
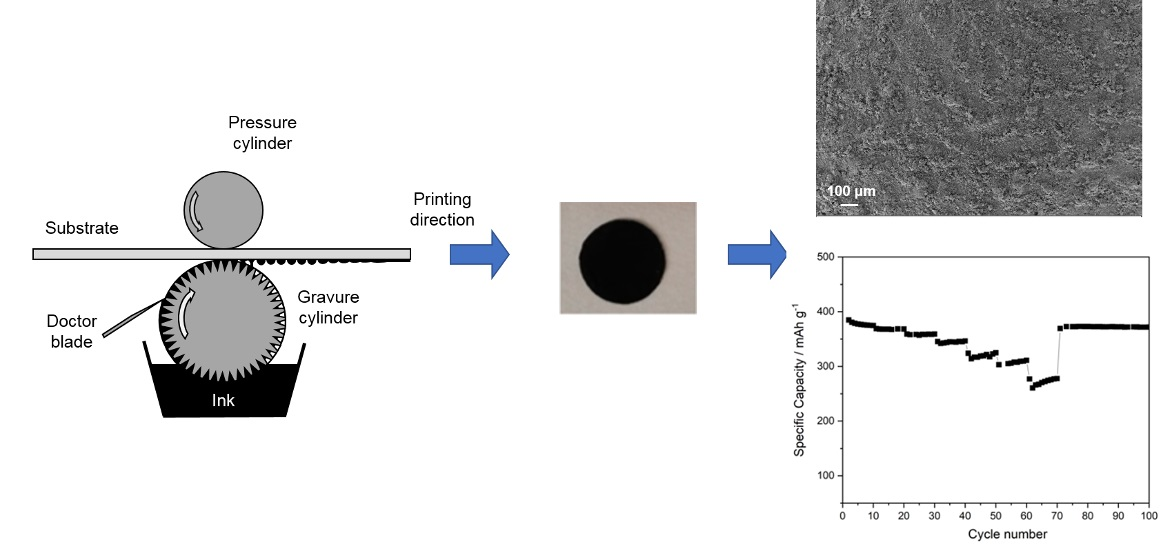
Gravure Printing of Graphite-Based Anodes for Lithium-Ion Printed Batteries

Abstract
: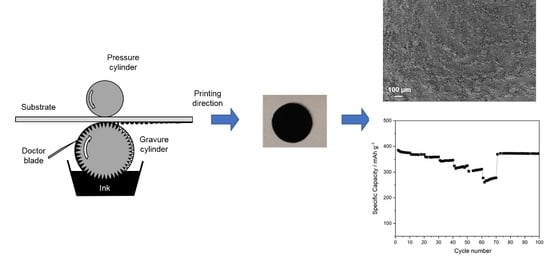
1. Introduction
2. Materials and Methods
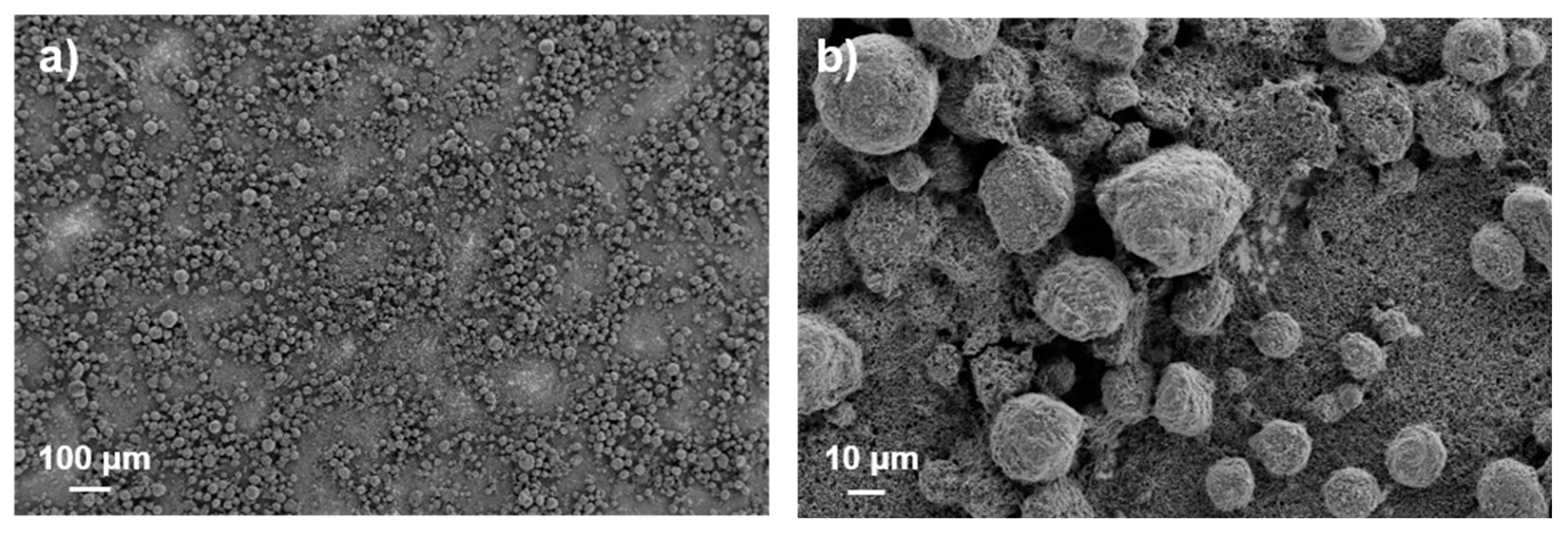
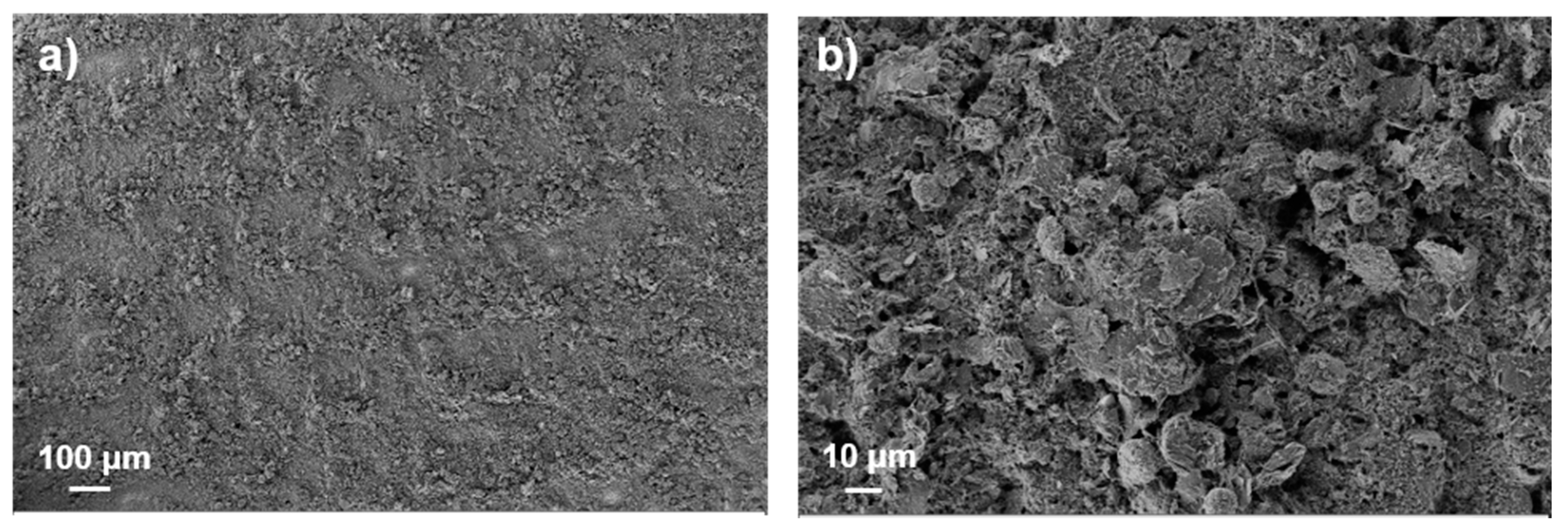
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Søndergaard, R.R.; Hosel, M.; Krebs, F.C. Roll-to-Roll Fabrication of Large Area Functional Organic Materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for printing sensors and electronics over large flexible substrates: A review. IEEE Sens. J. 2014, 15, 3164–3185. [Google Scholar] [CrossRef]
- Abbel, R.; Galagan, Y.; Groen, P. Roll-to-Roll Fabrication of Solution Processed Electronics. Adv. Eng. Mater. 2018, 20, 1701190–1701219. [Google Scholar] [CrossRef] [Green Version]
- Montanino, M.; Sico, G.; De Girolamo Del Mauro, A.; Asenbauer, J.; Binder, J.R.; Bresser, D.; Passerini, S. Gravure-Printed Conversion/Alloying Anodes for Lithium-Ion Batteries. Energy Technol. 2021, 9, 2100315. [Google Scholar] [CrossRef]
- Batteries show the difficulties of being greener. Nat. Mater. 2022, 21, 131. [CrossRef] [PubMed]
- Oliveira, J.; Costa, C.M.; Lanceros-Méndez, S. Printed Batteries: An Overview. In Printed Batteries Materials, Technologies and Applications, 1st ed.; Lanceros-Méndez, S., Costa, C.M., Eds.; John Wiley & Sons Ltd.: Chichester, UK, 2018; pp. 1–14. [Google Scholar]
- Costa, C.M.; Gonçalves, R.; Lanceros-Méndez, S. Recent advances and future challenges in printed batteries. Energy Storage Mater. 2020, 28, 216–234. [Google Scholar] [CrossRef]
- Grau, G.; Kitsomboonloha, R.; Subramanian, V. Fabrication of a high-resolution roll for gravure printing of 2 μm features. In Proceedings of the SPIE Organic Photonics + Electronics, San Diego, CA, USA, 9–13 August 2015. [Google Scholar]
- Grau, G.; Subramanian, V. Fully High-Speed Gravure Printed, Low-Variability, High-Performance Organic Polymer Transistors with Sub-5 V Operation. Adv. Electron. Mater. 2016, 2, 1500328. [Google Scholar] [CrossRef]
- Huang, Q.; Zhu, Y. Printing conductive nanomaterials for flexible and stretchable electronics: A review of materials, processes, and applications. Adv. Mater. Technol. 2019, 4, 1800546. [Google Scholar] [CrossRef]
- Sliz, R.; Valikangas, J.; Silva Santos, H.; Vilmi, P.; Rieppo, L.; Hu, T.; Lassi, U.; Fabritius, T. Suitable Cathode NMP Replacement for Efficient Sustainable Printed Li-Ion Batteries. ACS Appl. Energy Mater. 2022, 5, 4047–4058. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zheng, S.; Zhou, F.; Shi, X.; Dong, C.; Das, P.; Ma, J.; Wang, K.; Wu, Z.-S. Multi-Layer Printable Lithium Ion Micro-Batteries with Remarkable Areal Energy Density and Flexibility for Wearable Smart Electronics. Small 2022, 18, 2104506. [Google Scholar] [CrossRef] [PubMed]
- Montanino, M.; Sico, G.; De Girolamo Del Mauro, A.; Moreno, M. LFP-Based Gravure Printed Cathodes for Lithium-Ion Printed Batteries. Membranes 2019, 9, 71. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jin, Y.; Yu, H.; Liang, X. Simple approach: Heat treatment to improve the electrochemical performance of commonly used anode electrodes for Lithium-ion batteries. ACS Appl. Mater. Interfaces 2020, 12, 41368–41380. [Google Scholar] [CrossRef] [PubMed]
- Norris, C.; Parmananda, M.; Roberts, S.A.; Mukherjee, P.P. Probing the influence of multiscale heterogeneity on effective properties of graphite electrodes. ACS Appl. Mater. Interfaces 2022, 14, 943–953. [Google Scholar] [CrossRef] [PubMed]
- Sico, G.; Montanino, M.; Prontera, C.T.; De Girolamo Del Mauro, A.; Minarini, C. Gravure printing for thin film ceramics manufacturing from nanoparticles. Ceram. Int. 2018, 44, 19526–19534. [Google Scholar] [CrossRef]
- Shen, F.; Dixit, M.B.; Zaman, W.; Hortance, N.; Rogers, B.; Hatzell, K.B. Composite electrode ink formulation for all solid-state batteries. J. Electrochem. Soc. 2019, 166, A3182–A3188. [Google Scholar] [CrossRef]
- Nam, K.-H.; Jeong, S.; Yu, B.-C.; Choi, J.-H.; Jeon, K.-J.; Park, C.-M. Li-compound anodes: A classification for high-performance Li-ion battery anodes. ACS Nano 2022, 16, 13704–13714. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer n. | Ink Dry Content (wt%) | Ball-Milling | Overall Active Material (mg cm−2) | Final Layer Thickness (µm) | Final Layer Density (g cm−3) |
|---|---|---|---|---|---|
| 5 | 25 | no | 0.90 | 27 | 0.33 |
| 5 | 25 | yes | 1.10 | 21 | 0.52 |
| 6 | 18 | yes | 0.85 | 18 | 0.47 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montanino, M.; De Girolamo Del Mauro, A.; Paoletti, C.; Sico, G. Gravure Printing of Graphite-Based Anodes for Lithium-Ion Printed Batteries. Membranes 2022, 12, 999. https://doi.org/10.3390/membranes12100999
Montanino M, De Girolamo Del Mauro A, Paoletti C, Sico G. Gravure Printing of Graphite-Based Anodes for Lithium-Ion Printed Batteries. Membranes. 2022; 12(10):999. https://doi.org/10.3390/membranes12100999
Chicago/Turabian StyleMontanino, Maria, Anna De Girolamo Del Mauro, Claudia Paoletti, and Giuliano Sico. 2022. "Gravure Printing of Graphite-Based Anodes for Lithium-Ion Printed Batteries" Membranes 12, no. 10: 999. https://doi.org/10.3390/membranes12100999