
The Porosity Design and Deformation Behavior Analysis of Additively Manufactured Bone Scaffolds through Finite Element Modelling and Mechanical Property Investigations

 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Finite Element Modelling
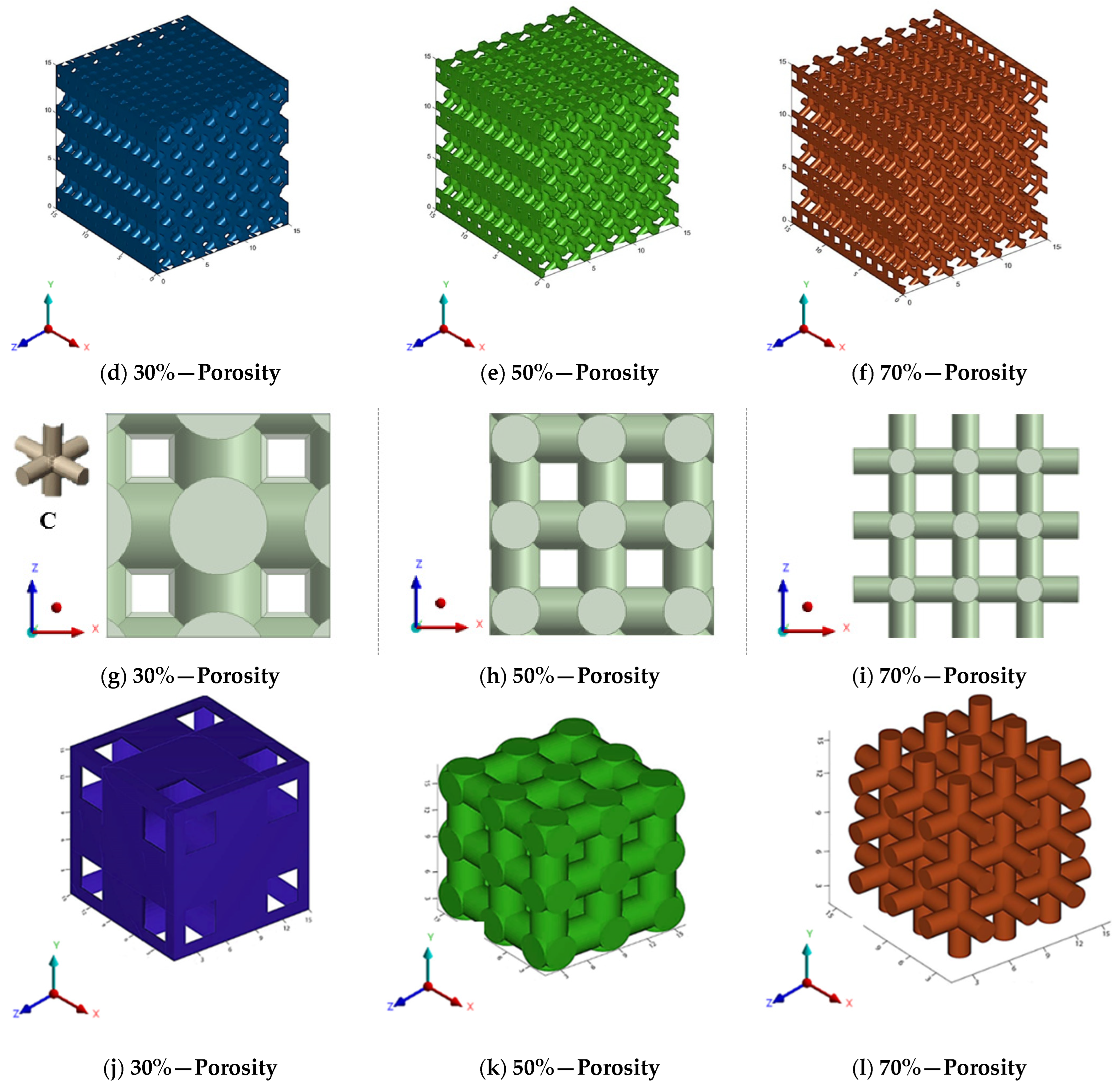
2.1.1. Design of Polymeric Bone Scaffolds
2.1.2. Meshing
2.1.3. Boundary Conditions
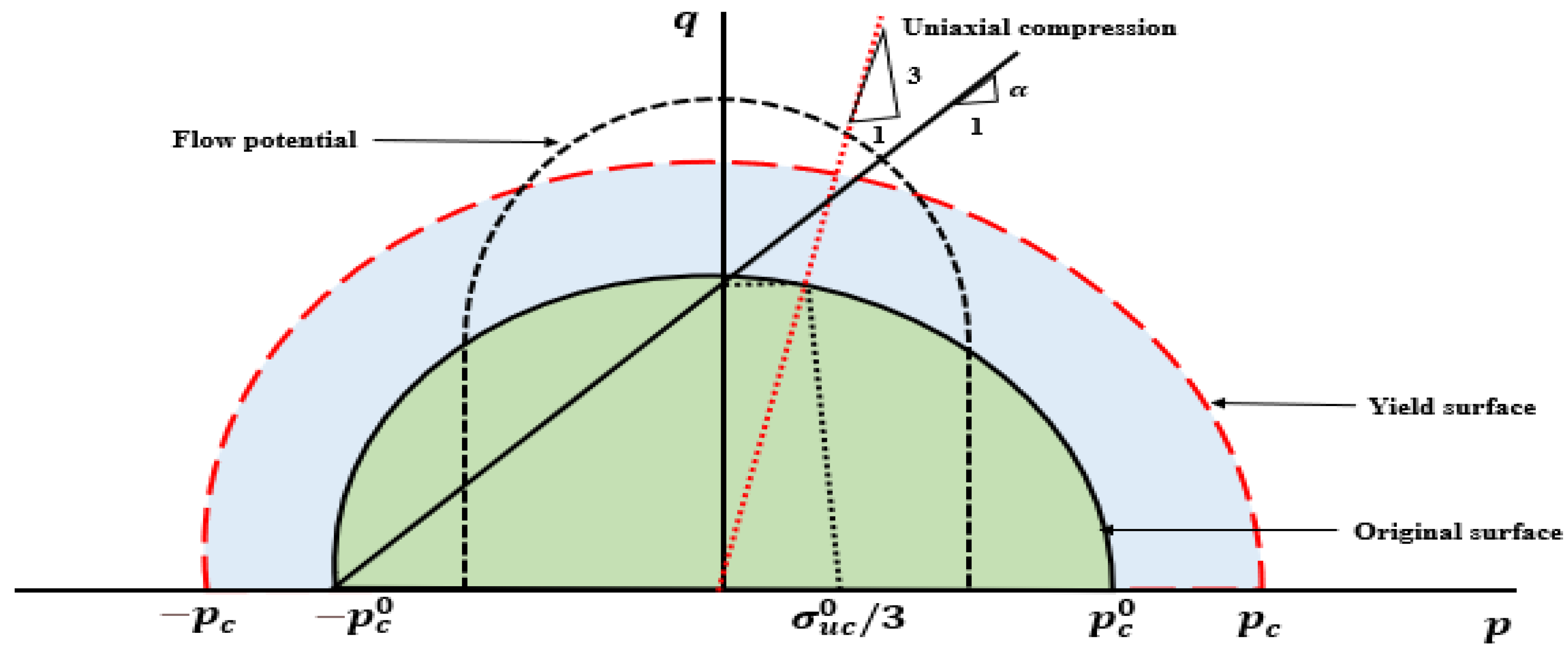
2.1.4. Crushable Foam Plasticity Model
2.2. Experimental Setup
2.2.1. Development of Polymeric Bone Scaffolds and Solid Samples
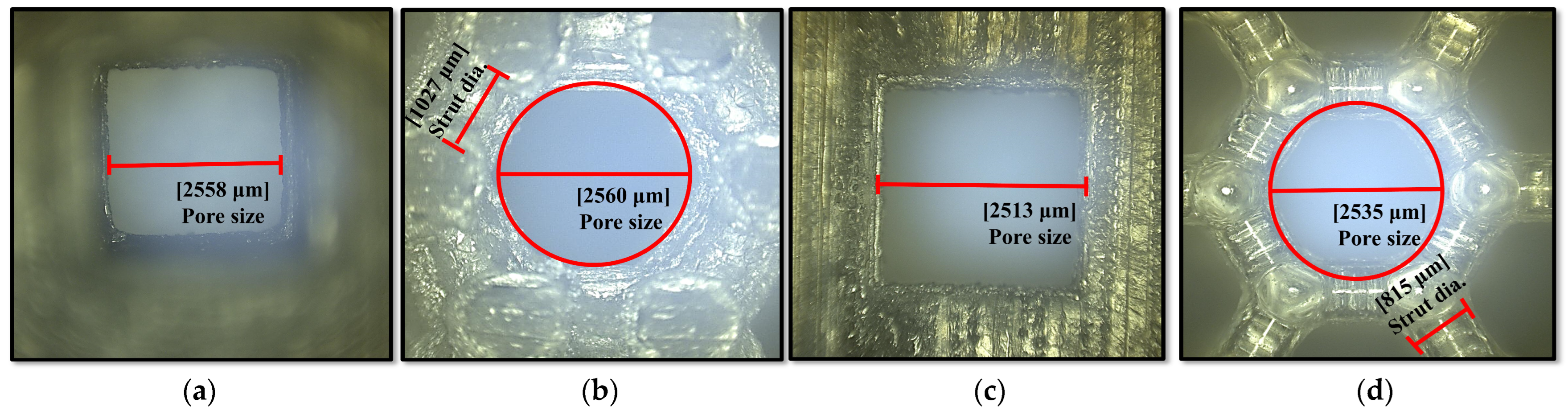
2.2.2. Structural Characterization of Polymeric Bone Scaffolds
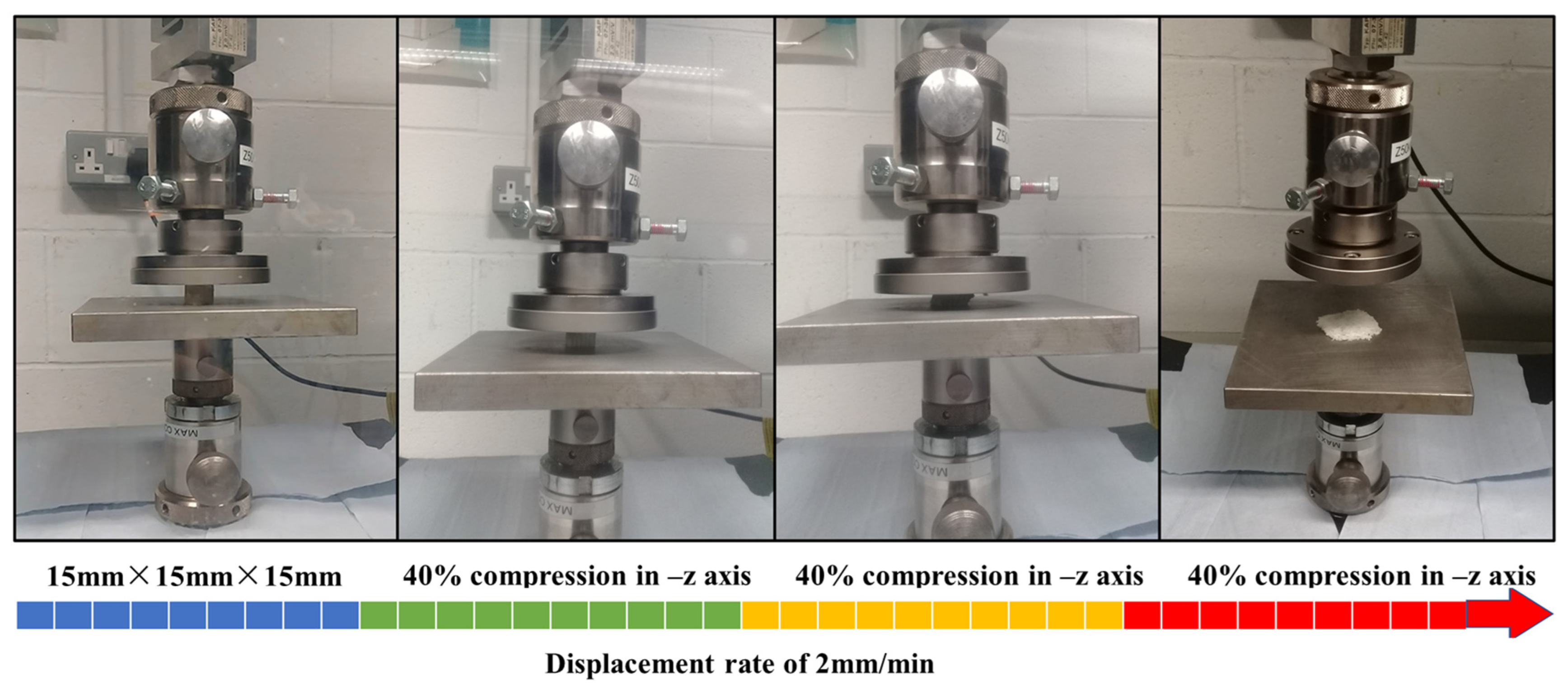
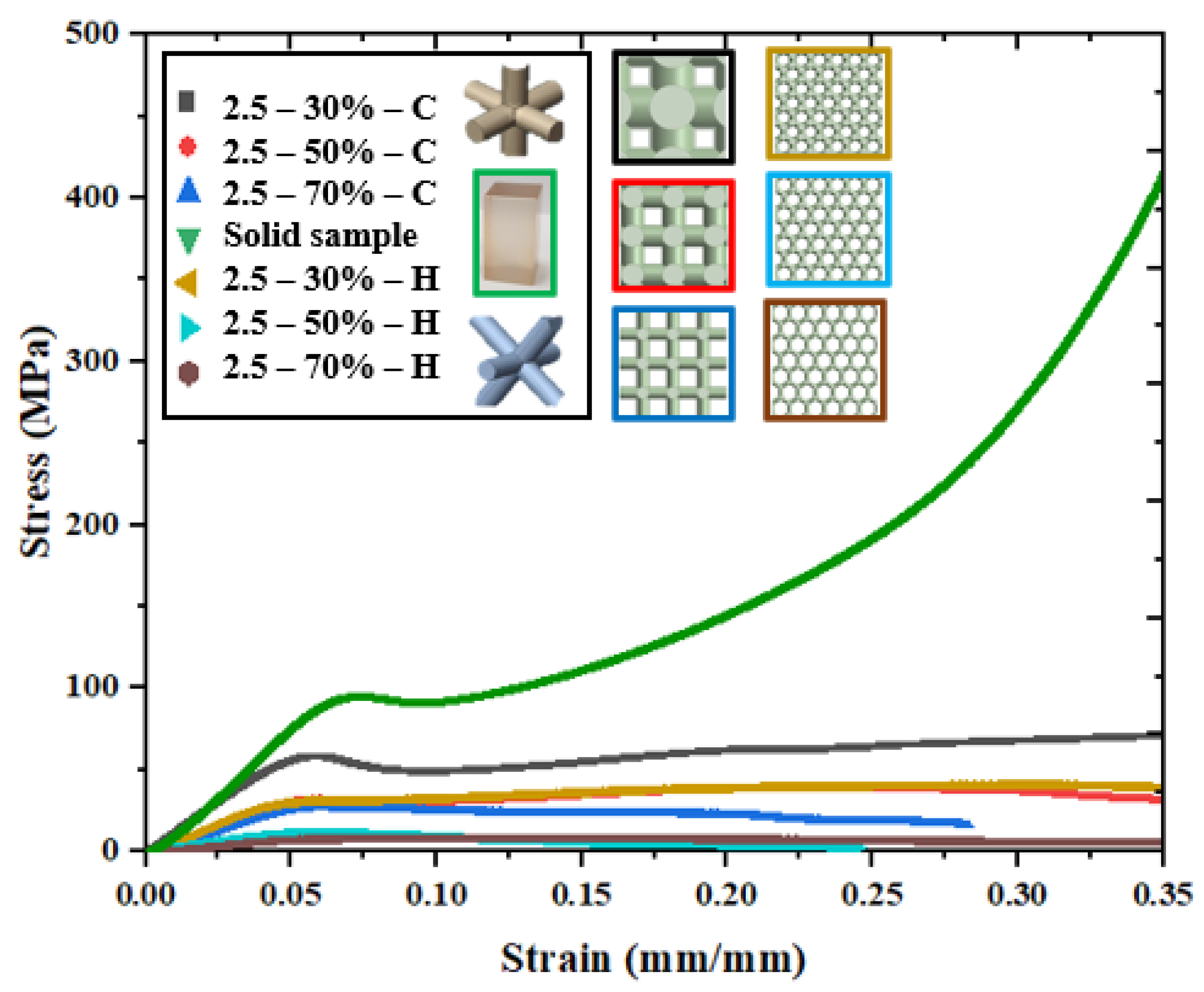
2.2.3. Quasi-Static Compression Testing
3. Results
3.1. Experimental Validation of FE Results
3.2. Deformation in Polymeric Bone Scaffolds
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cheng, A.; Schwartz, Z.; Kahn, A.; Li, X.; Shao, Z.; Sun, M.; Ao, Y.; Boyan, B.D.; Chen, H. Advances in Porous Scaffold Design for Bone and Cartilage Tissue Engineering and Regeneration. Tissue Eng. Part B Rev. 2019, 25, 14–29. [Google Scholar] [CrossRef] [PubMed]
- Lohfeld, S.; Cahill, S.; Doyle, H.; McHugh, P.E. Improving the finite element model accuracy of tissue engineering scaffolds produced by selective laser sintering. J. Mater. Sci. Mater. Med. 2015, 26, 38. [Google Scholar] [CrossRef] [PubMed]
- Verma, R.; Kumar, J.; Singh, N.K.; Rai, S.K.; Saxena, K.K.; Xu, J. Design and Analysis of Biomedical Scaffolds Using TPMS-Based Porous Structures Inspired from Additive Manufacturing. Coatings 2022, 12, 839. [Google Scholar] [CrossRef]
- Mukherjee, S.; Dhara, S.; Saha, P. Design and Additive Manufacturing of Acetabular Implant with Continuously Graded Porosity. Bioengineering 2023, 10, 675. [Google Scholar] [CrossRef] [PubMed]
- Chocholata, P.; Kulda, V.; Babuska, V. Fabrication of scaffolds for bone-tissue regeneration. Materials 2019, 12, 568. [Google Scholar] [CrossRef] [PubMed]
- Pan, C.; Han, Y.; Lu, J. Design and Optimization of Lattice Structures: A Review. Appl. Sci. 2020, 10, 6374. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Montazerian, H.; Darabi, A.C.; Anaraki, A.P.; Ahmadi, S.M.; Zadpoor, A.A.; Schmauder, S. Failure mechanisms of additively manufactured porous biomaterials: Effects of porosity and type of unit cell. J. Mech. Behav. Biomed. Mater. 2015, 50, 180–191. [Google Scholar] [CrossRef] [PubMed]
- Rasheed, S.; Lughmani, W.A.; Obeidi, M.A.; Brabazon, D.; Ahad, I.U. Additive manufacturing of bone scaffolds using polyjet and stereolithography techniques. Appl. Sci. 2021, 11, 7336. [Google Scholar] [CrossRef]
- Chen, S.; Tan, W.S.; Bin Juhari, M.A.; Shi, Q.; Cheng, X.S.; Chan, W.L.; Song, J. Freeform 3D printing of soft matters: Recent advances in technology for biomedical engineering. Biomed. Eng. Lett. 2020, 10, 453–479. [Google Scholar] [CrossRef]
- Gleadall, A.; Ashcroft, I.; Segal, J. VOLCO: A predictive model for 3D printed microarchitecture. Addit. Manuf. 2018, 21, 605–618. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef]
- Choy, S.Y.; Sun, C.N.; Leong, K.F.; Wei, J. Compressive properties of functionally graded lattice structures manufactured by selective laser melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Montazerian, H.; Darabi, A.C.; Zargarian, A.; Schmauder, S. The relationships between deformation mechanisms and mechanical properties of additively manufactured porous biomaterials. J. Mech. Behav. Biomed. Mater. 2017, 70, 28–42. [Google Scholar] [CrossRef] [PubMed]
- Lancea, C.; Chicos, L.A.; Zaharia, S.M.; Pop, M.A. Microstructure and micro-hardness analyses of titanium alloy Ti-6Al-4V parts manufactured by selective laser melting. MATEC Web Conf. 2017, 94, 03009. [Google Scholar] [CrossRef]
- Buican, G.R.; Oancea, G.; Lancea, C.; Pop, M.A. Influence of Layer Thickness on Internal Structure of Parts Manufactured from 316-L Steel Using SLM Technology. Appl. Mech. Mater. 2015, 809, 369–374. [Google Scholar] [CrossRef]
- Buican, G.R.; Oancea, G.; Lancea, C.; Pop, M.A. Some Considerations Regarding Micro Hardness of Parts Manufactured from 316-L Steel Using SLM Technology. Appl. Mech. Mater. 2015, 760, 515–520. [Google Scholar] [CrossRef]
- Türk, D.A.; Brenni, F.; Zogg, M.; Meboldt, M. Mechanical characterization of 3D printed polymers for fiber reinforced polymers processing. Mater. Des. 2017, 118, 256–265. [Google Scholar] [CrossRef]
- Zangana, S.; Epaarachchi, J.; Ferdous, W.; Leng, J. A novel hybridised composite sandwich core with Glass, Kevlar and Zylon fibres–Investigation under low-velocity impact. Int. J. Impact Eng. 2020, 137, 103430. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar] [CrossRef]
- Park, S.I.; Rosen, D.W.; Choi, S.K.; Duty, C.E. Effective mechanical properties of lattice material fabricated by material extrusion additive manufacturing. Addit. Manuf. 2014, 1, 12–23. [Google Scholar] [CrossRef]
- Mahshid, R.; Hansen, H.N.; Højbjerre, K.L. Strength analysis and modeling of cellular lattice structures manufactured using selective laser melting for tooling applications. Mater. Des. 2016, 104, 276–283. [Google Scholar] [CrossRef]
- Moroni, L.; De Wijn, J.R.; Van Blitterswijk, C.A. 3D fiber-deposited scaffolds for tissue engineering: Influence of pores geometry and architecture on dynamic mechanical properties. Biomaterials 2006, 27, 974–985. [Google Scholar] [CrossRef] [PubMed]
- Kadkhodapour, J.; Montazerian, H.; Raeisi, S. Investigating internal architecture effect in plastic deformation and failure for TPMS-based scaffolds using simulation methods and experimental procedure. Mater. Sci. Eng. C 2014, 43, 587–597. [Google Scholar] [CrossRef] [PubMed]
- O’Reilly, A.; Kelly, D.J. Unravelling the Role of Mechanical Stimuli in Regulating Cell Fate During Osteochondral Defect Repair. Ann. Biomed. Eng. 2016, 44, 3446–3459. [Google Scholar] [CrossRef] [PubMed]
- Woo Jung, J.; Yi, H.G.; Kang, T.Y.; Yong, W.J.; Jin, S.; Yun, W.S.; Cho, D.W. Evaluation of the effective diffusivity of a freeform fabricated scaffold using computational simulation. J. Biomech. Eng. 2013, 135, 084501. [Google Scholar] [CrossRef] [PubMed]
- Smith, M.; Guan, Z.; Cantwell, W.J. Finite element modelling of the compressive response of lattice structures manufactured using the selective laser melting technique. Int. J. Mech. Sci. 2013, 67, 28–41. [Google Scholar] [CrossRef]
- Kinzl, M.; Wolfram, U.; Pahr, D.H. Identification of a crushable foam material model and application to strength and damage prediction of human femur and vertebral body. J. Mech. Behav. Biomed. Mater. 2013, 26, 136–147. [Google Scholar] [CrossRef] [PubMed]
- Avalle, M.; Belingardi, G.; Montanini, R. Characterization of polymeric structural foams under compressive impact loading by means of energy-absorption diagram. Int. J. Impact Eng. 2001, 25, 455–472. [Google Scholar] [CrossRef]
- Soltanihafshejani, N.; Bitter, T.; Janssen, D.; Verdonschot, N. Development of a crushable foam model for human trabecular bone. Med. Eng. Phys. 2021, 96, 53–63. [Google Scholar] [CrossRef]
- Rimington, R.P.; Capel, A.J.; Player, D.J.; Bibb, R.J.; Christie, S.D.; Lewis, M.P. Feasibility and Biocompatibility of 3D-Printed Photopolymerized and Laser Sintered Polymers for Neuronal, Myogenic, and Hepatic Cell Types. Macromol. Biosci. 2018, 18, 1800113. [Google Scholar] [CrossRef]
- Currens, E.R.; Armbruster, M.R.; Castiaux, A.D.; Edwards, J.L.; Martin, R.S. Evaluation and optimization of PolyJet 3D-printed materials for cell culture studies. Anal. Bioanal. Chem. 2022, 414, 3329–3339. [Google Scholar] [CrossRef]
- Villath, A.U. Investigation of Surface, Mechanical and Biocompatibility Properties of Post-Processing Methods on 3D Printed Models Intended for Clinical Applications. Ph.D. Thesis, State University of New York at Buffalo, Buffalo, NY, USA, 2017; p. 10283254. [Google Scholar]
- Bracaglia, L.G.; Smith, B.T.; Watson, E.; Arumugasaamy, N.; Mikos, A.G.; Fisher, J.P. 3D printing for the design and fabrication of polymer-based gradient scaffolds. Acta Biomater. 2017, 56, 3–13. [Google Scholar] [CrossRef]
- Castilho, M.; Hochleitner, G.; Wilson, W.; Van Rietbergen, B.; Dalton, P.D.; Groll, J.; Malda, J.; Ito, K. Mechanical behavior of a soft hydrogel reinforced with three-dimensional printed microfibre scaffolds. Sci. Rep. 2018, 8, 1245. [Google Scholar] [CrossRef]
- Hendrikson, W.; van Blitterswijk, C.; Rouwkema, J.; Moroni, L. The use of finite element analyses to design and fabricate three-dimensional scaffolds for skeletal tissue engineering. Front. Bioeng. Biotechnol. 2017, 5, 30. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mesh 1 | Mesh 2 | Mesh 3 | |
|---|---|---|---|
| Polymeric bone scaffold |  |  |  |
| Element size (mm) | 5.0 | 3.0 | 2.0 |
| No. of tetrahedral elements | 333,945 | 656,999 | 1,121,900 |
| Computational time (min) | 15 | 20 | 28 |
| Yield strength (MPA) | 26.57 | 25.54 | 25.47 |
| Mesh 4 | Mesh 5 | Mesh 6 | |
| Polymeric bone scaffold |  |  |  |
| Element size (mm) | 1.0 | 0.8 | 0.6 |
| No. of tetrahedral elements | 3,198,744 | 4,550,711 | 7,472,326 |
| Computational time (min) | 41 | 47 | 72 |
| Yield strength (MPA) | 25.38 | 24.90 | 24.70 |
| Parameters | Values |
|---|---|
| Elastic modulus (GPa) | 1.6 |
| Poison ratio | 0.32 |
| Maximum tensile stress (MPa) | 50 |
| Density (kg/m3) | 1190 |
| Pore Shapes | Porosities (%) | Diff. (%) | Pore Sizes (mm) | Diff. (%) | Strut Diameters (mm) | Diff. (%) | |||
|---|---|---|---|---|---|---|---|---|---|
| Actual | As-Built | Actual | As-Built | Actual | As-Built | ||||
| H | 30 | 29.29 ± 4.05% | 2.37 | 2.50 | 2.56 ± 5.75% | 2.34 | 1.004 | 1.027 ± 1.08% | 2.34 |
| H | 50 | 49.22 ± 3.42% | 1.56 | 2.50 | 2.54 ± 4.05% | 1.57 | 0.802 | 0.815 ± 0.09% | 1.57 |
| H | 70 | 69.45 ± 3.15% | 0.78 | 2.50 | 2.52 ± 4.05% | 0.79 | 0.590 | 0.595 ± 0.08% | 0.78 |
| C | 30 | 29.29 ± 1.33% | 2.37 | 2.50 | 2.56 ± 4.05% | 2.34 | 6.600 | 6.754 ± 0.13% | 2.35 |
| C | 50 | 49.41 ± 1.05% | 1.18 | 2.50 | 2.53 ± 4.05% | 1.18 | 3.280 | 3.319 ± 0.11% | 1.18 |
| C | 70 | 69.72 ± 0.08% | 0.40 | 2.50 | 2.51 ± 4.05% | 0.40 | 1.750 | 1.757 ± 0.09% | 0.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rasheed, S.; Lughmani, W.A.; Khan, M.M.; Brabazon, D.; Obeidi, M.A.; Ahad, I.U. The Porosity Design and Deformation Behavior Analysis of Additively Manufactured Bone Scaffolds through Finite Element Modelling and Mechanical Property Investigations. J. Funct. Biomater. 2023, 14, 496. https://doi.org/10.3390/jfb14100496
Rasheed S, Lughmani WA, Khan MM, Brabazon D, Obeidi MA, Ahad IU. The Porosity Design and Deformation Behavior Analysis of Additively Manufactured Bone Scaffolds through Finite Element Modelling and Mechanical Property Investigations. Journal of Functional Biomaterials. 2023; 14(10):496. https://doi.org/10.3390/jfb14100496
Chicago/Turabian StyleRasheed, Shummaila, Waqas Akbar Lughmani, Muhammad Mahabat Khan, Dermot Brabazon, Muhannad Ahmed Obeidi, and Inam Ul Ahad. 2023. "The Porosity Design and Deformation Behavior Analysis of Additively Manufactured Bone Scaffolds through Finite Element Modelling and Mechanical Property Investigations" Journal of Functional Biomaterials 14, no. 10: 496. https://doi.org/10.3390/jfb14100496