
Scale Up and Validation of Novel Tri-Bore PVDF Hollow Fiber Membranes for Membrane Distillation Application in Desalination and Industrial Wastewater Recycling

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of PVDF Tri-Bore Hollow Fiber Membranes
2.3. Membrane Characterization
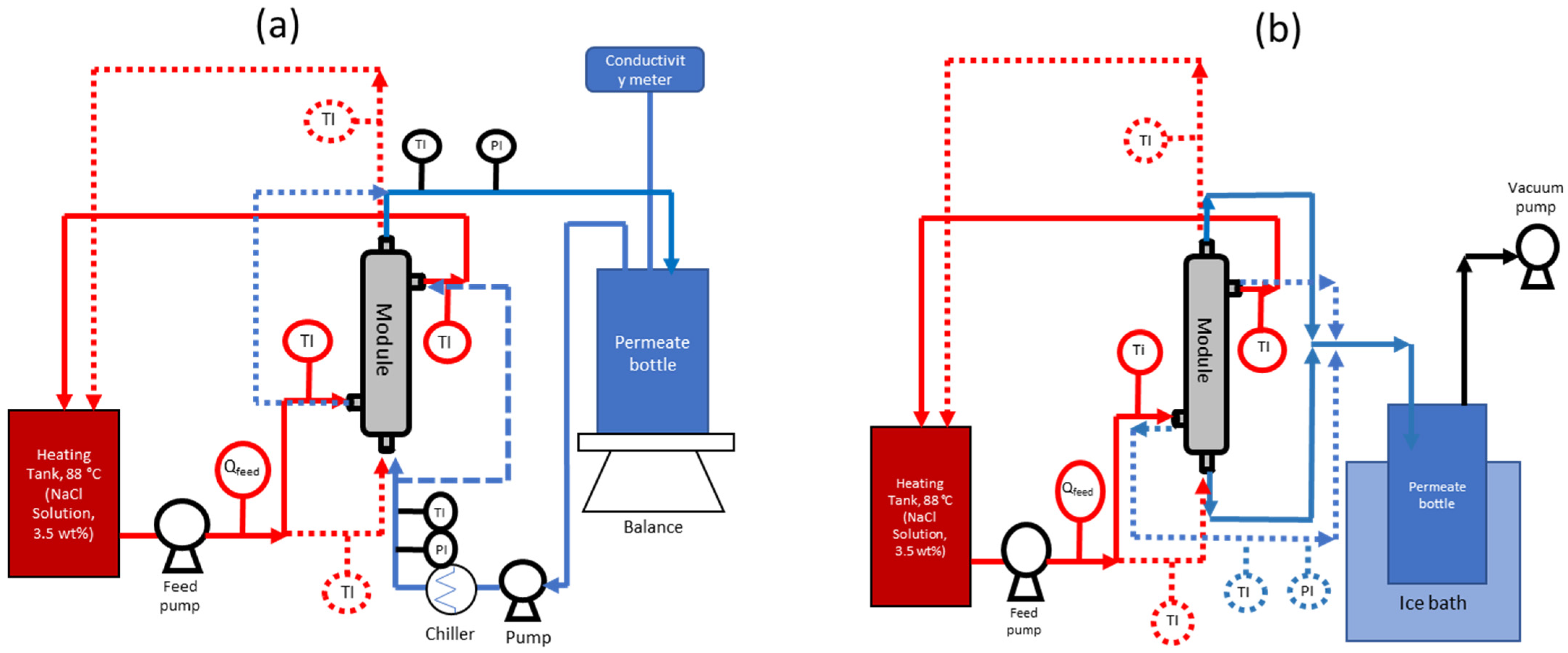
2.4. Membrane Module Testing
2.5. Vacuum Membrane Distillation (VMD) Mode
3. Results and Discussion
3.1. Validation of Membrane Fabrication Process on Pilot-Scale Equipment
Membrane Characterization
3.2. Translation of Membrane Fabrication Process from a Lab Scale to an Industrial Scale
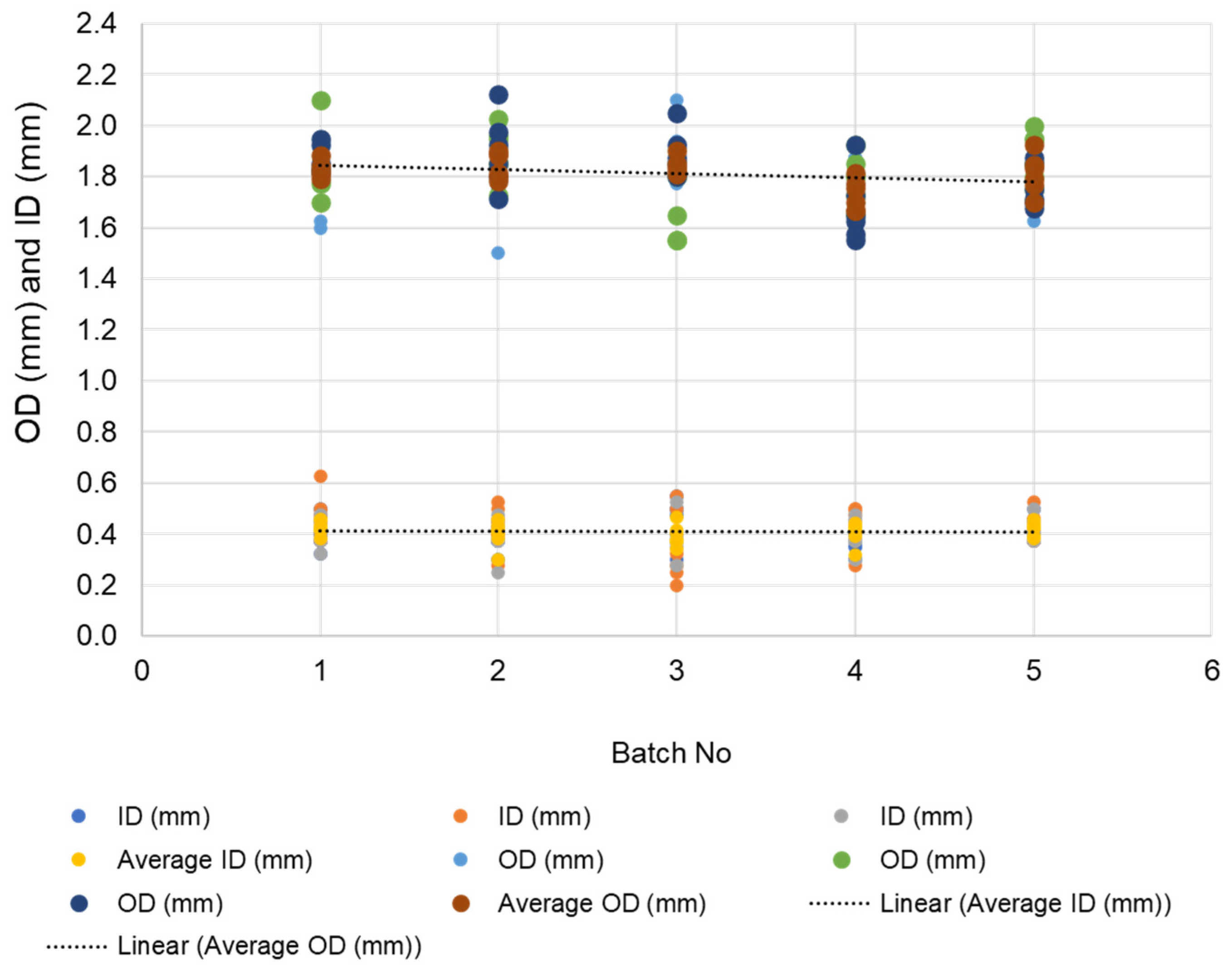
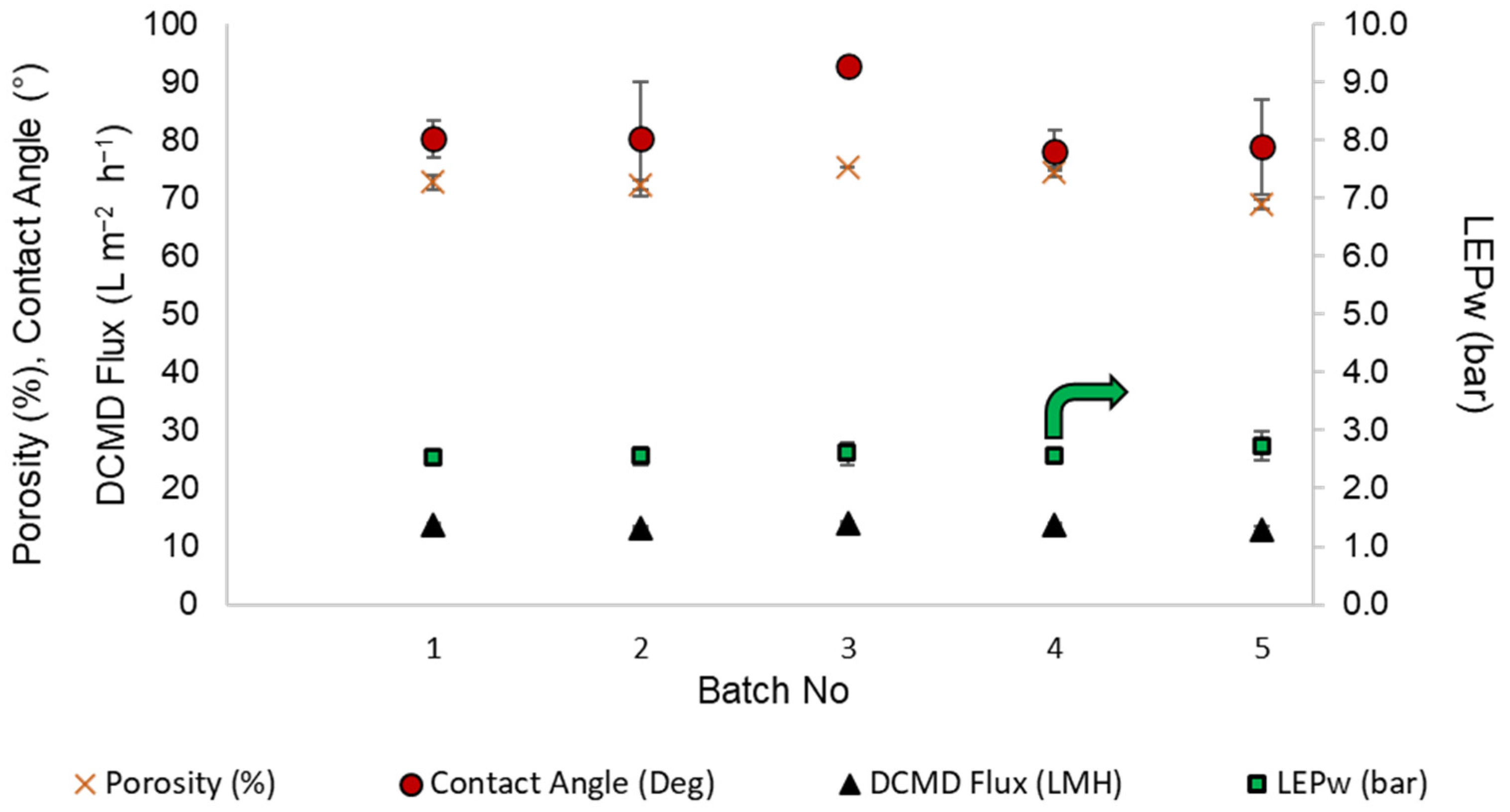
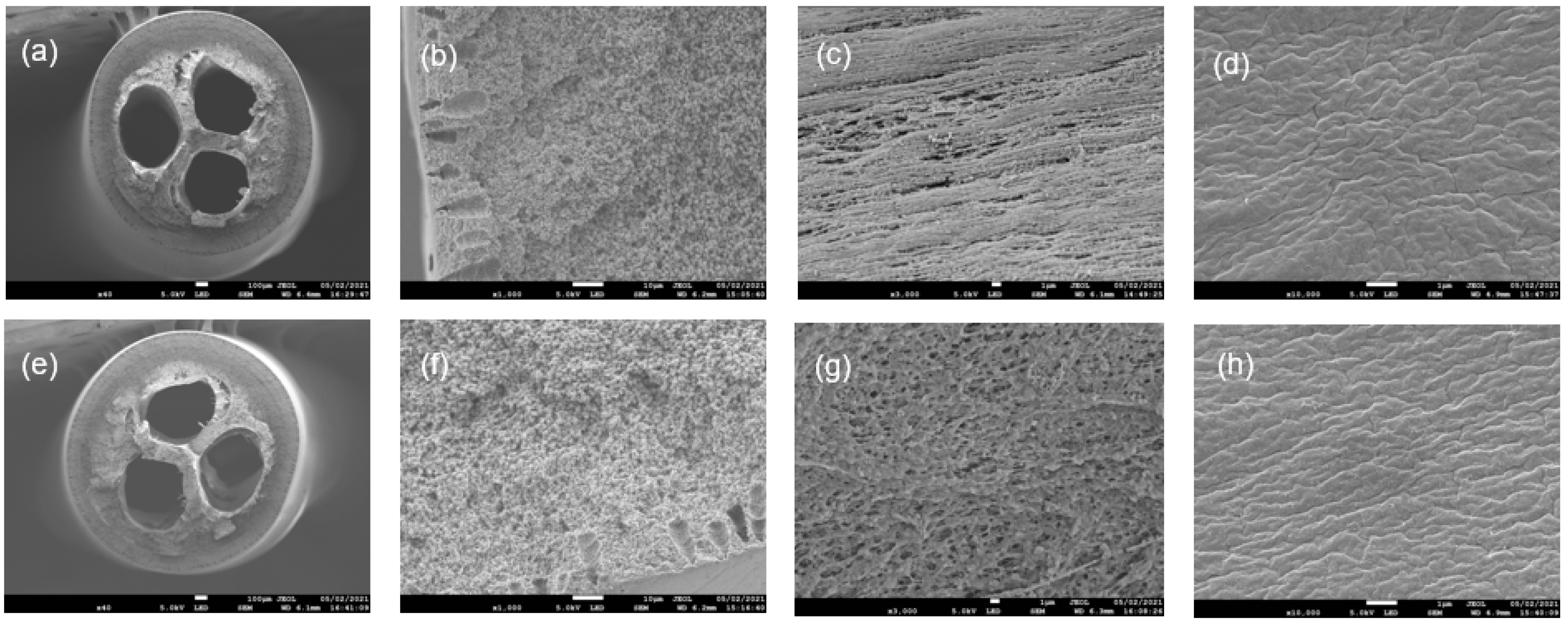
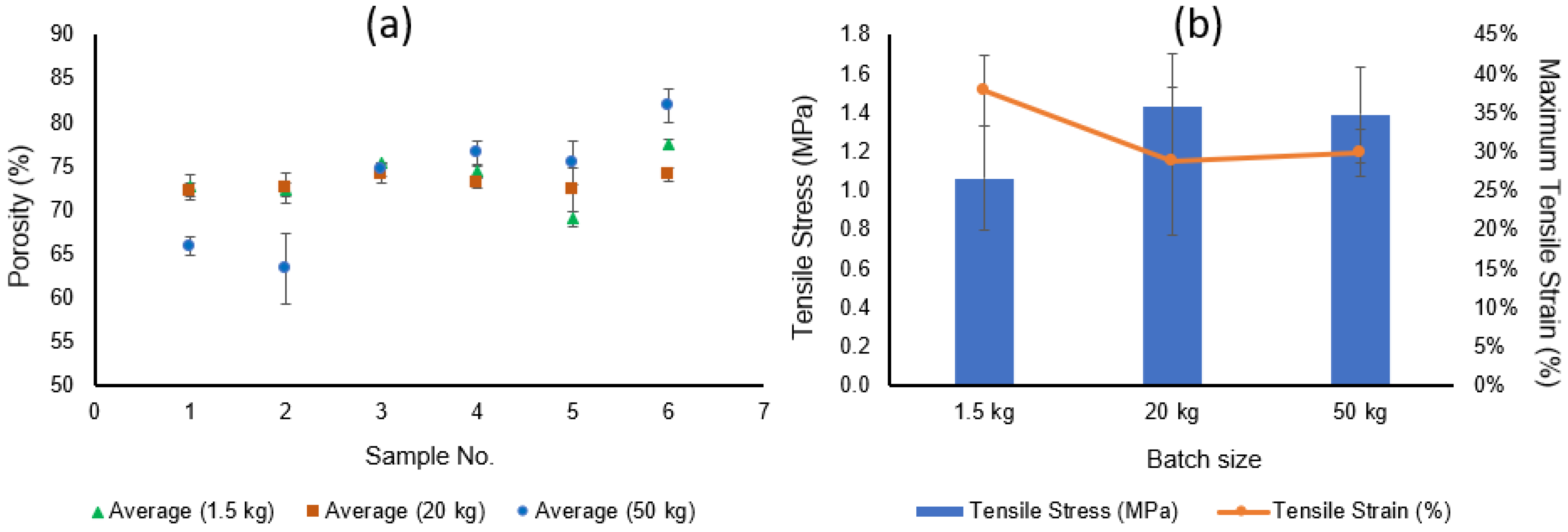
3.2.1. Characterization of TBHF Membranes Prepared on an Industrial Scale
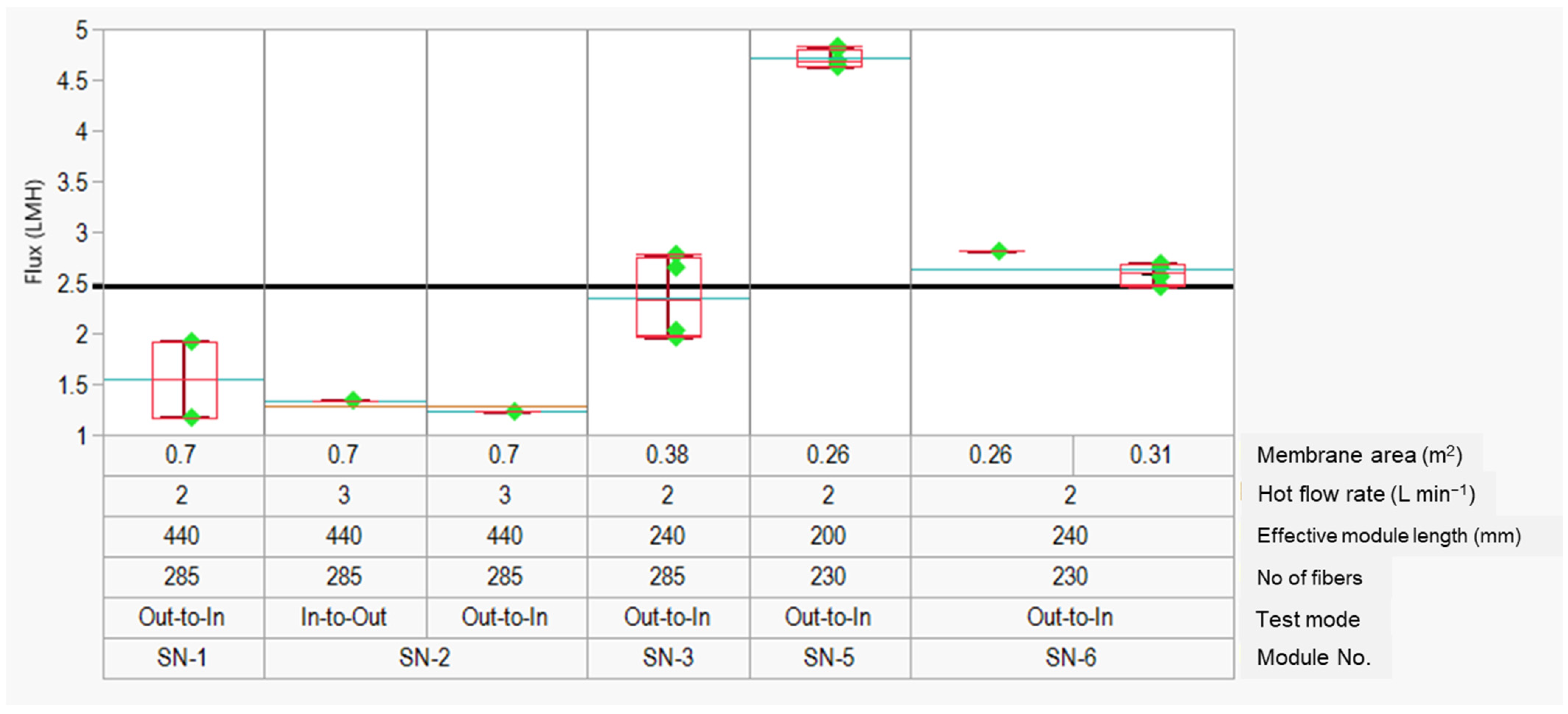
3.2.2. MD Flux Optimization
DCMD Flux Optimization
3.2.3. VMD Flux Optimization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Christidis, N.; Scott, P.A. The influence of anthropogenic climate change on wet and dry summers in Europe. Sci. Bull. 2021, 66, 813–823. [Google Scholar] [CrossRef]
- UNICEF. Progress on Drinking Water, Sanitation and Hygiene: 2017 Update and SDG Baselines; World Health Organization (WHO) and The United Nations Children’s Fund (UNICEF): Geneva, Switzerland, 2017. [Google Scholar]
- Ahmed, F.E.; Khalil, A.; Hilal, N. Emerging desalination technologies: Current status, challenges and future trends. Desalination 2021, 517, 115183. [Google Scholar] [CrossRef]
- Zapata-Sierra, A.; Cascajares, M.; Alcayde, A.; Manzano-Augliaro, F. Worldwide research trends on desalination. Desalination 2021, 519, 115305. [Google Scholar] [CrossRef]
- Li, B.-J.; Choi, S.-M.; Cho, S.-H.; Master, G.-R.L.; Park, C.-D. Design and performance analysis of vertical multi-effect difusion solar distiller: A review. Desalination 2022, 527, 115572. [Google Scholar] [CrossRef]
- Jhon Jairo Feria-Díaz, J.J.; López-Méndez, M.C.; Rodríguez-Miranda, J.P.; Sandoval-Herazo, L.C.; Correa-Mahecha, F. Commercial Thermal Technologies for Desalination of Water from Renewable Energies: A State of the Art Review. Processes 2021, 9, 262. [Google Scholar] [CrossRef]
- Curto, D.; Franzitta, V.; Guercio, A. A review of the water desalination technologies. Appl. Sci. 2021, 11, 670. [Google Scholar] [CrossRef]
- Lim, Y.J.; Goh, K.; Kurihara, M.; Wang, R. Seawater desalination by reverse osmosis: Current development and future challenges in membrane fabrication—A review. J. Membr. Sci. 2021, 629, 119292. [Google Scholar] [CrossRef]
- Salinas-Rodríguez, S.G.; Schippers, J.A.; Amy, G.L.; Kim, I.S.; Kennedy, M.D. Seawater Reverse Osmosis Desalination: Assessment and Pre-Treatment of Fouling and Scaling, 1st ed.; IWA Publishing: London, UK, 2021; pp. 1–27. [Google Scholar]
- Skuse, C.; Gallego-Schmid, A.; Azapagic, A.; Gorgojo, P. Can emerging membrane-based technologies replace reverse osmosis? Desalination 2021, 500, 114844. [Google Scholar] [CrossRef]
- Eiff, D.V.; Wong, P.W.; Gao, Y.; Jeong, S.; An, A.K. Technical and economic analysis of an advanced multi-stage flash crystallizer for the treatment of concentrated brine. Desalination 2021, 503, 114925. [Google Scholar] [CrossRef]
- Choudhury, M.R.; Anwar, N.; Jassby, D.; Rahaman, M.S. Fouling and wetting in the membrane distillation driven wastewater reclamation process—A review. Adv. Colloid Interface Sci. 2019, 269, 370–399. [Google Scholar] [CrossRef]
- Yan, Z.; Jiang, Y.; Liu, L.; Li, Z.; Chen, X.; Xia, M.; Fan, G.; Ding, A. Membrane distillation for wastewater treatment: A mini Review. Water 2021, 13, 3480. [Google Scholar] [CrossRef]
- Deshmukh, A.; Boo, C.; Karanikola, V.; Lin, S.; Straub, A.P.; Tong, T.; Warsinger, D.M.; Elimelech, M. Membrane distillation at the water-energy nexus: Limits, opportunities, and challenges. Energy Environ. Sci. 2018, 11, 1177–1196. [Google Scholar] [CrossRef]
- Parani, S.; Oluwafemi, O.S. Membrane distillation: Recent configurations, membrane surface engineering, and applications. Membranes 2021, 11, 934. [Google Scholar] [CrossRef] [PubMed]
- Abdelkareem, M.A.; El Haj Assad, M.; Sayed, E.T.; Soudan, B. Recent progress in the use of renewable energy sources to power water desalination plants. Desalination 2018, 435, 97–113. [Google Scholar] [CrossRef]
- Yadav, A.; Labhasetwar, P.K.; Shahi, V.K. Membrane distillation crystallization technology for zero liquid discharge and resource recovery: Opportunities, challenges and futuristic perspectives. Sci. Total Environ. 2022, 806, 150692. [Google Scholar] [CrossRef]
- Zuo, J.; Bonyadi, S.; Chung, T.S. Exploring the potential of commercial polyethylene membranes for desalination by membrane distillation. J. Membr. Sci. 2016, 497, 239–247. [Google Scholar] [CrossRef]
- Edwie, F.; Chung, T.S. Development of simultaneous membrane distillation-crystallization (SMDC) technology for treatment of saturated brine. Chem. Eng. Sci. 2013, 98, 160–172. [Google Scholar] [CrossRef]
- Zhong, W.; Guo, L.; Ji, C.; Dong, G.; Li, S. Membrane distillation for zero liquid discharge during treatment of wastewater from the industry of traditional Chinese medicine: A review. Environ. Chem. Lett. 2021, 19, 2317–2330. [Google Scholar] [CrossRef]
- Francis, L.; Ahmed, F.E.; Hilal, N. Advances in Membrane Distillation Module Configurations. Membranes 2022, 12, 81. [Google Scholar] [CrossRef]
- Pagliero, M.; Khayet, M.; García-Payo, C.; García-Fernández, L. Hollow fibre polymeric membranes for desalination by membrane distillation technology: A review of different morphological structures and key strategic improvements. Desalination 2021, 516, 115235. [Google Scholar] [CrossRef]
- Ashoor, B.B.; Mansour, S.; Giwa, A.; Dufour, V.; Hasan, S.W. Principles and applications of direct contact membrane distillation (DCMD): A comprehensive review. Desalination 2016, 398, 222–246. [Google Scholar] [CrossRef]
- Ullah, R.; Khraisheh, M.; Esteves, R.J.; McLeskey, J.T., Jr.; AlGhouti, M.; Gad-el-Hak, M.; Tafreshi, H.V. Energy efficiency of direct contact membrane distillation. Desalination 2018, 433, 56–67. [Google Scholar] [CrossRef]
- Ramlow, H.; Machado, R.A.F.; Marangoni, C. Direct contact membrane distillation for textile wastewater treatment; a state of art review. Water Sci. Technol. 2017, 76, 2565–2579. [Google Scholar] [CrossRef] [PubMed]
- Ding, Z.; Liu, Z.; Xiao, C. Excellent performance of novel super hydrophobic composite hollow fiber membrane in the vacuum membrane distillation. Sep. Purif. Technol. 2021, 268, 118603. [Google Scholar] [CrossRef]
- Eykens, L.; De Sitter, K.; Dotremont, C.; Pinoy, L.; van der Bruggen, B. How to optimize the membrane properties for membrane distillation: A review. Ind. Eng. Chem. Res. 2016, 55, 9333–9343. [Google Scholar] [CrossRef]
- Camacho, L.; Dumée, L.; Zhang, J.; Li, J.; Duke, M.; Gomez, J.; Gray, S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water 2013, 5, 94–196. [Google Scholar] [CrossRef] [Green Version]
- Zou, D.; Kim, H.W.; Jeon, S.M.; Lee, Y.M. Fabrication and modification of PVDF/PSF hollow-fiber membranes for ginseng extract and saline water separations via direct contact membrane distillation. J. Membr. Sci. 2022, 644, 120101. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, K.-J.; Liang, C.Z.; Chung, T.S. Mechanically strong Janus tri-bore hollow fiber membranes with asymmetric pores for anti-wetting and anti-fouling membrane distillation. Chem. Eng. J. 2022, 429, 132455. [Google Scholar] [CrossRef]
- Chiam, C.K.; Sarbatly, R. Vacuum membrane distillation processes for aqueous solution treatment—A review. Chem. Eng. Process. -Process Intensif. 2013, 74, 27–54. [Google Scholar] [CrossRef]
- Zuo, J.; Chung, T.S.; O’Brien, G.S.; Kosar, W. Hydrophobic/hydrophilic PVDF/Ultem® dual-layer hollow fiber membranes with enhanced mechanical properties for vacuum membrane distillation. J. Membr. Sci. 2017, 523, 103–110. [Google Scholar] [CrossRef]
- Zou, D.; Lee, Y.M. Design strategy of poly(vinylidene fluoride) membranes for water treatment. Prog. Polym. Sci. 2022, 128, 101535. [Google Scholar] [CrossRef]
- Hua, D.; Ong, Y.K.; Wang, P.; Chung, T.S. Thin-film composite tri-bore hollow fiber (TFC TbHF) membranes for isopropanol dehydration by pervaporation. J. Membr. Sci. 2014, 471, 155–167. [Google Scholar] [CrossRef]
- Lu, K.-J.; Zuo, J.; Chung, T.S. Tri-bore hollow fibers with a super-hydrophobic coating for membrane distillation. J. Membr. Sci. 2016, 514, 165–175. [Google Scholar] [CrossRef] [Green Version]
- Luo, L.; Wang, P.; Zhang, S.; Han, G.; Chung, T.S. Novel thin-film composite tri-bore hollow fiber membrane fabrication for forward osmosis. J. Membr. Sci. 2014, 461, 28–38. [Google Scholar] [CrossRef]
- Qua, M.S.; Zhao, Y.; Zhang, J.; Hernandez, S.; Paing, A.T.; Mottaiyan, K.; Zuo, J.; Dhalla, A.; Chung, T.S.; Gudipati, C. Novel sandwich-structured hollow fiber membrane for high-efficiency membrane distillation and scale-up for pilot validation. Membranes 2022, 12, 423. [Google Scholar] [CrossRef]
- Wang, P.; Teoh, M.M.; Chung, T.S. Morphological architecture of dual-layer hollow fiber for membrane distillation with higher desalination performance. Water Res. 2011, 45, 5489–5500. [Google Scholar] [CrossRef]
- Peng, N.; Chung, T.S.; Wang, K.Y. Macrovoid evolution and critical factors to form macrovoid-free hollow fiber membranes. J. Membr. Sci. 2008, 318, 363–372. [Google Scholar] [CrossRef]
- Sukitpaneenit, P.; Chung, T.S. Molecular elucidation of morphology and mechanical properties of PVDF hollow fiber membranes from aspects of phase inversion, crystallization and rheology. J. Membr. Sci. 2009, 340, 192–205. [Google Scholar] [CrossRef]
- Kong, X.; Lu, X.; Liu, J.; Wu, C.; Zhang, S. Improved desalination performance of polyvinylidene fluoride hollow fiber membranes by the intermediate role of surfactants. Macromol. Mat. Eng. 2021, 306, 2000538. [Google Scholar] [CrossRef]
- Dong, G.; Cha-Umpong, W.; Hou, J.; Ji, C.; Chen, V. Open-source industrial scale module simulation: Paving the way towards the right configuration choice for membrane distillation. Desalination 2019, 464, 48–62. [Google Scholar] [CrossRef]
- Drioli, E.; Ali, A.; Simone, S.; Macedonio, F.; Al-Jlil, S.A.; Al Shabonah, F.S.; Al-Romaih, H.S.; Al-Harbi, O.; Figoli, A.; Criscouli, A. Novel PVDF hollow fiber membranes for vacuum and direct contact membrane distillation applications. Sep. Purif. Technol. 2013, 115, 27–38. [Google Scholar] [CrossRef]
- Souane, S.; Elcik, H.; Aplatova, A.; Orfi, J.; Ali, E.; AlAnsary, H.; Ghaffour, N. Scaling sets the limits of large scale membrane distillation modules for the treatment of high salinity feeds. J. Clean. Prod. 2021, 287, 125555. [Google Scholar] [CrossRef]
- Cipollina, A.; Sparti, M.G.; Tamburini, A.; Micale, G. Development of a Membrane Distillation module for solar energy seawater desalination. Chem. Eng. Res. Des. 2012, 90, 2101–2121. [Google Scholar] [CrossRef]
- Dudchenko, A.V.; Hardikar, M.; Xin, R.; Joshi, S.; Wang, R.; Sharma, N.; Mauter, M.S. Impact of module design on heat transfer in membrane distillation. J. Membr. Sci. 2020, 601, 117898. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dope Parameters | |
|---|---|
| Composition | wt.% |
| PVDF | 14.50% |
| EG | 10.50% |
| LiCl | 5.0% |
| DMAC | 70.0% |
| Tank temperature (°C) | 80 |
| Flow rate (Hz) | 44.00 |
| Mass flow rate (g min−1) | 47.88 |
| Tank pressure (bar) | 7 |
| Bore Liquid Parameters | |
| Composition: DMAc:DI water | 72.5:27.5 (wt.%) |
| Flow rate (Hz) | 4.8 |
| Actual mass flow rate (g min−1) | 4.6 |
| Temperature (°C) | 60 |
| Process parameters | |
| Outlet coagulant | Water |
| Coagulation bath temp (°C) | Ambient (~25 °C) |
| Air gap (mm) | 30 |
| Take-up speed | Free-fall |
| Winder speed (rpm, set value) | 7.8 |
| Gelation (%) | 90 |
| Wheel (%) | 86.5 |
| Test Conditions/ Configuration | DCMD | VMD | ||||
|---|---|---|---|---|---|---|
| Test Mode | Out-to-In | Out-to-In | In-to-Out | Out-to-In | ||
| Module diameter (inches) | 0.5 | 2.0 | 0.5 | 2.0 | 0.5 | 2.0 |
| Number of fibers | 6 | 230–285 | 10 | 230–285 | 10 | 230–285 |
| Effective length (mm) | 100 | 200–440 | 120 | 200–440 | 120 | 200–440 |
| Effective membrane area (m2) | 0.002 | 0.260–0.7 | 0.007–0.009 | 0.38 | 0.007 0.009 | 0.38–0.7 |
| Packing density (%) | 20.0–24.0 | 35.2 | 24.0–34.0 | 35.2–43.5 | 24.0–34.0 | 35.2–43.5 |
| Feed water (hot) flow rate (L min−1) | 0.50–0.55 | 2 | 0.50–0.60 | 5.0–6.0 | 0.50–0.60 | 5.0–6.0 |
| Cold water flow rate (mL min−1) | 24 | 0.50–0.75 | n/a | n/a | n/a | n/a |
| Feed (hot) water temperature (°C) | 66–70 | ~80 | 80–84 | 84–90 | 80–84 | 84–90 |
| Permeate (cold) water temperature (°C) | 10–13 | 10–15 | n/a | n/a | n/a | n/a |
| Vacuum pressure (bar) | n/a | n/a | −0.7 to −0.8 | −0.7 to −0.8 | −0.7 to −0.8 | −0.7 to −0.8 |
| Test duration (h) | 1.5–2.0 | 1.5–2.0 | 1 | >1 | 1 | >1 |
| Feed concentration (g L−1) | 35 | 35 | 35 | 35 | 35 | 35 |
| Batch Size (kg) | |||
|---|---|---|---|
| Membrane Property (Units) | 1.5 kg Batch | 20 kg Batch | 50 kg Batch |
| OD (mm) | 1.81 ± 0.14 | 1.72 ± 0.18 | 1.92 ± 0.11 |
| ID (mm) | 0.41 ± 0.07 | 0.40 ± 0.06 | 0.48 ± 0.03 |
| Contact angle (°) | 87.5 ± 8.0 | 89.8 ± 4.5 | 83.2 ± 3.2 |
| Liquid entry pressure (bar) | 2.8 ± 0.2 | 4.2 ± 1.7 | 3.4 ± 0.4 |
| Average pore diameter (μm) | 0.434 | 0.257 | 0.315 |
| DCMD flux (L m−2 h−1) | 12.7 ± 1.2 | 11.9 ± 1.1 | 10.6 ± 0.6 |
| Salt rejection (%) | ≥99.9% | ≥99.9% | ≥99.9% |
| 0.5-Inch | 2-Inch | |
|---|---|---|
| DCMD Flux (L m−2h−1) | 10.6 ± 0.6 | 1.4 ± 0.4 |
| Rejection (%) | ≥99.9 | ≥99.9 |
| VMD Flux (L m−2h−1) | 12.4 ± 0.9 | 1.1 ± 0.1 |
| Rejection (%) | ≥99.9 | ≥99.9 |
| Sample No. | Module Diameter (inches) | No. of Fibers | Effective Length (mm) | Surface Area (m2) |
|---|---|---|---|---|
| SN-1 | 2 | 285 | 440 | 0.7 |
| SN-2 | 2 | 285 | 440 | 0.7 |
| SN-3 | 2 | 285 | 240 | 0.38 |
| SN-4 | 2 | 285 | 240 | 0.38 |
| SN-5 | 2 | 230 | 200 | 0.26 |
| SN-6 | 2 | 230 | 240 | 0.31 |
| SN-7 | 2 | 220 | 240 | 0.30 |
| SN-8 | 2 | 220 | 240 | 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.P.; Paing, A.T.; Chow, C.A.; Qua, M.S.; Mottaiyan, K.; Lu, K.; Dhalla, A.; Chung, T.-S.; Gudipati, C. Scale Up and Validation of Novel Tri-Bore PVDF Hollow Fiber Membranes for Membrane Distillation Application in Desalination and Industrial Wastewater Recycling. Membranes 2022, 12, 573. https://doi.org/10.3390/membranes12060573
Li WP, Paing AT, Chow CA, Qua MS, Mottaiyan K, Lu K, Dhalla A, Chung T-S, Gudipati C. Scale Up and Validation of Novel Tri-Bore PVDF Hollow Fiber Membranes for Membrane Distillation Application in Desalination and Industrial Wastewater Recycling. Membranes. 2022; 12(6):573. https://doi.org/10.3390/membranes12060573
Chicago/Turabian StyleLi, Weikun Paul, Aung Thet Paing, Chin Ann Chow, Marn Soon Qua, Karikalan Mottaiyan, Kangjia Lu, Adil Dhalla, Tai-Shung Chung, and Chakravarthy Gudipati. 2022. "Scale Up and Validation of Novel Tri-Bore PVDF Hollow Fiber Membranes for Membrane Distillation Application in Desalination and Industrial Wastewater Recycling" Membranes 12, no. 6: 573. https://doi.org/10.3390/membranes12060573