
Simulation of a Ship’s Block Panel Assembly Process: Optimizing Production Processes and Costs through Welding Robots


Abstract
:1. Introduction
2. Methods
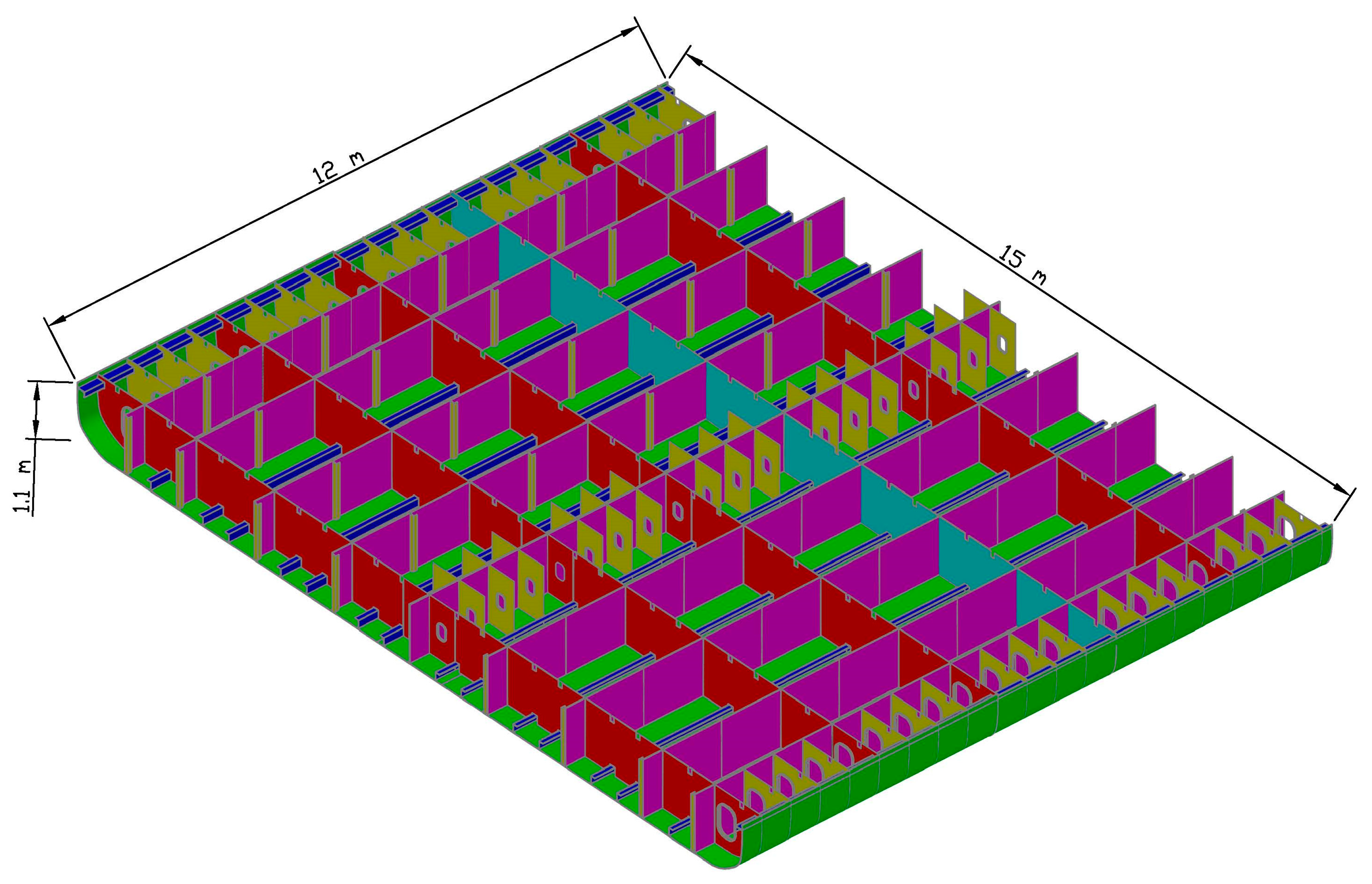
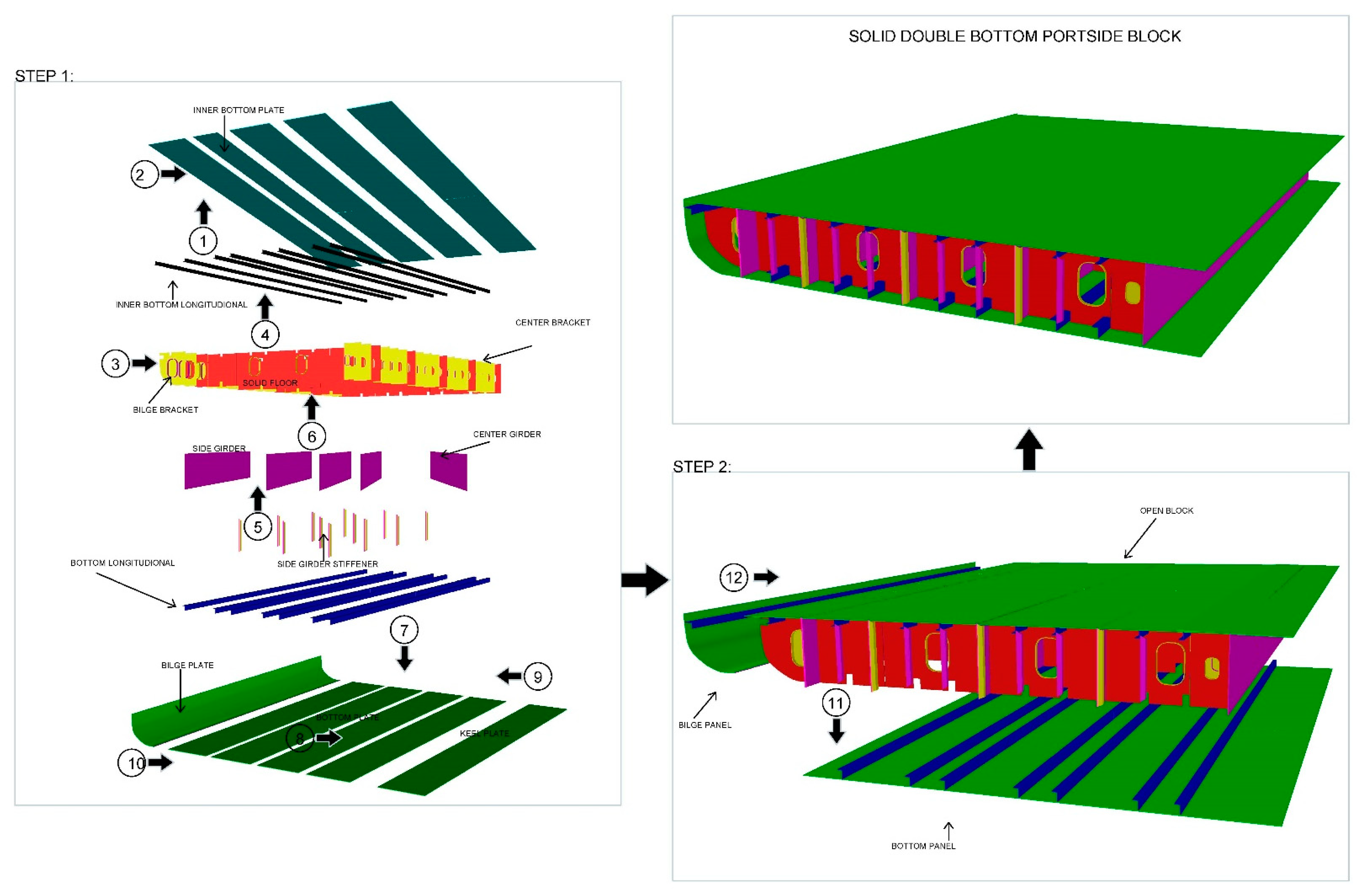
2.1. Ship’s Double-Bottom Construction
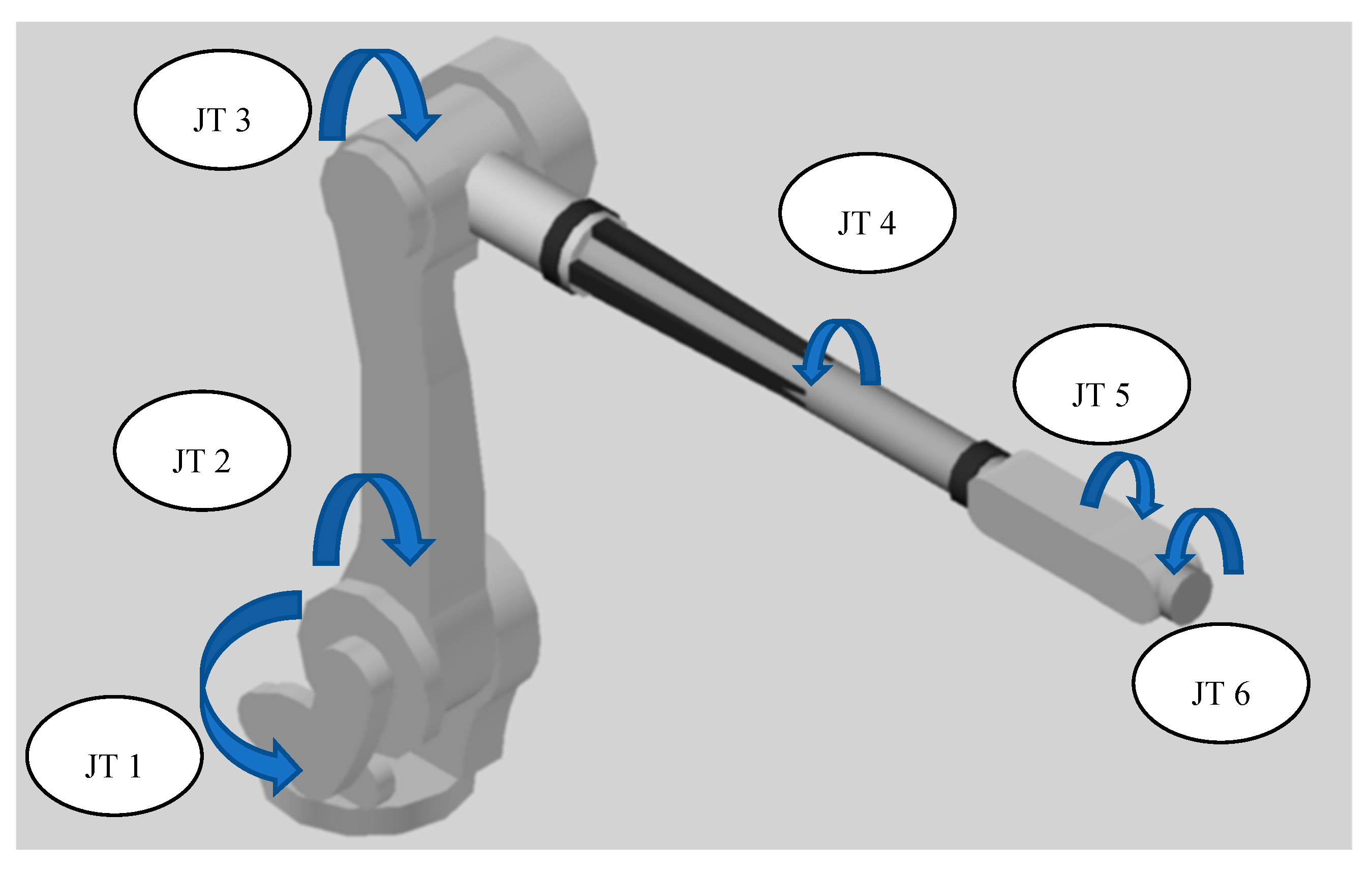
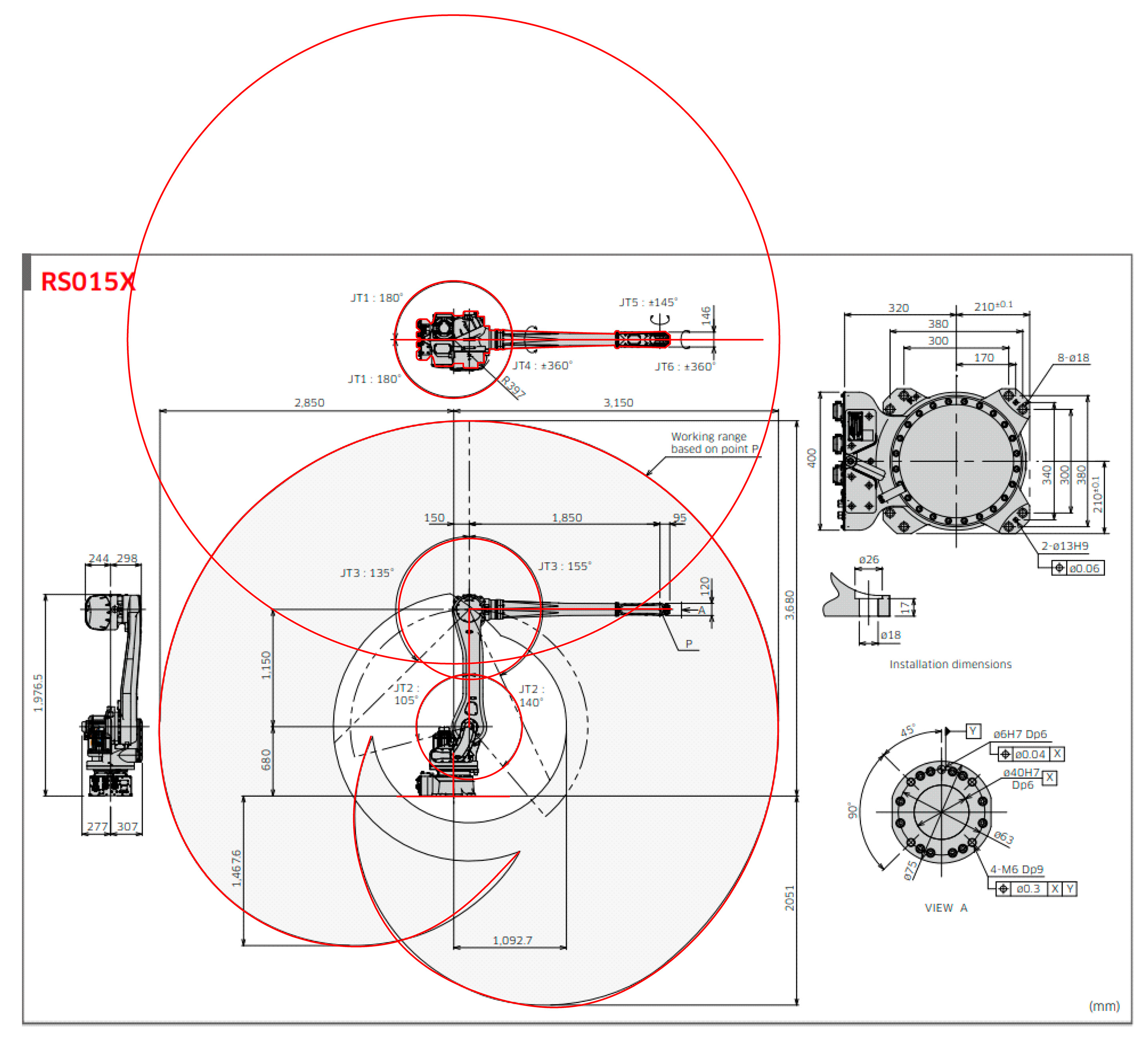
2.2. Robotic Welding Specifications Used for Simulation
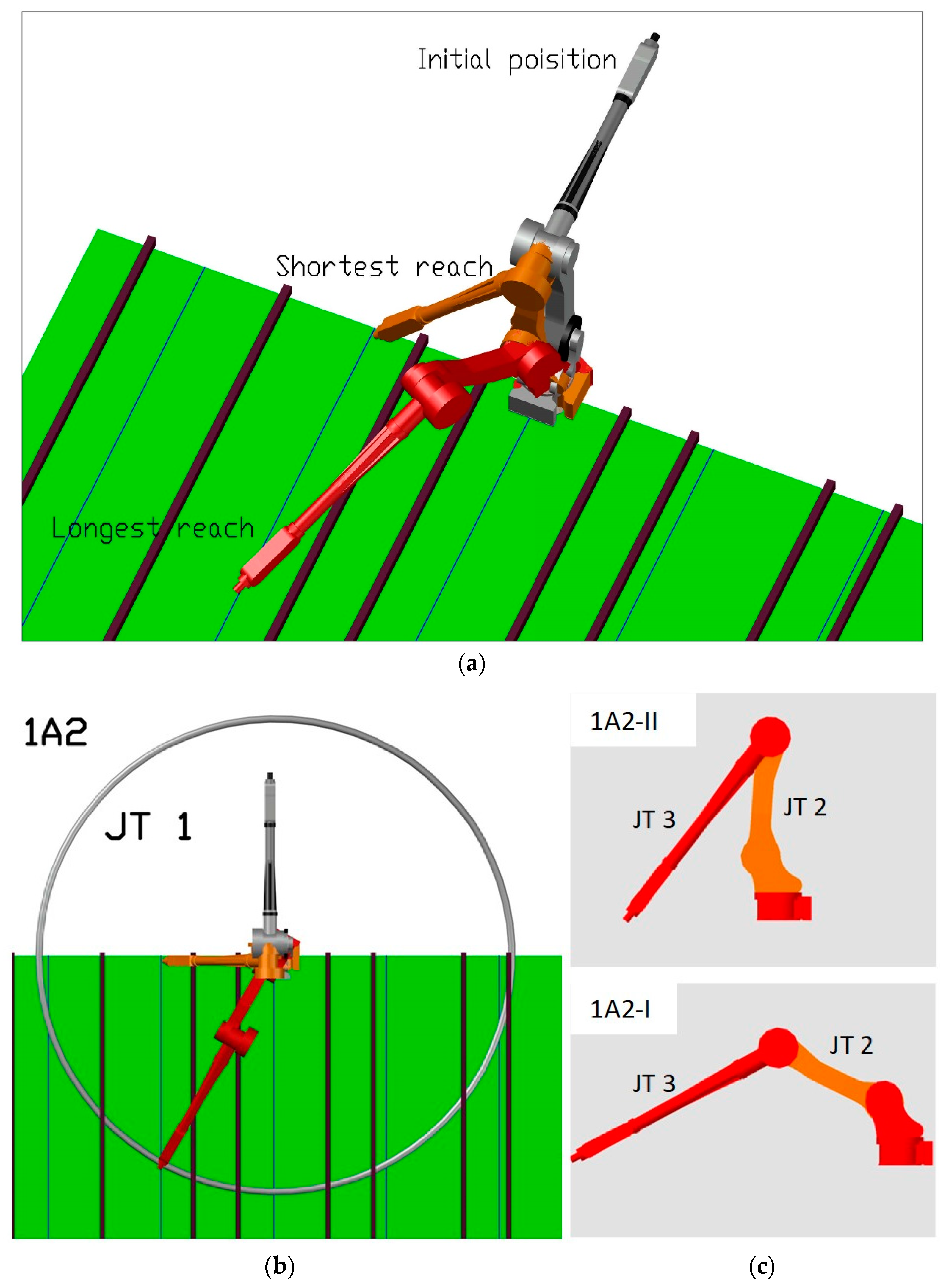
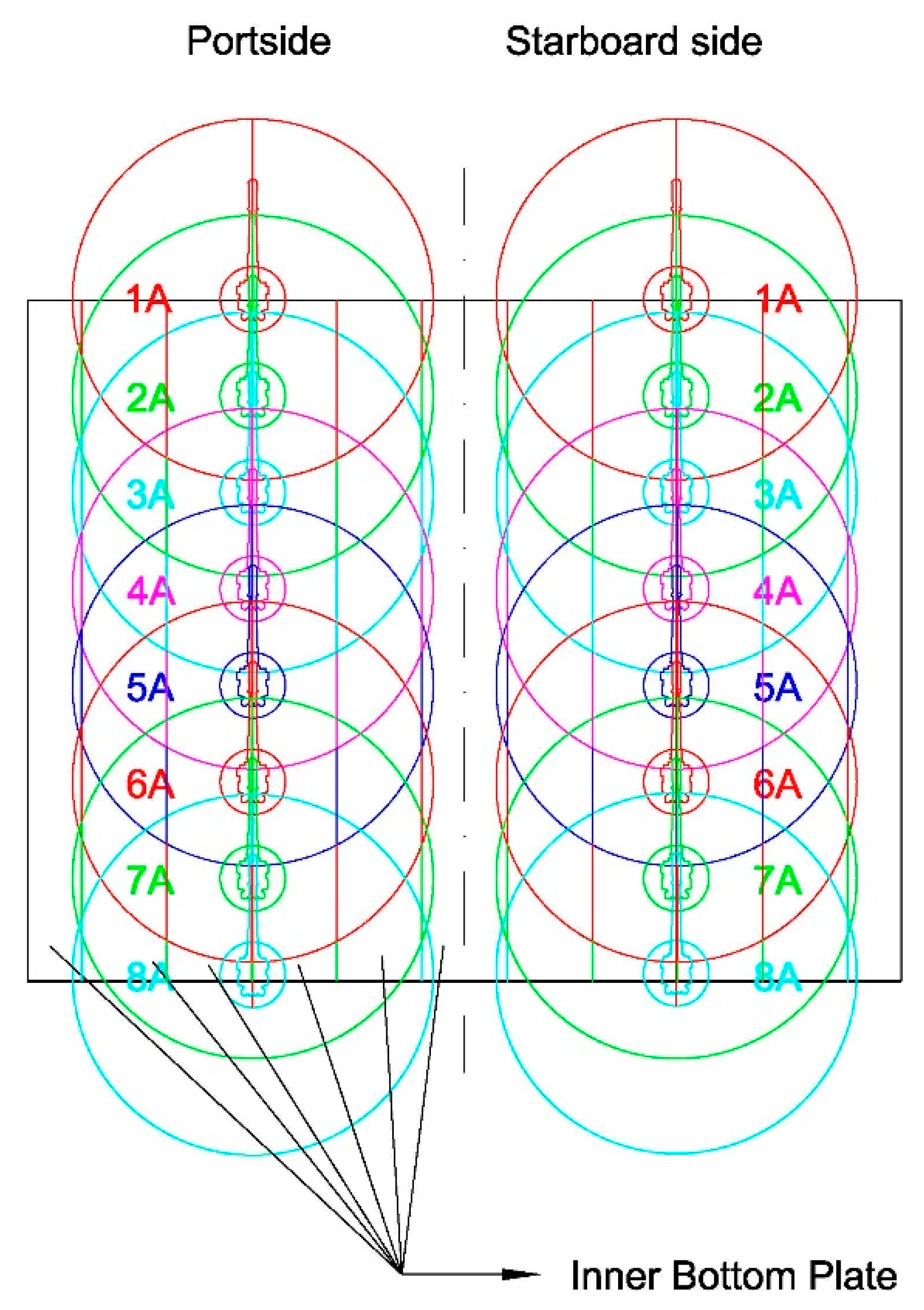
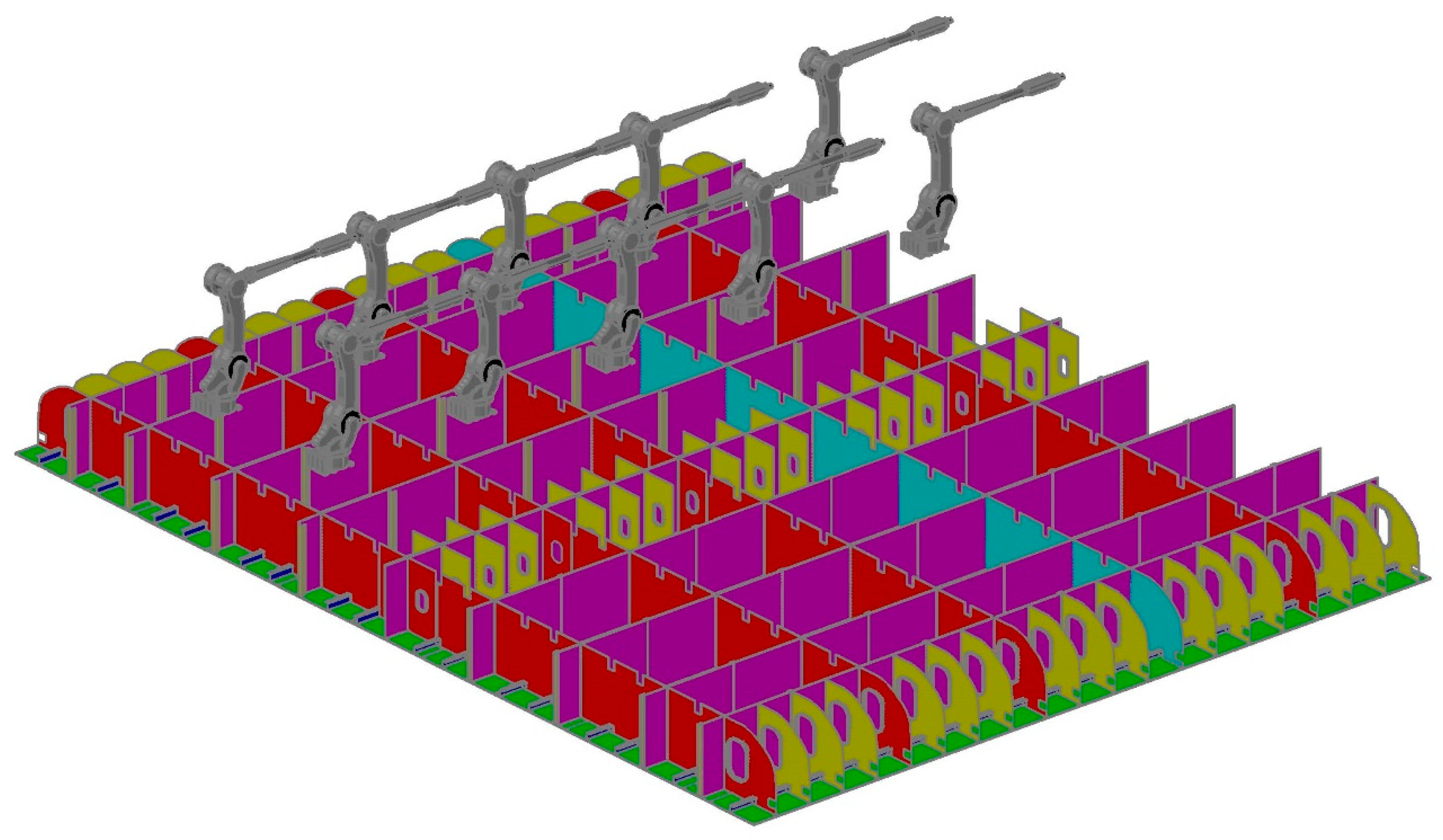
2.3. Robotic Welding Procedure
3. Results and Discussion
3.1. Technical Analysis
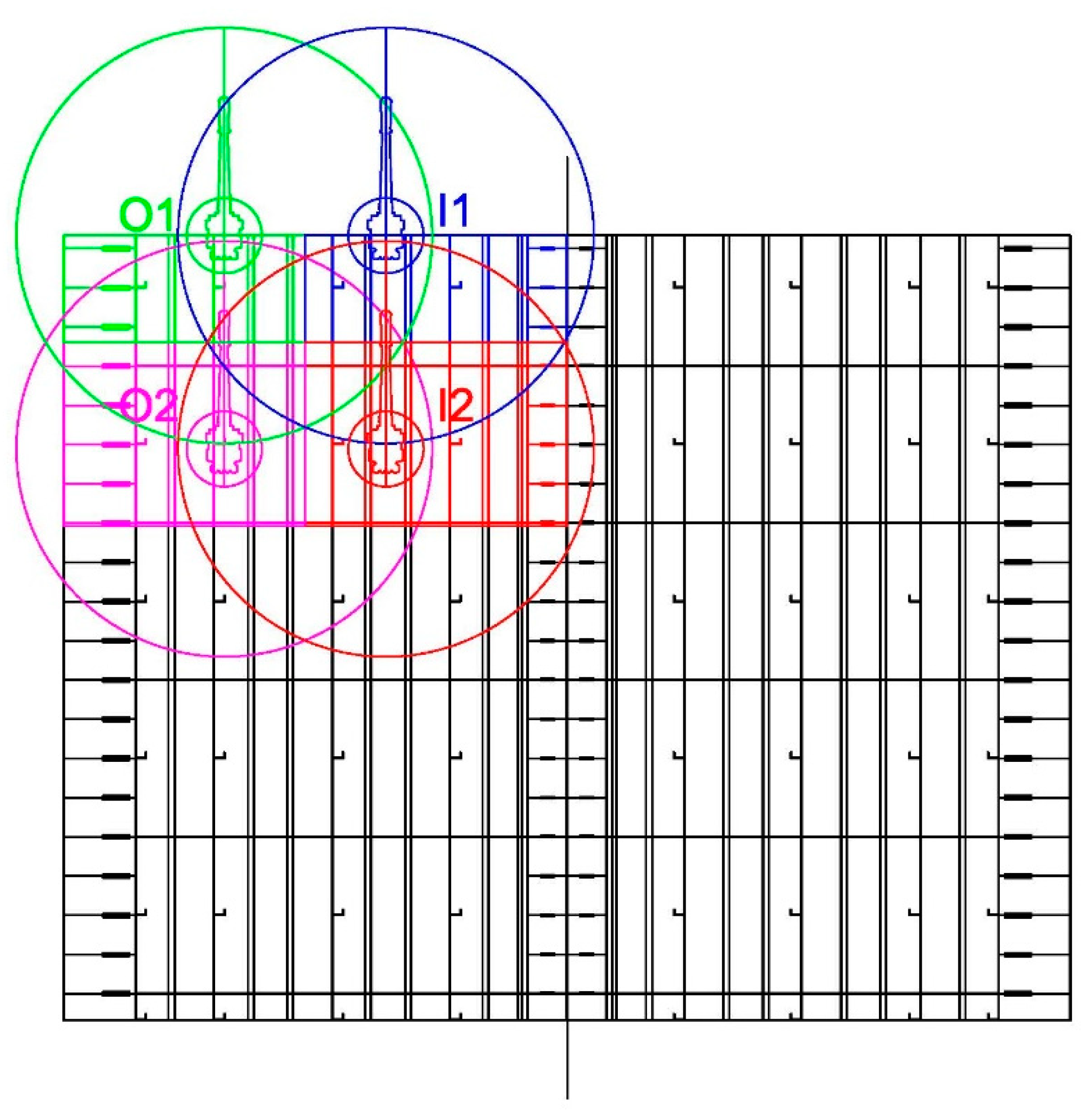
3.1.1. Outer Panel Joining
3.1.2. Stiffener Joining
3.2. Cost Comparison
3.2.1. Comparison of the Use of Electricity Costs
3.2.2. Comparison of Direct Labor Costs
3.2.3. Cost Recapitulation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Primo, T.; Calabrese, M.; Del Prete, A.; Anglani, A. Additive manufacturing integration with topology optimization methodology for innovative product design. Int. J. Adv. Manuf. Technol. 2017, 93, 467–479. [Google Scholar] [CrossRef]
- Lee, D.; Lee, S.; Ku, N.; Lim, C.; Lee, K.-Y.; Kim, T.-W.; Kim, J.; Kim, S.H. Development of a mobile robotic system for working in the double-hulled structure of a ship. Robot. Comput. Integr. Manuf. 2010, 26, 13–23. [Google Scholar] [CrossRef]
- Rea, P.; Ottaviano, E. Design and development of an Inspection Robotic System for indoor applications. Robot. Comput.-Integr. Manuf. 2018, 49, 143–151. [Google Scholar] [CrossRef]
- Okumoto, Y. Advanced Welding Robot System to Ship Hull Assembly. J. Ship Prod. 1997, 13, 101–110. [Google Scholar] [CrossRef]
- Ali, S.; Agrawal, A.P.; Ahamad, N.; Singh, T.; Wahid, A. Robotic MIG welding process parameter optimization of steel EN24T. Mater. Today Proc. 2022, 62, 239–244. [Google Scholar] [CrossRef]
- Liu, C.; Shen, J.; Hu, S.; Wu, D.; Zhang, C.; Yang, H. Seam tracking system based on laser vision and CGAN for robotic multi-layer and multi-pass MAG welding. Eng. Appl. Artif. Intell. 2022, 116, 105377. [Google Scholar] [CrossRef]
- Ferraguti, F.; Villani, V.; Storchi, C. MyWelder: A collaborative system for intuitive robot-assisted welding. Mechatronics 2023, 89, 102920. [Google Scholar] [CrossRef]
- Shin, J.G.; Sohn, S.J. Simulation-based evaluation of productivity for the design of an automated fabrication workshop in shipbuilding. J. Ship Prod. 2000, 16, 46–59. [Google Scholar] [CrossRef]
- Lezzi, F.; Costa, L. The development of conventional welding processes in naval construction. Weld. Int. 2013, 27, 786–797. [Google Scholar] [CrossRef]
- Lee, D.; Ku, N.; Kim, T.W.; Kim, J.; Lee, K.Y.; Son, Y.S. Development and application of an intelligent welding robot system for shipbuilding. Robot. Comput. Integr. Manuf. 2011, 27, 377–388. [Google Scholar] [CrossRef]
- Zhang, Q.; Xiao, R.; Liu, Z.; Duan, J.; Qin, J. Process Simulation and Optimization of Arc Welding Robot Workstation Based on Digital Twin. Machines 2023, 11, 53. [Google Scholar] [CrossRef]
- Feng, X.; Gao, L.; Tian, W.; Wei, R.; Wang, Z.; Chen, Y. Application of Wall Climbing Welding Robot in Automatic Welding of Island Spherical Tank. J. Coast. Res. 2020, 107, 1–4. [Google Scholar] [CrossRef]
- Chen, S.B. On the Key Technologies of Intelligentized Welding Robot. In Robotic Welding, Intelligence and Automation; Springer: Berlin/Heidelberg, Germany, 2007; LNCIS 362; pp. 105–115. [Google Scholar]
- Shapovalov, E.V.; Dolinenko, V.V.; Kolyada, V.A.; Skuba, T.G.; Klishchar, F.S. Application of robotic and mechanized welding under disturbing factor conditions. Pat. Weld. J. 2016, 7, 42–46. [Google Scholar] [CrossRef]
- Ang, M.H.; Wei, L.; Yong, L.S. An Industrial Application of Control of Dynamic Behavior of Robots—A Walk-Through Programmed Welding Robot. In Proceedings of the IEEE International Conference on Robotics & Automation, San Francisco, CA, USA, 24–28 April 2000; pp. 2352–2357. [Google Scholar]
- Feng, X.; Tian, W.; Wei, R.; Pan, B.; Chen, Y.; Chen, S. Application of a Wall-Climbing, Welding Robot in Ship Automatic Welding. J. Coast. Res. 2020, 106, 609–613. [Google Scholar] [CrossRef]
- Rooks, B. Robot welding in shipbuilding. Ind. Robot. An Int. J. 1997, 24, 413–417. [Google Scholar] [CrossRef]
- Kim, D.S.; Lee, H.K.; Seong, W.J.; Lee, K.H.; Bang, H.S. Experimental study on laser-mig hybrid welding of thick high-mn steel plate for cryogenic tank production. J. Mar. Sci. Eng. 2021, 9, 604. [Google Scholar] [CrossRef]
- Olschok, S.; Reisgen, U.; Dilthey, U. Robot application for laser-GMA hybrid welding in shipbuilding. In Proceedings of the International Laser Safety Conference, Cincinnati, OH, USA, 27–30 November 1990; Volume 605. [Google Scholar] [CrossRef]
- Rubeša, R.; Hadjina, M.; Matulja, T.; Fafandjel, N. Shipbuilding Decision-Making Optimization Based on the Functional Technical Documentation Information Level Usage in Ship Production. J. Ship Prod. Des. 2023, 39, 55–62. [Google Scholar] [CrossRef]
- Pribadi, T.W.; Adam, R.N.; Wahidi, S.I. Technical and Economical Analysis of Shipyard Re-Layout for Product-Oriented Work Breakdown Structure Implementation. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1052, 012046. [Google Scholar] [CrossRef]
- Koenig, P.C. Technical and economic breakdown of value added in shipbuilding. J. Ship Prod. 2002, 18, 13–18. [Google Scholar] [CrossRef]
- Wahidi, S.I.; Virmansyah, V.M.; Pribadi, T.W. Study on Implementation of Activity-Based Costing (ABC) System on Determination of Indirect Costs in Ship Production. Kapal J. Ilmu Pengetah. Teknol. Kelaut. 2021, 18, 1–7. [Google Scholar] [CrossRef]
- Pribadi, T.W.; Shinoda, T. Hand Motion Analysis for Recognition of Qualified and Unqualified Welders using 9-DOF IMU Sensors and Support Vector Machine (SVM) Approach. Int. J. Technol. 2022, 13, 38–47. [Google Scholar] [CrossRef]
- Arif, M.S.; Supomo, H.; Alifia, W.U.; Wahidi, S.I. Ship production process monitoring application using QR-code technology. IOP Conf. Ser. Earth Environ. Sci. 2022, 972, 012016. [Google Scholar] [CrossRef]
- Eyres, D.J.; Bruce, G.J. Bottom structure. In Ship Construction; Butterworth-Heinemann: Oxford, UK, 2012; pp. 175–187. [Google Scholar] [CrossRef]
- Wahidi, S.I.; Pribadi, T.W.; Firdausi, M.I.; Santosa, B. Technical and Economic Analysis of a Conversion on a Single Pontoon to a Multi Pontoon Floating Dock. Nase More 2022, 69, 114–122. [Google Scholar] [CrossRef]
- Oliveira, A.; Gordo, J.M. Lean tools applied to a shipbuilding panel line assembling process. Brodogradnja 2018, 69, 53–64. [Google Scholar] [CrossRef]
- Oyama, S.; Kasuya, T.; Shinada, K. High-speed One-side Submerged Arc Welding Process ‘NH-HISAW’. Nippon. Steel Tech. Rep. 2007, 95, 17–21. [Google Scholar]
- Nguyen, C.T.; Oterkus, S. Investigating the effect of brittle crack propagation on the strength of ship structures by using peridynamics. Ocean Eng. 2020, 209, 107472. [Google Scholar] [CrossRef]
- Hong, K.; Oterkus, S.; Oterkus, E. Peridynamic analysis of fatigue crack growth in fillet welded joints. Ocean Eng. 2021, 235, 109348. [Google Scholar] [CrossRef]
- Sá de Sousa, J.M.; Lobato, M.Q.; Garcia, D.N.; Machado, P.C. Abrasion resistance of Fe–Cr–C coating deposited by FCAW welding process. Wear 2021, 476, 203688. [Google Scholar] [CrossRef]
- González-González, C.; Santos-ortega, J.L.; Fraile-garc, E.; Ferreiro-cabello, J. Environmental and Economic Analyses of TIG, MIG, MAG and SMAW Welding Processes. Metals 2023, 13, 1094. [Google Scholar] [CrossRef]
- Indeed. Welder Salary in England. Available online: https://uk.indeed.com/career/welder/salaries?from=top_sb (accessed on 22 February 2023).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part | Code | JT 1 | JT 2 | JT 3 | JT 1 | JT 2 | JT 3 | JT 4 | JT 5 | JT 6 | JT 1 | JT 2 | JT 3 | Total Motion Time |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Arm Angle (Degree) | Robot Speed (Degree/s) | Movement Time (s) | s | |||||||||||
| Inner Bottom Panel | 1A | 682 | 416 | 272 | 180 | 180 | 200 | 410 | 360 | 610 | 3.8 | 2.3 | 1.4 | 7.46 |
| 2A | 786 | 487 | 250 | 180 | 180 | 200 | 410 | 360 | 610 | 4.4 | 2.7 | 1.3 | 8.32 | |
| 3A | 786 | 648 | 245 | 180 | 180 | 200 | 410 | 360 | 610 | 4.4 | 3.6 | 1.2 | 9.19 | |
| 4A | 786 | 648 | 245 | 180 | 180 | 200 | 410 | 360 | 610 | 4.4 | 3.6 | 1.2 | 9.19 | |
| 5A | 786 | 648 | 245 | 180 | 180 | 200 | 410 | 360 | 610 | 4.4 | 3.6 | 1.2 | 9.19 | |
| 6A | 757 | 648 | 329 | 180 | 180 | 200 | 410 | 360 | 610 | 4.2 | 3.6 | 1.6 | 9.45 | |
| 7A | 916 | 691 | 254 | 180 | 180 | 200 | 410 | 360 | 610 | 5.1 | 3.8 | 1.3 | 10.20 | |
| 8A | 368 | 408 | 116 | 180 | 180 | 200 | 410 | 360 | 610 | 2 | 2.3 | 0.6 | 4.89 | |
| Part | Code | Total Motion Time | Weld Length | Both Side | Symmetric | Weld Layer | Total Weld Length | Total (+Margin 5%) | Welding Time | Welding Position | Total Time |
|---|---|---|---|---|---|---|---|---|---|---|---|
| (s) | (mm) | (mm) | (mm) | (s) | (s) | ||||||
| Inner Bottom Panel | 1A | 7.46 | 7571.56 | 2 | 2 | 1 | 30,286.24 | 31,800.55 | 1211.4 | Down hand | 1218.9 |
| 2A | 8.32 | 7029.16 | 2 | 2 | 1 | 28,116.64 | 29,522.47 | 1124.7 | Down hand | 1133.0 | |
| 3A | 9.19 | 8562.32 | 2 | 2 | 1 | 34,249.28 | 35,961.74 | 1370.0 | Down hand | 1379.2 | |
| 4A | 9.19 | 8562.32 | 2 | 2 | 1 | 34,249.28 | 35,961.74 | 1370.0 | Down hand | 1379.2 | |
| 5A | 9.19 | 8562.32 | 2 | 2 | 1 | 34,249.28 | 35,961.74 | 1370.0 | Down hand | 1379.2 | |
| 6A | 9.45 | 10,302.32 | 2 | 2 | 1 | 41,209.28 | 43,269.74 | 1648.4 | Down hand | 1657.8 | |
| 7A | 10.20 | 7204.53 | 2 | 2 | 1 | 28,818.12 | 30,259.03 | 1152.7 | Down hand | 1162.9 | |
| 8A | 4.89 | 1671.84 | 2 | 2 | 1 | 6687.36 | 7021.73 | 267.5 | Down hand | 272.4 |
| Piece Part | Code | Total Weld Length | Total (+Margin 5%) | Welding Time | Welding Position | Welding Position Factor | Total Time |
|---|---|---|---|---|---|---|---|
| (mm) | (mm) | (s) | (s) | ||||
| Bilge Floor—Plate | O1 | 22,728.00 | 23,864.40 | 909.1 | Down hand | 1 | 921.9 |
| Bilge Floor—Side Girder | 29,700.00 | 31,185.00 | 1188.0 | Vertical | 1.5 | 1200.7 | |
| Side Girder—Plate | 13,070.48 | 13,724.00 | 522.8 | Down hand | 1 | 535.5 | |
| Side Girder Stiff.—Side Girder | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Centre Bracket—Plate | I1 | 7200.00 | 7560.00 | 288.0 | Down hand | 1 | 300.7 |
| Centre Bracket—Centre Girder | 13,200.00 | 13,860.00 | 528.0 | Vertical | 1.5 | 540.7 | |
| Side Girder—Plate | 13,070.48 | 13,724.00 | 522.8 | Down hand | 1 | 535.5 | |
| Side Girder Stiff.—Side Girder | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Centre Girder—Plate | 3267.62 | 3431.00 | 130.7 | Down hand | 1 | 143.4 | |
| Long. Stiff—Watertight Floor | O2 | 3420.00 | 3591.00 | 136.8 | Down hand | 1 | 149.5 |
| Long. Stiff—Solid Floor | 3420.00 | 3591.00 | 136.8 | Down hand | 1 | 149.5 | |
| Bilge Floor—Plate | 22,728.00 | 23,864.40 | 909.1 | Down hand | 1 | 921.9 | |
| Bilge Floor—Side Girder | 19,800.00 | 20,790.00 | 792.0 | Vertical | 1.5 | 804.7 | |
| Side Girder—Plate | 22,468.40 | 23,591.82 | 898.7 | Down hand | 1 | 911.5 | |
| Side Girder—Side Girder Stiff. | 8800.00 | 9240.00 | 352.0 | Vertical | 1 | 364.7 | |
| Side Girder—Floor | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Side Girder—Watertight Floor | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Solid Floor—Plate | 18,810.20 | 19,750.71 | 752.4 | Down hand | 1 | 765.1 | |
| Watertight Floor—Plate | 18,810.20 | 19,750.71 | 752.4 | Down hand | 1 | 765.1 | |
| Long. Stiff—Watertight Floor | I2 | 4560.00 | 4788.00 | 182.4 | Down hand | 1 | 195.1 |
| Long. Stiff—Solid Floor | 4560.00 | 4788.00 | 182.4 | Down hand | 1 | 195.1 | |
| Centre Bracket—Plate | 7200.00 | 7560.00 | 288.0 | Down hand | 1 | 300.7 | |
| Centre Bracket—Centre Girder | 13,200.00 | 13,860.00 | 528.0 | Vertical | 1.5 | 540.7 | |
| Side Girder—Plate | 22,468.40 | 23,591.82 | 898.7 | Down hand | 1 | 911.5 | |
| Side Girder—Side Girder Stiff. | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Side Girder—Floor | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Side Girder—Watertight Floor | 8800.00 | 9240.00 | 352.0 | Vertical | 1.5 | 364.7 | |
| Centre Girder—Plate | 5617.10 | 5897.96 | 224.7 | Down hand | 1 | 237.4 | |
| Solid Floor—Plate | 16,057.60 | 16,860.48 | 642.3 | Down hand | 1 | 655.0 | |
| Watertight Floor | 16,057.60 | 16,860.48 | 642.3 | Down hand | 1 | 655.0 |
| Part | Weld Length | Weld Length (+Margin 5%) | Welding Time | Total Welding Time |
|---|---|---|---|---|
| (mm) | (mm) | (s) | (s) | |
| Long. Stiff—Plate | 384,000.00 | 403,200.00 | 15,360.0 | 15,372.7 |
| Inner bottom panel | 237,865.48 | 249,758.75 | 9514.6 | 9582.5 |
| Zone O1 | 74,298.48 | 78,013.40 | 2971.9 | 3022.9 |
| Zone I1 | 45,538.10 | 47,815.01 | 1821.5 | 1885.2 |
| Zone O2 | 135,856.80 | 142,649.64 | 5434.3 | 5561.6 |
| Zone I2 | 116,120.70 | 121,926.74 | 4644.8 | 4784.9 |
| Zone O3 | 94,086.08 | 98,790.38 | 3763.4 | 3852.6 |
| Zone I3 | 82,606.90 | 86,737.25 | 3304.3 | 3406.1 |
| Zone O4 | 90,261.12 | 94,774.18 | 3610.4 | 3699.6 |
| Zone I4 | 80,065.20 | 84,068.46 | 3202.6 | 3304.5 |
| Zone O5 | 106,287.40 | 111,601.77 | 4251.5 | 4340.6 |
| Zone I5 | 94,887.10 | 99,631.46 | 3795.5 | 3897.3 |
| Total Weld Length | 1,618,967.03 | mm | ||
| 1618.97 | m | |||
| Total Welding Time (+safety factor robot 80%) | 62,710.36 | s | ||
| 1045.17 | min | |||
| 17.42 | h | |||
| Items | Value | Unit |
|---|---|---|
| Welding robot operating hours per day | 8 | h |
| Duty cycle | 60 | % |
| The current used (information based on a survey of welding wire products) | 320–500 | Amps |
| Welding robot device power | 4500 | Watt |
| Power consumption of electricity for welding robot | 36 | kWh |
| Number of welding robot operators | 1 | Person |
| Number of welding robots | 1 | Unit |
| Cost of electricity per kWh (based on UK tariff) | 0.32 | GBP |
| Operation costs (Electricity consumption × Electricity cost per kWh) | 11.58 | GBP |
| Overhead cost per day (20%) | 2.32 | GBP |
| Margin (30%) | 3.47 | GBP |
| Electricity cost per operating hours per day (8 h) | 17.36 | GBP |
| Electricity cost per hours | 2.17 | GBP |
| Welding time | 17.42 | h |
| Electricity cost for a double bottom | 37.81 | GBP |
| Items | Value | Unit |
|---|---|---|
| Welder operating hours per day | 6 | h |
| Duty cycle | 45 | % |
| The current used (information based on a survey of welding wire products) | 300–350 | Amps |
| Welding machine power | 3000 | Watt |
| Power consumption of electricity for welding machines per day | 18 | kWh |
| Number of welders | 4 | People |
| Number of welding machines | 4 | Unit |
| Cost of electricity per kWh (based on UK tariff 2022) | 0.32 | GBP |
| Operation costs (Electricity consumption * Electricity cost per kWh) | 23.15 | GBP |
| Overhead cost per day (20%) | 4.63 | GBP |
| Margin (30%) | 6.95 | GBP |
| Electricity cost per operating hours per day (6 h) | 34.73 | GBP |
| Electricity cost per hours | 5.79 | GBP |
| Welding time (with 4 welders) | 17.42 | h |
| Electricity cost for a double bottom | 100.82 | GBP |
| No | Worker | Qty | Fee/h | Fee/a Double-Bottom Block |
|---|---|---|---|---|
| 1 | Operator Robot | 1 | 15.00 | 261.29 |
| 2 | Fitter | 1 | 15.00 | 261.29 |
| 3 | Helper | 1 | 10.00 | 174.20 |
| SUM | 3 | 40.00 | 696.78 | |
| No | Worker | Qty | Fee/h | Fee/a Double-Bottom Block |
|---|---|---|---|---|
| 1 | Welder | 4 | 15.00 | 1045.17 |
| 2 | Fitter | 2 | 15.00 | 522.59 |
| 3 | Helper | 2 | 10.00 | 348.39 |
| SUM | 8 | 40.00 | 1916.15 | |
| No | Items | Cost (GBP) | Note | |
|---|---|---|---|---|
| Conventional | Robot | |||
| 1 | Electricity | 100.82 | 37.81 | Per Double-Bottom Block |
| 2 | Man-Hours (MH) | 1916.15 | 696.78 | Per Double-Bottom Block |
| Total | 2016.97 | 734.59 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wahidi, S.I.; Oterkus, S.; Oterkus, E. Simulation of a Ship’s Block Panel Assembly Process: Optimizing Production Processes and Costs through Welding Robots. J. Mar. Sci. Eng. 2023, 11, 1506. https://doi.org/10.3390/jmse11081506
Wahidi SI, Oterkus S, Oterkus E. Simulation of a Ship’s Block Panel Assembly Process: Optimizing Production Processes and Costs through Welding Robots. Journal of Marine Science and Engineering. 2023; 11(8):1506. https://doi.org/10.3390/jmse11081506
Chicago/Turabian StyleWahidi, Sufian Imam, Selda Oterkus, and Erkan Oterkus. 2023. "Simulation of a Ship’s Block Panel Assembly Process: Optimizing Production Processes and Costs through Welding Robots" Journal of Marine Science and Engineering 11, no. 8: 1506. https://doi.org/10.3390/jmse11081506