

A New Study on the Fatigue Properties of SA Weld Joints by Considering the Effects of Welded Bead Shape
 , , and
, , and
Abstract
:1. Introduction
2. Experimental Details
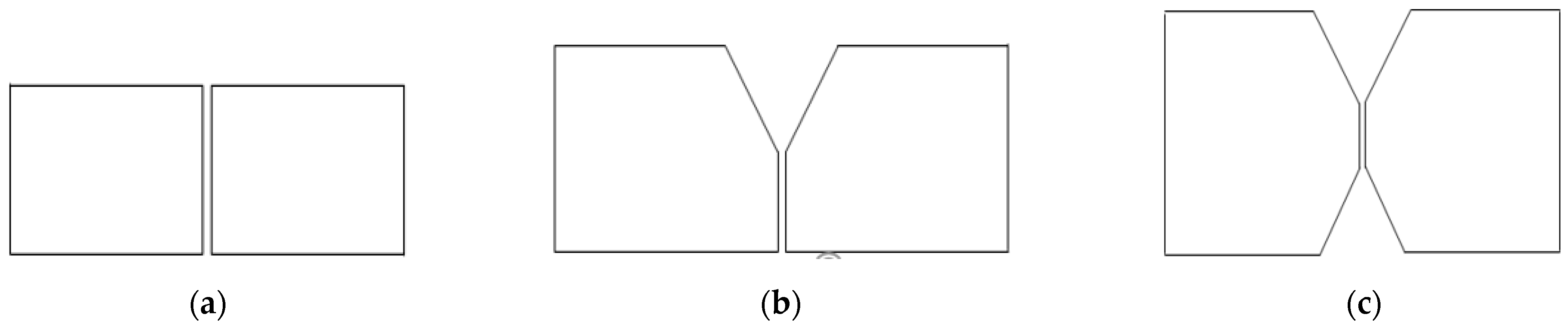
2.1. Test Coupons and Welding Parameters
2.2. Measurement of Weld Bead Profiles
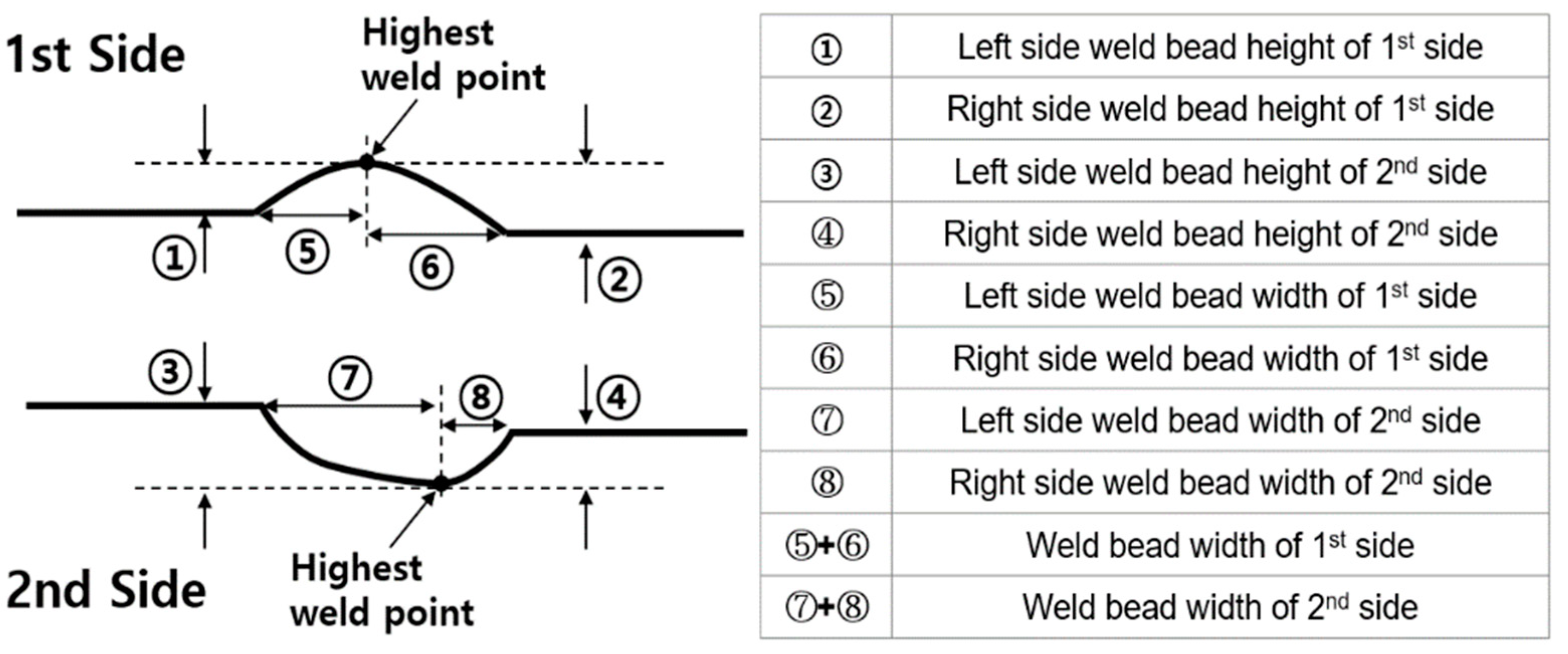
2.2.1. Measurement of Bead Height and Width on the Test Coupon
2.2.2. Measurement of Toe Angle by Using the Template
2.2.3. Measurement of Toe Angle by Using a Videometer
2.2.4. Measurements by Using a 3D Scanner
Establishment of a Reference Point for Measurements
Weld Bead Height and Width
Toe Angle
Angular Distortion
Trough Depth at the Toe Area
Minimum Radius at the Toe Area
2.3. Fatigue Tests
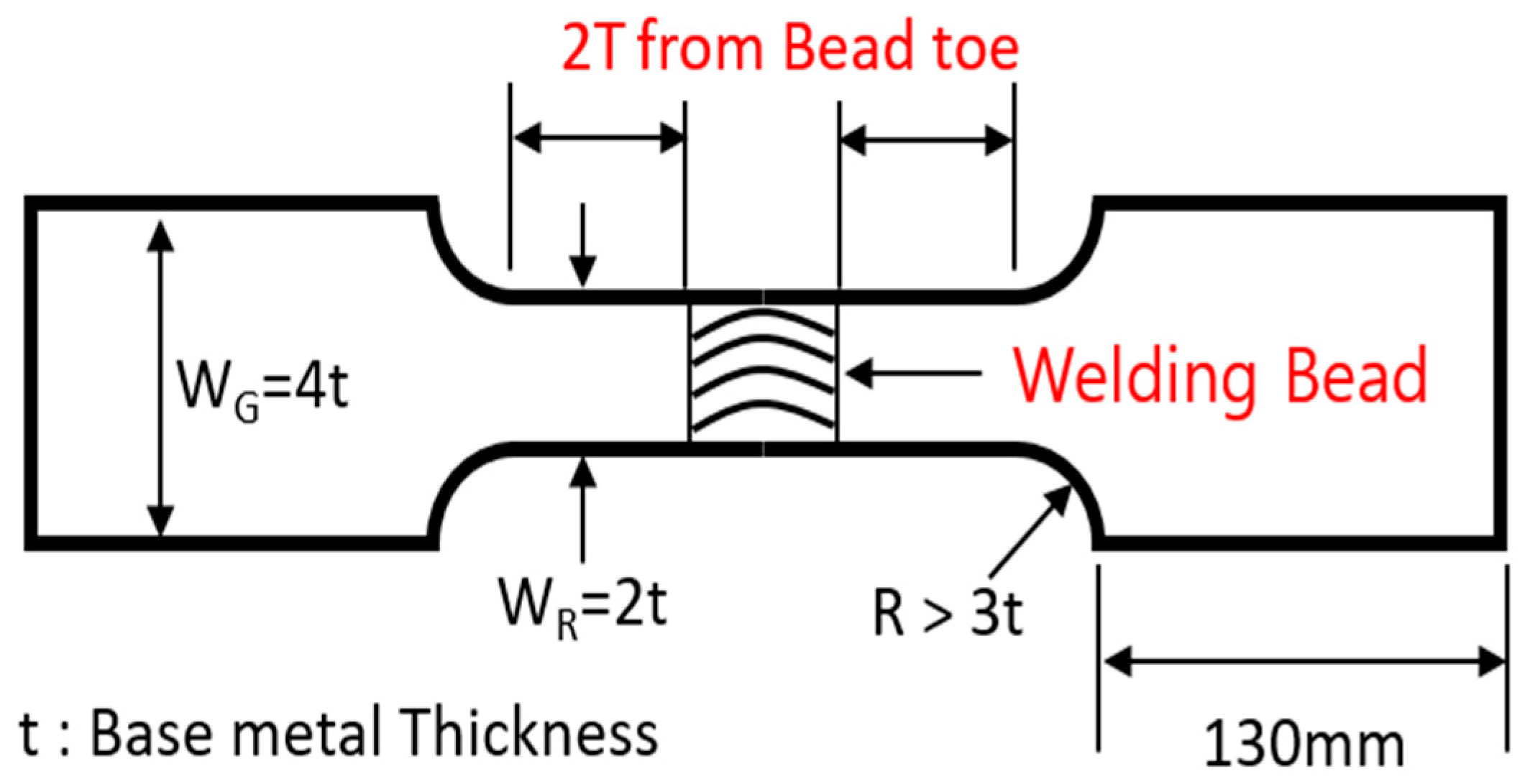
2.3.1. Specimens for Fatigue Test
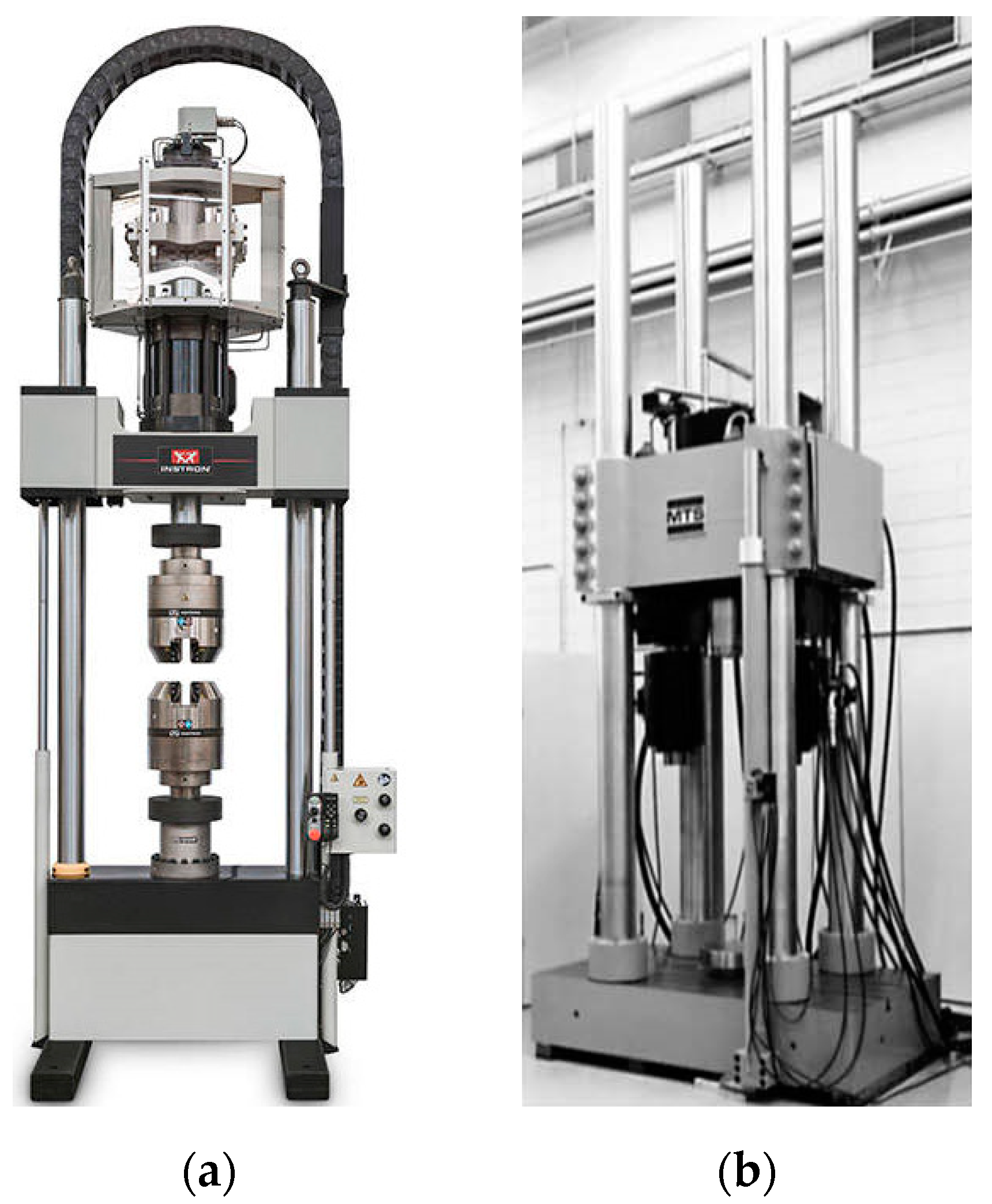
2.3.2. Fatigue Test Machines
2.3.3. Fatigue Tests
2.3.4. Criteria for Fatigue Test Results
3. Test Results
3.1. Gage R&R (Repeatable and Reproducibility) for the Data Measured by Each Method
3.2. Fatigue Test Results
3.2.1. Weld Profiles and Fatigue Limits
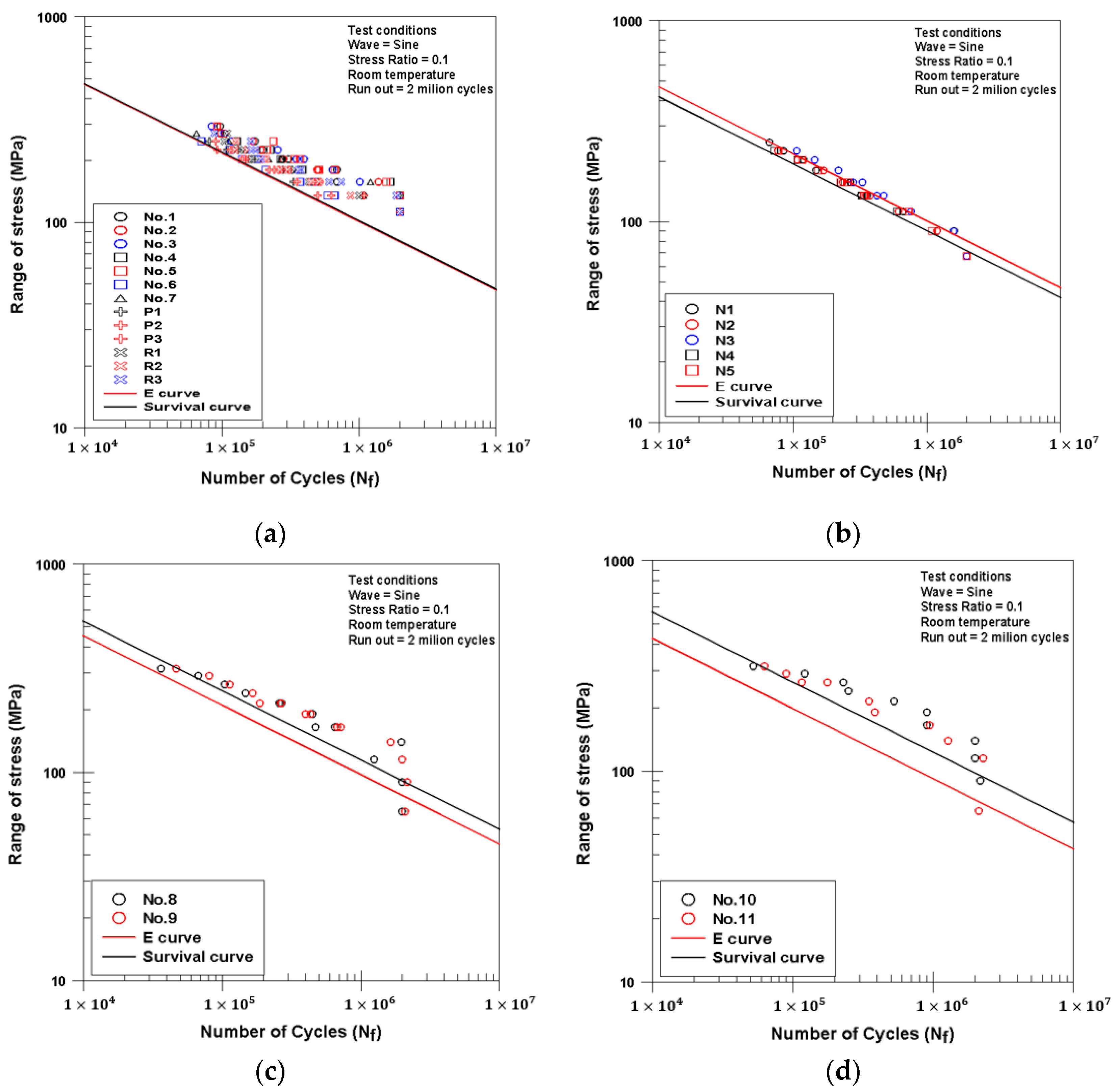
3.2.2. S-N Curve
3.2.3. Brief Review of All Fatigue Test Results
Direction and Amount of Angular Distortion
Effect of Angular Distortion on the Fatigue Behavior of the Welded Joints
4. Analysis of Test Results
4.1. Effect of Weld Bead Profiles on the Fatigue Life of the Welded Joints
4.2. Effect of the Bead Profile on the Fatigue Limit at cycles
4.3. New Criteria of Weld Profiles for the E Curve
4.4. New Approach to Consider the Stress Concentration
5. Correlation between the Bead Height/Width and the Toe Angle
6. Conclusions
- The fatigue limit of the SA welded joint can be predicted using the proposed regression equation based on the angular distortion, the weld bead height and the toe angle.
- The new criteria for the weld bead profiles, which can achieve more robust fatigue properties for the E-curve of the SA welded joints, can be proposed as a minimum toe angle of 130° and a maximum bead height of 6 mm.
- The weld bead of SA welding can be converted to a segment of a circle. Hence, the expected toe angle can also be obtained by measuring the bead height and width in production.
- The new templates designed by SHI are effective tools to measure the toe angle of a welded joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- AWS D1.1/D1.1M; Structural Welding Code—Steel. American Welding Society: Miami, FL, USA, 2020.
- ISO 5817; Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections. International Organization for Standardization: Geneva, Switzerland, 2014.
- NORSOK M-101; Structural Steel Fabrication. Norwegian Petroleum Industry: Stavanger, Norway, 2011.
- IACS No.47; Shipbuilding and Repair Quality Standard. International Association of Classification Societies: London, UK, 1996.
- Pang, J.C.; Li, S.X.; Wang, Z.G.; Zhang, Z.F. Relations between fatigue strength and other mechanical properties of metallic materials. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 958–976. [Google Scholar] [CrossRef]
- Han, J.W.; Han, D.K.; Han, S.H. Stress intensity factors for three-dimensional weld toe cracks using weld toe magnification factors. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 146–156. [Google Scholar] [CrossRef]
- Livieri, P.; Tovo, R. Overview of the geometrical influence on the fatigue strength of steel butt welds by a nonlocal approach. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 502–514. [Google Scholar] [CrossRef]
- Ohta, A.; Maeda, Y.; Suzuki, N. Effect of yield strength on the basic fatigue strength of welded joints. Fatigue Fract. Eng. Mater. Struct. 1993, 16, 473–479. [Google Scholar] [CrossRef]
- Ninh, N.T.; Wahab, M.A. The effect of residual stresses and weld geometry on the improvement of fatigue life. J. Mater. Process. Technol. 1995, 48, 581–588. [Google Scholar] [CrossRef]
- Cho, J.H.; Baek, S.J.; Shin, S.C.; Lee, G.H.; Kang, M.G.; Jo, Y.R. Effect of Aluminum Arc Butt Joint Weld Geometry on Fatigue Strength. J. Weld. Join. 2021, 39, 103–108. [Google Scholar] [CrossRef]
- Wang, Z.M.; Chang, K.H.; Muzaffer, S. Fatigue Analysis of the Effects of Incomplete Penetration Defects on Fatigue Crack Initiation Points in Butt-Welded Members. J. Weld. Join. 2020, 38, 543–550. [Google Scholar] [CrossRef]
- IIW-1823-07; Recommendations for Fatigue Design of Welded Joints and Components. International Institute of Welding: Paris, France, 2008.
- Schork, B.; Kucharczyk, P.; Madia, M.; Zerbst, M.; Hensel, J.; Bernhar, J.; Tchuindjang, D.; Kaffenberger, M.; Oechsner, M. The effect of the local and global weld geometry as well as material defects on crack initiation and fatigue strength. Eng. Fract. Mech. 2018, 198, 103–122. [Google Scholar] [CrossRef]
- Renken, F.; Polach, R.U.F.B.; Schibnell, J.; Jung, M.; Oswald, M.; Rother, K.; Ehlers, S.; Braun, M. An algorithm for statistical evaluation of weld toe geometries using laser triangulation. Int. J. Fatigue 2021, 149, 106293. [Google Scholar] [CrossRef]
- Stenberg, T.; Barsoum, Z.; Astrand, E.; Ericson Oberg, A.; Schneider, C.; Hedegard, J. Quality control and assurance in fabrication of welded structures subjected to fatigue loading. Weld. World 2017, 61, 1003–1015. [Google Scholar] [CrossRef]
- Hultgren, G.; Barsoum, Z. Fatigue assessment in welded joints based on geometrical variations measured by laser scanning. Weld. World 2020, 64, 1825–1831. [Google Scholar] [CrossRef]
- Hultgren, G.; Myren, L.; Barsoum, Z.; Mansour, R. Digital Scanning of Welds and Influence of Sampling Resolution on the Predicted Fatigue Performance: Modelling, Experiment and Simulation. Metals 2021, 11, 822. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, Y.; Tsutsumi, S. Parametric Formula for Stress Concentration Factor of Fillet Weld Joints with Spline Bead Profile. Materials 2020, 13, 4639. [Google Scholar] [CrossRef] [PubMed]
- Niederwanger, A.; Warner, D.H.; Lener, G. The utility of laser scanning welds for improving fatigue assessment. Int. J. Fatigue 2020, 140, 105810. [Google Scholar] [CrossRef]
- Riofrio, P.G.; Ferreira, J.A.M.; Capela, C.A. Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate. Metals 2021, 11, 151. [Google Scholar] [CrossRef]
- Braun, M.; Neuhausler, J.; Denk, M.; Renken, F.; Kellner, L.; Schubnell, J.; Jung, M.; Rother, K.; Ehlers, S. Statistical Characterization of Stress Concentrations along Butt Joint Weld Seams Using Deep Neural Networks. Appl. Sci. 2022, 12, 6089. [Google Scholar] [CrossRef]
- Radaj, D.; Sonsino, C.M.; Frick, W. Fatigue Assessment of Welded Joints by Local Approaches, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2006; p. 183. [Google Scholar]
- Fricke, W. Recent developments and future challenges in fatigue strength assessment of welded joints. J. Mech. Eng. Sci. 2015, 229, 1224–1239. [Google Scholar] [CrossRef] [Green Version]
- DNV-RP-C203; Fatigue Design of Offshore Steel Structures. Det Norske Veritas: Oslo, Norway, 2016.
- American Bureau of Shipping. Guide for Fatigue Assessment of Offshore Structures; ABS: New York, NY, USA, 2003. [Google Scholar]
- BV NI 611; Guidelines for Fatigue Assessment of Ships and Offshore Units. BV: Neuilly-sur Seine, France, 2020.
- ISO 19902; Petroleum and Natural Gas Industries—Fixed Steel Offshore Structures. ISO: Geneva, Switzerland, 2007.
- BS 7608; Guide to Fatigue Design and Assessment of Steel Products. British Standard Institution: London, UK, 2015.
- Maddox, S.J. Fatigue Strength of Welded Structures, 2nd ed.; Woodhead Publishing: Cambridge, UK, 1991. [Google Scholar]
- Yung, J.Y.; Lawrence, F.V. Analytical and graphical aids for the fatigue design of weldments. Fatigue Fract. Eng. Mater. Struct. 1985, 8, 223–241. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Base Material | Joint Config. | Intention | Methods for Intention | |
|---|---|---|---|---|---|
| Kind | Thick. (mm) | ||||
| 1 | EH36 | 20 | I | Higher bead height | Lower voltage |
| 2 | Normal bead | Standard | |||
| 3 | Lower bead height | Higher voltage | |||
| 4 | Lower bead height | Lower ampere | |||
| 5 | Higher bead height | Higher ampere | |||
| 6 | DH36 | 20 | I | Effect of base material | Change of material from EH36 to DH36 and D (same welding parameters as Test No. 2) |
| 7 | D | 20 | I | ||
| 8 | DH36 | 30 | Y | Higher bead height | Lower voltage |
| 9 | Lower bead height | Higher voltage | |||
| 10 | 40 | DY | Lower bead height | Higher voltage | |
| 11 | Higher bead height | Lower voltage | |||
| P1 | 20 | I | Higher angular distortion | Reverse pre-distortion during fit-up (1) | |
| P2 | |||||
| P3 | |||||
| P4 | |||||
| N1 | 25 | I | Extremely higher bead | Higher flux burden | |
| N2 | Lower flux burden | ||||
| N3 | 3 mm bead height | Machining (2) | |||
| N4 | Extremely higher bead | Additional weld pass | |||
| N5 | Preplaced filler wire | ||||
| R1 | EH36 | 20 | I | Reproducibility of the tests of the P series | Reverse pre-distortion and same welding parameters as test No. 2, No.6 and No.7 |
| R2 | DH36 | 20 | I | ||
| R3 | D | 20 | I | ||
| Stage | Measuring | Measuring Method |
|---|---|---|
| For the weld on the test coupon | Weld bead height | Leg length gage |
| Weld bead width | Ruler | |
| For fatigue specimen | Weld toe angle | SHI designed Templates |
| Videometer | ||
| Weld bead height | 3D scan | |
| Weld bead width | ||
| Angular distortion | ||
| Trough depth at the weld toe | ||
| Min. radius at the weld toe |
| Parameters | Condition | |||
|---|---|---|---|---|
| Stress ratio (R) | 0.1 | |||
| Applied stress | Below the yield strength | |||
| Wave form | Sine wave | |||
| Frequency (Hz) | 10–40 | |||
| Thick. (mm) | 20 | 25 | 30 | 40 |
| Stress range (MPa) | 112.5–292.5 | 67.5–247.5 | 65.0–315.0 | 112.5–292.5 |
| Mean stress (MPa) | 68.8–178.8 | 41.3–151.3 | 39.7–192.5 | 39.7–192.5 |
| Amplitude (MPa) | 56.3–146.3 | 33.8–123.8 | 32.5–175.5 | 32.5–157.5 |
| Run-out (cycles) | ||||
| Rule or Code | S-N Curve | Fatigue Limit in Air (MPa) | ||||
|---|---|---|---|---|---|---|
| 20 mm | 25 mm | 30 mm | 40 mm | |||
| DNV | E curve | 46.78 | 46.78 | 46.78 | 45.11 | 42.59 |
| ABS | 47 | 47.00 | 45.52 | 43.49 | 40.48 | |
| BV | 46.96 | 46.96 | 46.96 | 45.28 | 42.75 | |
| ISO | 47.13 | 44.58 | 42.16 | 40.28 | 37.48 | |
| BS | 47 | 46.96 | 46.96 | 45.28 | 42.75 | |
| IIW | FAT 80 | 46.8 | 46.80 | 46.80 | 45.12 | 42.60 |
| Item | Comparing Object | Significance (p-Value) | |||
|---|---|---|---|---|---|
| F-Test | t-Test | ||||
| Bead height | Leg length gage | 3D scan | 0.779 | 0.599 | 0.947 |
| Bead width | Ruler | 3D scan | 0.983 | 0.532 | 0.961 |
| Toe angle | Template | Videometer | <0.05 | <0.05 | 0.759 |
| Toe angle | Template | 3D scan | 0.935 | 0.359 | 0.787 |
| Test No. | Min. Toe Angle (°) | Angular Distortion (°) | Bead Width (mm) | Bead Height (mm) | Toe Through (mm) | Min. Radius (mm) | Fatigue Limit (1) (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 138.53 | 0.14 | 22.49 | 4.60 | −0.04 | 1.32 | 54.04 |
| 2 | 145.02 | 0.14 | 21.27 | 3.69 | 0.11 | 1.67 | 55.39 |
| 3 | 144.03 | 0.19 | 21.76 | 3.59 | 0.17 | 1.55 | 50.93 |
| 4 | 143.64 | 0.22 | 24.11 | 3.86 | 0.00 | 1.56 | 54.26 |
| 5 | 143.42 | 0.18 | 21.99 | 3.92 | 0.05 | 1.65 | 55.03 |
| 6 (2) | 137.39 | 1.23 | 26.51 | 4.48 | −0.06 | 1.31 | 46.34 |
| 7 | 140.46 | 0.22 | 25.63 | 4.53 | −0.13 | 1.44 | 51.04 |
| 8 | 156.90 | 1.03 | 32.25 | 3.27 | −0.08 | 5.18 | 53.79 |
| 9 | 155.09 | 0.99 | 32.04 | 3.06 | −0.19 | 4.06 | 54.67 |
| 10 | 162.39 | 0.69 | 28.31 | 1.91 | −0.19 | 5.93 | 59.70 |
| 11 | 159.76 | 0.89 | 28.85 | 1.95 | −0.07 | 5.74 | 53.03 |
| P1 (2) | 137.80 | 1.42 | 27.10 | 4.75 | −0.06 | 1.32 | 45.96 |
| P2 (2) | 138.14 | 1.51 | 26.10 | 4.63 | −0.06 | 1.48 | 46.50 |
| P3 (2) | 133.65 | 1.17 | 23.10 | 5.27 | −0.08 | 1.19 | 43.41 |
| P4 | 142.61 | 1.65 | 26.47 | 4.44 | −0.04 | 1.61 | 48.53 |
| N1 (2) | 110.43 | 1.42 | 25.72 | 7.51 | −0.10 | 0.75 | 41.39 |
| N2 (2) | 113.75 | 1.49 | 27.38 | 6.99 | −0.07 | 0.87 | 43.09 |
| N3 (2) | 116.24 | 1.27 | 26.06 | 3.25 | −0.07 | 0.85 | 46.01 |
| N4 (2) | 117.43 | 1.50 | 27.53 | 8.22 | −0.06 | 0.80 | 42.35 |
| N5 (2) | 105.49 | 1.23 | 28.39 | 8.05 | −0.06 | 0.66 | 42.00 |
| R1 | 142.53 | 1.27 | 26.61 | 4.63 | −0.04 | 1.68 | 49.68 |
| R2 | 143.06 | 1.09 | 26.33 | 4.38 | −0.02 | 1.69 | 51.72 |
| R3 | 143.07 | 0.93 | 26.45 | 4.34 | −0.03 | 1.78 | 51.93 |
| Base Material Thickness (mm) | The Ratio of the Test Result to the Requirement (%) | ||
|---|---|---|---|
| BV Rule Requirement [26] | Test Results | ||
| 20 | 46.96 | 47.36 | 101 |
| 25 | 46.96 | 41.90 | 89 |
| 30 | 45.27 | 55.21 | 122 |
| 40 | 42.74 | 57.21 | 134 |
| Angular Distortion (°) | No. of Specimen (EA) | No. of Specimen with the Accordance Side | Concordance Rate (%) |
|---|---|---|---|
| exceed 1° | 138 | 133 | 96 |
| exceed 0.5° | 169 | 160 | 95 |
| exceed 0.2° | 196 | 170 | 87 |
| Factor X | Result of the Statistical Analysis | |||||
|---|---|---|---|---|---|---|
| X1 | X2 | X3 | The p-Value for Each Factor | |||
| X1 | X2 | X3 | ||||
| Angular distortion | Bead shape ratio | - | 0.87 | <0.05 | <0.05 | - |
| Toe angle | Angular distortion | - | 0.87 | <0.05 | <0.05 | - |
| Bead height | Angular distortion | - | 0.84 | <0.05 | <0.05 | - |
| Bead height | Angular distortion | Bead width | 0.87 | <0.05 | <0.05 | <0.05 |
| Regression Equation | Weld Bead Profiles | ||
|---|---|---|---|
| Weld Bead Height (mm) | Weld Bead Width (mm) | Weld Toe Angle (°) | |
| (4) | Refer to Table 11 | Refer to Table 11 | No restriction |
| (5) | No restriction | No restriction | Min. 124 |
| (6) | Max. 6.2 | No restriction | No restriction |
| (7) | Refer to Table 11 | Refer to Table 11 | No restriction |
| (a) | (b) | ||
|---|---|---|---|
| Bead Width (mm) | Bead Height (mm) | Bead Width (mm) | Bead Height (mm) |
| 20 | 4.9 | 20 | 5.0 |
| 21 | 5.1 | 21 | 5.3 |
| 22 | 5.4 | 22 | 5.6 |
| 23 | 5.6 | 23 | 5.8 |
| 24 | 5.9 | 24 | 6.1 |
| 25 | 6.1 | 25 | 6.3 |
| 26 | 6.3 | 26 | 6.6 |
| 27 | 6.6 | 27 | 6.9 |
| 28 | 6.8 | 28 | 7.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, D.; Nam, S.; Cho, C.; Lee, D.; Jeong, E.; Jeong, Y.; Lee, J.; Cridland, M.; Kim, B.; Kim, K.; et al. A New Study on the Fatigue Properties of SA Weld Joints by Considering the Effects of Welded Bead Shape. J. Mar. Sci. Eng. 2022, 10, 1527. https://doi.org/10.3390/jmse10101527
Cho D, Nam S, Cho C, Lee D, Jeong E, Jeong Y, Lee J, Cridland M, Kim B, Kim K, et al. A New Study on the Fatigue Properties of SA Weld Joints by Considering the Effects of Welded Bead Shape. Journal of Marine Science and Engineering. 2022; 10(10):1527. https://doi.org/10.3390/jmse10101527
Chicago/Turabian StyleCho, Dongpil, Seongkil Nam, Chulho Cho, Dajung Lee, Eunyoung Jeong, Youngcheon Jeong, Jaeyik Lee, Marcus Cridland, Bongjin Kim, Kwangsoo Kim, and et al. 2022. "A New Study on the Fatigue Properties of SA Weld Joints by Considering the Effects of Welded Bead Shape" Journal of Marine Science and Engineering 10, no. 10: 1527. https://doi.org/10.3390/jmse10101527