
The Use of IoT for Determination of Time and Frequency Vibration Characteristics of Industrial Equipment for Condition-Based Maintenance

 , , ,
, , ,
Abstract
:1. Introduction
- Use a state-of-the-art IoT platform for development;
- Define modular project-level software decisions;
- Outline methods for collaboration between hardware and software specialists.
- Use of energy-inefficient wireless communication protocols between the sensor and the host [23];
- Justify the choice of a cloud solution;
- Develop the architecture of a digital platform for vibration diagnostics, including a relational database model for storing measurement results;
- Determine the procedure for calibrating linear acceleration sensors;
- Propose a method for processing measurement results based on analysis in the frequency and time domains, which allows the application of a standard for assessing the current state of industrial equipment;
- As a result, prove that combining state-of-the-art information technologies and data analysis methods in the time and frequency domains allows us to achieve solutions qualitatively better than those known before.
2. Materials and Methods
2.1. IoT Platform Software and Hardware Solutions
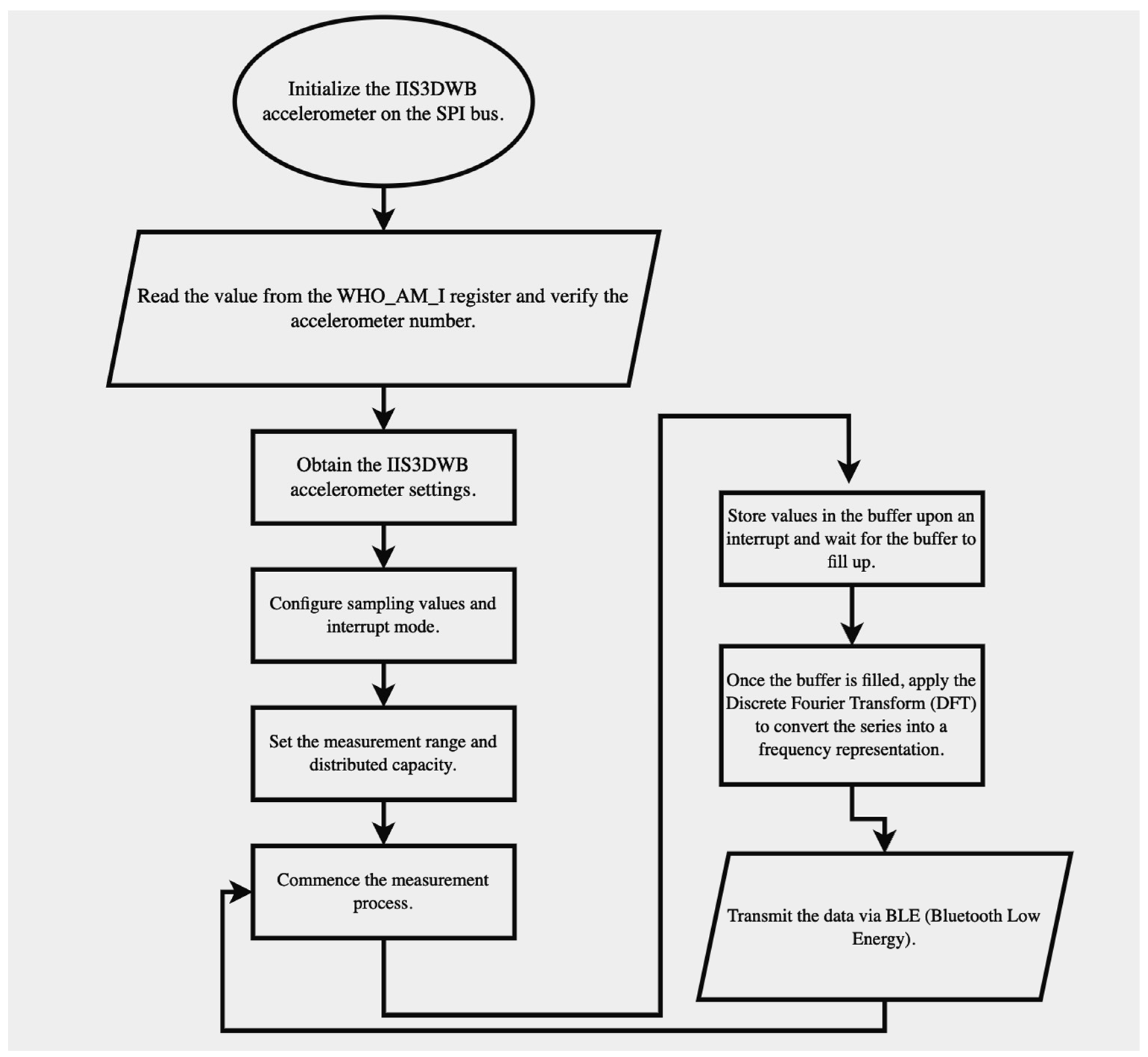
- The autonomous sensor level is responsible for reading vibration acceleration indicators. It is based on an STM32L476 microcontroller and a three-axis digital accelerometer from STMicroelectronics called IIS3DWB [24]. The IIS3DWB capacitive accelerometer is mounted on the monitoring object and connected to the microcontroller via the Serial Peripheral Interface (SPI). It has low power consumption, high resolution (16 bits), and a reprogrammable measurement range of ±2 g, ±4 g, ±8 g, and ±16 g. The measurement result is read byte by byte in the form of 16-bit data. IIS3DWB has a bandwidth ranging from 0.05 to 6000 Hz, enabling it to capture vibrations with frequencies up to 1000 Hz. The IIS3DWB accelerometer saves the resulting calibration values in its OFFSET registers for automatic error compensation. Each OFFSET register’s content is added to the measured acceleration value along the respective axis, and the resulting values are then stored in the DATA registers. Depending on the measurement frequency, these sensors are designed for autonomous operation for 6–12 months. We use BLE (Bluetooth Low Energy) digital wireless data transmission technology to transmit data from the sensor to the hub level, ensuring low energy consumption.
- The hub layer is deployed on a device using a single-board microcomputer called the BeagleBone® AI, which is designed to run artificial intelligence algorithms. This layer receives data from the autonomous sensor layer and transmits it to the server layer. Depending on the selected analysis algorithm, it may pre-process data before transmission, significantly reducing the server’s load.
- The server layer offers an API that allows clients and third-party services to interact with the sensor structure and data. The Microsoft cloud platform Azure IoT Suite [25] provides infrastructure for creating and managing applications in the cloud. The Azure Internet of Things Suite is a comprehensive service that leverages the full capabilities of Azure to establish connections with devices. It effectively captures a diverse range of data generated by these devices. Through seamless integration and organization, the suite manages and analyzes the data, presenting it in a format that facilitates informed decision-making. We selected Microsoft Azure IoT for further implementation because this platform provides well-established solutions, and its budget requirements are feasible for startups in the initial phase.
2.2. Digital Platform Database
- AverageValue—average values of measurement results by sensors, such as average rotation speed;
- Sensor—data about sensors: sensor identifier, name;
- SensorValue—data on current and historical measurement results: timestamp (Timestamp) and result (Value);
- Things—data about the equipment on which the sensors are installed: name and location.
- The definitions of relationships between entities are presented as follows:
- The «Sensor» entity is related to the «AverageValue» entity by the ratio «1: N»—each sensor has many numerical indicators;
- The «Sensor» entity is related to the «SensorValue» entity by a «1: N» relationship—each sensor has many measurement results;
- The «Thing» entity is related to the «Sensor» entity by a «1: N» relationship—each piece of industrial equipment can have many sensors.
2.3. The Bench Equipment and Measurement Algorithm
- (a)
- A testbed base;
- (b)
- A load node that replicates the behavior of the generator;
- (c)
- A test node that replicates the behavior of the electric motor, with a vibration sensor mount;
- (d)
- A power supply unit which provides power for the whole testbed;
- (e)
- A user control panel with a sensor display for visualization and control of motor speed;
- (f)
- A testbed controller unit, which controls motors and the user control panel.
2.4. Sensor Calibration Procedure
- Measuring energy consumption in all potential work conditions;
- Lengthy testing of sensors in field conditions.
2.5. The Method of Processing Measurement Results
- Primary statistical data processing.
- —measurement results of j points.
- 2
- Allan deviation analysis provides excellent differentiation between the particular noise types. We use the Allan transform to quickly check whether the measurement results are consistent with «white» noise, as proposed in the paper [26]. The formula for calculating the Allan variance under the condition of a uniform polling step is as follows:where L—the total number of measurements;
- l—total number of measurements in the averaging interval ;
- —measurement result at time .
- 3
- For noise spectral density analysis:where —Fourier series coefficients.
- 4
- One of the main reasons for the accelerometer’s systematic errors is the temperature-dependence of its characteristics [24]. When integrating to calculate the vibration speed, these errors quickly accumulate and give an utterly unreliable result. To determine the root-mean-square of the vibration velocity (), as recommended by standard ISO 20816-1:2016, we use the integration of the measured vibration acceleration () with a correction for the moving average of the vibration acceleration () and vibration velocity ():where —gravitational acceleration, = 9.8 m/s2;
- —raw acceleration data, ;
- —calculated values of the vibration acceleration with acceleration offset compensation, m/s2;
- —calculated values of the vibration velocity without velocity offset compensation, m/s2;
- —calculated values of the vibration velocity with velocity offset compensation, m/s2;
- —variable that specifies the half-width of the time window for which averaging and offset compensation is performed.
2.6. Comparison with Analogs
- The adaptive Kalman filter and Allan variance method used for Inertial Measurement with Unit MPU6050. This method is based on the dynamic noise model [22].
- The compact and low-powered MEMS accelerometer and microcontroller with wireless connectivity and a run time of approximately eight hours [23].
- A budget-friendly vibration measurement system dedicated to assessing the condition of construction structures [12].
3. Results
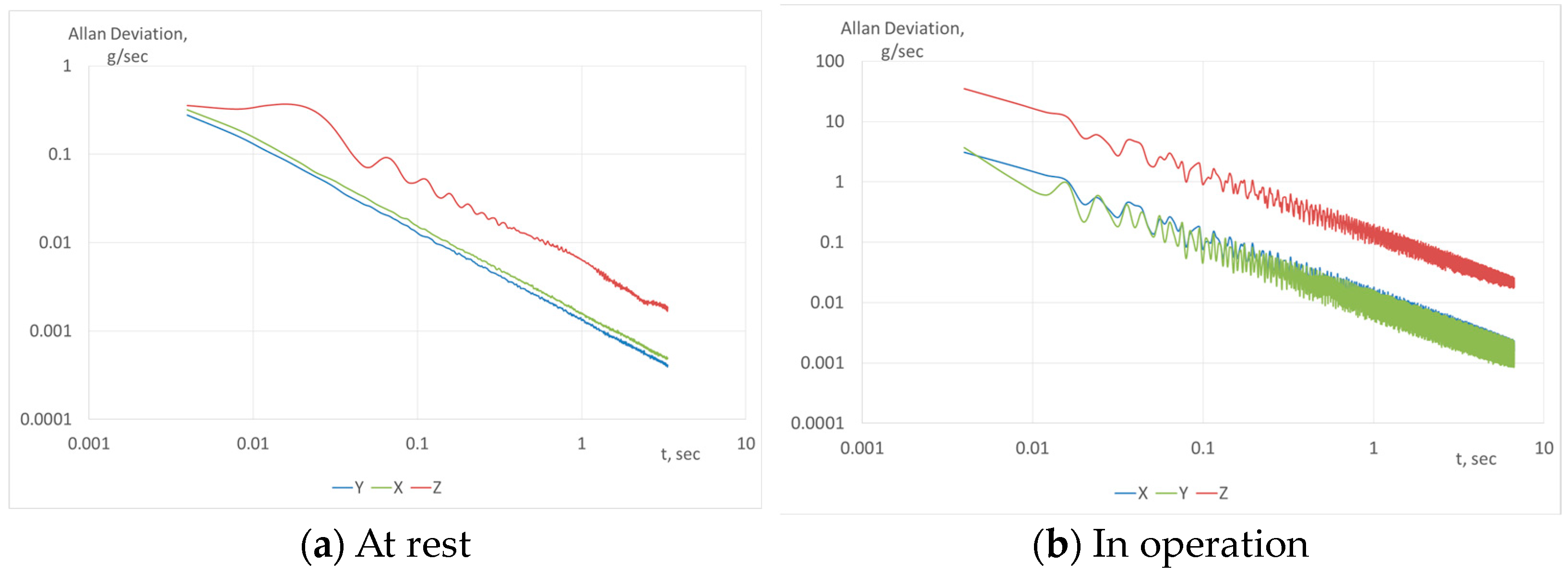
- Using Allan variation, it is easy to eliminate the systematic error in estimating the statistical characteristics of the original series, while for uncorrelated data, the variance estimate will be unbiased. The presence of any periodic function will be displayed on the plot of the Allan variance versus time (Figure 8).
- 2.
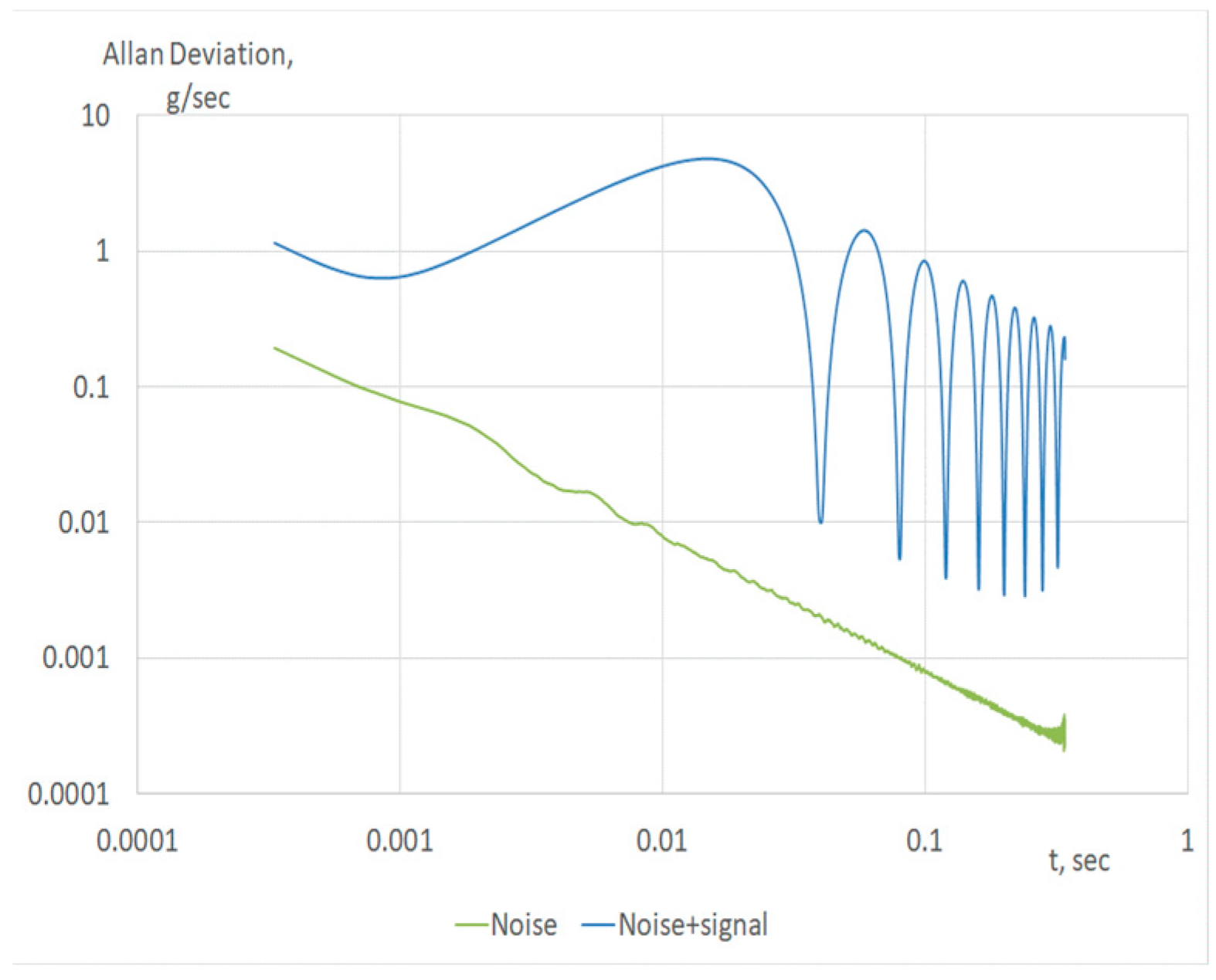
- The noise spectral density analysis allows us to study the problem in the frequency domain. In the numerical simulation, the dependence of the results of the Fourier transform in the presence of an additive mixture of a single valid periodic signal (50 Hz) and noise of various intensities looks like Figure 10.
- 3.
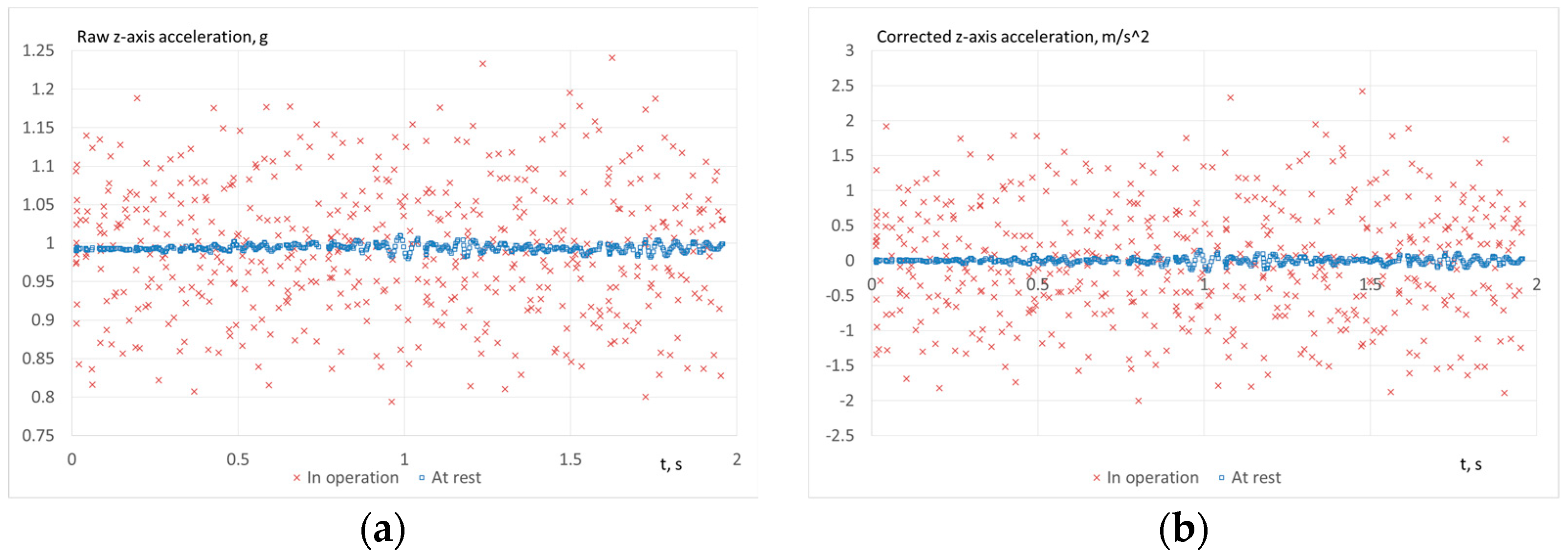
- Despite pre-calibration, the raw data contains a significant bias error. With the standard placement of the MEMS accelerometer, the sensor along the z-axis, which is the least accurate due to the technological constraints of production, measures the value of the proper acceleration (Figure 12a). This error is integrated without compensation (5), leading to unreliable results. Moving average compensation removes this bias (Figure 12b).
- 4.
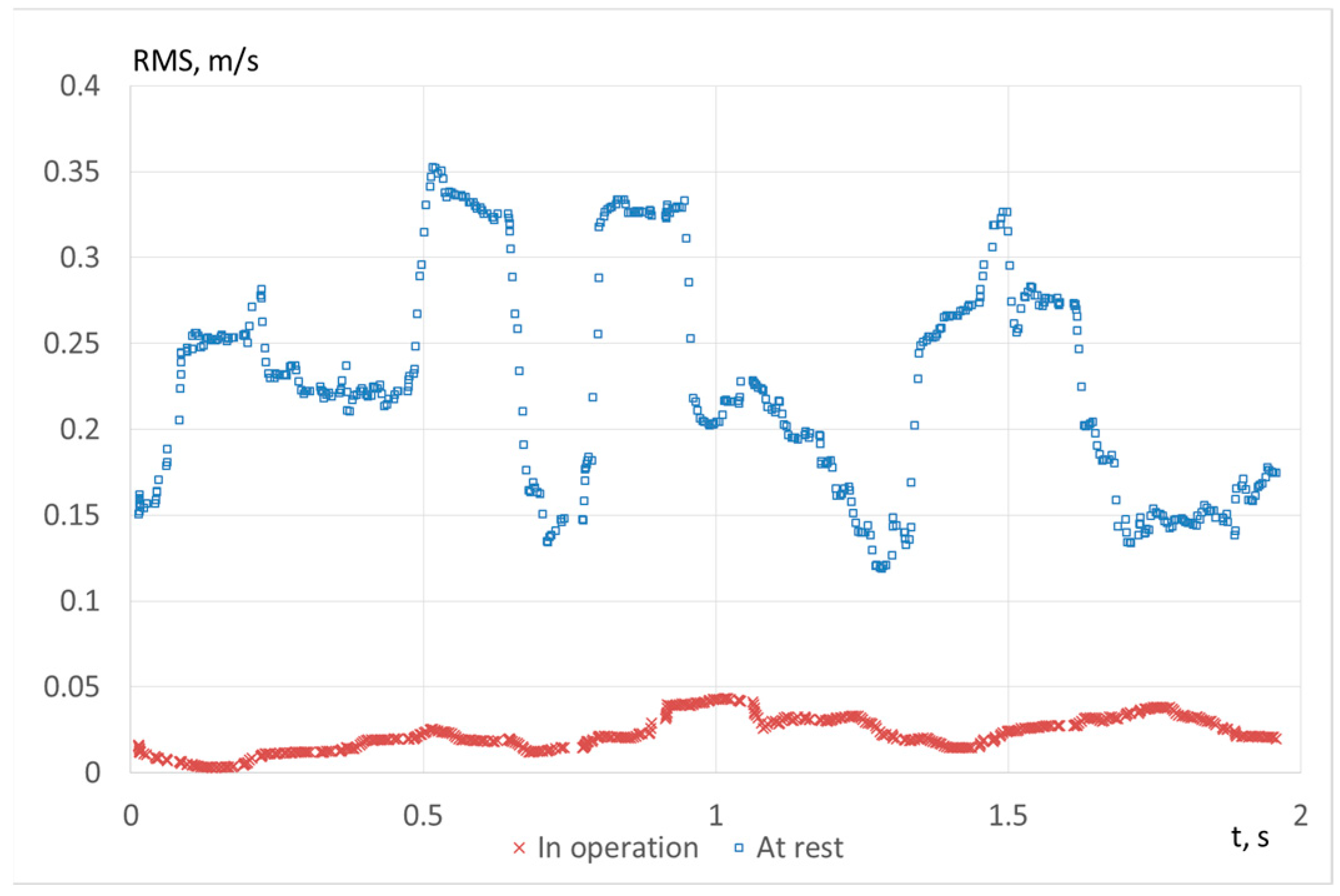
- The vibration velocity RMS calculation according to Equation (6) gives the following results. The algorithm given in Section 2.5 confirms that the controlled industrial equipment is in good condition. The calculated RMS value of the vibration velocity corresponds to the recommendations for determining the boundaries of the vibration state zones according to the standard ISO 20816-1:2016. As a result, we have the following:
- The standard sets the limit of normal operation for low-power systems as “vibration velocity no more than 0.6 mm/s”;
- With a time window width of = 0.1 s, the measuring system fixes velocity at no more than 0.05 mm/s at rest and no more than 0.35 mm/s during operation (Figure 14);
- Extending the time window width from 0.1 s to 1.6 s does not significantly improve the vibration velocity estimations (Table 1). It can be assumed that the time window length should be within 0.1–1 s. The experimental estimates of Allan’s variation (Figure 9) and the results of the Fourier transform (Figure 11) fully correspond to this decision.
4. Discussion
- We utilize the specialized IIS3DWB smart accelerometer from STM, designed explicitly for vibration diagnostics, enabling an increased frequency range of measurements up to 6000 Hz.
- Using low energy consumption BLE and the STM32 microcontroller, we obtain a long period of autonomous work (up to one year). For comparison, prototype systems need to recharge every 8–12 h.
- We offer a method for integrating the measured vibration acceleration with a correction for the moving average of the vibration acceleration and vibration velocity, to move from the directly measured vibration acceleration to the vibration velocity RMS value recommended by the ISO 20816-1:2016 standard.
5. Conclusions
- Optimal distribution of solved tasks across the three levels of the IoT system;
- Reduction of the computational complexity of the algorithms in order to execute them at a lower level, increase autonomy at a low level and reduce the load on communication channels.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Arithmetic means of the measurements | |
| Allan variance | |
| Time between measurements | |
| Total number of measurements | |
| Total number of measurements in the averaging interval | |
| Measurement result at the time | |
| Fourier series coefficients | |
| Gravitational acceleration | |
| Raw acceleration data, g | |
| Calculated values of the vibration acceleration with acceleration offset compensation, m/s2 | |
| Calculated values of the vibration velocity without velocity offset compensation, m/s2 | |
| Calculated values of the vibration velocity with velocity offset compensation, m/s2 | |
| Abbreviations | |
| BLE | Bluetooth Low Energy |
| IoT | Internet of things |
| CBM | Condition-based maintenance |
| PM | Predictive Maintenance |
| MEMS | Micro-electromechanical systems |
| RMS | Root mean square |
| SPI | Serial Peripheral Interface |
| MA | Moving average |
| SD | Standard deviation |
| I2C | Inter-Integrated Circuit |
| VA | Vibration acceleration |
| ADC | Analog-to-digital converter |
| DBMS | Database management system |
| DFT | Discrete Fourier transform |
References
- Chen, X.; Han, T. Disruptive technology forecasting based on Gartner hype cycle. In Proceedings of the 2019 IEEE Technology & Engineering Management Conference (TEMSCON), Atlanta, GA, USA, 12–14 June 2019; IEEE: Piscataway Township, NJ, USA, 2019. [Google Scholar] [CrossRef]
- Fessenmayr, F.; Benfer, M.; Gartner, P.; Lanza, G. Selection of traceability-based, automated decision-making methods in global production networks. Procedia CIRP 2022, 107, 1349–1354. [Google Scholar] [CrossRef]
- Rajagopal, N.K.; Qureshi, N.I.; Durga, S.; Ramirez-Asis, E.H.; Huerta-Soto, R.M.; Gupta, S.K.; Deepak, S.; Ahmad, M. Future of Business Culture: An Artificial Intelligence-Driven Digital Framework for Organization Decision-Making Process. Complexity 2022, 2022, 7796507. [Google Scholar] [CrossRef]
- Mei, J.; Zheng, G.; Zhu, L. Governance mechanisms implementation in the evolution of digital platforms: A case study of the Internet of Things platform. RD Manag. 2022, 52, 498–516. [Google Scholar] [CrossRef]
- Umair, M.; Cheema, M.A.; Cheema, O.; Li, H.; Lu, H. Impact of COVID-19 on IoT Adoption in Healthcare, Smart Homes, Smart Buildings, Smart Cities, Transportation and Industrial IoT. Sensors 2021, 21, 3838. [Google Scholar] [CrossRef] [PubMed]
- Neves da Rocha, F.; Pollock, N. Innovating in digital platforms: An integrative approach. In Proceedings of the 21st International Conference on Enterprise Information Systems, Heraklion, (ICEIS 2019), Crete, Greece, 3–5 May 2019; ICEIS: Crete, Greece, 2019; Volume 2, pp. 505–515. [Google Scholar] [CrossRef]
- Tao, F.; Xiao, B.; Qi, Q.; Cheng, J.; Ji, P. Digital twin modeling. J. Manuf. Syst. 2022, 64, 372–389. [Google Scholar] [CrossRef]
- Sánchez, R.V.; Siguencia, J.F.; Villacís, M.; Cabrera, D.; Cerrada, M.; Heredia, F. Combining Design Thinking and Agile to Implement Condition Monitoring System: A Case Study on Paper Press Bearings. IFAC Papers OnLine 2022, 55, 187–192. [Google Scholar] [CrossRef]
- Ingemarsdotter, E.; Kambanou, M.L.; Jamsin, E.; Sakao, T.; Balkenende, R. Challenges and Solutions in condition-based maintenance implementation—A multiple case study. J. Clean. Prod. 2021, 296, 126420. [Google Scholar] [CrossRef]
- Nata, C.; Laurence; Hartono, N.; Cahyadi, L. Implementation of Condition-based and Predictive-based Maintenance using Vibration Analysis. In Proceedings of the 2021 4th International Conference of Computer and Informatics Engineering (IC2IE), Depok, Indonesia, 14–15 September 2021; IEEE: Piscataway Township, NJ, USA, 2021; pp. 90–95. [Google Scholar] [CrossRef]
- Yuan, X.; He, Y.; Wan, S.; Qiu, M.; Jiang, H. Remote vibration monitoring and fault diagnosis system of synchronous motor based on internet of things technology. Artif. Intell. Edge Comput. Mob. Inf. Syst. 2021, 2021, 3456624. [Google Scholar] [CrossRef]
- Villacorta, J.J.; del-Val, L.; Martínez, R.D.; Balmori, J.-A.; Magdaleno, Á.; López, G.; Izquierdo, A.; Lorenzana, A.; Basterra, L.-A. Design and Validation of a Scalable, Reconfigurable and Low-Cost Structural Health Monitoring System. Sensors 2021, 21, 648. [Google Scholar] [CrossRef] [PubMed]
- IEEE 1451.0-2007—IEEE Standard for a Smart Transducer Interface for Sensors and Actuators—Common Functions, Communication Protocols, and Transducer Electronic Data Sheet (TEDS) Formats//CFAT—Common Functionality and TEDS Working Group. Available online: https://standards.ieee.org/ieee/1451.0/3441/ (accessed on 14 June 2023).
- Martínez, J.; Asiain, D.; Beltrán, J.R. Self-Calibration Technique with Lightweight Algorithm for Thermal Drift Compensation in MEMS Accelerometers. Micromachines 2022, 13, 584. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, X.; Jin, X.; Su, T.; Kong, J.; Zhang, B. Adaptive filtering for MEMS gyroscope with dynamic noise model. ISA Trans. 2020, 101, 430–441. [Google Scholar] [CrossRef] [PubMed]
- ISO 16063-11:1999; Methods for the Calibration of Vibration and Shock Transducers—Part 11: Primary Vibration Calibration by Laser Interferometry. International Organization for Standardization (ISO): Geneva, Switzerland, 1999; 27p. Available online: https://www.iso.org/ru/standard/24951.html (accessed on 14 June 2023).
- Larsonnier, F.; Rouillé, G.; Bartoli, C.; Klaus, L.; Begoff, P. Comparison on seismometer sensitivity following ISO 16063-11 standard. In Proceedings of the 19th International Congress of Metrology, Paris, France, 24–26 September 2019; p. 27003. [Google Scholar] [CrossRef]
- Bilgic, E. Determination of Pulse Width and Pulse Amplitude Characteristics of Materials Used in Pendulum Type Shock Calibration Device. Acta Phys. Pol. 2017, 132, 857–860. [Google Scholar] [CrossRef]
- IEEE Std 1554-2005; 1554-2005—IEEE Recommended Practice for Inertial Sensor Test Equipment, Instrumentation, Data Acquisition, and Analysis. IEEE: Piscataway Township, NJ, USA, 2013. [CrossRef]
- Hayouni, M.; Vuong, T.-H.; Choubani, F. Wireless IoT universal approach based on Allan variance method for detection of artificial vibration signatures of a DC motor’s shaft and reconstruction of the reference signal. IET Wirel. Sens. Syst. 2022, 12, 81–92. [Google Scholar] [CrossRef]
- Kumari, S.; Raj, R.; Komati, R. A Thing Speak IoT Based Vibration Measurement and Monitoring System Using an Accelerometer sensor. Int. J. Res. Appl. Sci. Eng. Technol. 2021, 9, 1249–1258. [Google Scholar] [CrossRef]
- Koene, I.; Klar, V.; Viitala, R. IoT connected device for vibration analysis and measurement. HardwareX 2020, 7, e00109. [Google Scholar] [CrossRef]
- Villarroel, A.; Zurita, G.; Velarde, R. Development of a Low-Cost Vibration Measurement System for Industrial Applications. Machines 2019, 7, 12. [Google Scholar] [CrossRef]
- IIS3DWB—Ultra-Wide Bandwidth, Low-Noise, 3-Axis Digital Vibration Sensor. Datasheet—Production Data. Available online: https://www.st.com/resource/en/datasheet/iis3dwb.pdf (accessed on 14 June 2023).
- Tragos, E.Z.; Pöhls, H.C.; Staudemeyer, R.C.; Slamanig, D.; Kapovits, A.; Suppan, S.; Fragkiadakis, A.; Baldini, G.; Neisse, R.; Langendörfer, P.; et al. Building the Hyperconnected Society. In Securing the Internet of Things; River Publishers: Aalborg, Denmark, 2015; Available online: https://www.researchgate.net/publication/289253024_Building_the_Hyperconnected_Society (accessed on 14 June 2023).
- Wilk, M.B. The Shapiro Wilk and Related Tests for Normality. 2015. Available online: https://math.mit.edu/~rmd/465/shapiro.pdf (accessed on 14 June 2023).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| , s | Max(RMS), m/s |
|---|---|
| 0.1 | 0.35 |
| 0.2 | 0.28 |
| 0.4 | 0.26 |
| 0.8 | 0.25 |
| 1.6 | 0.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Turkin, I.; Leznovskyi, V.; Zelenkov, A.; Nabizade, A.; Volobuieva, L.; Turkina, V. The Use of IoT for Determination of Time and Frequency Vibration Characteristics of Industrial Equipment for Condition-Based Maintenance. Computation 2023, 11, 177. https://doi.org/10.3390/computation11090177
Turkin I, Leznovskyi V, Zelenkov A, Nabizade A, Volobuieva L, Turkina V. The Use of IoT for Determination of Time and Frequency Vibration Characteristics of Industrial Equipment for Condition-Based Maintenance. Computation. 2023; 11(9):177. https://doi.org/10.3390/computation11090177
Chicago/Turabian StyleTurkin, Ihor, Viacheslav Leznovskyi, Andrii Zelenkov, Agil Nabizade, Lina Volobuieva, and Viktoriia Turkina. 2023. "The Use of IoT for Determination of Time and Frequency Vibration Characteristics of Industrial Equipment for Condition-Based Maintenance" Computation 11, no. 9: 177. https://doi.org/10.3390/computation11090177