



Microbubble-Assisted Cleaning-in-Place Process for Ultrafiltration System and Its Environmental Performance
Abstract
:1. Introduction
2. Materials and Methods
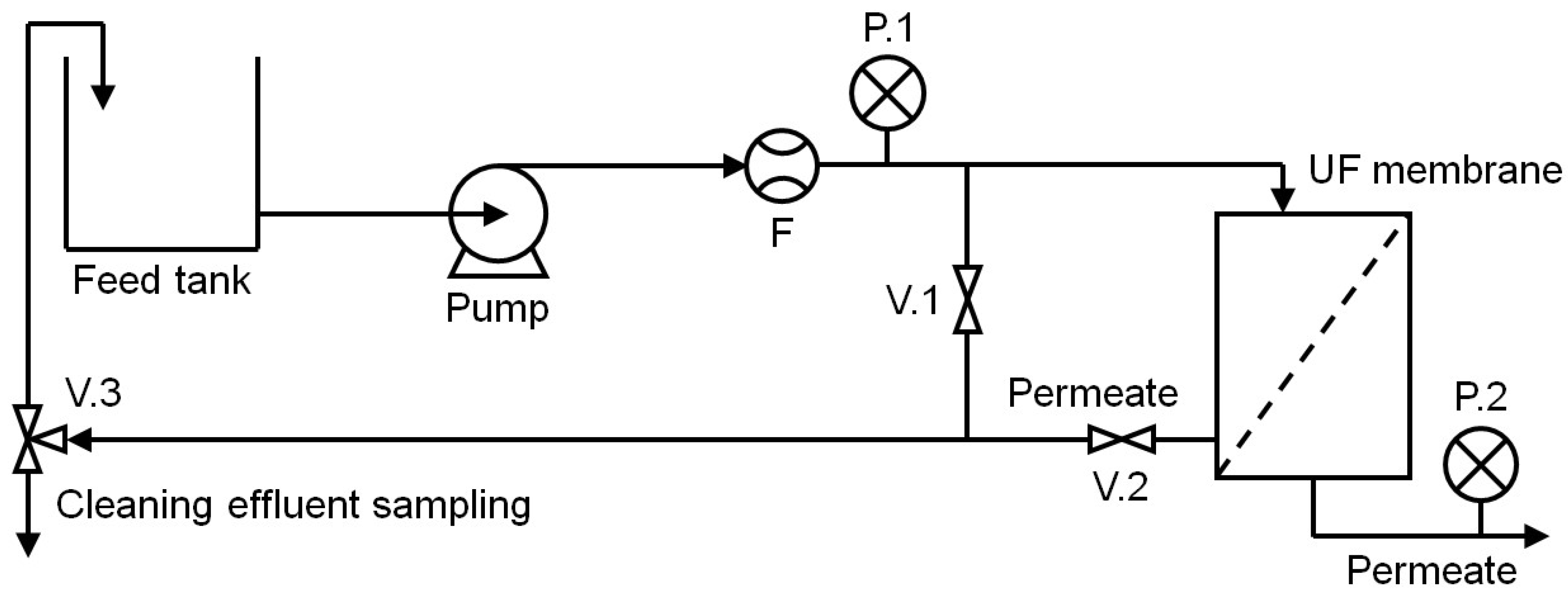
2.1. UF of Whole Milk
2.2. MB Liquid Generation and Characterization
2.3. Membrane Cleaning Experiments
2.4. Determination of Protein and Fat Removal
2.5. Statistical Analysis
2.6. Life Cycle Assessment
2.6.1. Goal and Scope
2.6.2. Life Cycle Inventory
2.6.3. Life Cycle Impact Assessment
3. Results and Discussion
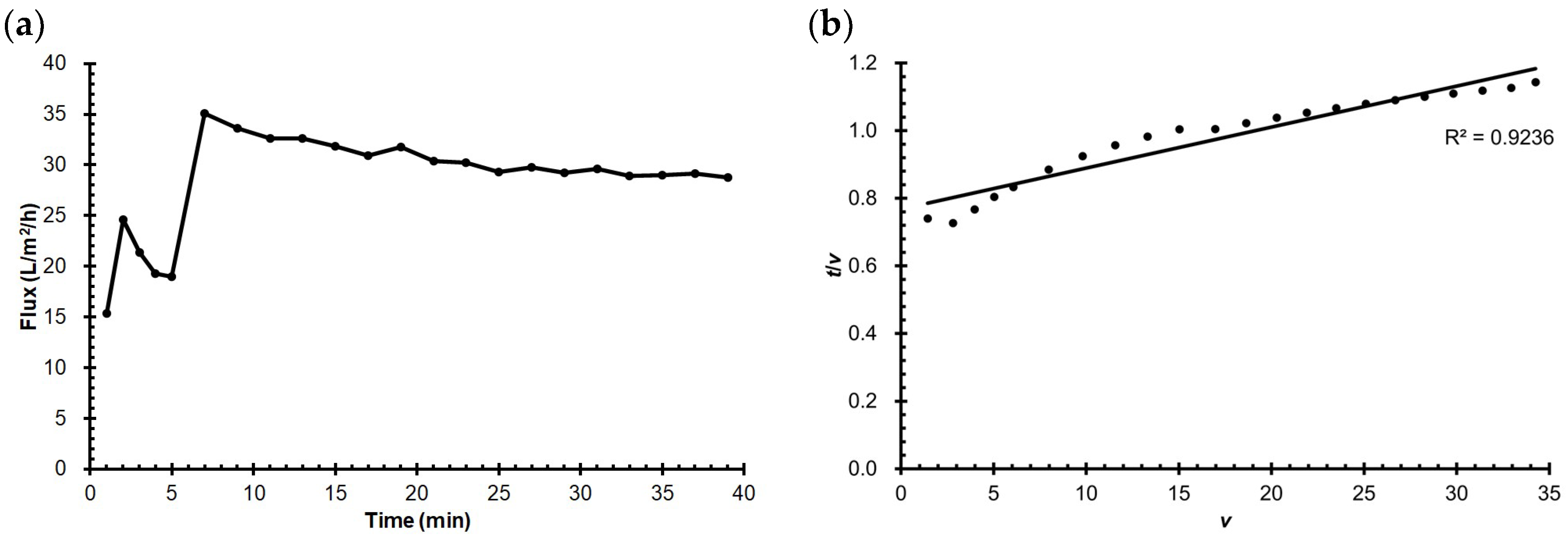
3.1. Milk Fouling on UF Membrane
3.2. MB Characterization
3.3. Membrane Cleaning
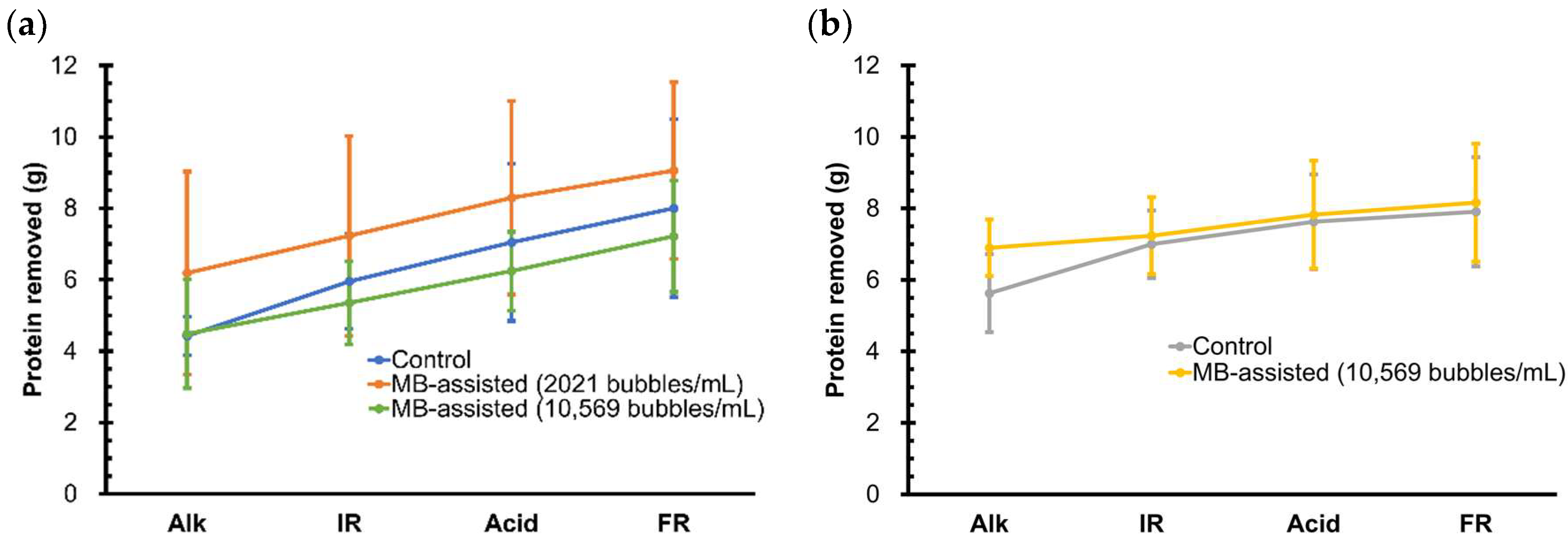
3.4. Protein and Fat Removal
3.5. LCA of MB-Assisted CIP Process
3.5.1. Inventory Analysis
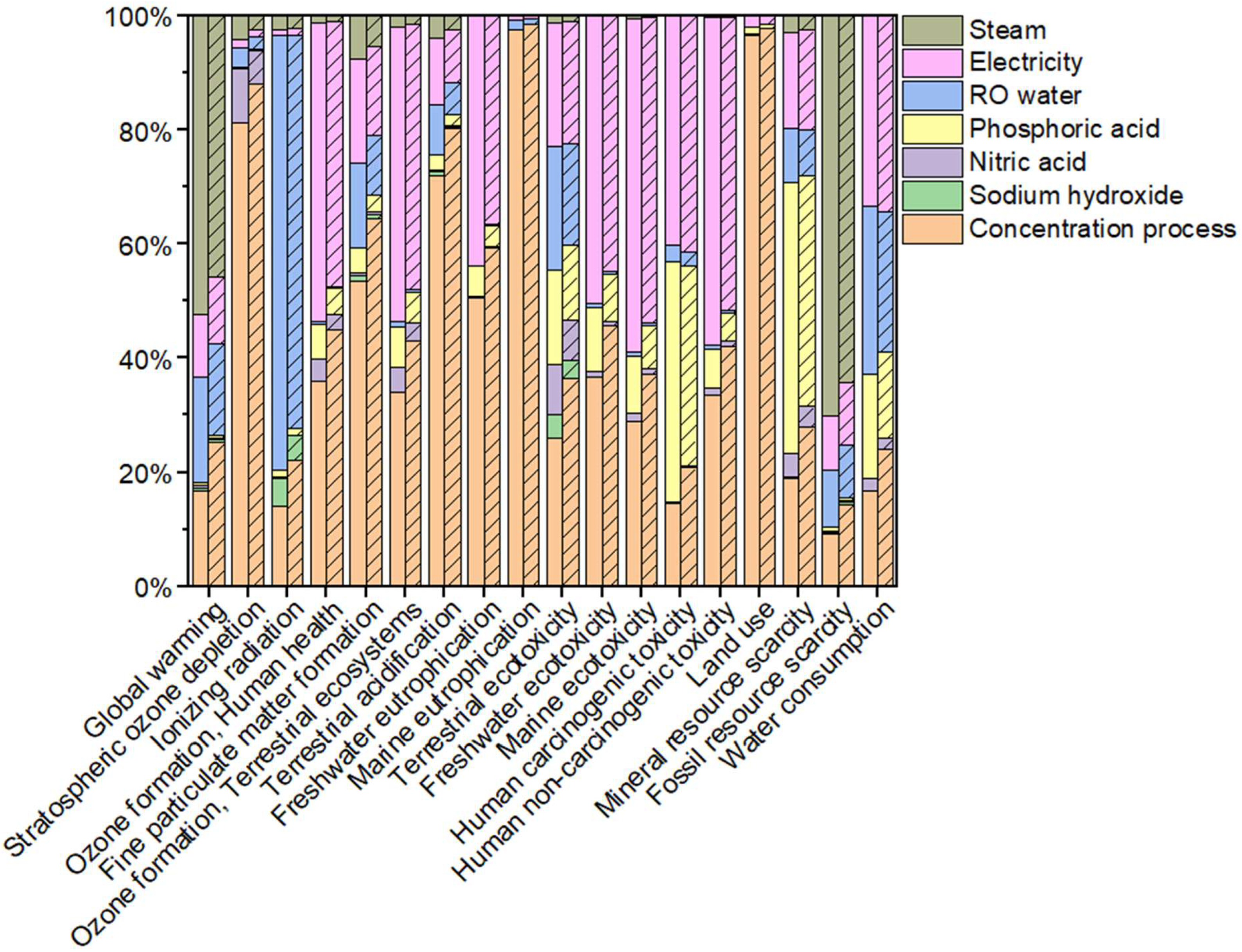
3.5.2. Impact Assessment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Bylund, G. Dairy Processing Handbook; Tetra Pak Processing Systems AB: Lund, Sweden, 1995; p. 75. [Google Scholar] [CrossRef]
- Coolbear, T.; Janin, N.; Traill, R.; Shingleton, R. Heat-Induced Changes n the Sensory Properties of Milk. Int. Dairy J. 2022, 126, 105199. [Google Scholar] [CrossRef]
- Reig, M.; Vecino, X.; Cortina, J.L. Use of Membrane Technologies in Dairy Industry: An Overview. Foods 2021, 10, 2768. [Google Scholar] [CrossRef] [PubMed]
- Rabiller-Baudry, M.; Paugam, L.; Bégoin, L.; Delaunay, D.; Fernandez-Cruz, M.; Phina-Ziebin, C.; de Guadiana, C.L.-G.; Chaufer, B. Alkaline Cleaning of PES Membranes Used in Skimmed Milk Ultrafiltration: From Reactor to Spiral-Wound Module via a Plate-and-Frame Module. Desalination 2006, 191, 334–343. [Google Scholar] [CrossRef]
- Muthukumaran, S.; Yang, K.; Seuren, A.; Kentish, S.; Ashokkumar, M.; Stevens, G.W.; Grieser, F. The Use of Ultrasonic Cleaning for Ultrafiltration Membranes in the Dairy Industry. Sep. Purif. Technol. 2004, 39, 99–107. [Google Scholar] [CrossRef] [Green Version]
- Berk, Z. Membrane Processes. In Food Process Engineering and Technology; Academic Press: Cambridge, MA, USA, 2013; pp. 259–285. ISBN 9780124159235. [Google Scholar]
- Nath, K.; Dave, H.K.; Patel, T.M. Revisiting the Recent Applications of Nanofiltration in Food Processing Industries: Progress and Prognosis. Trends Food Sci. Technol. 2018, 73, 12–24. [Google Scholar] [CrossRef]
- Rabiller-Baudry, M.; Bégoin, L.; Delaunay, D.; Paugam, L.; Chaufer, B. A Dual Approach of Membrane Cleaning Based on Physico-Chemistry and Hydrodynamics. Application to PES Membrane of Dairy Industry. Chem. Eng. Process. Process Intensif. 2008, 47, 267–275. [Google Scholar] [CrossRef]
- Jimenez-Lopez, A.J.E.; Leconte, N.; Dehainault, O.; Geneste, C.; Fromont, L.; Gésan-Guiziou, G. Role of Milk Constituents on Critical Conditions and Deposit Structure in Skimmilk Microfiltration (0.1 Μm). Sep. Purif. Technol. 2008, 61, 33–43. [Google Scholar] [CrossRef]
- Paugam, L.; Delaunay, D.; Diagne, N.W.; Rabiller-Baudry, M. Cleaning of Skim Milk PES Ultrafiltration Membrane: On the Real Effect of Nitric Acid Step. J. Membr. Sci. 2013, 428, 275–280. [Google Scholar] [CrossRef]
- Thomas, A.; Sathian, C.T. Cleaning-In-Place (CIP) System in Dairy Plant- Review. IOSR J. Environ. Sci. Toxicol. Food Technol. 2014, 8, 41–44. [Google Scholar] [CrossRef]
- Tamime, A. Cleaning-In-Place: Dairy, Food and Beverage Operations, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2009; ISBN 1405155038. [Google Scholar]
- Moerman, F.; Rizoulières, P.; Majoor, F.A. Cleaning in Place (CIP) in Food Processing; Woodhead Publishing Limited: Sawston, UK, 2013; ISBN 9780857094292. [Google Scholar]
- Eide, M.H.; Homleid, J.P.; Mattsson, B. Life Cycle Assessment (LCA) of Cleaning-in-Place Processes in Dairies. LWT-Food Sci. Technol. 2003, 36, 303–314. [Google Scholar] [CrossRef]
- Agarwal, A.; Ng, W.J.; Liu, Y. Principle and Applications of Microbubble and Nanobubble Technology for Water Treatment. Chemosphere 2011, 84, 1175–1180. [Google Scholar] [CrossRef] [PubMed]
- Lee, E.J.; Kim, Y.H.; Kim, H.S.; Jang, A. Influence of Microbubble in Physical Cleaning of MF Membrane Process for Wastewater Reuse. Environ. Sci. Pollut. Res. 2015, 22, 8451–8459. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Tikekar, R.V. Air Microbubble Assisted Washing of Fresh Produce: Effect on Microbial Detachment and Inactivation. Postharvest Biol. Technol. 2021, 181, 111687. [Google Scholar] [CrossRef]
- Klintham, P.; Tongchitpakdee, S.; Chinsirikul, W.; Mahakarnchanakul, W. Combination of Microbubbles with Oxidizing Sanitizers to Eliminate Escherichia Coli and Salmonella Typhimurium on Thai Leafy Vegetables. Food Control 2017, 77, 260–269. [Google Scholar] [CrossRef]
- Visy, A.; Jónás, G.; Szakos, D.; Horváth-Mezőfi, Z.; Hidas, K.I.; Barkó, A.; Friedrich, L. Evaluation of Ultrasound and Microbubbles Effect on Pork Meat during Brining Process. Ultrason. Sonochem. 2021, 75, 105589. [Google Scholar] [CrossRef]
- Hanotu, J.; Kong, D.; Zimmerman, W.B. Intensification of Yeast Production with Microbubbles. Food Bioprod. Process. 2016, 100, 424–431. [Google Scholar] [CrossRef] [Green Version]
- Chung, M.M.S.; Tsai, J.; Lu, J.; Chevez, M.P.; Huang, J. Microbubble-Assisted Cleaning to Enhance the Removal of Milk Deposits from the Heat Transfer Surface. ACS Sustain. Chem. Eng. 2022, 10, 8380–8387. [Google Scholar] [CrossRef]
- Agarwal, A.; Xu, H.; Ng, W.J.; Liu, Y. Biofilm Detachment by Self-Collapsing Air Microbubbles: A Potential Chemical-Free Cleaning Technology for Membrane Biofouling. J. Mater. Chem. 2012, 22, 2203–2207. [Google Scholar] [CrossRef]
- Chung, M.M.S.; Bao, Y.; Domingo, J.A.V.; Huang, J.-Y. Enhancing Cleaning of Microfiltration Membranes Fouled by Food Oily Wastewater Using Microbubbles. Food Bioprod. Process. 2023, 138, 53–59. [Google Scholar] [CrossRef]
- Chesters, S.P.; Armstrong, M.W.; Fazel, M. Microbubble RO Membrane Cleaning Reduces Fouling on WWRO Plant. Desalin. Water Treat. 2015, 55, 2900–2908. [Google Scholar] [CrossRef]
- Agarwal, A.; Liu, Y. Enhanced Microbubbles Assisted Cleaning of Diesel Contaminated Sand. Mar. Pollut. Bull. 2017, 124, 331–335. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Xiang, T.; Su, B.; Li, H.; Qian, B.; Zhao, C. Effect of Membrane Pore Size on the PH-Sensitivity of Polyethersulfone Hollow Fiber Ultrafiltration Membrane. J. Appl. Polym. Sci. 2012, 123, 2320–2329. [Google Scholar] [CrossRef]
- Blanpain-Avet, P.; Migdal, J.F.; Bénézech, T. Chemical Cleaning of a Tubular Ceramic Microfiltration Membrane Fouled with a Whey Protein Concentrate Suspension-Characterization of Hydraulic and Chemical Cleanliness. J. Membr. Sci. 2009, 337, 153–174. [Google Scholar] [CrossRef]
- Field, R.W.; Wu, D.; Howell, J.A.; Gupta, B.B. Critical Flux Concept for Microfiltration Fouling. J. Membr. Sci. 1995, 100, 259–272. [Google Scholar] [CrossRef]
- Aghdam, M.A.; Mirsaeedghazi, H.; Aboonajmi, M.; Kianmehr, M.H. Difference between Efficiency of Ultrasound Treatments above and below the Membrane Surface in Membrane Clarification of Pomegranate Juice. J. Food Bioprocess Eng. 2018, 1, 133–136. [Google Scholar]
- Kazemimoghadam, M.; Mohammadi, T. Chemical Cleaning of Ultrafiltration Membranes in the Milk Industry. Desalination 2007, 204, 213–218. [Google Scholar] [CrossRef]
- Smith, P.K.; Krohn, R.I.; Hermanson, G.T.; Mallia, A.K.; Gartner, F.H.; Provenzano, M.D.; Fujimoto, E.K.; Goeke, N.M.; Olson, B.J.; Klenk, D.C. Measurement of Protein Using Bicinchoninic Acid. Anal. Biochem. 1985, 150, 76–85. [Google Scholar] [CrossRef]
- Pierce Biotechnology Micro BCA Protein Assay Kit. Available online: https://www.thermofisher.com/document-connect/document-connect.html?url=https://assets.thermofisher.com/TFS-Assets%2FLSG%2Fmanuals%2FMAN0011237_Micro_BCA_Protein_Asy_UG.pdf (accessed on 30 June 2022).
- Walker, J.M. The Bicinchoninic Acid (BCA) Assay for Protein Quantitation. In Protein Protocols Handbook; Springer Protocols Handbooks; Humana Press: Totowa, NJ, USA, 1996; Volume 32, pp. 5–8. [Google Scholar]
- Barbano, D.M.; Clark, J.L.; Dunham, C.E. Comparison of Babcock and Ether Extraction Methods for Determination of Fat Content of Milk: Collaborative Study. J. AOAC Int. 1988, 71, 898–914. [Google Scholar] [CrossRef]
- Köhler, H.; Stoye, H.; Mauermann, M.; Weyrauch, T.; Majschak, J.P. How to Assess Cleaning? Evaluating the Cleaning Performance of Moving Impinging Jets. Food Bioprod. Process. 2015, 93, 327–332. [Google Scholar] [CrossRef]
- Tsai, J.H.; Huang, J.Y.; Wilson, D.I. Life Cycle Assessment of Cleaning-in-Place Operations in Egg Yolk Powder Production. J. Clean. Prod. 2021, 278, 123936. [Google Scholar] [CrossRef]
- Chung, M.M.S.; Bao, Y.; Zhang, B.Y.; Le, T.M.; Huang, J.Y. Life Cycle Assessment on Environmental Sustainability of Food Processing. Annu. Rev. Food Sci. Technol. 2022, 13, 217–237. [Google Scholar] [CrossRef] [PubMed]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The Ecoinvent Database Version 3 (Part I): Overview and Methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Lu, C.; Bao, Y.; Huang, J.Y. Fouling in Membrane Filtration for Juice Processing. Curr. Opin. Food Sci. 2021, 42, 76–85. [Google Scholar] [CrossRef]
- Tan, T.J.; Wang, D.; Moraru, C.I. A Physicochemical Investigation of Membrane Fouling in Cold Microfiltration of Skim Milk. J. Dairy Sci. 2014, 97, 4759–4771. [Google Scholar] [CrossRef] [Green Version]
- Ding, L.; Zhang, W.; Ould-dris, A.; Ja, M.Y.; Tang, B. Concentration of Milk Proteins for Producing Cheese Using a Shear- Enhanced Ultrafiltration Technique. Ind. Eng. Chem. Res. 2016, 55, 11130–11138. [Google Scholar] [CrossRef]
- Burfoot, D.; Limburn, R.; Busby, R. Assessing the Effects of Incorporating Bubbles into the Water Used for Cleaning Operations Relevant to the Food Industry. Int. J. Food Sci. Technol. 2017, 52, 1894–1903. [Google Scholar] [CrossRef]
- Bremer, P.; Seale, B.; Flint, S.; Palmer, J. Biofilms in Dairy Processing. In Biofilms in the Food and Beverage Industries; Elsevier: Amsterdam, The Netherlands, 2009; pp. 396–431. ISBN 9781845694777. [Google Scholar]
- Dunsmore, D.G.; Thomsmon, M.A.; Murray, G. Bacteriological Control of Food Equipment Surfaces by Cleaning Systems. III. Complementary Cleaning. J. Food Prot. 1981, 44, 100–108. [Google Scholar] [CrossRef]
- Gillham, C.R.; Fryer, P.J.; Hasting, A.P.M.; Wilson, D.I. Enhanced Cleaning of Whey Protein Soils Using Pulsed Flows. J. Food Eng. 2000, 46, 199–209. [Google Scholar] [CrossRef]
- Christian, G.K.; Fryer, P.J. The Effect of Pulsing Cleaning Chemicals on the Cleaning of Whey Protein Deposits. Food Bioprod. Process. 2006, 84, 320–328. [Google Scholar] [CrossRef]
- Liu, G.; Wu, Z.; Craig, V.S.J. Cleaning of Protein-Coated Surfaces Using Nanobubbles: An Investigation Using a Quartz Crystal Microbalance. J. Phys. Chem. C 2008, 112, 16748–16753. [Google Scholar] [CrossRef]
- Panthi, R.R.; Jordan, K.N.; Kelly, A.L.; Sheehan, J.J.D. Selection and Treatment of Milk for Cheesemaking, 4th ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume 1, ISBN 9780122636530. [Google Scholar]
- Glantz, M.; Devold, T.G.; Vegarud, G.E.; Månsson, H.L.; Stålhammar, H.; Paulsson, M. Importance of Casein Micelle Size and Milk Composition for Milk Gelation. J. Dairy Sci. 2010, 93, 1444–1451. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Wit, J.N. Nutritional and Functional Characteristics of Whey Proteins in Food Products. J. Dairy Sci. 1998, 81, 597–608. [Google Scholar] [CrossRef] [PubMed]
- Zouaghi, S.; Frémiot, J.; André, C.; Grunlan, M.A.; Gruescu, C.; Delaplace, G.; Duquesne, S.; Jimenez, M. Investigating the Effect of an Antifouling Surface Modification on the Environmental Impact of a Pasteurization Process: An LCA Study. ACS Sustain. Chem. Eng. 2019, 7, 9133–9142. [Google Scholar] [CrossRef]
- Vasilaki, V.; Katsou, E.; Ponsá, S.; Colón, J. Water and Carbon Footprint of Selected Dairy Products: A Case Study in Catalonia. J. Clean. Prod. 2016, 139, 504–516. [Google Scholar] [CrossRef]
- Gésan-Guiziou, G.; Sobańtka, A.P.; Omont, S.; Froelich, D.; Rabiller-Baudry, M.; Thueux, F.; Beudon, D.; Tregret, L.; Buson, C.; Auffret, D. Life Cycle Assessment of a Milk Protein Fractionation Process: Contribution of the Production and the Cleaning Stages at Unit Process Level. Sep. Purif. Technol. 2019, 224, 591–610. [Google Scholar] [CrossRef] [Green Version]
- Balat, M. Influence of Coal as an Energy Source on Environmental Pollution. Energy Sources Part A Recover. Util. Environ. Eff. 2007, 29, 581–589. [Google Scholar] [CrossRef]
- Steiner, G.; Geissler, B. Sustainable Mineral Resource Management-Insights into the Case of Phosphorus. Sustainability 2018, 10, 2732. [Google Scholar] [CrossRef] [Green Version]
- Finnegan, W.; Goggins, J.; Clifford, E.; Zhan, X. Environmental Impacts of Milk Powder and Butter Manufactured in the Republic of Ireland. Sci. Total Environ. 2017, 579, 159–168. [Google Scholar] [CrossRef] [Green Version]
- Cederberg, C.; Mattsson, B. Life Cycle Assessment of Milk Production—A Comparison of Conventional and Organic Farming. J. Clean. Prod. 2000, 8, 49–60. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Temperature (°C) | Time (min) |
|---|---|---|
| Water prerinse | 20 | 15 |
| Alkaline (0.1% w/v NaOH) wash | 43 | 30 |
| Intermediate water rinse | 20 | 15 |
| Acid (0.1% w/v HNO3 + 0.1% w/v H3PO4) wash | 43 | 30 |
| Second intermediate water rinse | 20 | 5 |
| Alkaline (0.1% w/v NaOH) pore reconditioning | 43 | 5 |
| Final water rinse | 20 | 15 |
| Flow Rate (L/min) | 130 | 190 | |||
| CIP process | Control ⸸ | MB-assisted (2021 bubbles/mL) | MB-assisted (10,569 bubbles/mL) ¶ | Control ⸸ | MB-assisted (10,569 bubbles/mL) ¶ |
| Flux recovery * | 0.32 ± 0.06 bB | 0.50 ± 0.06 A | 0.54 ± 0.04 aA | 0.46 ± 0.03 aB | 0.61 ± 0.04 aA |
| Item (Unit) | Quantity | |
|---|---|---|
| Concentration | ||
| Water (m3) | 0.19 | |
| Whole milk powder (kg) | 1.10 | |
| Electricity (kWh) | 2.49 | |
| CIP | ||
| Control | MB-Assisted | |
| Water (m3) | 1.62 | 0.94 |
| Sodium Hydroxide (kg) | 0.88 | 0.51 |
| Nitric Acid (kg) | 0.16 | 0.10 |
| Phosphoric Acid (kg) | 0.30 | 0.18 |
| Steam (kg) | 174 | 101 |
| Electricity (kWh) | 7.15 | 5.09 |
| Impact Category (Unit) | Production with Control CIP | Production with MB-Assisted CIP |
|---|---|---|
| Global warming (kg CO2 eq) | 2.04 | 1.36 |
| Stratospheric ozone depletion (kg CFC11 eq) | 7.09 × 10−6 | 6.54 × 10−6 |
| Ionizing radiation (kBq Co-60 eq) | 1.56 × 10−1 | 1.00 × 10−1 |
| Ozone formation, human health (kg NOx eq) | 1.14 × 10−3 | 0.91 × 10−3 |
| Fine particulate matter formation (kg PM2.5 eq) | 2.00 × 10−3 | 1.66 × 10−3 |
| Ozone formation, terrestrial ecosystems (kg NOx eq) | 1.28 × 10−3 | 1.02 × 10−3 |
| Terrestrial acidification (kg SO2 eq) | 1.06 × 10−2 | 0.95 × 10−2 |
| Freshwater eutrophication (kg P eq) | 2.56 × 10−4 | 2.18 × 10−4 |
| Marine eutrophication (kg N eq) | 9.77 × 10−4 | 9.67 × 10−4 |
| Terrestrial ecotoxicity (kg 1,4-DCB) | 2.36 × 10−1 | 1.69 × 10−1 |
| Freshwater ecotoxicity (kg 1,4-DCB) | 7.42 × 10−3 | 5.94 × 10−3 |
| Marine ecotoxicity (kg 1,4-DCB) | 70.42 | 54.87 |
| Human carcinogenic toxicity (kg 1,4-DCB) | 1.62 | 1.12 |
| Human non-carcinogenic toxicity (kg 1,4-DCB) | 58.43 | 46.53 |
| Land use (m2a crop eq) | 2.19 × 10−1 | 2.17 × 10−1 |
| Mineral resource scarcity (kg Cu eq) | 6.13 × 10−4 | 4.18 × 10−4 |
| Fossil resource scarcity (kg oil eq) | 5.78 × 10−1 | 5.78 × 10−1 |
| Water consumption (m3) | 1.61 × 10−1 | 1.12 × 10−1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chung, M.M.S.; Arbour, A.J.; Huang, J.-Y. Microbubble-Assisted Cleaning-in-Place Process for Ultrafiltration System and Its Environmental Performance. Membranes 2023, 13, 424. https://doi.org/10.3390/membranes13040424
Chung MMS, Arbour AJ, Huang J-Y. Microbubble-Assisted Cleaning-in-Place Process for Ultrafiltration System and Its Environmental Performance. Membranes. 2023; 13(4):424. https://doi.org/10.3390/membranes13040424
Chicago/Turabian StyleChung, Monique Mi Song, April J. Arbour, and Jen-Yi Huang. 2023. "Microbubble-Assisted Cleaning-in-Place Process for Ultrafiltration System and Its Environmental Performance" Membranes 13, no. 4: 424. https://doi.org/10.3390/membranes13040424