1. Introduction
The vibration and sound radiation characteristics of the structure significantly impact the comfort of luxury ships, underwater vehicles’ acoustic stealth performance, and surface ships’ navigational concealment [
1,
2]. With the large scale and complexity of engineering structures, the stiffened plate structure has been one of the most typical joints owing to the outstanding strength-to-weight and stiffness-to-weight ratios. Therefore, research on the vibration and sound radiation characteristics of the stiffened plate structure is of great significance to the vibration and acoustic improvement of engineering structures.
Many investigations have been performed by employing analytical, empirical, experimental, and numerical methods to analyze the vibration and acoustic radiation characteristics of stiffened steel plate. Generally, the primary theoretical methods include the circumferential admittance approach (CAA) [
3], the Rayleigh–Ritz method [
4], the first Rayleigh integral, the first-order shear deformation theory [
5], the space harmonic expansions method [
6], travelling wave solution [
7], and Fourier transform technique [
8]. With the development of numerical simulation, the finite element method (FEM) and the boundary element method (BEM) were widely applied to explore the influence of geometric parameters on mechanical properties [
9], and the vibration and acoustic effects of the stiffener. The result showed that the source and obstacle effects of stiffeners are significant [
10]. Whilst this approach offers excellent accuracy at low frequencies, it suffers from a high computational cost due to the fine mesh required as the frequency increases [
11]. A novel linear modal model was presented to overcome this deficiency in order to predict the vibration response and sound transmission through stiffened panels. The result demonstrated that the stiffeners can enhance vibro-acoustic coupling, leading to a significant reduction in the dominant resonance level [
12]. Another semi-analytical approach based on the FEM and the space harmonic method had been proposed to reveal that types, periodic distances, and dimensions of periodic stiffeners have a different effect on the vibro-acoustic characteristics of periodically stiffened plates [
13]. Moreover, to study more specific factors that affect the vibro-acoustic characteristics of the stiffened plate, Abderrazak et al. [
14] explored the effect of stiffeners on the vibro-acoustic response using a semi-analytical formulation based on a modal expansion technique. The results revealed that stiffener shape, position, eccentricity, excitation position, and cross-modal coupling are the key points influencing the vibro-acoustic characteristics of the stiffened panel. Apart from these influencing factors, Kai et al. [
15] proposed an analytical solution based on a double finite sine integral transform technique by considering boundary conditions and the number of stiffeners. Furthermore, some researchers studied the vibro-acoustic characteristics of the stiffened composite panels. Based on the theoretical and numerical method applied to the stiffened steel plate, a few efforts are performed to figure out the vibro-acoustic characteristics of submerged stiffened composite plates, stiffened sandwich plates, and stiffened laminated composite plates [
16,
17,
18]. The research results could indicate that the type of composite material, and the number, distribution, and shape of stiffeners all affect the vibro-acoustic characteristics.
The above-mentioned studies show that stiffeners are efficient for enhancing stiffness and significantly impact the vibro-acoustic characteristics of the stiffened plate. Many approaches considering the effect of stiffeners have been proposed to control vibration and sound radiation. On the one hand, installing vibration isolators [
19,
20] and using absorbing materials [
21,
22,
23] have become the primary method in engineering practice to enhance the acoustic and vibration characteristics of the structure. On the other hand, altering the plate’s structural form [
8] and optimizing the stiffener layout and parameters [
24,
25] can fundamentally control the structure’s vibro-acoustic characteristics during the design phase.
Although the effecting factors and the improving approaches of the vibro-acoustic characteristics of the stiffened plate have been conducted in a large number of studies during the design and engineering practice phase, there is little literature concerning the effect of welding technology during the construction phase. For the manufacturing of stiffened plates, there are lots of welding methods, including tungsten inert gas (TIG) welding, metal inert gas (MIG) welding, submerged arc welding (SAW) [
26], and friction stir welding (FSW) [
27]. However, CO
2 gas shielded welding is the most commonly used for processing. It inevitably produces welding deformation and residual stress due to the high concentration of heat and the rapid heating and cooling, which have adverse consequences on the stiffness [
28]. Generally, stiffness is one of the most significant factors affecting the vibro-acoustic characteristics of the stiffened plate. Due to different welding parameters, the welding residual stress and deformation become more complicated, resulting in various stiffness distributions. As a result, the welding residual stress and deformation play vital roles in the vibro-acoustic characteristics of complex welded structures.
The study on the effect of welding residual stress and deformation on the structure’s vibration and sound radiation characteristics has gained much attention. Up to now, several related studies have been conducted to investigate the vibro-acoustic characteristics by considering the impact of geometric defects (deformation) and residual stress. Gu et al. [
29] analyzed the effects of different geometric defect sizes and initial geometric defect density on the natural properties of doubly curved shallow shells. The results determined the significant influence of the initial defect on the natural frequency and mode. The vibration and sound radiation of cylindrical shell and flat plate structures under uniformly distributed residual stress and typical uneven residual stress distribution were also investigated [
30,
31,
32]. The research demonstrated that the types and amplitude of residual stress affect the local stiffness matrix distribution of the structure, which in turn affects the structure’s dynamic response characteristics.
Based on the above analysis, such studies remain narrow in focus, dealing only with the influence of assumption-based and simple distributions of residual stresses on the natural frequency and vibration characteristics of plate and shell structures by analytical and numerical methods. In general, the residual stress and deformation will vary depending on welding parameters, which would have a more complicated impact on vibro-acoustic characteristics. To the best of the author’s knowledge, there is no research concerning the influence of welding parameters on the vibration and acoustic radiation behaviour of the stiffened plate through the experimental method, and the association between different welding energy inputs and vibro-acoustic characteristics needs to be revealed.
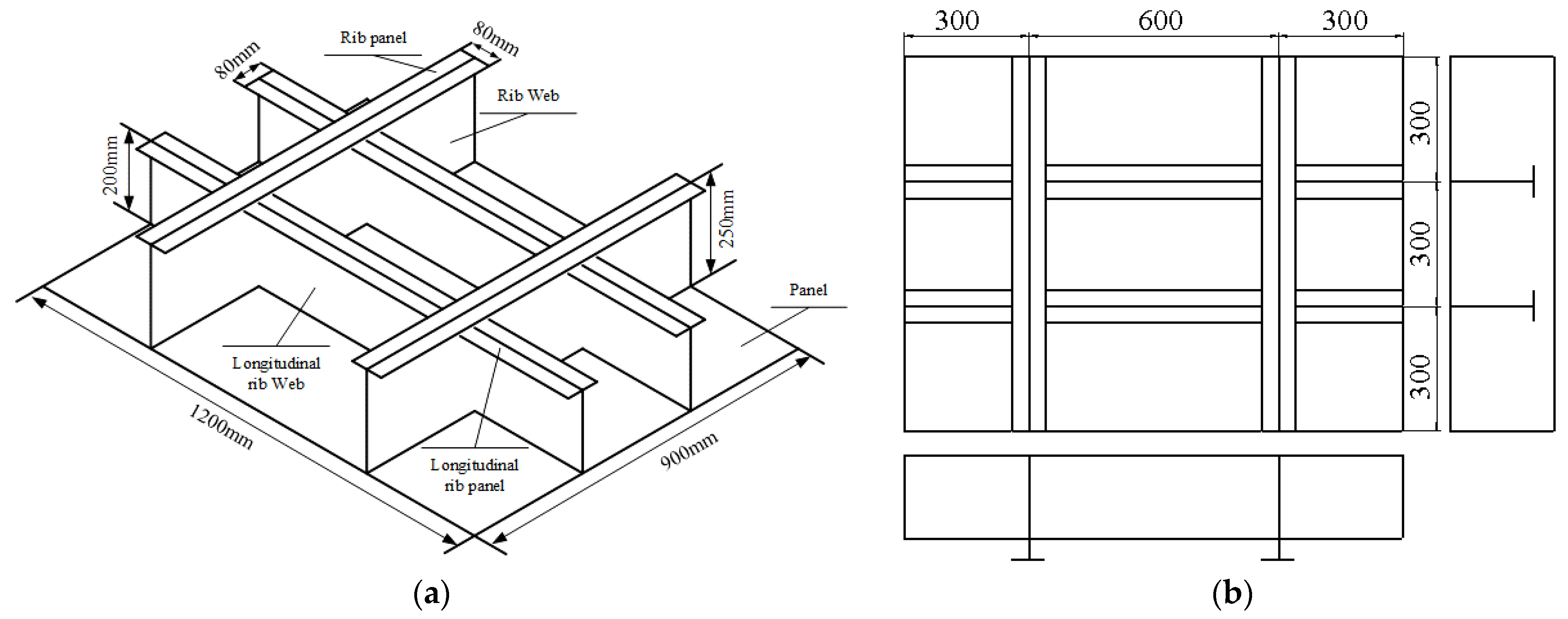
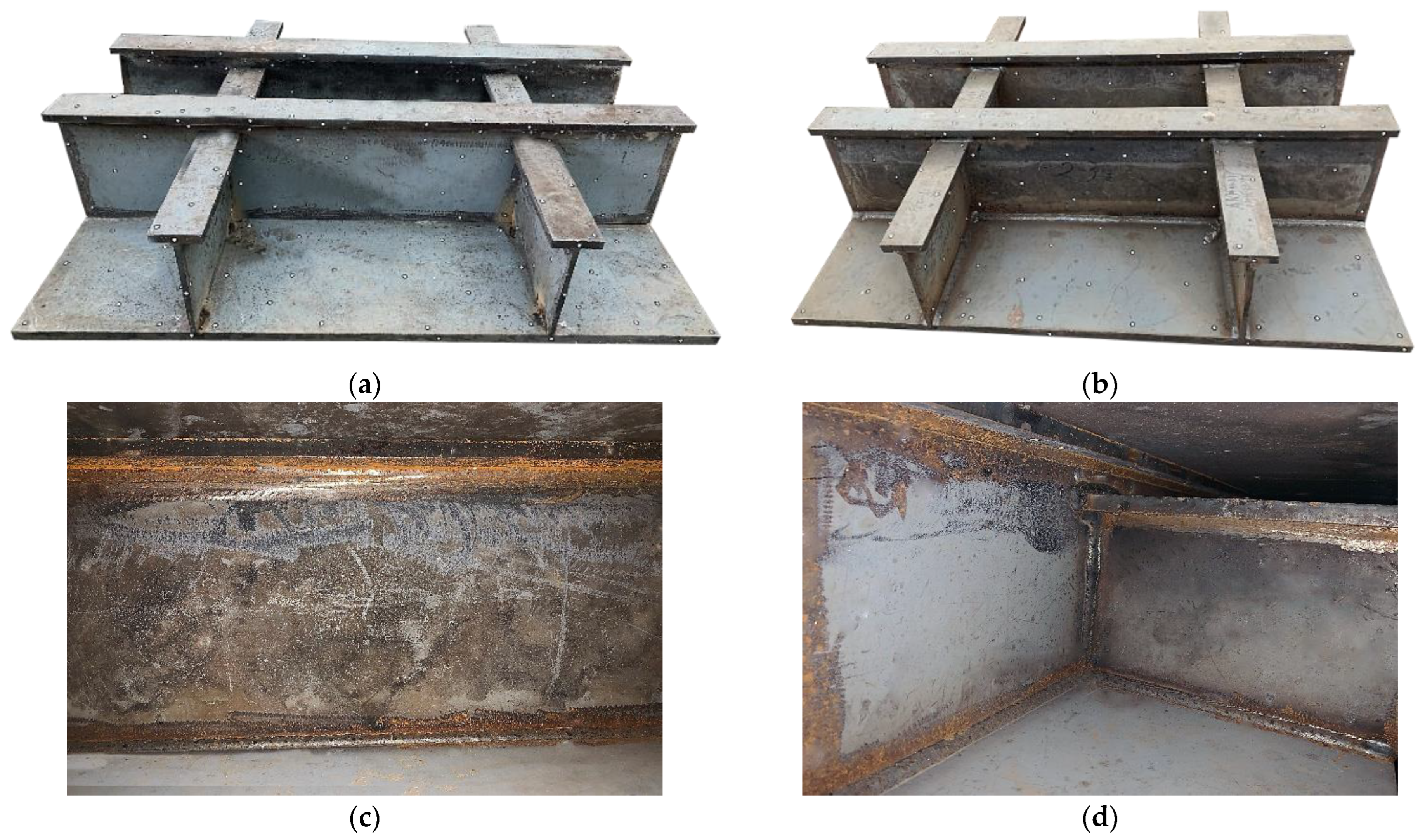
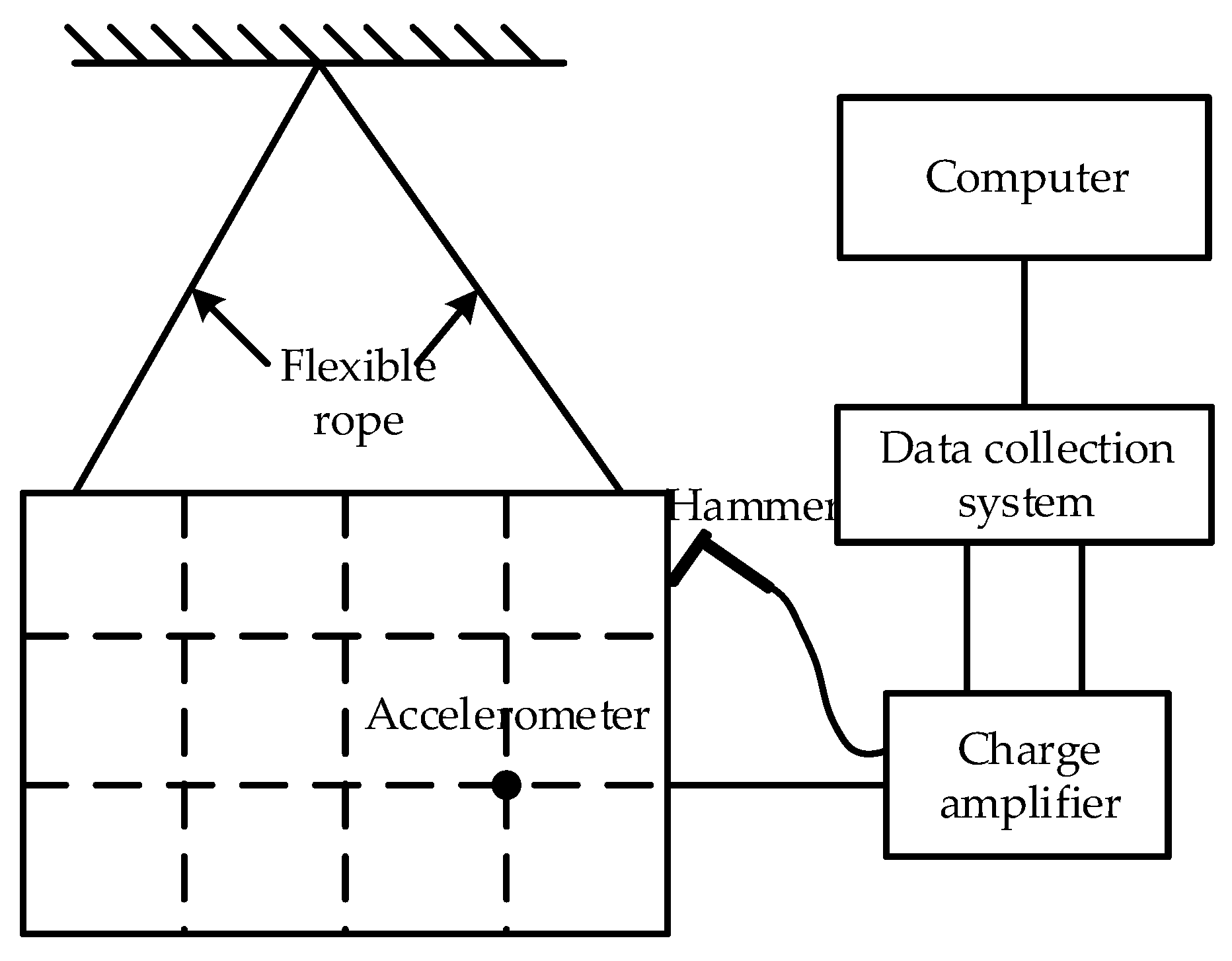
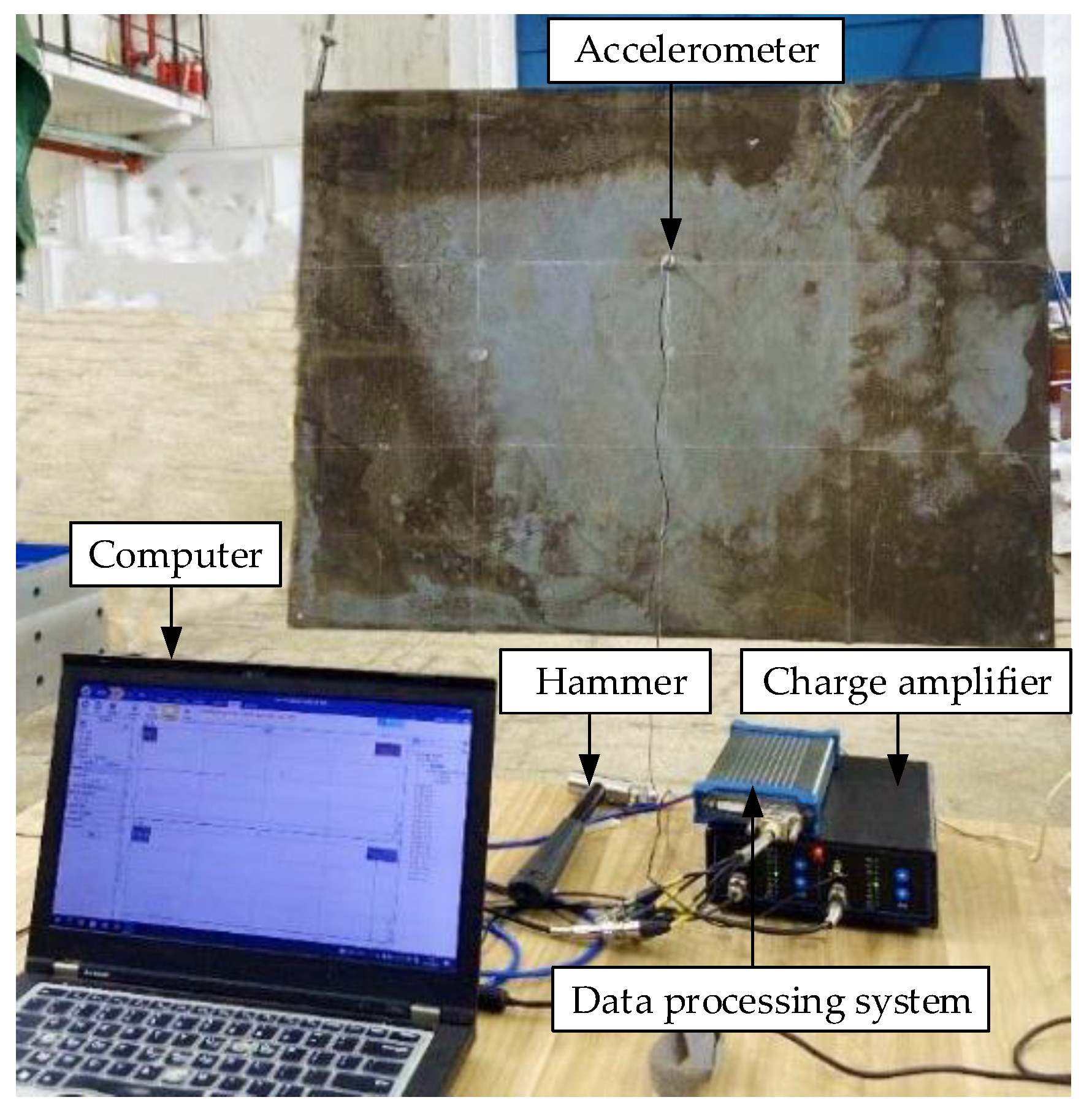
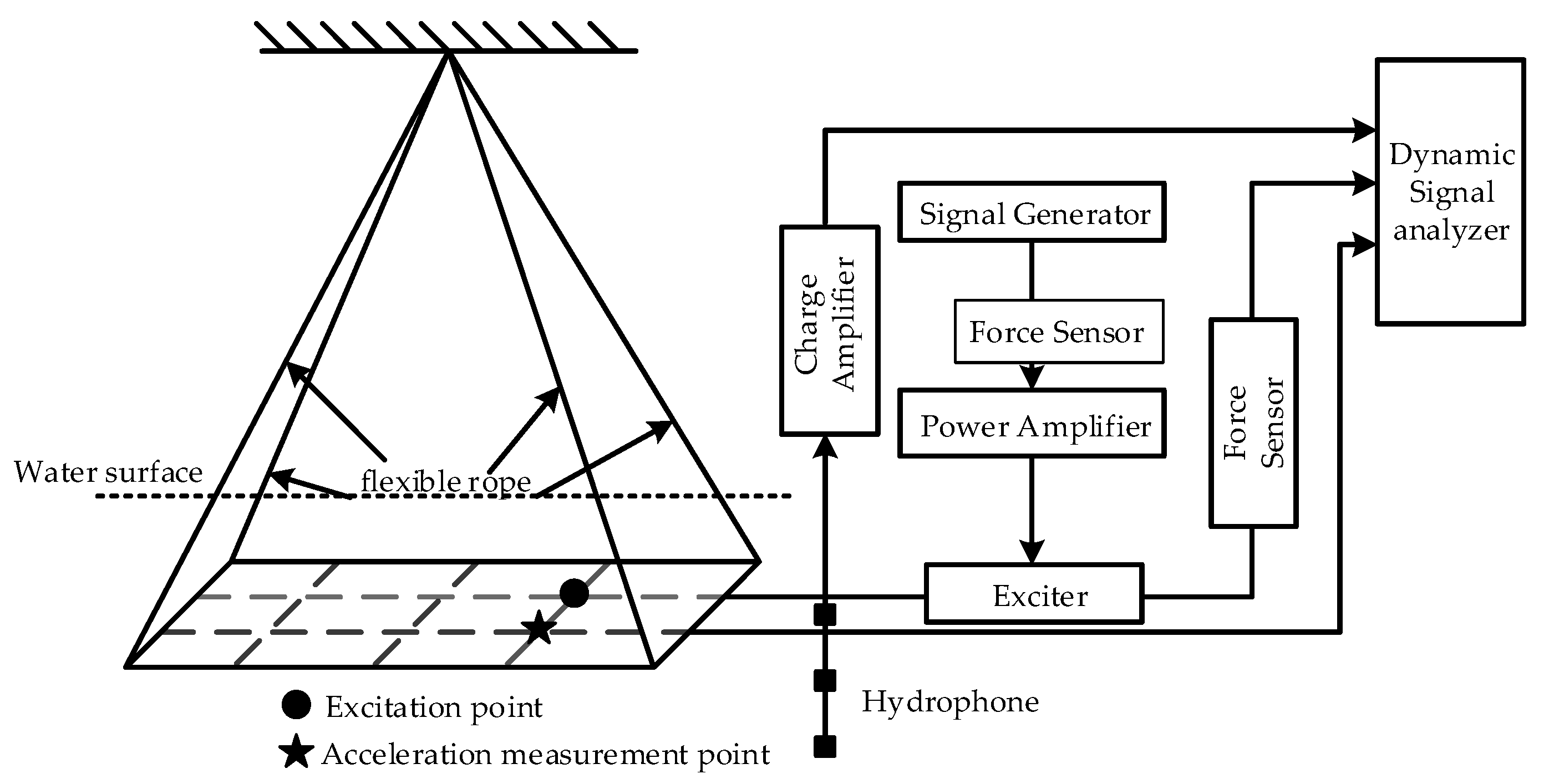
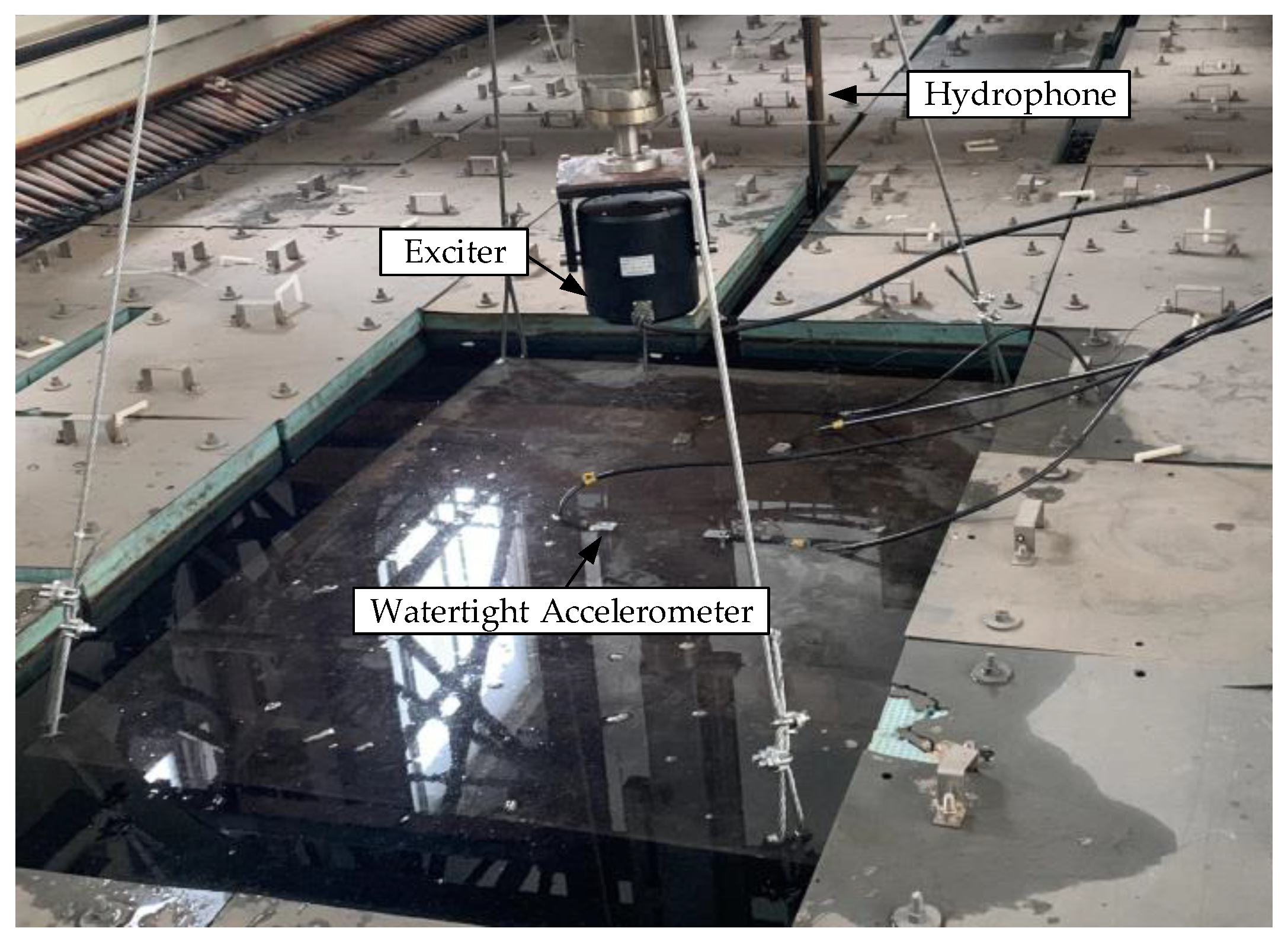
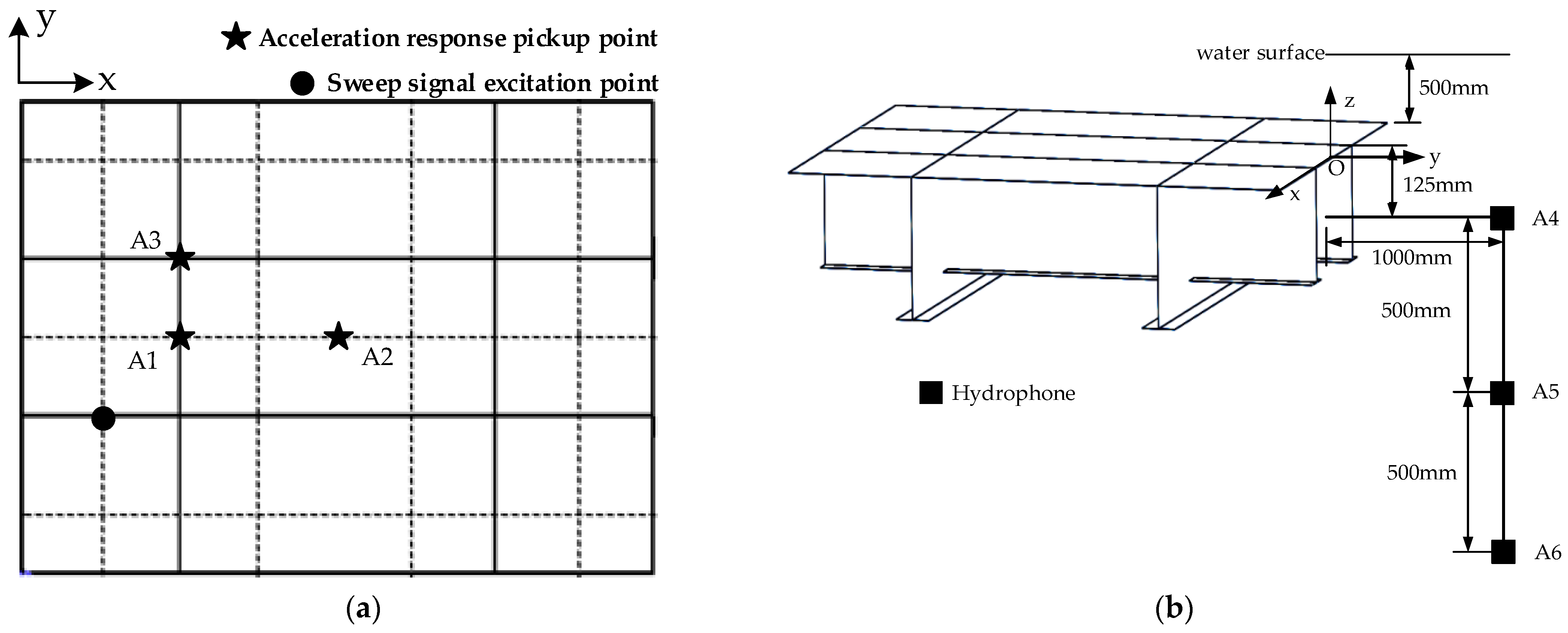
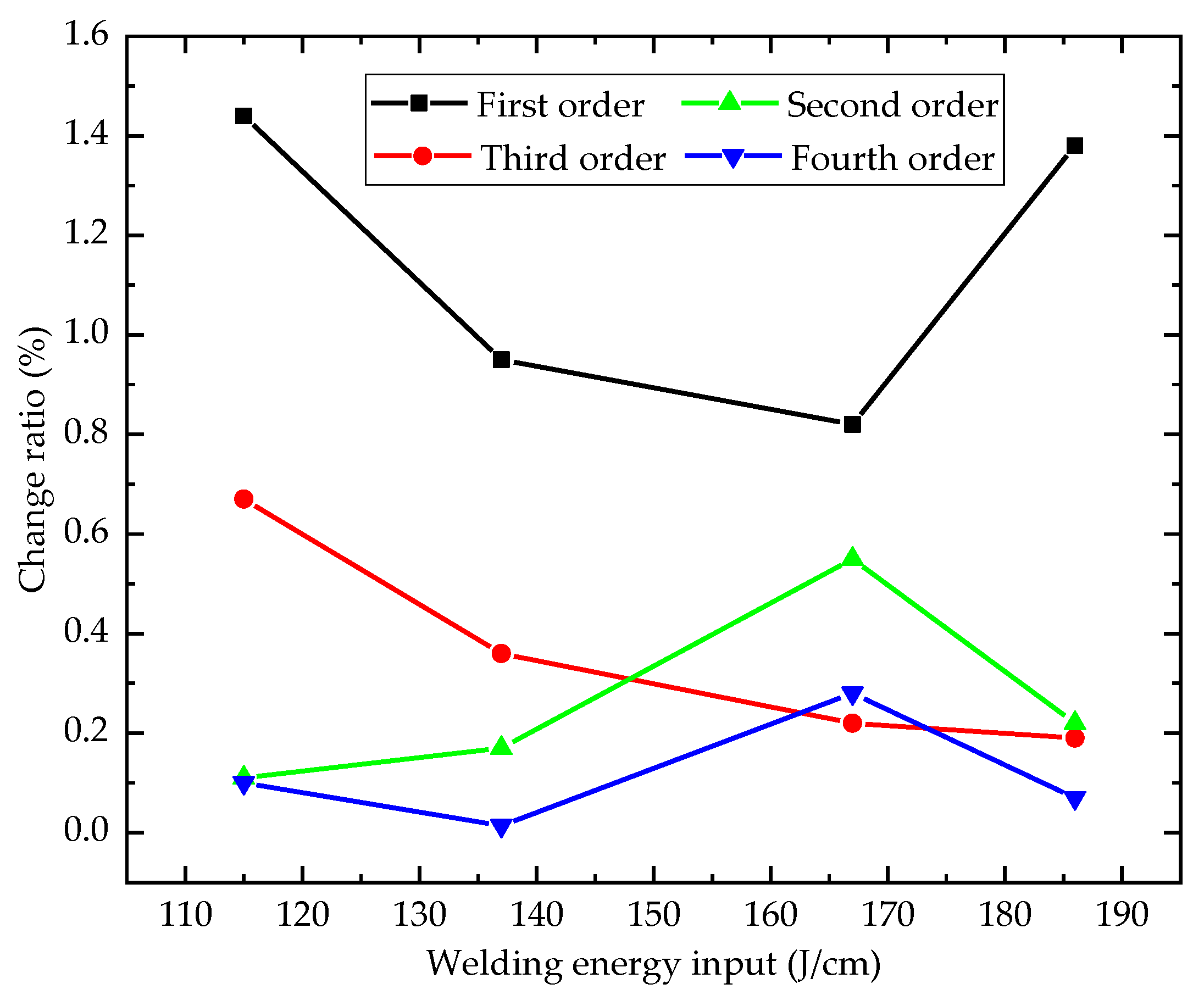
In this paper, the influence of different welding energy inputs on the vibro-acoustic characteristics of the stiffened plate was investigated. According to engineering practice experience, four sets of welding energy inputs were reasonably selected, and carbon dioxide shield welding was used in the same welding sequence. Experimental research based on modal, underwater vibration, and acoustic radiation tests was conducted to investigate the influence of different welding energy inputs on the vibro-acoustic characteristics. The test results analyzed the effect of welding energy inputs on the structure’s natural properties and dynamic response characteristics. The relationship between welding energy input and vibro-acoustic characteristics was also studied. This research could provide some instructive insights for improving the acoustic stealth performance of ships and maritime constructions.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}