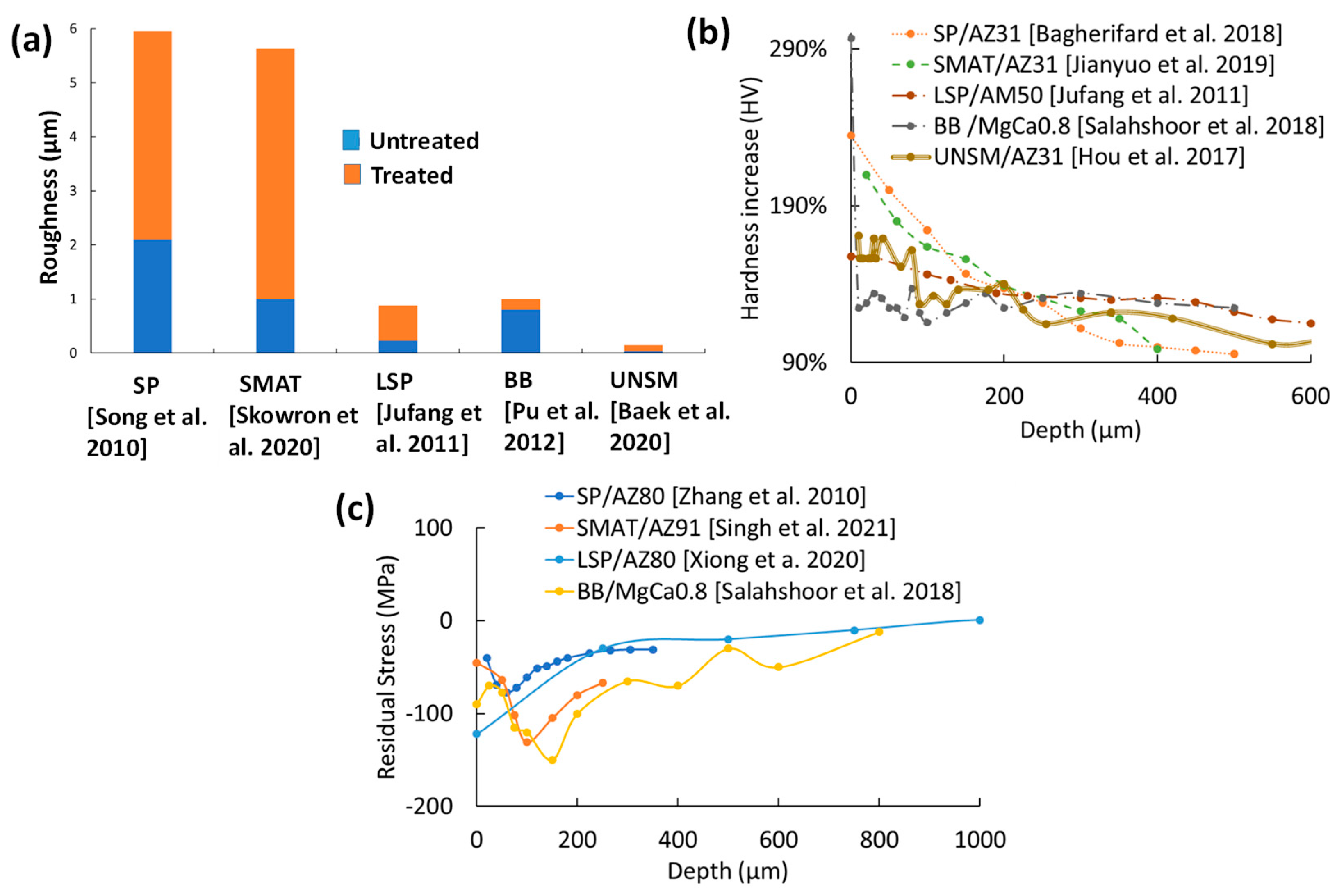
9.1. Surface Integrity
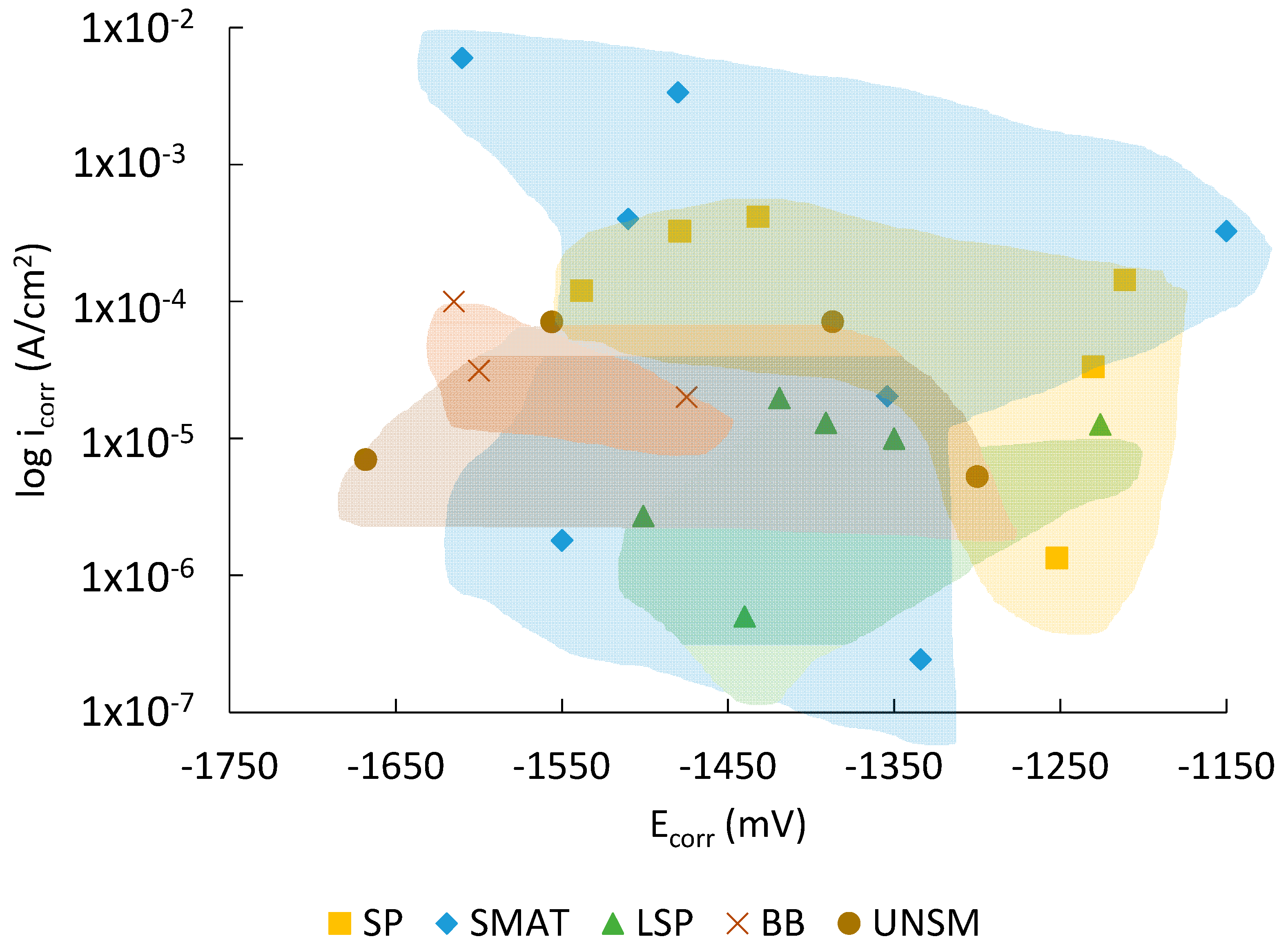
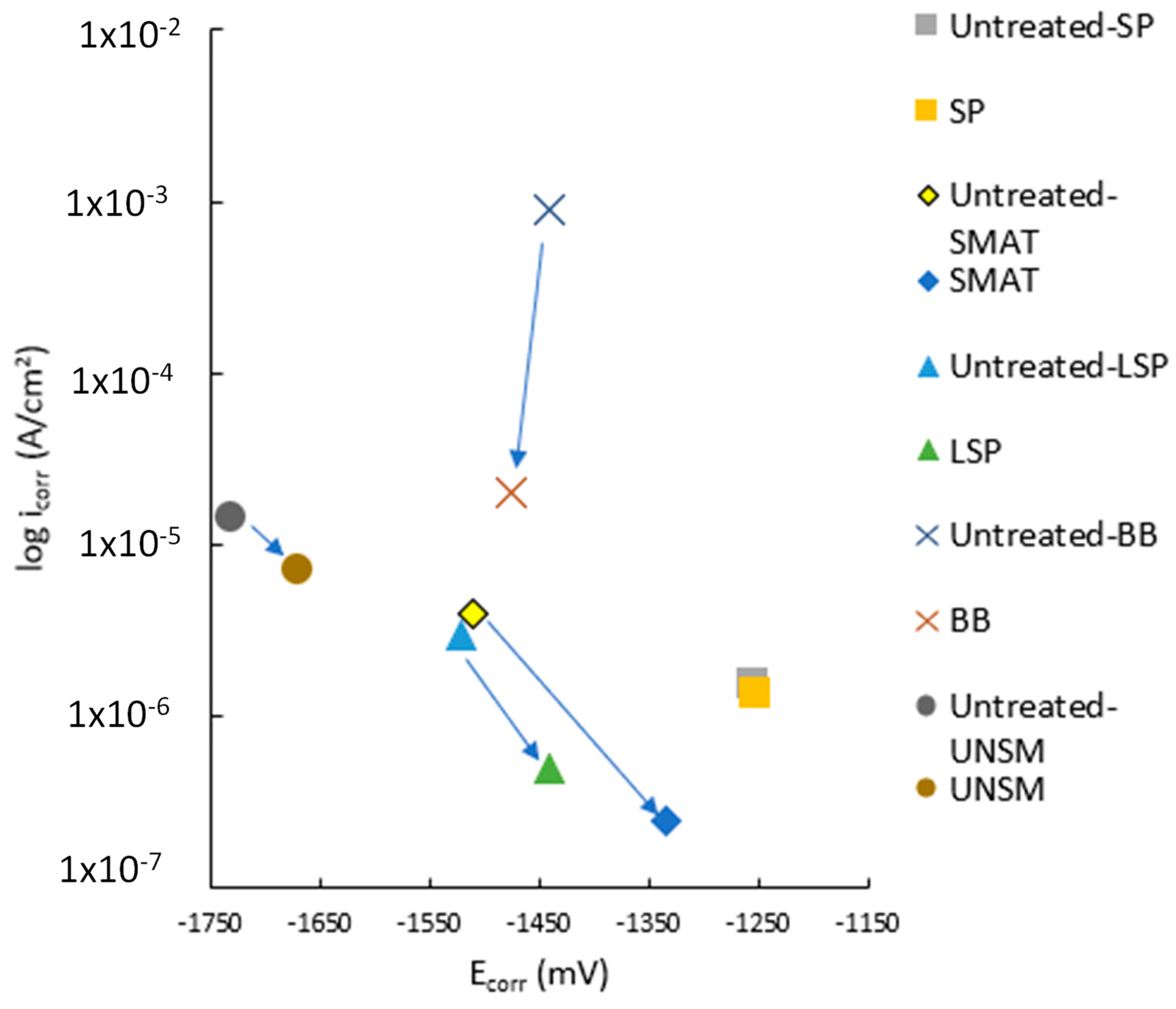
9.2. Corrosion Performance
10. Hybrid Surface Treatments

11. Emerging Surface Treatment Techniques
12. Surface Treatment Challenges in Additively Manufactured Mg Alloys
13. Summary and Outlook
13.1. Summary
13.2. Outlook
13.3. Future Research Directions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wu, S.; Liu, X.; Yeung, K.W.K.; Guo, H.; Li, P.; Hu, T.; Chung, C.Y.; Chu, P.K. Surface nano-architectures and their effects on the mechanical properties and corrosion behavior of Ti-based orthopedic implants. Surf. Coat. Technol. 2013, 233, 13–26. [Google Scholar] [CrossRef]
- Sezer, N.; Evis, Z.; Kayhan, S.M.; Tahmasebifar, A.; Koç, M. Review of magnesium-based biomaterials and their applications. J. Magnes. Alloy. 2018, 6, 23–43. [Google Scholar] [CrossRef]
- Nagels, J.; Stokdijk, M.; Rozing, P.M. Stress shielding and bone resorption in shoulder arthroplasty. J. Shoulder Elb. Surg. 2003, 12, 35–39. [Google Scholar] [CrossRef] [PubMed]
- Noviana, D.; Paramitha, D.; Ulum, M.F.; Hermawan, H. The effect of hydrogen gas evolution of magnesium implant on the postimplantation mortality of rats. J. Orthop. Transl. 2016, 5, 9–15. [Google Scholar] [CrossRef]
- Mhaede, M.; Pastorek, F.; Hadzima, B. Influence of shot peening on corrosion properties of biocompatible magnesium alloy AZ31 coated by dicalcium phosphate dihydrate (DCPD). Mater. Sci. Eng. C 2014, 39, 330–335. [Google Scholar] [CrossRef]
- Pu, Z.; Song, G.L.; Yang, S.; Outeiro, J.C.; Dillon, O.W.; Puleo, D.A.; Jawahir, I.S. Grain refined and basal textured surface produced by burnishing for improved corrosion performance of AZ31B Mg alloy. Corros. Sci. 2012, 57, 192–201. [Google Scholar] [CrossRef]
- Monteiro, W.A.; Buso, S.J.; Da, L.V. Application of Magnesium Alloys in Transport. In New Features on Magnesium Alloys; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef]
- Wu, W.; Wang, Z.; Zang, S.; Yu, X.; Yang, H.; Chang, S. Research Progress on Surface Treatments of Biodegradable Mg Alloys: A Review. ACS Omega 2020, 5, 941–947. [Google Scholar] [CrossRef]
- Bhuiyan, M.S.; Mutoh, Y.; McEvily, A.J. The influence of mechanical surface treatments on fatigue behavior of extruded AZ61 magnesium alloy. Mater. Sci. Eng. A 2012, 549, 69–75. [Google Scholar] [CrossRef]
- Uddin, M.S.; Hall, C.; Murphy, P. Surface treatments for controlling corrosion rate of biodegradable Mg and Mg-based alloy implants. Sci. Technol. Adv. Mater. 2015, 16, 053501. [Google Scholar] [CrossRef]
- Wu, G.; Ibrahim, J.M.; Chu, P.K. Surface design of biodegradable magnesium alloys—A review. Surf. Coat. Technol. 2013, 233, 2–12. [Google Scholar] [CrossRef]
- Singh, N.; Batra, U.; Kumar, K.; Mahapatro, A. Evaluation of corrosion resistance, mechanical integrity loss and biocompatibility of PCL/HA/TiO2 hybrid coated biodegradable ZM21 Mg alloy. J. Magnes. Alloy. 2021, 10, 3179–3204. [Google Scholar] [CrossRef]
- Strbak, M.; Kajanek, D.; Knap, V.; Florkova, Z.; Pastorkova, J.; Hadzima, B.; Goraus, M. Effect of Plasma Electrolytic Oxidation on the Short-Term Corrosion Behaviour of AZ91 Magnesium Alloy in Aggressive Chloride Environment. Coatings 2022, 12, 566. [Google Scholar] [CrossRef]
- Li, X.; Liu, X.; Wu, S.; Yeung, K.W.K.; Zheng, Y.; Chu, P.K. Design of magnesium alloys with controllable degradation for biomedical implants: From bulk to surface. Acta Biomater. 2016, 45, 2–30. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.; Batra, U.; Kumar, K.; Ahuja, N.; Mahapatro, A. Progress in bioactive surface coatings on biodegradable Mg alloys: A critical review towards clinical translation. Bioact. Mater. 2023, 19, 717–757. [Google Scholar] [CrossRef]
- Denkena, B.; Lucas, A. Biocompatible Magnesium Alloys as Absorbable Implant Materials–Adjusted Surface and Subsurface Properties by Machining Processes. CIRP Ann. 2007, 56, 113–116. [Google Scholar] [CrossRef]
- Ramesh, S.; Kudva, S.A.; Anne, G.; Manne, B.; Arya, S. Optimization of ball-burnishing process parameters on surface roughness, micro hardness of Mg–Zn–Ca alloy and investigation of corrosion behavior. Mater. Res. Express 2019, 6, 1065e8. [Google Scholar] [CrossRef]
- Liu, C.; Zheng, H.; Gu, X.; Jiang, B.; Liang, J. Effect of severe shot peening on corrosion behavior of AZ31 and AZ91 magnesium alloys. J. Alloy. Compd. 2019, 770, 500–506. [Google Scholar] [CrossRef]
- Ge, M.-Z.; Xiang, J.-Y.; Yang, L.; Wang, J.T. Effect of laser shock peening on the stress corrosion cracking of AZ31B magnesium alloy in a simulated body fluid. Surf. Coat. Technol. 2017, 310, 157–165. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.D.; Li, Y.X.; Wu, Y.H.; Zheng, Y.F.; Han, Y. Effect of surface mechanical attrition treatment on biodegradable Mg–1Ca alloy. Mater. Sci. Eng. C 2014, 35, 314–321. [Google Scholar] [CrossRef]
- Jahedi, M.; McWilliams, B.A.; Moy, P.; Knezevic, M. Deformation twinning in rolled WE43-T5 rare earth magnesium alloy: Influence on strain hardening and texture evolution. Acta Mater. 2017, 131, 221–232. [Google Scholar] [CrossRef]
- Widiantara, I.P.; Yang, H.W.; Kamil, M.P.; Yoon, D.K.; Ko, Y.G. Grain Refinement by Extension Twin in Mg Alloy during Asymmetrical Rolling. Metals 2018, 8, 891. [Google Scholar] [CrossRef]
- Song, G.-L.; Xu, Z. Crystal orientation and electrochemical corrosion of polycrystalline Mg. Corros. Sci. 2012, 63, 100–112. [Google Scholar] [CrossRef]
- Wang, W.; Wu, H.; Zan, R.; Sun, Y.; Blawert, C.; Zhang, S.; Ni, J.; Zheludkevich, M.L.; Zhang, X. Microstructure controls the corrosion behavior of a lean biodegradable Mg–2Zn alloy. Acta Biomater. 2020, 107, 349–361. [Google Scholar] [CrossRef]
- Wu, L.; Jain, A.; Brown, D.W.; Stoica, G.M.; Agnew, S.R.; Clausen, B.; Fielden, D.E.; Liaw, P.K. Twinning–detwinning behavior during the strain-controlled low-cycle fatigue testing of a wrought magnesium alloy, ZK60A. Acta Mater. 2008, 56, 688–695. [Google Scholar] [CrossRef]
- Liu, W.; Wu, G.; Zhai, C.; Ding, W.; Korsunsky, A.M. Grain refinement and fatigue strengthening mechanisms in as-extruded Mg–6Zn–0.5Zr and Mg–10Gd–3Y–0.5Zr magnesium alloys by shot peening. Int. J. Plast. 2013, 49, 16–35. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J.; Leyens, C. Shot peening on the high-strength wrought magnesium alloy AZ80—Effect of peening media. J. Mater. Process. Technol. 2010, 210, 445–450. [Google Scholar] [CrossRef]
- Peral, L.B.; Zafra, A.; Bagherifard, S.; Guagliano, M.; Fernández-Pariente, I. Effect of warm shot peening treatments on surface properties and corrosion behavior of AZ31 magnesium alloy. Surf. Coat. Technol. 2020, 401, 126285. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; Fintová, S.; Pastorek, F.; Fernandez-Pariente, I.; Bandini, M.; Webster, T.J.; Guagliano, M. Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31. Acta Biomater. 2018, 66, 93–108. [Google Scholar] [CrossRef]
- Wu, S.-x.; Wang, S.-r.; Wang, G.-q.; Yu, X.-c.; Liu, W.-t.; Chang, Z.-q.; Wen, D.-s. Microstructure, mechanical and corrosion properties of magnesium alloy bone plate treated by high-energy shot peening. Trans. Nonferrous Met. Soc. China 2019, 29, 1641–1652. [Google Scholar] [CrossRef]
- Patil, T. Effect of Shot Peening on Stress Corrosion Behavior of Biodegradable Magnesium WE43. Ph.D. Thesis, University of Nebraska-Lincoln, Lincoln, NE, USA, 2018. [Google Scholar]
- Fabijanic, D.; Taylor, A.; Ralston, K.; Zhang, M.-X.; Birbilis, N.J.C. Influence of surface mechanical attrition treatment attrition media on the surface contamination and corrosion of magnesium. Corrosion 2012, 69, 527–535. [Google Scholar] [CrossRef]
- Skowron, K.; Dryzek, E.; Wróbel, M.; Nowak, P.; Marciszko-Wiąckowska, M.; Le Joncour, L.; François, M.; Panicaud, B.; Baczmański, A.J.M. Gradient Microstructure Induced by Surface Mechanical Attrition Treatment (SMAT) in Magnesium Studied Using Positron Annihilation Spectroscopy and Complementary Methods. Materials 2020, 13, 4002. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Fu, Y.; Cui, Y.; Gao, J.; Guo, X.; Gao, H.; Wu, S.; Lu, J.; Lin, Q.; Shi, S. Effect of surface mechanical attrition treatment on corrosion fatigue behavior of AZ31B magnesium alloy. Int. J. Fatigue. 2019, 127, 461–469. [Google Scholar] [CrossRef]
- Laleh, M.; Kargar, F. Effect of surface nanocrystallization on the microstructural and corrosion characteristics of AZ91D magnesium alloy. J. Alloys Compd. 2011, 509, 9150–9156. [Google Scholar] [CrossRef]
- Guo, Y.; Sealy, M.P.; Guo, C. Significant improvement of corrosion resistance of biodegradable metallic implants processed by laser shock peening. CIRP Ann. 2012, 61, 583–586. [Google Scholar] [CrossRef]
- Jufang, C.; Jiangtao, W.; Xuhong, C.; Weining, L. Effect of laser surface hardening on pitting corrosion resistance of AM50 magnesium alloy. In Proceedings of the International Conference on Advanced Technology of Design and Manufacture (ATDM 2011), Changzhou, China, 3–5 November 2011. [Google Scholar]
- Xiong, Y.; Hu, X.; Weng, Z.; Song, R. Stress Corrosion Resistance of Laser Shock Peening/Microarc Oxidation Reconstruction Layer Fabricated on AZ80 Magnesium Alloy in Simulated Body Fluid. J. Mater. Eng. Perform. 2020, 29, 5750–5756. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, S.; Liu, W.; Xiao, T.; Zhu, G.; Sun, Z. The Effect of Laser Shock Peening on the Corrosion Behavior of Biocompatible Magnesium Alloy ZK60. Metals 2019, 9, 1237. [Google Scholar] [CrossRef]
- Salahshoor, M.; Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Surface integrity and corrosion performance of biomedical magnesium-calcium alloy processed by hybrid dry cutting-finish burnishing. J. Mech. Behav. Biomed. Mater. 2018, 78, 246–253. [Google Scholar] [CrossRef]
- Cao, C.; Zhu, J.; Tanaka, T. Influence of Burnishing Process on Microstructure and Corrosion Properties of Mg Alloy AZ31. In Advanced Surface Enhancement: Proceedings of the 1st International Conference on Advanced Surface Enhancement (INCASE 2019)—Research Towards Industrialisation, Singapore, 10–13 September 2019; Springer: Singapore, 2019; pp. 97–107. [Google Scholar]
- Hou, X.; Qin, H.; Gao, H.; Mankoci, S.; Zhang, R.; Zhou, X.; Ren, Z.; Doll, G.L.; Martini, A.; Sahai, N.; et al. A systematic study of mechanical properties, corrosion behavior and biocompatibility of AZ31B Mg alloy after ultrasonic nanocrystal surface modification. Mater. Sci. Eng. C 2017, 78, 1061–1071. [Google Scholar] [CrossRef]
- Kajánek, D.; Hadzima, B.; Pastorek, F.; Jacková, M.N. Corrosion performance of AZ31 magnesium alloy treated by ultrasonic impact peening (UIP). Mater. Today Proc. 2018, 5, 26687–26692. [Google Scholar] [CrossRef]
- Baek, S.M.; Choi, I.Y.; Moon, J.H.; Rakhmatjon, U.; Kim, J.H.; Kim, N.J.; Kim, J.K.; Amanov, A.; Kim, H.S. Control of magnesium in vitro degradation based on ultrafine-grained surface gradient structure using ultrasonic nanocrystalline surface modification. Materialia 2020, 12, 100821. [Google Scholar] [CrossRef]
- Wang, Q.; Li, Y.; Lu, Z.; Zhang, Y.; Zou, Y. Effects of Ultrasonic Nanocrystal Surface Modification on Mechanical and Corrosion Behavior of LZ91 Mg–Li Alloy. Mater. Trans. 2020, 61, 1258–1264. [Google Scholar] [CrossRef]
- Wang, C.; Lai, Y.; Wang, L.; Wang, C. Dislocation-based study on the influences of shot peening on fatigue resistance. Surf. Coat. Technol. 2020, 383, 125247. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, C.; Chen, M.; Wang, L.; Ji, V. Surface layer microstructures and wear properties modifications of Mg-8Gd-3Y alloy treated by shot peening. Mater. Charact. 2019, 158, 109952. [Google Scholar] [CrossRef]
- Gao, W.; Wang, S.; Wang, G.; Zhou, J. Effect of high energy shot peening on electrochemical corrosion resistance of WE43 magnesium alloy. In Proceedings of the 2016 International Conference on Engineering Management (Iconf-EM 2016), Guangzhou, China, 26–27 November 2016. [Google Scholar]
- Singh, I.B.; Singh, M.; Das, S. A comparative corrosion behavior of Mg, AZ31 and AZ91 alloys in 3.5% NaCl solution. J. Magnes. Alloy. 2015, 3, 142–148. [Google Scholar] [CrossRef]
- Patil, T.; Karunakaran, R.; Bobaru, F.; Sealy, M.P. Shot Peening Induced Corrosion Resistance of Magnesium Alloy WE43. Manuf. Lett. 2022, 33, 190–194. [Google Scholar] [CrossRef]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. A numerical model of severe shot peening (SSP) to predict the generation of a nanostructured surface layer of material. Surf. Coat. Technol. 2010, 204, 4081–4090. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Olutomilola, E.O.; Olorunfemi, B.J. Review of passivity and electrochemical properties of nanostructured stainless steels obtained by surface mechanical attrition treatment (SMAT): Trend and progress. Corros. Rev. 2022, 40, 189–203. [Google Scholar] [CrossRef]
- Arifvianto, B.; Suyitno; Mahardika, M. Degradation of Mechanically Surface Treated AZ31B Magnesium Alloy in 3.5 wt.% NaCl Solution. Mater. Sci. Forum 2019, 948, 237–242. [Google Scholar] [CrossRef]
- Jianyue, Z. Effect of Ultrasonic Shot Peening on Mechanical Properties and Corrosion Resistance of MG Alloy Sheet. Ph.D. Thesis, Purdue University Graduate School, West Lafayette, Indiana, May 2019. [Google Scholar] [CrossRef]
- Duan, M.; Luo, L.; Liu, Y. Microstructural evolution of AZ31 Mg alloy with surface mechanical attrition treatment: Grain and texture gradient. J. Alloys Compd. 2020, 823, 153691. [Google Scholar] [CrossRef]
- Singh, D.; Basha, D.A.; Wadsö, L.; Orlov, D.; Matsushita, Y.; Singh, A.; Hosmani, S.S. Evolution of gradient structured layer on AZ91D magnesium alloy and its corrosion behaviour. J. Alloys Compd. 2021, 882, 160659. [Google Scholar] [CrossRef]
- Zhang, J.; Peng, P.; She, J.; Jiang, B.; Tang, A.; Pan, F.; Han, Q. A study of the corrosion behavior of AZ31 Mg alloy in depth direction after surface nanocrystallization. Surf. Coat. Technol. 2020, 396, 125968. [Google Scholar] [CrossRef]
- op’t Hoog, C.; Birbilis, N.; Zhang, M.X.; Estrin, Y. Surface Grain Size Effects on the Corrosion of Magnesium. Key Eng. Mater. 2008, 384, 229–240. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Ren, X.; Liu, F.; Ren, Y.; Li, L. Nanocrystallization in the Duplex Ti-6Al-4V Alloy Processed by Multiple Laser Shock Peening. Metals 2016, 6, 297. [Google Scholar] [CrossRef]
- Mao, B.; Liao, Y.; Li, B. Gradient twinning microstructure generated by laser shock peening in an AZ31B magnesium alloy. Appl. Surf. Sci. 2018, 457, 342–351. [Google Scholar] [CrossRef]
- Sealy, M.P.; Guo, Y.B.; Caslaru, R.C.; Sharkins, J.; Feldman, D. Fatigue performance of biodegradable magnesium–calcium alloy processed by laser shock peening for orthopedic implants. Int. J. Fatigue. 2016, 82, 428–436. [Google Scholar] [CrossRef]
- Ren, X.D.; Huang, J.J.; Zhou, W.F.; Xu, S.D.; Liu, F.F. Surface nano-crystallization of AZ91D magnesium alloy induced by laser shock processing. Mater Des. 2015, 86, 421–426. [Google Scholar] [CrossRef]
- Liu, H.; Tong, Z.; Zhou, W.; Yang, Y.; Jiao, J.; Ren, X. Improving electrochemical corrosion properties of AZ31 magnesium alloy via phosphate conversion with laser shock peening pretreatment. J. Alloys Compd. 2020, 846, 155837. [Google Scholar] [CrossRef]
- Luo, K.Y.; Wang, C.Y.; Cui, C.Y.; Lu, J.Z.; Lu, Y.F. Effects of coverage layer on the electrochemical corrosion behaviour of Mg-Al-Mn alloy subjected to massive laser shock peening treatment. J. Alloys Compd. 2019, 782, 1058–1075. [Google Scholar] [CrossRef]
- Caralapatti, V.K.; Narayanswamy, S. Effect of high repetition laser shock peening on biocompatibility and corrosion resistance of magnesium. Opt. Laser Technol. 2017, 88, 75–84. [Google Scholar] [CrossRef]
- Salahshoor, M.; Guo, Y.B.; Li, C. Surface Integrity and Corrosion Performance of Biomedical Magnesium-calcium Alloy Processed by Hybrid Dry Cutting-finish Burnishing. Procedia Manuf. 2017, 10, 467–477. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Analysis of surface roughness and hardness in ball burnishing of titanium alloy. Measurement 2014, 58, 256–268. [Google Scholar] [CrossRef]
- Fouad, Y. Fatigue behavior of a rolled AZ31 magnesium alloy after surface treatment by EP and BB conditions. Alex. Eng. J. 2011, 50, 23–27. [Google Scholar] [CrossRef]
- Pu, Z.; Yang, S.; Song, G.L.; Dillon, O.W.; Puleo, D.A.; Jawahir, I.S. Ultrafine-grained surface layer on Mg–Al–Zn alloy produced by cryogenic burnishing for enhanced corrosion resistance. Scr. Mater. 2011, 65, 520–523. [Google Scholar] [CrossRef]
- Cho, S.-Y.; Kim, M.-S.; Pyun, Y.-S.; Shim, D.-S. Strategy for Surface Post-Processing of AISI 316L Additively Manufactured by Powder Bed Fusion Using Ultrasonic Nanocrystal Surface Modification. Metals 2021, 11, 843. [Google Scholar] [CrossRef]
- Amanov, A.; Penkov, O.V.; Pyun, Y.-S.; Kim, D.-E. Effects of ultrasonic nanocrystalline surface modification on the tribological properties of AZ91D magnesium alloy. Tribol. Int. 2012, 54, 106–113. [Google Scholar] [CrossRef]
- Song, G.-L.; Xu, Z. The surface, microstructure and corrosion of magnesium alloy AZ31 sheet. Electrochim. Acta 2010, 55, 4148–4161. [Google Scholar] [CrossRef]
- Ramesh, S.; Anne, G.; Kumar, G.; Jagadeesh, C.; Nayaka, H.S. Influence of Ball Burnishing Process on Equal Channel Angular Pressed Mg-Zn-Si Alloy on the Evolution of Microstructure and Corrosion Properties. Silicon 2020, 13, 1549–1560. [Google Scholar] [CrossRef]
- Lu, F.-F.; Ma, K.; Li, C.-X.; Yasir, M.; Luo, X.-T.; Li, C.-j. Enhanced corrosion resistance of cold-sprayed and shot-peened aluminum coatings on LA43M magnesium alloy. Surf. Coat. Technol. 2020, 394, 125865. [Google Scholar] [CrossRef]
- Uddin, M.; Hall, C.; Santos, V. Fabrication, characterisation and corrosion of HA coated AZ31B Mg implant material: Effect of electrodeposition current density. Surf. Coat. Technol. 2020, 385, 125363. [Google Scholar] [CrossRef]
- Uddin, M.; Hall, C.; Santos, V.; Visalakshan, R.; Qian, G.; Vasilev, K. Synergistic effect of deep ball burnishing and HA coating on surface integrity, corrosion and immune response of biodegradable AZ31B Mg alloys. Mater. Sci. Eng. C 2021, 118, 111459. [Google Scholar] [CrossRef] [PubMed]
- Kajanek, D.; Pastorek, F.; Hadzima, B.; Bagherifard, S.; Jambor, M.; Belany, P.; Minarik, P. Impact of shot peening on corrosion performance of AZ31 magnesium alloy coated by PEO: Comparison with conventional surface pre-treatments. Surf. Coat. Tech. 2022, 446, 128773. [Google Scholar] [CrossRef]
- Ye, L.; Zhu, X.; He, Y.; Song, T.; Hu, W. Surface strengthening and grain refinement of AZ31B magnesium alloy by ultrasonic cavitation modification. Chin. J. Aeronaut. 2021, 34, 508–517. [Google Scholar] [CrossRef]
- Žagar, S.; Soyama, H.; Grum, J.; Šturm, R. Surface integrity of heat treatable magnesium alloy AZ80A after cavitation peening. J. Mater. Res. Technol. 2022, 17, 2098–2107. [Google Scholar] [CrossRef]
- Mohan, M.; Radhakrishnan, M.; Natarajan, Y. Investigations on Water Jet Peening of AZ31B Mg Alloy for Bio Medical Implants. Res. Sq. 2021. [Google Scholar] [CrossRef]
- Zhu, Y.-X.; Song, G.-L.; Wu, P.-P.; Zheng, D.-J.; Wang, Z.-M. A burnished and Al-alloyed magnesium surface with improved mechanical and corrosion properties. Corros. Sci. 2021, 184, 109395. [Google Scholar] [CrossRef]
- Chueca de Bruijn, A.; Gómez-Gras, G.; Pérez, M.A. On the effect upon the surface finish and mechanical performance of ball burnishing process on fused filament fabricated parts. Addit. Manuf. 2021, 46, 102133. [Google Scholar] [CrossRef]
- Tian, X.; Zhu, Y.; Lim, C.V.S.; Williams, J.; Boyer, R.; Wu, X.; Zhang, K.; Huang, A. Isotropic and improved tensile properties of Ti-6Al-4V achieved by in-situ rolling in direct energy deposition. Addit. Manuf. 2021, 46, 102151. [Google Scholar] [CrossRef]
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M.P. Additive manufacturing of magnesium alloys. Bioact. Mater. 2020, 5, 44–54. [Google Scholar] [CrossRef]
- Allavikutty, R.; Gupta, P.; Santra, T.S.; Rengaswamy, J. Additive manufacturing of Mg alloys for biomedical applications: Current status and challenges. Curr. Opin. Biomed. Eng. 2021, 18, 100276. [Google Scholar] [CrossRef]
- Takagi, H.; Sasahara, H.; Abe, T.; Sannomiya, H.; Nishiyama, S.; Ohta, S.; Nakamura, K. Material-property evaluation of magnesium alloys fabricated using wire-and-arc-based additive manufacturing. Addit. Manuf. 2018, 24, 498–507. [Google Scholar] [CrossRef]
- Farag, M.M.; Yun, H.S. Effect of gelatin addition on fabrication of magnesium phosphate-based scaffolds prepared by additive manufacturing system. Mater. Lett. 2014, 132, 111–115. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater Des. 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Meininger, S.; Moseke, C.; Spatz, K.; Marz, E.; Blum, C.; Ewald, A.; Vorndran, E. Effect of strontium substitution on the material properties and osteogenic potential of 3D powder printed magnesium phosphate scaffolds. Mat. Sci. Eng. C.-Mater. 2019, 98, 1145–1158. [Google Scholar] [CrossRef]
- Savalani, M.M.; Pizarro, J.M. Effect of preheat and layer thickness on selective laser melting (SLM) of magnesium. Rapid Prototyp. J. 2016, 22, 115–122. [Google Scholar] [CrossRef]
- Gneiger, S.; Koutny, D.; Senck, S.; Schnall, M.; Papenberg, N.; Klein, T. Wire-Based Additive Manufacturing of Magnesium Alloys. In Magnesium Technology 2022; Springer: Cham, Switzerland, 2022; pp. 175–179. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Treatment Strategy | Substrate Material | Bulk Material Condition | Surface Roughness | Microstructure | Microhardness | Residual Stress (RS) | Potentiodynamic Polarization Tests | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Treated Ra (μm) | ΔRa (μm) | Modified Layer Thickness (μm) | Hardness Increase (%) | Depth of Hardness Increase (μm) | Peak CRS (MPa) | Depth of CRS Change (μm) | Untreated/Treated Ecorr (mV) | Untreated/Treated icorr (μA/cm2) | |||
| SP | AZ31 [28] | Annealed | 7.9 | 5.9 | 61 | 125 | 350 | −50 | 145 | −1509/−1538 | 29/120 |
| AZ31 [29] | Annealed | 2.8 | 1.7 | 160 | 244 | 300 | −65 | 550 | −1542/−1479 | 21/326 | |
| AZ91 [18] | As-cast | - | - | - | 180 | 210 | - | - | −1254/−1252 | 1.49/1.34 | |
| WE43 [30] | Hot-rolled | 24.49 | 16.88 | 180 | 205 | 1600 | −250 | 500 | −1414/−1211 | 208/143 | |
| WE43 [31] | Rolled | 8.6 | 6.3 | - | 175 | - | −69 | - | −1410/−1230 | 13.1/33.3 | |
| SMAT | Pure Mg [32] | As-cast | - | - | 1000 | - | - | −12.4 | - | −1620/−1510 | 82/400 |
| Pure Mg [33] | Annealed | 4.63 | 3.63 | 900 | 2 | 900 | - | - | −1528/−1.354 | 132/20.3 | |
| AZ31B [34] | Extruded | 20.68 | 15.3 | - | - | - | - | - | −1550/−1610 | 700/6000 | |
| AZ91D [35] | Extruded | 4 | - | 50 | 200 | 110 | - | - | −1509/−1334 | 3.906/0.243 | |
| Mg-1Ca [20] | As-cast | 1.2 | 0.68 | 500 | 212 | 1350 | - | - | −1620/−1480 | 8.45/3360 | |
| LSP | MgCa0.8 [36] | Extruded | 3.5 | 2.55 | - | 144 | 600 | −55 | 500 | −1388/−1226 | 13.78/12.67 |
| AM50 [37] | As-cast | 0.65 | 0.42 | - | 158 | 800 | - | - | −1520/−1440 | 3/0.5 | |
| AZ31B [19] | Wrought | 0.807 | −0.409 | - | - | - | −136 | 2500 | −1480/−1350 | 80/10 | |
| AZ80 [38] | Hot-rolled | - | - | 25 | - | - | −122 | 1000 | −1445/−1501 | 12.6/2.72 | |
| ZK60 [39] | Extruded | 2.39 | 2.19 | - | - | - | −47.2 | - | −1400/−650 | 13.78/12.67 | |
| BB | MgCa3.0 [16] | Extruded | 0.9 | −2.8 | 1100 | - | - | −100 | 1000 | -/- | -/- |
| MgCa0.8 [40] | Annealed | 0.62 | 0.22 | - | 244 | 100 | −150 | 800 | −1565/−1615 | 125/100 | |
| AZ31B [6] | - | 0.8 | −0.22 | 3100 | - | - | - | - | −1440/−1475 | 900/20 | |
| AZ31 [41] | Annealed | - | - | 940 | - | - | - | - | -/- | -/- | |
| ZX41 [17] | Annealed | 0.129 | - | 240 | 238 | 450 | - | - | −1730/−1600 | 146.5/31.2 | |
| UNSM | AZ31B [42] | Annealed | 0.414 | 0.292 | 400 | 164 | 550 | - | - | −1410/−1300 | 2.67/5.27 |
| AZ31 [43] | Annealed | 56 | 24 | - | - | - | - | - | −1729/−1668 | 14/7 | |
| ZX11 [44] | Annealed | 0.114 | 0.081 | 200 | - | - | - | - | −1496/−1387 | 19.7/71.3 | |
| LZ91 [45] | Annealed | 0.08 | −0.07 | - | 170 | 600 | - | - | −1571/−1556 | 166.5/70.8 | |
| Treated | ||||
|---|---|---|---|---|
| Substrate | Bulk Material Condition | Pulse Energy Density (GW/cm2) | Ecorr (mV) | icorr (μA/cm2) |
| AZ80 [38] | Hot-rolled | 2.18 | −1501 | 2.72 |
| AM50 [37] | As-cast | 3 | −1440 | 0.5 |
| ZK60 [39] | Extruded | 5.1 | −1226 | 12.67 |
| AZ31B [19] | Wrought | 14.8 | −1350 | 10 |
| AM50 [65] | As-cast | 22.8 | −1419 | 19.8 |
| AZ31B [64] | Hot-rolled | 27.2 | −1391 | 13.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos, V.; Uddin, M.; Hall, C. Mechanical Surface Treatments for Controlling Surface Integrity and Corrosion Resistance of Mg Alloy Implants: A Review. J. Funct. Biomater. 2023, 14, 242. https://doi.org/10.3390/jfb14050242
Santos V, Uddin M, Hall C. Mechanical Surface Treatments for Controlling Surface Integrity and Corrosion Resistance of Mg Alloy Implants: A Review. Journal of Functional Biomaterials. 2023; 14(5):242. https://doi.org/10.3390/jfb14050242
Chicago/Turabian StyleSantos, Vincent, Mohammad Uddin, and Colin Hall. 2023. "Mechanical Surface Treatments for Controlling Surface Integrity and Corrosion Resistance of Mg Alloy Implants: A Review" Journal of Functional Biomaterials 14, no. 5: 242. https://doi.org/10.3390/jfb14050242