
A New Method Based on a Zero Gap Electrolysis Cell for Producing Bleach: Concept Validation

 , ,
, ,
Abstract
:1. Introduction
1.1. Electrolysis Cells
1.1.1. Reactions
2Cl− → Cl2 + 2e− (I-a2)
Cathode: 2H2O + 2e− → H2 + 2OH− (I-c1)
H2O + Cl2 → HOCl + H+ + Cl− (II-2)
1.1.2. Without Separator
1.1.3. With Separator
- Diaphragm
- Ion-exchange membranes (IEMs)
1.2. Electrodes
1.3. Cell Design
1.4. Monopolar or Bipolar Electrolyzer
1.5. Recycling
1.6. Parameters’ Optimization
1.7. Salt Quality
1.8. Other Cells
2. Materials and Methods
2.1. Materials
2.2. Characterization of the BN/PTFE Prepared Membrane
2.3. Cell and Device Description
3. Results and Discussion
3.1. The Operating Mechanism of the Hypochlorite Zero-Gap Electrolysis Cell
3.2. Electrolysis Voltage Determination
3.3. Main Proprieties of BN/PTFE and IEMs Used Membranes
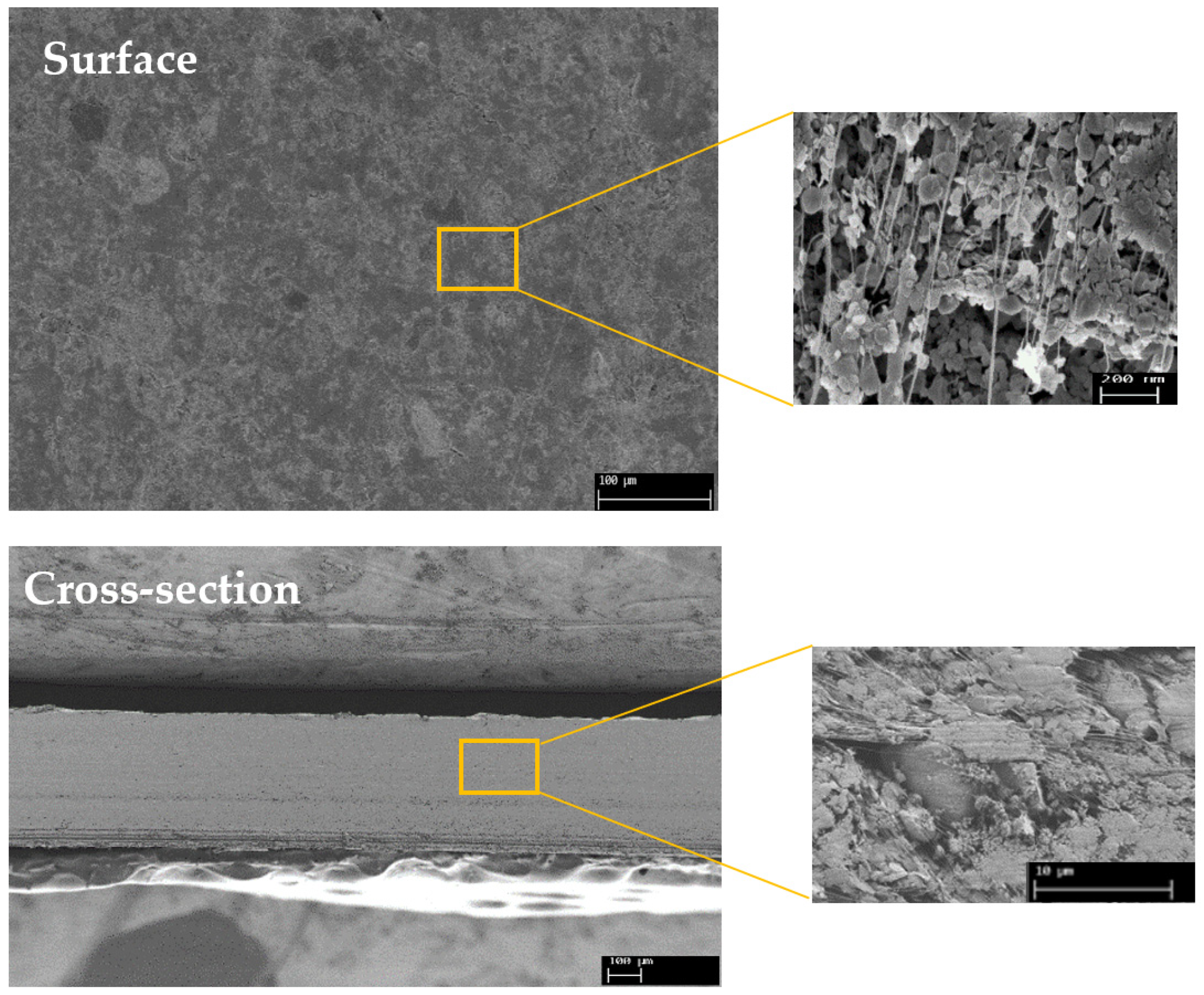
3.3.1. Morphology
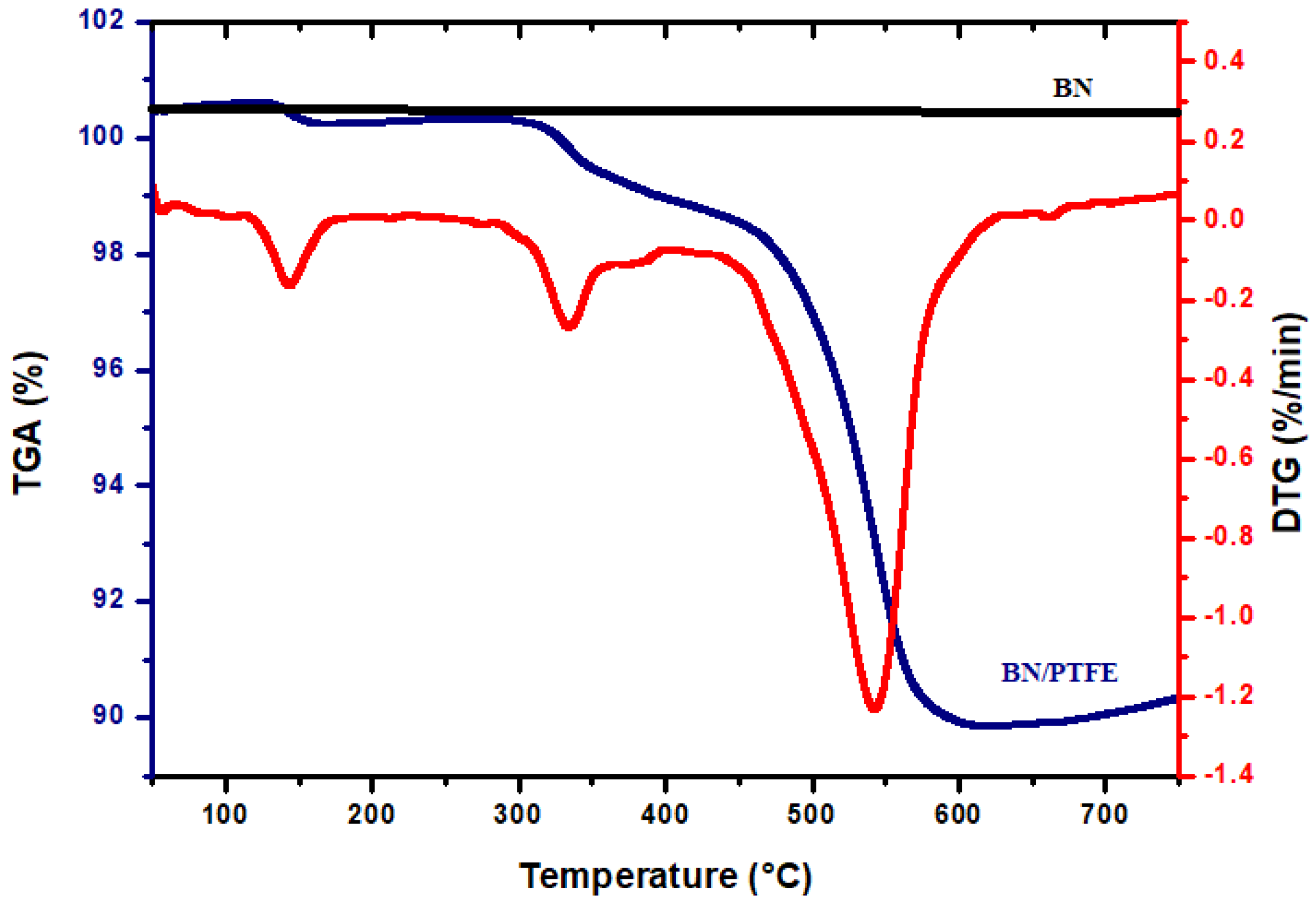
3.3.2. Thermal Stability
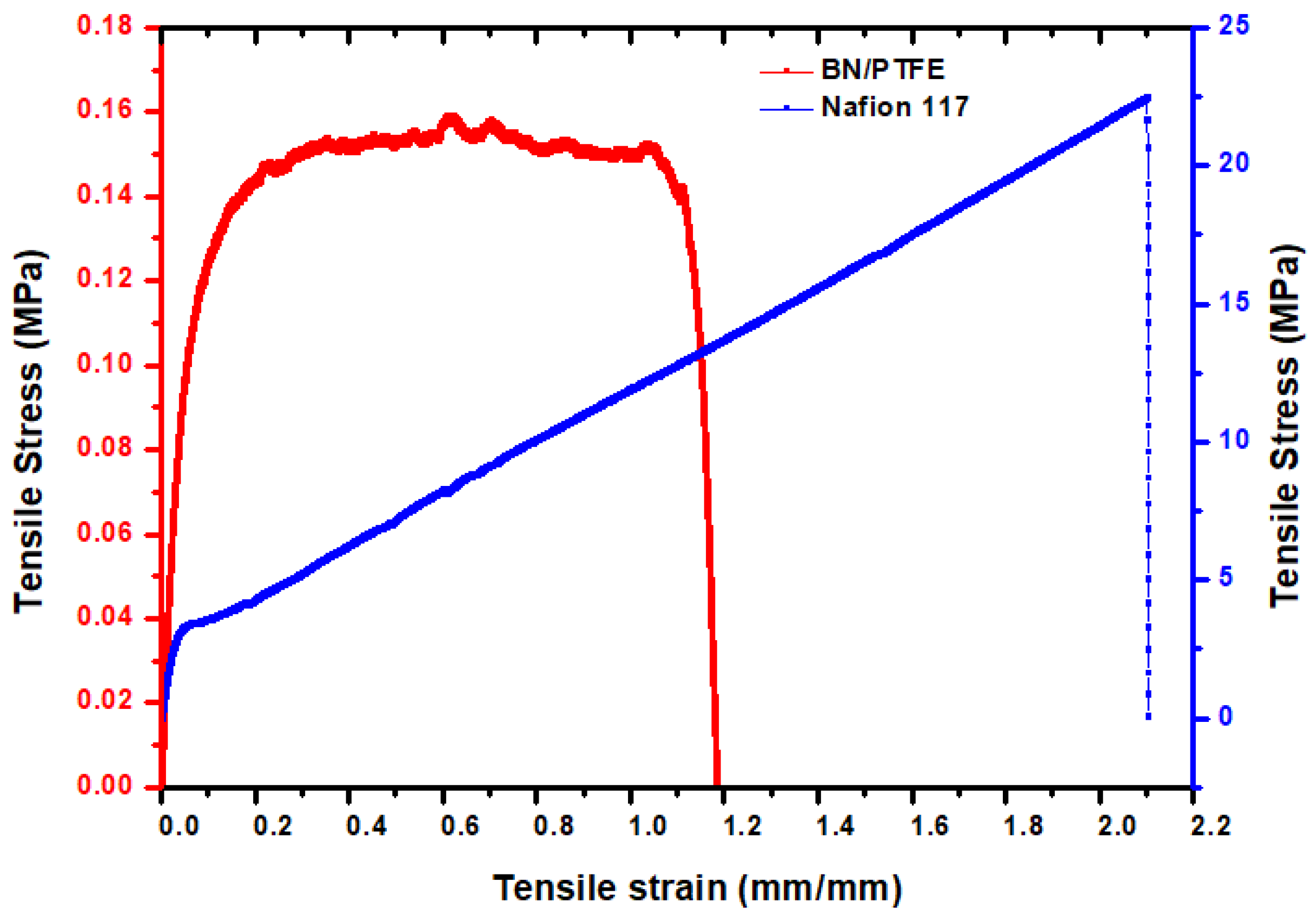
3.3.3. Mechanical Properties
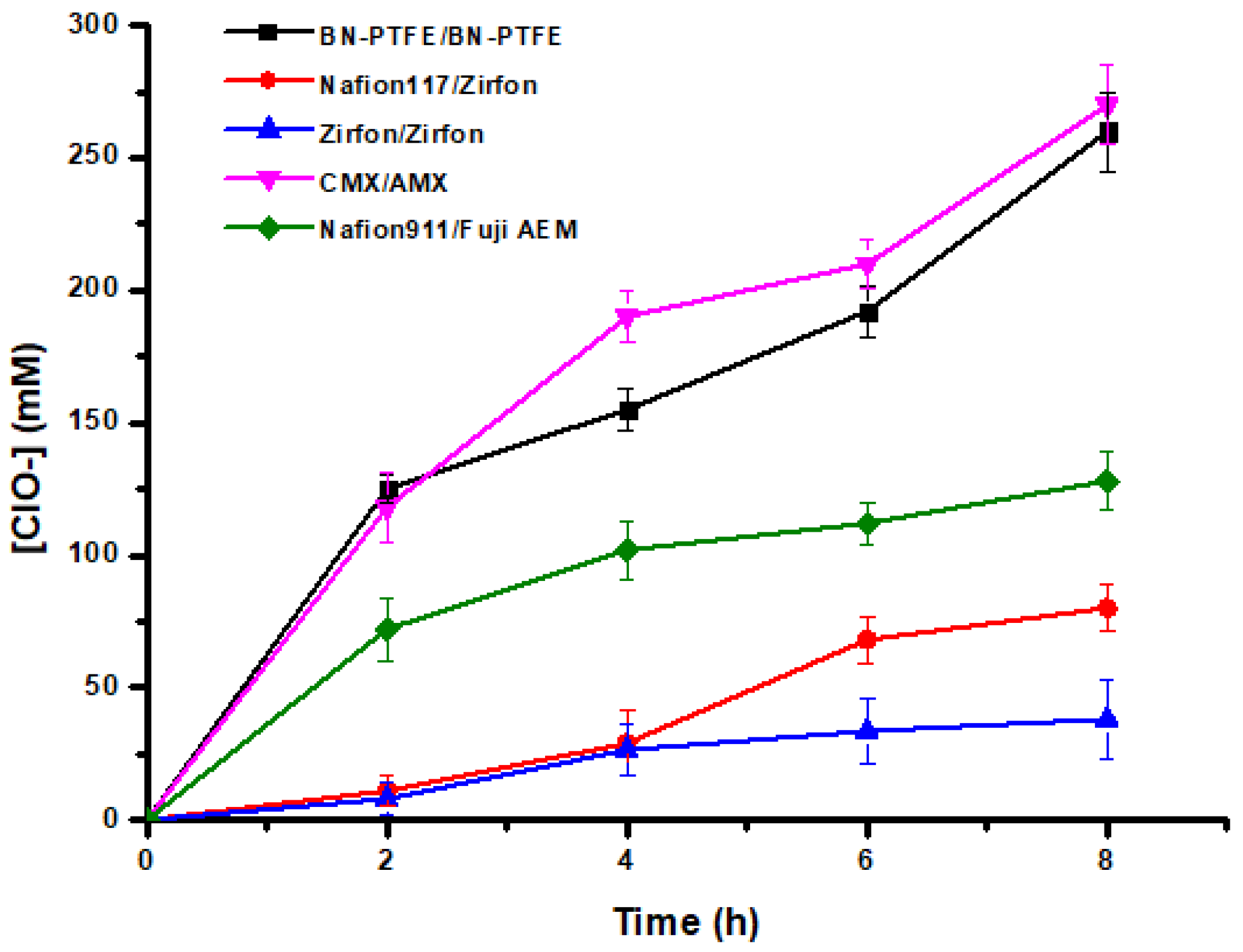
3.4. Performance of the Hypochlorite Generation Process Using Different Membranes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Brinkmann, T.; Giner Santonja, G.; Schorcht, F.; Roudier, S.; Delgado Sancho, L. Best Available Techniques (BAT) Reference Document for the Production of Chlor-Alkali. Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control). Available online: https://publications.jrc.ec.europa.eu/repository/handle/JRC91156 (accessed on 7 April 2022).
- Smith, R. Chlorine-Advanced Commercial Chlor-Alkali Technology. 2012; Volume 13. Available online: https://ihsmarkit.com/pdf/RP61E-toc_174229110917062932.pdf (accessed on 1 June 2022).
- Zubi, S.H.A.; Alkareem, H.A.A.; Elwerfalli, A.J.O. Chlor- Alkali Production by Electrochemical Process; Volume 118. Available online: https://bsu.edu.ly/book/Chlor-%20Alkali%20production%20by%20electrochemical%20process--CHE.pdf (accessed on 7 April 2022).
- Karlsson, R.K.B.; Cornell, A. Selectivity between Oxygen and Chlorine Evolution in the Chlor-Alkali and Chlorate Processes. Chem. Rev. 2016, 116, 2982–3028. [Google Scholar] [CrossRef]
- Kim, S.K.; Shin, D.-M.; Rhim, J.W. Designing a High-Efficiency Hypochlorite Ion Generation System by Combining Cation Exchange Membrane Aided Electrolysis with Chlorine Gas Recovery Stream. J. Membr. Sci. 2021, 630, 119318. [Google Scholar] [CrossRef]
- Paidar, M.; Fateev, V.; Bouzek, K. Membrane Electrolysis—History, Current Status and Perspective. Electrochim. Acta 2016, 209, 737–756. [Google Scholar] [CrossRef] [Green Version]
- US-4432860-A—Porous Diaphragm for Electrolytic Cell|Unified Patents. Available online: https://portal.unifiedpatents.com/patents/patent/US-4432860-A (accessed on 7 April 2022).
- Delmas, F. Production de Chlore et de Soude Par Le Procédé à Membrane Échangeuse d’ions. J. Phys. IV Proc. 1994, 4, C1-223–C1-232. [Google Scholar] [CrossRef]
- Li, K.; Fan, Q.; Chuai, H.; Liu, H.; Zhang, S.; Ma, X. Revisiting Chlor-Alkali Electrolyzers: From Materials to Devices. Trans. Tianjin Univ. 2021, 27, 202–216. [Google Scholar] [CrossRef]
- Mohammadi, S.; Ebadi, T. Production of a Water Disinfectant by Membrane Electrolysis of Brine Solution and Evaluation of Its Quality Change during the Storage Time. Arab. J. Chem. 2021, 14, 102925. [Google Scholar] [CrossRef]
- Ullmann’s Encyclopedia of Industrial Chemistry, 40 Volume Set, 7th Edition|Wiley. Available online: https://www.wiley.com/en-gb/Ullmann%27s+Encyclopedia+of+Industrial+Chemistry%2C+40+Volume+Set%2C+7th+Edition-p-9783527329434 (accessed on 7 April 2022).
- Haverkort, J.W.; Rajaei, H. Voltage Losses in Zero-Gap Alkaline Water Electrolysis. J. Power Sources 2021, 497, 229864. [Google Scholar] [CrossRef]
- Ohmic Resistance in Zero Gap Alkaline Electrolysis with a Zirfon Diaphragm-ScienceDirect. Available online: https://www.sciencedirect.com/science/article/pii/S0013468620320776 (accessed on 28 February 2022).
- Électrodes. Available online: https://www.techniques-ingenieur.fr/base-documentaire/procedes-chimie-bio-agro-th2/reacteurs-chimiques-42330210/cellules-d-electrolyse-chlore-soude-j4804/electrodes-j4804niv10006.html (accessed on 7 April 2022).
- Adamson, A.; Lever, B.; Stones, W. The Production of Hypochlorite by Direct Electrolysis of Sea Water: Electrode Materials and Design of Cells for the Process. J. Appl. Chem. 2007, 13, 483–495. [Google Scholar] [CrossRef]
- Van der Stegen, J.H.G.; van der Veen, A.J.; Weerdenburg, H.; Hogendoorn, J.A.; Versteeg, G.F. Application of the Maxwell–Stefan Theory to the Transport in Ion-Selective Membranes Used in the Chloralkali Electrolysis Process. Chem. Eng. Sci. 1999, 54, 2501–2511. [Google Scholar] [CrossRef] [Green Version]
- Liao, L.; Chen, W.; Xiao, X. The Generation and Inactivation Mechanism of Oxidation-Reduction Potential of Electrolyzed Oxidizing Water. J. Food Eng. 2007, 78, 1326–1332. [Google Scholar] [CrossRef]
- Madaeni, S.S.; Kazemi, V. Treatment of Saturated Brine in Chlor-Alkali Process Using Membranes. Sep. Purif. Technol. 2008, 61, 68–74. [Google Scholar] [CrossRef]
- Isidro, J.; Brackemeyer, D.; Sáez, C.; Llanos, J.; Lobato, J.; Cañizares, P.; Matthée, T.; Rodrigo, M.A. Testing the Use of Cells Equipped with Solid Polymer Electrolytes for Electro-Disinfection. Sci. Total Environ. 2020, 725, 138379. [Google Scholar] [CrossRef] [PubMed]
- Motupally, S.; Mah, D.T.; Freire, F.J.; Weidner, J.W. Recycling Chlorine from Hydrogen Chloride: A New and Economical Electrolytic Process. Electrochem. Soc. Interface 1998, 7, 32. [Google Scholar] [CrossRef]
- Morimoto, T.; Suzuki, K.; Matsubara, T.; Yoshida, N. Oxygen Reduction Electrode in Brine Electrolysis. Electrochim. Acta 2000, 45, 4257–4262. [Google Scholar] [CrossRef]
- Woltering, P.; Hofmann, P.; Funck, F.; Kiefer, R.; Baeumer, U.-S.; Donst, D.; Schmitt, C. Energy-saving chlorine production. Chlor-alkali electrolysis using innovative cathode technology; Energiesparende Chlorpoduktion. Chlor-Alkali-Elektrolyse mit innovativer Kathoden-Technologie. ThyssenKrupp Techforum 2013, 18–23. Available online: https://worldwidescience.org/topicpages/c/chlorine+alkali+electrolysis.html (accessed on 11 February 2022).
- Hou, M.; Chen, L.; Guo, Z.; Dong, X.; Wang, Y.; Xia, Y. A Clean and Membrane-Free Chlor-Alkali Process with Decoupled Cl2 and H2/NaOH Production. Nat. Commun. 2018, 9, 438. [Google Scholar] [CrossRef] [PubMed]
- Ghalloussi, R.; Garcia-Vasquez, W.; Bellakhal, N.; Larchet, C.; Dammak, L.; Huguet, P.; Grande, D. Ageing of Ion-Exchange Membranes Used in Electrodialysis: Investigation of Static Parameters, Electrolyte Permeability and Tensile Strength. Sep. Purif. Technol.—SEP Purif. Technol. 2011, 80, 270–275. [Google Scholar] [CrossRef]
- Torabiyan, A.; Nabi Bidhendi, G.R.; Mehrdadi, N.; Javadi, K. Application of Nano-Electrode Platinum (Pt) and Nano-Wire Titanium (Ti) for Increasing Electrical Energy Generation in Microbial Fuel Cells of Synthetic Wastewater with Carbon Source (Acetate). Int. J. Environ. Res. 2014, 8, 453–460. [Google Scholar] [CrossRef]
- 14:00–17:00 ISO 7393-3:1990. Available online: https://www.iso.org/cms/render/live/fr/sites/isoorg/contents/data/standard/01/41/14108.html (accessed on 11 February 2022).
- Luna-Trujillo, M.; Palma-Goyes, R.; Vazquez-Arenas, J.; Manzo-Robledo, A. Formation of Active Chlorine Species Involving the Higher Oxide MOx+1 on Active Ti/RuO2-IrO2 Anodes: A DEMS Analysis. J. Electroanal. Chem. 2020, 878, 114661. [Google Scholar] [CrossRef]
- Zhu, X. Electrochemical Oxidation of Aniline in Sodium Chloride Solution Using a Ti/RuO2 Anode. Int. J. Electrochem. Sci. 2019, 7516–7528. [Google Scholar] [CrossRef]
- Lim, T.; Jung, G.Y.; Kim, J.H.; Park, S.O.; Park, J.; Kim, Y.-T.; Kang, S.J.; Jeong, H.Y.; Kwak, S.K.; Joo, S.H. Atomically Dispersed Pt–N4 Sites as Efficient and Selective Electrocatalysts for the Chlorine Evolution Reaction. Nat. Commun. 2020, 11, 412. [Google Scholar] [CrossRef]
- Bousbih, S.; Belhadj Ammar, R.; Ben Amar, R.; Dammak, L.; Darragi, F.; Selmane, E. Synthesis and Evaluation of Asymmetric Mesoporous PTFE/Clay Composite Membranes for Textile Wastewater Treatment. Membranes 2021, 11, 850. [Google Scholar] [CrossRef] [PubMed]
- Pan, C.; Kou, K.; Jia, Q.; Zhang, Y.; Wu, G.; Ji, T. Improved Thermal Conductivity and Dielectric Properties of HBN/PTFE Composites via Surface Treatment by Silane Coupling Agent. Compos. Part B Eng. 2017, 111, 83–90. [Google Scholar] [CrossRef]
- Cao, Y.-C.; Xu, C.; Zou, L.; Scott, K.; Liu, J. A Polytetrafluoroethylene Porous Membrane and Dimethylhexadecylamine Quaternized Poly (Vinyl Benzyl Chloride) Composite Membrane for Intermediate Temperature Fuel Cells. J. Power Sources 2015, 294, 691–695. [Google Scholar] [CrossRef] [Green Version]
- Huang, Z.; Lv, B.; Zhou, L.; Wei, T.; Qin, X.; Shao, Z. Ultra-Thin h-BN Doped High Sulfonation Sulfonated Poly (Ether-Ether-Ketone) of PTFE-Reinforced Proton Exchange Membrane. J. Membr. Sci. 2022, 644, 120099. [Google Scholar] [CrossRef]
- Hu, S.; Lozada-Hidalgo, M.; Wang, F.C.; Mishchenko, A.; Schedin, F.; Nair, R.R.; Hill, E.W.; Boukhvalov, D.W.; Katsnelson, M.I.; Dryfe, R.A.W.; et al. Proton Transport through One-Atom-Thick Crystals. Nature 2014, 516, 227–230. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yufei, W.; Wang, S.; Xiao, M.; Han, D.; Hickner, M.; Meng, Y. Layer-by-Layer Self-Assembly of PDDA/PSS-SPFEK Composite Membrane with Low Vanadium Permeability for Vanadium Redox Flow Battery. RSC Adv. 2013, 3, 15467. [Google Scholar] [CrossRef]
- NafionTM Products|NafionTM Membranes, Dispersions, Resins. Available online: https://www.nafion.com/en/products (accessed on 20 January 2022).
- ASTOM > Exchange Membrane. Available online: http://www.astom-corp.jp/en/product/10.html (accessed on 20 January 2022).
- Park, J.-S.; Chilcott, T.C.; Coster, H.; Moon, S. Characterization of BSA-Fouling of Ion-Exchange Membrane Systems Using a Subtraction Technique for Lumped Data. J. Membr. Sci. 2005, 246, 137–144. [Google Scholar] [CrossRef]
- ASTOM > Ion Exchange Membrane[NEOSEPTA]. Available online: http://www.astom-corp.jp/en/product/02.html (accessed on 20 January 2022).
- Długołęcki, P.; Nymeijer, K.; Metz, S.; Wessling, M. Current Status of Ion Exchange Membranes for Power Generation from Salinity Gradients. J. Membr. Sci. 2008, 319, 214–222. [Google Scholar] [CrossRef]
- Fujifilm Membranes. Available online: http://www.fujifilmmembranes.com (accessed on 20 January 2022).
- Sarapulova, V.; Shkorkina, I.; Mareev, S.; Pismenskaya, N.; Kononenko, N.; Larchet, C.; Dammak, L.; Nikonenko, V. Transport Characteristics of Fujifilm Ion-Exchange Membranes as Compared to Homogeneous Membranes AMX and CMX and to Heterogeneous Membranes MK-40 and MA-41. Membranes 2019, 9, 84. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rodríguez, J.; Palmas, S.; Sánchez-Molina, M.; Amores, E.; Mais, L.; Campana, R. Simple and Precise Approach for Determination of Ohmic Contribution of Diaphragms in Alkaline Water Electrolysis. Membranes 2019, 9, 129. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gaudichet-Maurin, E.; Thominette, F. Ageing of Polysulfone Ultrafiltration Membranes in Contact with Bleach Solutions. J. Membr. Sci. 2006, 1–2, 198–204. [Google Scholar] [CrossRef]
- Prulho, R.; Therias, S.; Rivaton, A.; Gardette, J.L. Ageing of Polyethersulfone/Polyvinylpyrrolidone Blends in Contact with Bleach Water. Polym. Degrad. Stab. 2013, 98, 1164–1172. [Google Scholar] [CrossRef]
- Garcia-Vasquez, W.; Ghalloussi, R.; Dammak, L.; Larchet, C.; Nikonenko, V.; Grande, D. Structure and Properties of Heterogeneous and Homogeneous Ion-Exchange Membranes Subjected to Ageing in Sodium Hypochlorite. J. Membr. Sci. 2014, 452, 104–116. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | IEC (mmol/g) | Km (mS/cm) | WU (%) | Tm (µm) | Permselectivity | References |
|---|---|---|---|---|---|---|
| Nafion®117 | >0.9 | ~100 | 11 | 183 | - | [35,36] |
| Nafion®911 | 1.1 | 62.5 | 13 | 213 | >97 | This work |
| Neosepta CMX | 1.5–1.8 | 13.4 | 25–30 | 140–200 | >98 | [37,38] |
| Neosepta AMX | 1.4–1.7 | 12.6 | 25–30 | 120–180 | >98 | [39,40] |
| Fuji AEM | 1.4–1.8 | 9.11 | 24% | 160 | 95 | [41,42] |
| Zirfon® | - | 37.8 in NaCl 1 M | 31% | 500 | - | [43] |
| BN/PTFE | - | 80.2 in KOH | 33% | 400 | - | This work |
| Cathodic Membrane | Anodic Membrane | Chlorometric Degree (°Ch) | Membrane State |
|---|---|---|---|
| CMX | AMX | 6.1 | CMX, AMX membranes damaged |
| Nafion®911 | BN/PTFE | 1.6 | Nafion®911 degraded after 2 tests |
| Nafion®911 | AEM Fuji | 2.87 | Nafion®911 degraded after 2 tests |
| Zirfon® | Zirfon® | 0.85 | Anodic and cathodic membrane affected from the first test |
| BN/PTFE | BN/PTFE | 5.8 | Intact after 10 tests |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belhadj Ammar, R.; Ounissi, T.; Baklouti, L.; Larchet, C.; Dammak, L.; Mofakhami, A.; Selmane Belhadj Hmida, E. A New Method Based on a Zero Gap Electrolysis Cell for Producing Bleach: Concept Validation. Membranes 2022, 12, 602. https://doi.org/10.3390/membranes12060602
Belhadj Ammar R, Ounissi T, Baklouti L, Larchet C, Dammak L, Mofakhami A, Selmane Belhadj Hmida E. A New Method Based on a Zero Gap Electrolysis Cell for Producing Bleach: Concept Validation. Membranes. 2022; 12(6):602. https://doi.org/10.3390/membranes12060602
Chicago/Turabian StyleBelhadj Ammar, Rihab, Takoua Ounissi, Lassaad Baklouti, Christian Larchet, Lasâad Dammak, Arthur Mofakhami, and Emna Selmane Belhadj Hmida. 2022. "A New Method Based on a Zero Gap Electrolysis Cell for Producing Bleach: Concept Validation" Membranes 12, no. 6: 602. https://doi.org/10.3390/membranes12060602