

Lignin Recovery from Black Liquor Using Integrated UF/NF Processes and Economic Analysis

Abstract
:1. Introduction
2. Materials and Methods
2.1. Reagents and Materials
2.2. Nanofiltration Procedure
2.3. Economic Analysis of Membranes Preparation and Integrated UF/NF Processes
3. Results and Discussion
3.1. Determination of Membrane Permeability (Lp)
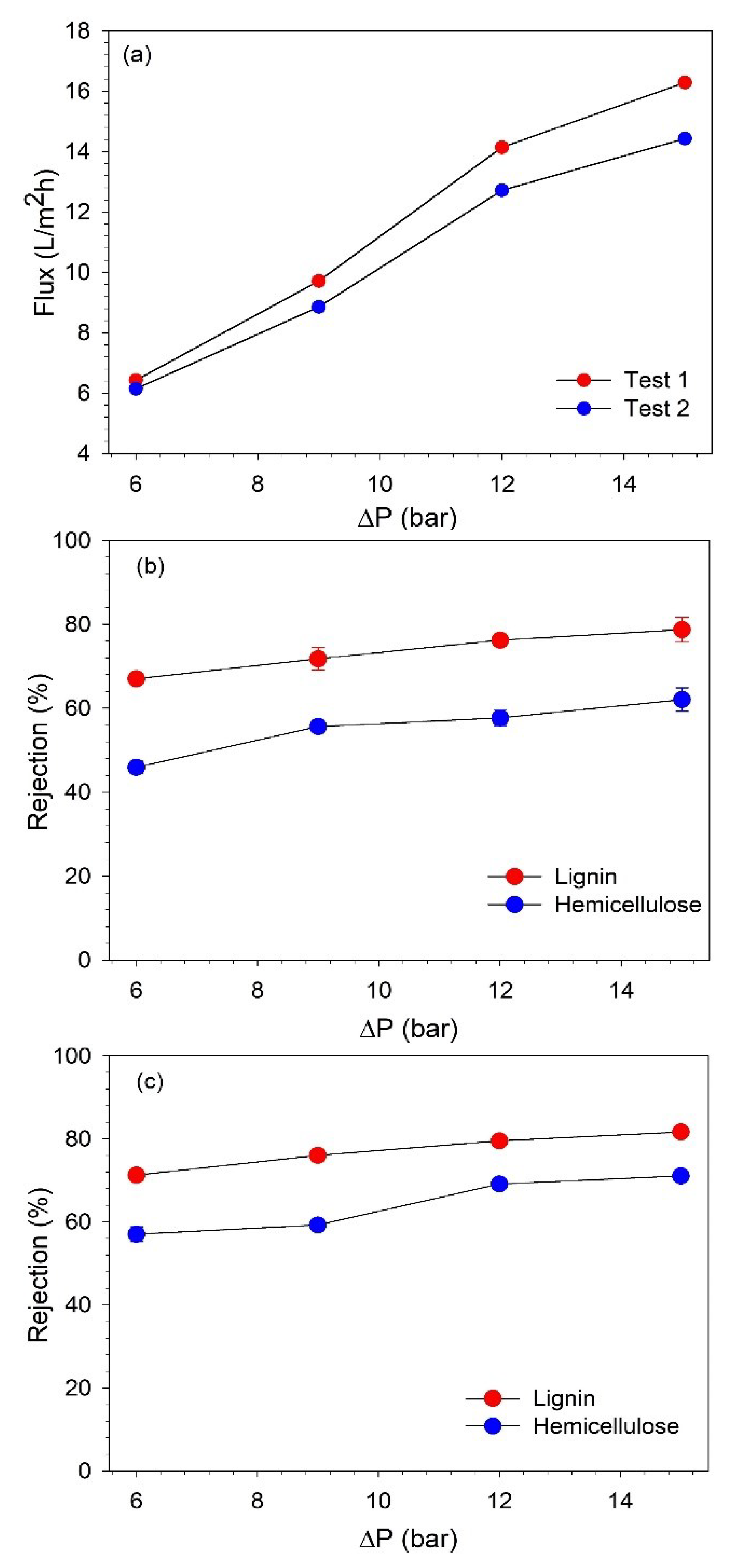
3.2. Effect of Pressure on Nanofiltration of BL
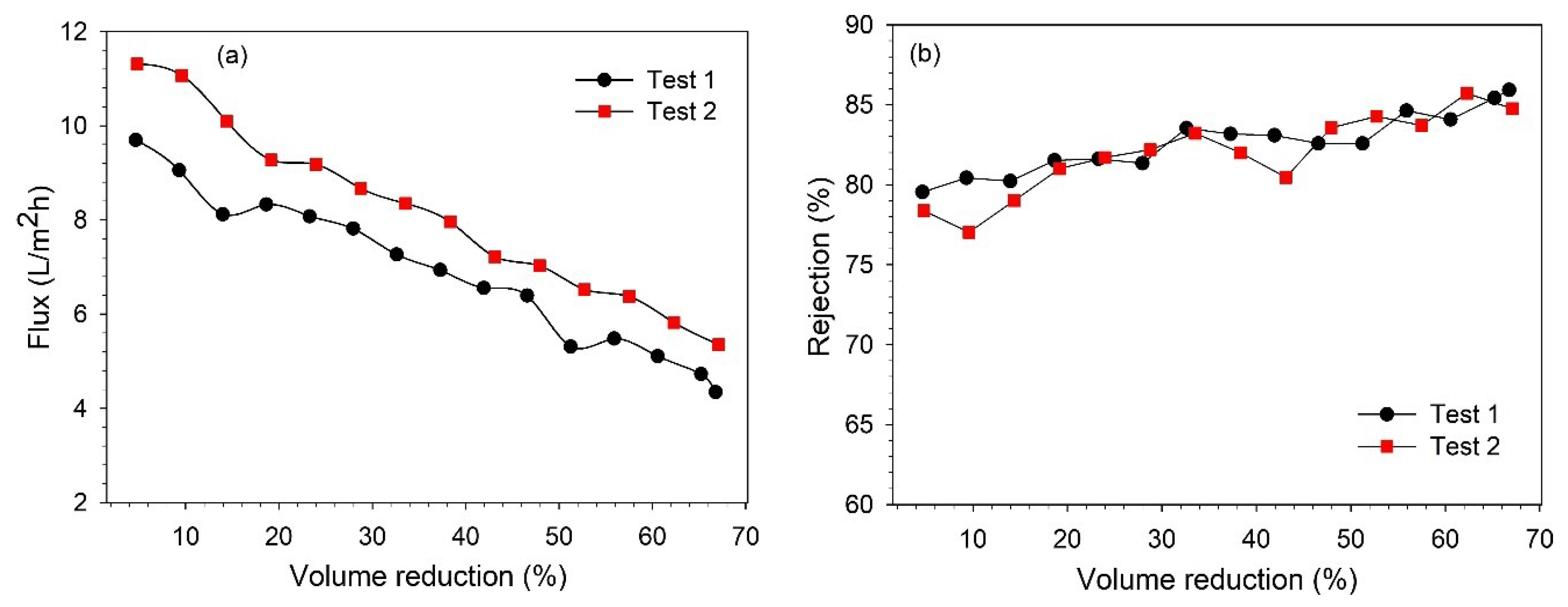
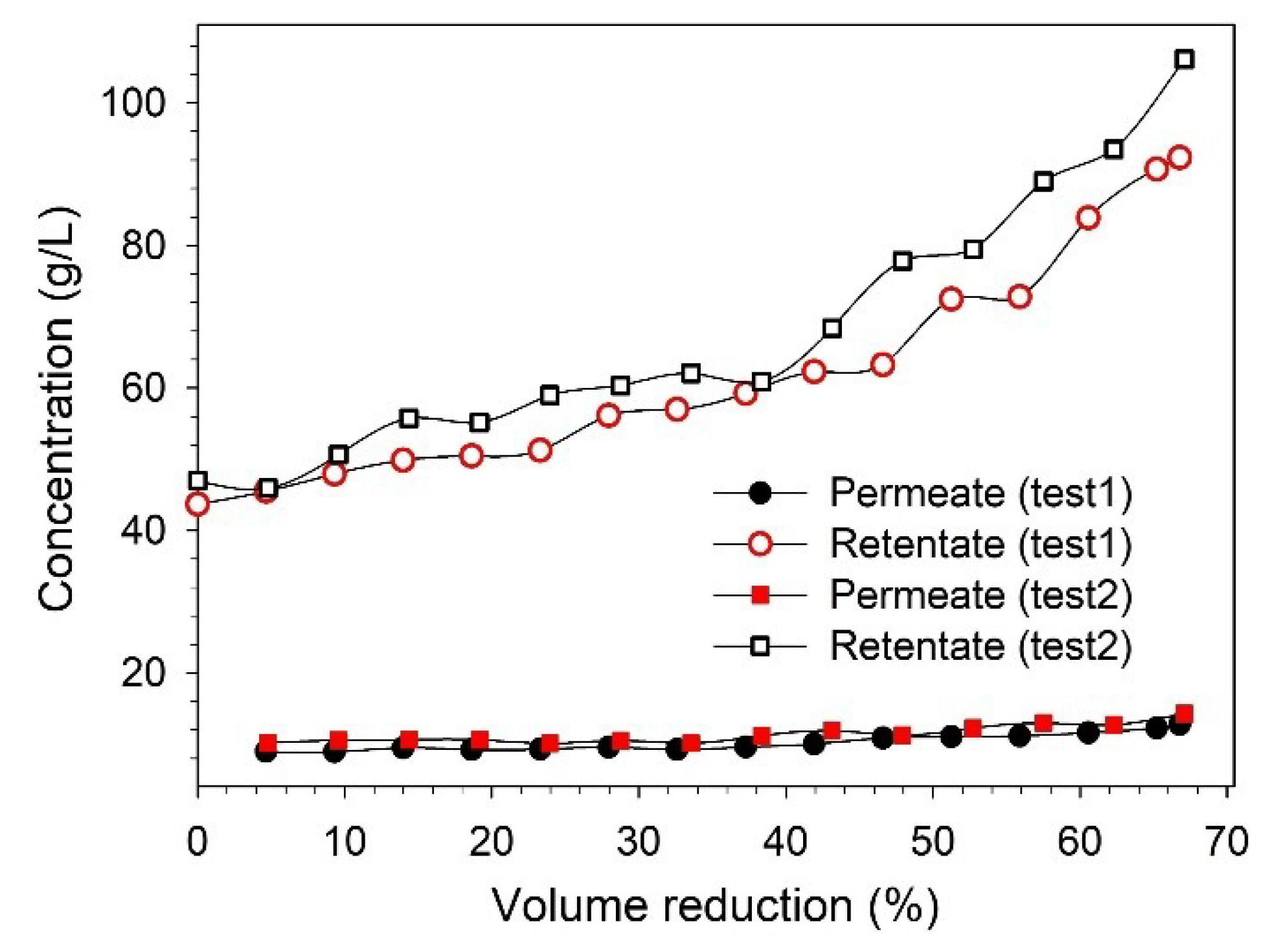
3.3. Effect of Volume Reduction on Membrane Fouling and BL Concentration
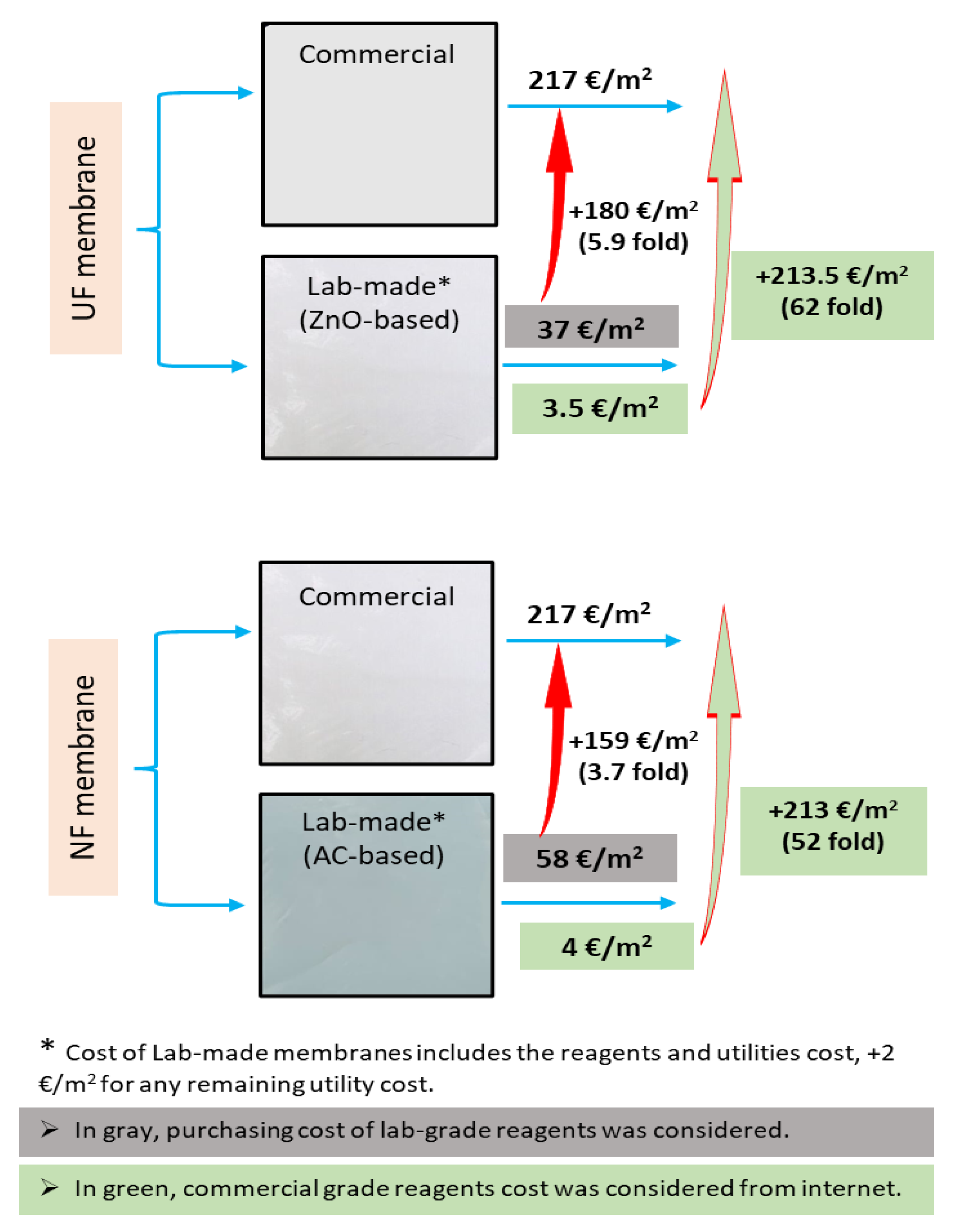
3.4. Economic Analysis for Preparation and Application of MMM for BL Fractionation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tofani, G.; Cornet, I.; Tavernier, S. Multiple Linear Regression to Predict the Brightness of Waste Fibres Mixtures before Bleaching. Chem. Pap. 2022, 76, 4351–4365. [Google Scholar] [CrossRef]
- Tejado, A.; Peña, C.; Labidi, J.; Echeverria, J.M.; Mondragon, I. Physico-Chemical Characterization of Lignins from Different Sources for Use in Phenol-Formaldehyde Resin Synthesis. Bioresour. Technol. 2007, 98, 1655–1663. [Google Scholar] [CrossRef]
- Vishtal, A.; Kraslawski, A. Challenges in Industrial Applications of Technical Lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, Q.; Lee, D.J. Kraft Lignin Biorefinery: A Perspective. Bioresour. Technol. 2018, 247, 1181–1183. [Google Scholar] [CrossRef]
- Cao, L.; Yu, I.K.M.; Liu, Y.; Ruan, X.; Tsang, D.C.W.; Hunt, A.J.; Ok, Y.S.; Song, H.; Zhang, S. Lignin Valorization for the Production of Renewable Chemicals: State-of-the-Art Review and Future Prospects. Bioresour. Technol. 2018, 269, 465–475. [Google Scholar] [CrossRef]
- Supanchaiyamat, N.; Jetsrisuparb, K.; Knijnenburg, J.T.N.; Tsang, D.C.W.; Hunt, A.J. Lignin Materials for Adsorption: Current Trend, Perspectives and Opportunities. Bioresour. Technol. 2019, 272, 570–581. [Google Scholar] [CrossRef]
- Gellerstedt, G. Softwood Kraft Lignin: Raw Material for the Future. Ind. Crops Prod. 2015, 77, 845–854. [Google Scholar] [CrossRef]
- Özdenkçi, K.; De Blasio, C.; Muddassar, H.R.; Melin, K.; Oinas, P.; Koskinen, J.; Sarwar, G.; Järvinen, M. A Novel Biorefinery Integration Concept for Lignocellulosic Biomass. Energy Convers. Manag. 2017, 149, 974–987. [Google Scholar] [CrossRef]
- Duval, A.; Vilaplana, F.; Crestini, C.; Lawoko, M. Solvent Screening for the Fractionation of Industrial Kraft Lignin. Holzforschung 2016, 70, 11–20. [Google Scholar] [CrossRef]
- Andeme Ela, R.C.; Spahn, L.; Safaie, N.; Ferrier, R.C.; Ong, R.G. Understanding the Effect of Precipitation Process Variables on Hardwood Lignin Characteristics and Recovery from Black Liquor. ACS Sustain. Chem. Eng. 2020, 8, 13997–14005. [Google Scholar] [CrossRef]
- Tofani, G.; Cornet, I.; Tavernier, S. Separation and Recovery of Lignin and Hydrocarbon Derivatives from Cardboard. Biomass Convers. Biorefinery 2022, 12, 3409–3424. [Google Scholar] [CrossRef]
- Kevlich, N.S.; Shofner, M.L.; Nair, S. Membranes for Kraft Black Liquor Concentration and Chemical Recovery: Current Progress, Challenges, and Opportunities. Sep. Sci. Technol. 2017, 52, 1070–1094. [Google Scholar] [CrossRef]
- Kouisni, L.; Holt-hindle, P.; Maki, K.; Paleologou, M. The LignoForce SystemTM: A New Process for the Production of High-Quality Lignin from Black Liquor. J. Sci. Technol. For. Prod. Process. 2012, 2, 6–10. [Google Scholar]
- Tomani, P.E.R. The Lignoboost Process. Cellul. Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Maitz, S.; Wernsperger, L.; Kienberger, M. Isolation of Carboxylic Acids and NaOH from Kraft Black Liquor with a Membrane-Based Process Sequence. Membranes 2023, 13, 92. [Google Scholar] [CrossRef]
- Thuvander, M.; Arkell, J.; Lipnizki, A.; Vives, M.B.; Thuvander, J.; Arkell, A.; Lipnizki, F. Low-Molecular-Weight Lignin Recovery with Nanofiltration in the Kraft Pulping Process. Membranes 2022, 12, 310. [Google Scholar]
- Dafinov, A.; Font, J.; Garcia-Valls, R. Processing of Black Liquors by UF/NF Ceramic Membranes. Desalination 2005, 173, 83–90. [Google Scholar] [CrossRef]
- Servaes, K.; Varhimo, A.; Dubreuil, M.; Bulut, M.; Vandezande, P.; Siika-aho, M. Purification and Concentration of Lignin from the Spent Liquor of the Alkaline Oxidation of Woody Biomass through Membrane Separation Technology. Ind. Crop. Prod. 2017, 106, 86–96. [Google Scholar] [CrossRef]
- Arkell, A.; Olsson, J.; Wallberg, O. Process Performance in Lignin Separation from Softwood Black Liquor by Membrane Filtration. Chem. Eng. Res. Des. 2014, 92, 1792–1800. [Google Scholar] [CrossRef]
- Jönsson, A.S.; Nordin, A.K.; Wallberg, O. Concentration and Purification of Lignin in Hardwood Kraft Pulping Liquor by Ultrafiltration and Nanofiltration. Chem. Eng. Res. Des. 2008, 86, 1271–1280. [Google Scholar] [CrossRef]
- Humpert, D.; Ebrahimi, M.; Czermak, P. Membrane Technology for the Recovery of Lignin: A Review. Membranes 2016, 6, 42. [Google Scholar] [CrossRef] [PubMed]
- Valderrama, O.J.; Zedda, K.L.; Velizarov, S. Membrane Filtration Opportunities for the Treatment of Black Liquor in the Paper and Pulp Industry. Water 2021, 13, 2270. [Google Scholar] [CrossRef]
- Rashidi, F.; Kevlich, N.S.; Shofner, M.L.; Nair, S. Graphene Oxide Membranes in Extreme Operating Environments: Concentration of Kraft Black Liquor by Lignin Retention. ACS Sustain. Chem. Eng. 2017, 5, 1002–1009. [Google Scholar] [CrossRef]
- Manorma; Ferreira, I.; Alves, P.; Gil, M.H.; Gando-Ferreira, L.M. Lignin Separation from Black Liquor by Mixed Matrix Polysulfone Nanofiltration Membrane Filled with Multiwalled Carbon Nanotubes. Sep. Purif. Technol. 2021, 260, 118231. [Google Scholar] [CrossRef]
- Sharma, M.; Mendes, C.V.T.; Alves, P.; Gando-Ferreira, L.M. Optimization of Hemicellulose Recovery from Black Liquor Using ZnO/PES Ultrafiltration Membranes in Crossflow Mode. J. Ind. Eng. Chem. 2022, 114, 254–262. [Google Scholar] [CrossRef]
- Sharma, M.; Alves, P.; Gil, M.H.; Gando-Ferreira, L.M. Fractionation of Black Liquor Using ZnO Nanoparticles/PES Ultrafiltration Membranes: Effect of Operating Variables. J. Clean. Prod. 2022, 345, 131183. [Google Scholar] [CrossRef]
- Sharma, M.; Alves, P.; Gando-Ferreira, L.M. Effect of Activated Carbon Nanoparticles on the Performance of PES Nanofiltration Membranes to Separate Kraft Lignin from Black Liquor. J. Water Process. Eng. 2023, 52, 103487. [Google Scholar] [CrossRef]
- Alibaba.Com. Available online: https://www.alibaba.com/ (accessed on 10 August 2022).
- Luo, J.; Zhu, Z.; Ding, L.; Bals, O.; Wan, Y.; Jaffrin, M.Y.; Vorobiev, E. Flux Behavior in Clarification of Chicory Juice by High-Shear Membrane Filtration: Evidence for Threshold Flux. J. Memb. Sci. 2013, 435, 120–129. [Google Scholar] [CrossRef]
- Luo, J.; Wan, Y. Effects of PH and Salt on Nanofiltration-a Critical Review. J. Memb. Sci. 2013, 438, 18–28. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | BL (Unfiltered) | BL (UF Permeate) |
|---|---|---|
| pH | 12.92 ± 0.41 | 13.03 ± 0.26 |
| Density (kg/m3) | 1092.64 ± 0.40 | 1090.49 ± 3.10 |
| Total Solids (% w/w) | 16.99 ± 1.04 | 14.57 ± 0.34 |
| Lignin (g/L) | 84–92 | 36–40 |
| Hemicelluloses (g/L) | 6.5–8 | 0.7–1 |
| Components | UF Membranes | Amount (%w/w) | NF Membranes | Amount (%w/w) |
|---|---|---|---|---|
| Base polymer (polymer) | Polyether sulfone (PES) | 12 | PES | 18 |
| Pore forming agent (PFA) | Polyethylene glycol-1500 (PEG) | 3 | Polyvinyl pyrrolidone (PVP) | 1 |
| Nanoparticles (NPs) | Zinc oxide (ZnO) | 0.5 | Activated carbon (AC) | 0.1 |
| Solvent | Dimethylacetamide (DMAc) | 84.5 | DMAc | 80.9 |
| Components | Units | Commercial Grade | Laboratory Grade |
|---|---|---|---|
| DMAc | EUR/kg | 2.64 | 42.13 |
| PES | (EUR/kg) | 16.11 | 556.00 |
| PEG | (EUR/kg) | 3.24 | 38.40 |
| ZnO | (EUR/kg) | 2.63 | 35.91 |
| PVP | (EUR/kg) | 18.80 | 591.00 |
| AC | (EUR/kg) | 244.40 | 6500.00 |
| NaOH | EUR/kg | 0.72 | 8 |
| HCl | EUR/L | 0.5 | 4.6 |
| Water | EUR/m3 | 0.22 | |
| Effluent discharge | EUR/m3 | 0.35 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharma, M.; Alves, P.; Gando-Ferreira, L.M. Lignin Recovery from Black Liquor Using Integrated UF/NF Processes and Economic Analysis. Membranes 2023, 13, 237. https://doi.org/10.3390/membranes13020237
Sharma M, Alves P, Gando-Ferreira LM. Lignin Recovery from Black Liquor Using Integrated UF/NF Processes and Economic Analysis. Membranes. 2023; 13(2):237. https://doi.org/10.3390/membranes13020237
Chicago/Turabian StyleSharma, Manorma, Patrícia Alves, and Licínio M. Gando-Ferreira. 2023. "Lignin Recovery from Black Liquor Using Integrated UF/NF Processes and Economic Analysis" Membranes 13, no. 2: 237. https://doi.org/10.3390/membranes13020237