
Rabbit Manure Compost for Seedling Nursery Blocks: Suitability and Optimization of the Manufacturing Production Process

Abstract
:1. Introduction
2. Materials and Methods
2.1. Growing Media Materials
2.2. Experimental Methods
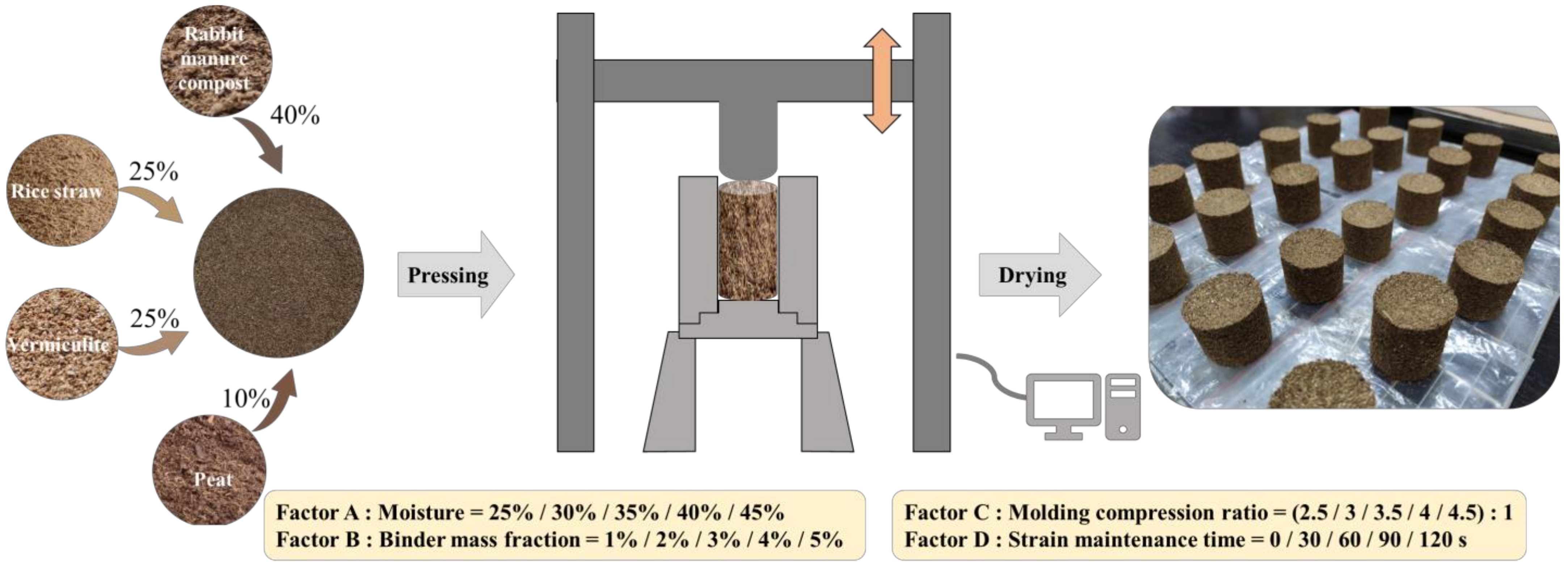
2.2.1. Instruments and Procedures
2.2.2. Experiment Design
2.2.3. Evaluation Indices
- (1)
- Relaxation density
- (2)
- Ventilatory porosity
- (3)
- Specific energy consumption
- (4)
- Compressive resistance
2.2.4. Emergence Performance of Rabbit Manure Compost Seedling Nursery Blocks
2.2.5. Chemical Analysis
2.2.6. Data Analysis
3. Results and Discussion
3.1. Results and Analysis of Combined Tests
3.2. Analysis of Variance and Regression Equations
3.3. Effects of Different Factors on Evaluation Indicators
3.3.1. On Relaxation Density
3.3.2. On Ventilatory Porosity
3.3.3. On Specific Energy Consumption
3.3.4. On Compressive Resistance
3.4. Comprehensive Optimization and Verification Tests
 | F1 = RD max |
| F2 = VP max | |
| F3 = SEC min | |
| 1 ≤ A ≤ 2 | |
| −2 ≤ B ≤ 2 | |
| −0.5 ≤ C ≤ 2 | |
| −1 ≤ D ≤ 1 | |
| 200 ≤ RD ≤ 600 | |
| 15 ≤ VP ≤ 30 | |
| 0.2 ≤ SEC ≤ 0.6 |
3.5. Seedling Emergence Performance of Rabbit Manure Compost Seedling Nursery Blocks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, M.Y.; Wu, L.P. Consumer demand for rabbit meat in urban China: 2011–2018. In Proceedings of the 12th World Rabbit Congress, Nantes, France, 3–5 November 2021. [Google Scholar]
- Zhang, S.L.; Zhu, J.F. Cost and benefit analysis of meat rabbit breeding based on 2018 national survey data of 13 provinces [of China]. In Proceedings of the 12th World Rabbit Congress, Nantes, France, 3–5 November 2021. [Google Scholar]
- Wu, L.P.; Qin, Y.H. Production overview of my country’s rabbit industry in 2020 and development prospects in 2021. Chin. J. Anim. Sci. 2021, 57, 258–262. [Google Scholar]
- Wen, B.; Guo, X.Y.; Fu, X.C.; Liu, N.; Bai, L.; Liu, H.Z.; Wang, P.; Xiong, Z.B.; Zhang, K.; Xiao, B.X. Application of three kinds of microbial agent in high-temperature composting of rabbit manure. J. Grassl. Forage Sci. 2016, 2, 43–51, (In Chinese with English Abstract). [Google Scholar]
- Duan, E.Z.; Ma, J.X.; Chang, C.C.; Chen, J.Y.; Wang, H.Y. Physicochemical properties and utilization of fermented organic fertilizer of rabbit manure. Chin. J. Rabbit Farming 2018, 6, 36–39, (In Chinese with English Abstract). [Google Scholar]
- National Bureau of Statistics. China Rural Statistical Yearbook 2021; China Statistics Press: Beijing, China, 2021. [Google Scholar]
- Bao, W.Q.; Liu, J.J.; An, J.; Xie, G.H. Discussion on value-taking of relative parameters for assessment of livestock and poultry excrement resource in China. Trans. CSAE 2018, 34, 314–322, (In Chinese with English Abstract). [Google Scholar]
- Li, R.L.; Hao, H.Y.; Sun, H.; Wang, L.J.; Wang, H.Y. Composted rabbit manure as organic matrix for manufacturing horticultural growing media: Composting process and seedling effects. Sustainability 2022, 14, 5146. [Google Scholar] [CrossRef]
- Ikrarwati; Syamsi, N.A.; Sastro, Y.; Rusbana, T.B.; Sudolar, N.R.; Romadhonah, Y. Quality of Growth Media and Yields of Allium ascolanicum L. On Ultisol Soil Combined with Rabbit Manure. IOP Conf. Ser. Earth Environ. Sci. 2021, 715, 012039. [Google Scholar] [CrossRef]
- Adekiya, A.O.; Ejue, W.S.; Olayanju, A.; Dunsin, O.; Aboyeji, C.M.; Aremu, C.; Adegbite, K.; Akinpelu, O. Different organic manure sources and NPK fertilizer on soil chemical properties, growth, yield and quality of okra. Sci. Rep. 2020, 10, 16083. [Google Scholar] [CrossRef]
- Islas-Valdez, S.; Lucho-Constantino, C.A.; Beltrán-Hernández, R.I.; Gómez-Mercado, R.; Vázquez-Rodríguez, G.A.; Herrera, J.M.; Jiménez-González, A. Effectiveness of rabbit manure biofertilizer in barley crop yield. Environ. Sci. Pollut. Res. 2017, 24, 25731–25740. [Google Scholar] [CrossRef]
- Pêgo, R.G.; Antunes, L.F.d.S.; Silva, A.R.C. Vigor of zinnia seedlings produced in alternative substrate in trays with different cell size. Ornam. Hortic. 2019, 25, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Kazemi, F.; Rabbani, M.; Jozay, M. Investigating the plant and air-quality performances of an internal green wall system under hydroponic conditions. J. Environ. Manag. 2020, 275, 111230. [Google Scholar] [CrossRef]
- Li, R.L.; Hao, H.Y.; Yang, C.C.; Wang, L.J.; Wang, H.Y. Rabbit manure compound growing media: Proportioning optimization according to physiochemical characteristic and seedling effects. Front. Plant Sci. 2022, 13, 1008089. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.Q.; Qu, P.; Huang, H.Y.; Wu, G.F.; Yan, H.J. Evaluation of Coconut Coir Dust/Modified Urea–Formaldehyde Resins as a Growing Medium for Pepper Seedlings. HortTechnology 2020, 30, 322–330. [Google Scholar] [CrossRef] [Green Version]
- Cui, Z.C.; Guan, C.S.; Xu, T.; Yang, Y.T.; Xu, B.X.; Chen, Y.S. Development status of technology and equipment of substrate block seedling cultivation and transplanting. J. Chin. Agric. Mech. 2021, 43, 29–34, (In Chinese with English Abstract). [Google Scholar]
- Yang, L.Y.; Cao, H.L.; Yuan, Q.X.; Luoa, S.; Liu, Z.G. Component Optimization of Dairy Manure Vermicompost, Straw, and Peat in Seedling Compressed Substrates Using Simplex-Centroid Design. J. Air Waste Manag. Assoc. 2018, 68, 215–226. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Xiong, Y.; Liu, T.; Tu, Y.; Tian, S.; Sun, L.; Chen, T. Effect of fiber natures on the formation of “solid bridge” for preparing wood sawdust derived biomass pellet fuel. Fuel Process. Technol. 2016, 144, 79–84. [Google Scholar] [CrossRef]
- Li, H.; Jiang, L.B.; Li, C.Z.; Liang, J.; Yuan, X.Z.; Xiao, Z.H.; Xiao, Z.H.; Wang, H. Co-pelletization of sewage sludge and biomass: The energy input and properties of pellets. Fuel Process. Technol. 2015, 132, 55–61. [Google Scholar] [CrossRef]
- Hu, J.J. Straw Pellet Fuel Cold Molding by Compression: Experimental Study and Numerical Simulation. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2008. (In Chinese with English Abstract). [Google Scholar]
- Cao, H.L.; Yang, L.Y.; Yuan, Q.X.; Huang, C.Q. Experimental research of seedling substrate compressed of cattle manures. Trans. CSAM 2015, 46, 197–202, (In Chinese with English Abstract). [Google Scholar]
- Luo, S. Molding Process and Molding Machine Design and Experiment of Vermicompost Substrate. Ph.D. Thesis, Huazhong Agricultural University, Wuhan, China, 2019. (In Chinese with English Abstract). [Google Scholar]
- Xin, M.J.; Chen, T.Y.; Zhang, Q.; Jiao, J.K.; Bai, X.W.; Song, Y.Q.; Zhao, R.; Wei, C. Parameters optimization for molding of vegetable seedling substrate nursery block with rice straw. J. Agric. Eng. 2017, 33, 219–225, (In Chinese with English Abstract). [Google Scholar]
- Liu, Y.; Fan, T.; Qu, Z.X.; Wang, D.Z. Experimental study on nutritious peat block press molding. For. Mach. Woodwork. Equip. 2014, 42, 10–12, (In Chinese with English Abstract). [Google Scholar]
- Liu, D.J.; Zhou, Y.J.; Liu, K.; Cheng, Q.; Bai, X.W.; Gong, Y.J. Experimental study on molding technology for making seedling block based on maize stovers. Trans. CSAE 2020, 36, 241–248, (In Chinese with English Abstract). [Google Scholar]
- Elghezal, L.; Jamei, M.; Georgopoulos, I.O. DEM Simulations of Stiff and Soft Materials with Crushable Particles: An Application of Expanded Perlite as a Soft Granular Material. Granul. Matter 2013, 15, 685–704. [Google Scholar] [CrossRef]
- Chen, T.Y.; Jia, H.L.; Zhang, S.W.; Sun, X.M.; Song, Y.Q.; Yuan, H.F. Optimization of cold pressing process parameters of chopped corn straws for fuel. Energies 2020, 13, 652. [Google Scholar] [CrossRef] [Green Version]
- Ma, L.; Sha, L.; Liu, X.X.; Zhang, S.T. Study of molding and drying characteristics of compressed municipal sludge-corn stalk fuel pellets. Energies 2021, 14, 3116. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, X.Y.; Tian, Y.; Gong, X.Q. Composted green waste as a substitute for peat in growth media: Effects on growth and nutrition of Calathea insignis. PLoS ONE 2013, 8, e78121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Van Soest, P.J.; Robertson, J.B.; Lewis, B.A. Methods for Dietary Fiber Neutral Detergent Fiber, and Nonstarch Polysaccharides in Relation to Animal Nutrition. J. Dairy Sci. 1991, 74, 3583–3597. [Google Scholar] [CrossRef]
- Patel, G.B.; Shah, K.R.; Shindhal, T.; Rakholiya, P.; Varjani, S. Process parameter studies by central composite design of response surface methodology for lipase activity of newly obtained actinomycete. Environ. Technol. Innov. 2021, 23, 101724. [Google Scholar] [CrossRef]
- Fang, M.; Yu, Z.H.; Zhang, W.J.; Cao, J.; Liu, W.H. Friction coefficient calibration of corn stalk particle mixtures using Plackett-Burman design and response surface methodology. Powder Technol. 2022, 396, 731–742. [Google Scholar] [CrossRef]
- Xu, C.; Yuan, Q.X.; Qin, C.N.; Xie, G.R.; He, T.; Song, N. Effect of wood vinegar on physicochemical properties and seeding capability of cow manure aerobic composting. Trans. CSAM 2020, 51, 353–360, (In Chinese with English Abstract). [Google Scholar]
- NY/T 2118-2012; Plug Seedling Substrate of Vegetables. China Agricultural Press: Beijing, China, 2012.
- Li, W.Z.; Jiang, Y.; Rao, S.; Yin, X.L.; Wang, M.F.; Jiang, E.C. Optimization parameters of mixture pelleting of eucalyptus sawdust and corn stover. Acta Energ. Sol. Sin. 2020, 41, 332–338, (In Chinese with English Abstract). [Google Scholar]
- Zhang, C.W. Forming Technology and Properties of Biomass Composites with Fully Open Cell Structure. Ph.D. Thesis, Shandong University, Jinan, China, 2020. (In Chinese with English Abstract). [Google Scholar]
- Yank, A.; Ngadi, M.; Kok, R. Physical properties of rice husk and bran briquettes under low pressure densification for rural applications. Biomass Bioenergy 2016, 84, 22–30. [Google Scholar] [CrossRef]
- Chang, R.; Guo, Q.; Pandey, P.; Li, Y.; Chen, Q.; Sun, Y. Pretreatment by Composting Increased the Utilization Proportion of Pig Manure Biogas Digestate and Improved the Seedling Substrate Quality. Waste Manag. 2021, 129, 47–53. [Google Scholar] [CrossRef] [PubMed]
- Di Lonardo, S.; Cacini, S.; Becucci, L.; Lenzi, A.; Orsenigo, S.; Zubani, L.; Rossi, G.; Zaccheo, P.; Massa, D. Testing New Peat-Free Substrate Mixtures for the Cultivation of Perennial Herbaceous Species: A Case Study on Leucanthemum vulgare Lam. Sci. Hortic. 2021, 289, 110472. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Moisture Content (%) | Cellulose (% Dry Matter) | Hemicellulose (% Dry Matter) | Lignin (% Dry Matter) | |
|---|---|---|---|---|
| Rabbit manure compost | 20.3 | 25.27 | 29.95 | 21.39 |
| Rice straw | 6.56 | 41.13 | 24.80 | 9.72 |
| Vermiculite | 2.4 | / | / | / |
| Peat | 37.5 | 36.87 | 22.17 | 18.26 |
| Levels | Factors | |||
|---|---|---|---|---|
| A Moisture Content (%) | B Binder Mass Fraction (%) | C Molding Compression Ratio | D Strain Maintenance Time (s) | |
| 2 | 45 | 5 | 4.5:1 | 120 |
| 1 | 40 | 4 | 4:1 | 90 |
| 0 | 35 | 3 | 3.5:1 | 60 |
| −1 | 30 | 2 | 3:1 | 30 |
| −2 | 25 | 1 | 2.5:1 | 0 |
| Test Number | Factors and Levels | Evaluation Indicators | ||||||
|---|---|---|---|---|---|---|---|---|
| A Moisture Content (%) | B Binder Mass Fraction (%) | C Molding Compression Ratio | D Strain Maintenance Time (s) | Relaxation Density (kg·m−3) | Ventilatory Porosity (%) | Specific Energy Consumption (J·g−1) | Compressive Resistance (N) | |
| 1 | −1 | −1 | −1 | −1 | 261.87 | 11.83 | 0.32 | 27.65 |
| 2 | −1 | −1 | 1 | −1 | 295.19 | 12.44 | 0.71 | 58.60 |
| 3 | 1 | −1 | −1 | −1 | 249.80 | 11.10 | 0.20 | 35.34 |
| 4 | 1 | −1 | 1 | −1 | 280.04 | 11.70 | 0.49 | 57.68 |
| 5 | −1 | 1 | −1 | −1 | 284.18 | 12.23 | 0.26 | 40.47 |
| 6 | −1 | 1 | 1 | −1 | 334.22 | 12.50 | 0.62 | 179.33 |
| 7 | 1 | 1 | −1 | −1 | 260.64 | 10.37 | 0.19 | 42.77 |
| 8 | 1 | 1 | 1 | −1 | 282.60 | 10.39 | 0.48 | 77.22 |
| 9 | −1 | −1 | −1 | 1 | 261.87 | 10.63 | 0.28 | 28.72 |
| 10 | −1 | −1 | 1 | 1 | 304.93 | 11.67 | 0.69 | 71.44 |
| 11 | 1 | −1 | −1 | 1 | 253.94 | 11.30 | 0.20 | 32.97 |
| 12 | 1 | −1 | 1 | 1 | 275.59 | 9.18 | 0.49 | 71.94 |
| 13 | −1 | 1 | −1 | 1 | 287.76 | 13.33 | 0.26 | 76.90 |
| 14 | −1 | 1 | 1 | 1 | 350.04 | 13.23 | 0.60 | 207.53 |
| 15 | 1 | 1 | −1 | 1 | 262.08 | 10.47 | 0.19 | 44.59 |
| 16 | 1 | 1 | 1 | 1 | 282.40 | 11.48 | 0.45 | 76.19 |
| 17 | 0 | 0 | −2 | 0 | 220.93 | 10.66 | 0.10 | 27.16 |
| 18 | 0 | 0 | 2 | 0 | 276.41 | 10.29 | 0.66 | 62.82 |
| 19 | −2 | 0 | 0 | 0 | 308.90 | 16.27 | 0.60 | 62.47 |
| 20 | 2 | 0 | 0 | 0 | 272.06 | 12.47 | 0.35 | 46.51 |
| 21 | 0 | −2 | 0 | 0 | 274.32 | 12.14 | 0.56 | 51.12 |
| 22 | 0 | 2 | 0 | 0 | 310.00 | 14.27 | 0.55 | 154.09 |
| 23 | 0 | 0 | 0 | −2 | 246.29 | 10.71 | 0.34 | 30.17 |
| 24 | 0 | 0 | 0 | 2 | 271.87 | 11.32 | 0.36 | 65.24 |
| 25 | 0 | 0 | 0 | 0 | 270.01 | 20.98 | 0.34 | 62.04 |
| 26 | 0 | 0 | 0 | 0 | 268.12 | 18.09 | 0.34 | 59.84 |
| 27 | 0 | 0 | 0 | 0 | 265.68 | 18.76 | 0.33 | 66.02 |
| 28 | 0 | 0 | 0 | 0 | 258.31 | 18.50 | 0.36 | 63.84 |
| 29 | 0 | 0 | 0 | 0 | 262.90 | 18.96 | 0.31 | 60.00 |
| Response Variable | R2 | Adjusted R2 | Predicted R2 | Adeq Precision |
|---|---|---|---|---|
| Relaxation density | 0.92 | 0.89 | 0.81 | 21.91 |
| Ventilatory porosity | 0.95 | 0.93 | 0.89 | 18.99 |
| Specific energy consumption | 0.98 | 0.97 | 0.95 | 43.72 |
| Compressive resistance | 0.85 | 0.79 | 0.68 | 15.04 |
| Moisture Content (%) | Binder Mass Fraction (%) | Molding Compression Ratio | Strain Maintenance Time (s) | Relaxation Density (kg·m−3) | Ventilatory Porosity (%) | Specific Energy Consumption (J·g−1) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Test Value | Theoretical Value | Test Value | Theoretical Value | Test Value | Theoretical Value | |||||
| 1 | 4.1:1 | 34.5 | 3.8 | 60 | 364.80 | 298.38 | 18.85 | 15.12 | 0.54 | 0.56 |
| 2 | 4.0:1 | 39.0 | 2.8 | 48 | 338.47 | 269.01 | 18.13 | 14.87 | 0.39 | 0.45 |
| 3 | 4.0:1 | 39.5 | 3.0 | 45 | 348.67 | 269.12 | 18.19 | 14.47 | 0.41 | 0.45 |
| 4 | 3.5:1 | 39.0 | 2.8 | 54 | 321.61 | 257.33 | 16.37 | 17.38 | 0.26 | 0.31 |
| 5 | 4.0:1 | 39.0 | 2.9 | 57 | 351.30 | 269.19 | 16.60 | 15.24 | 0.36 | 0.45 |
| Relaxation Density (kg·m−3) | Ventilatory Porosity (%) | Specific Energy Consumption (J·g−1) | |
|---|---|---|---|
| Test value | 363.31 | 18.72 | 0.44 |
| Theoretical value | 354.55 | 19.09 | 0.45 |
| Error | 2.47% | −1.91% | −3.23% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Wang, H.; Duan, E.; Fan, J.; Wang, L. Rabbit Manure Compost for Seedling Nursery Blocks: Suitability and Optimization of the Manufacturing Production Process. Agriculture 2022, 12, 2156. https://doi.org/10.3390/agriculture12122156
Li R, Wang H, Duan E, Fan J, Wang L. Rabbit Manure Compost for Seedling Nursery Blocks: Suitability and Optimization of the Manufacturing Production Process. Agriculture. 2022; 12(12):2156. https://doi.org/10.3390/agriculture12122156
Chicago/Turabian StyleLi, Rangling, Hongying Wang, Enze Duan, Jiayu Fan, and Liangju Wang. 2022. "Rabbit Manure Compost for Seedling Nursery Blocks: Suitability and Optimization of the Manufacturing Production Process" Agriculture 12, no. 12: 2156. https://doi.org/10.3390/agriculture12122156