
Bipolar Membrane Electrodialysis for Sulfate Recycling in the Metallurgical Industries

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Result and Discussion
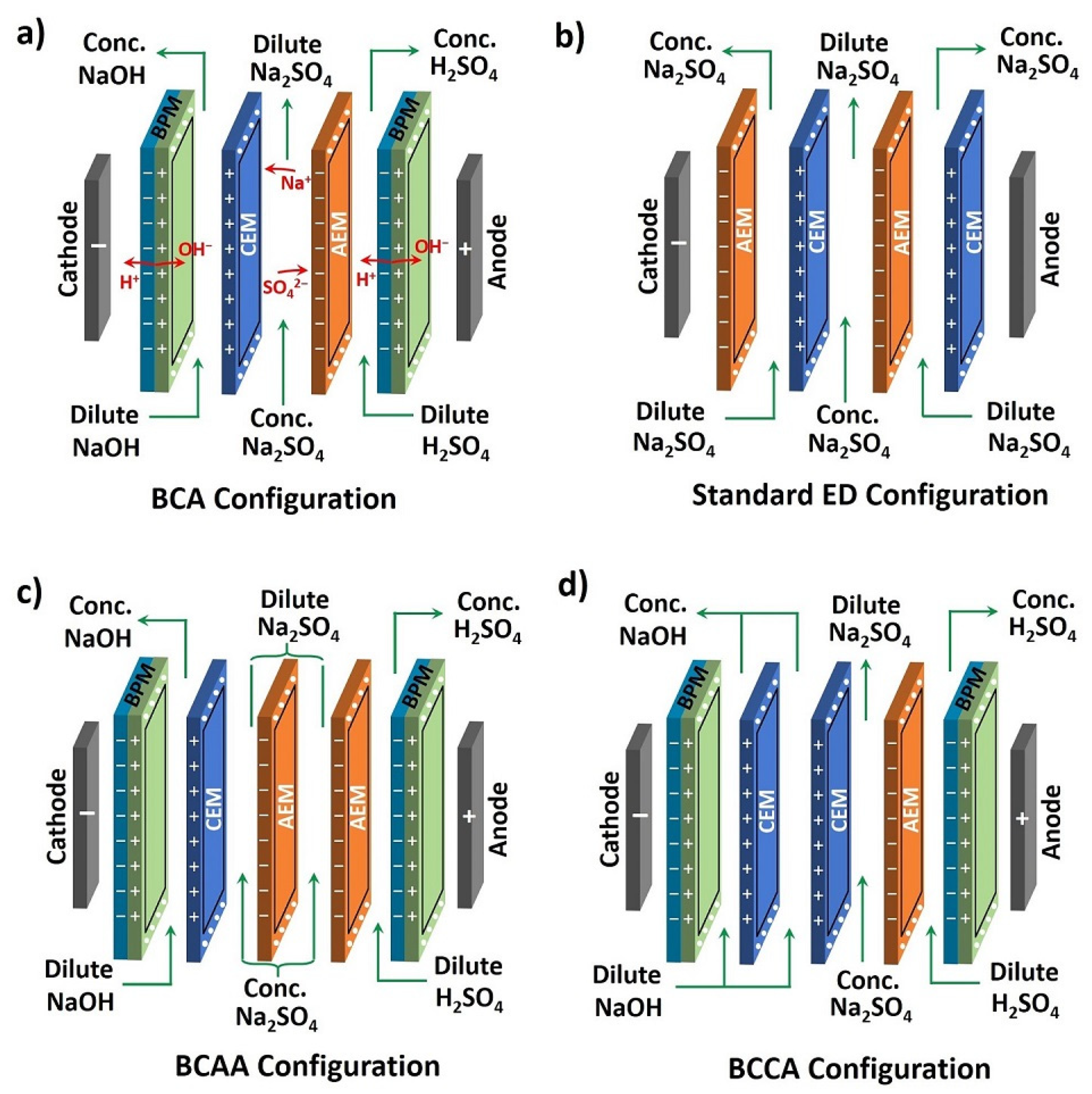
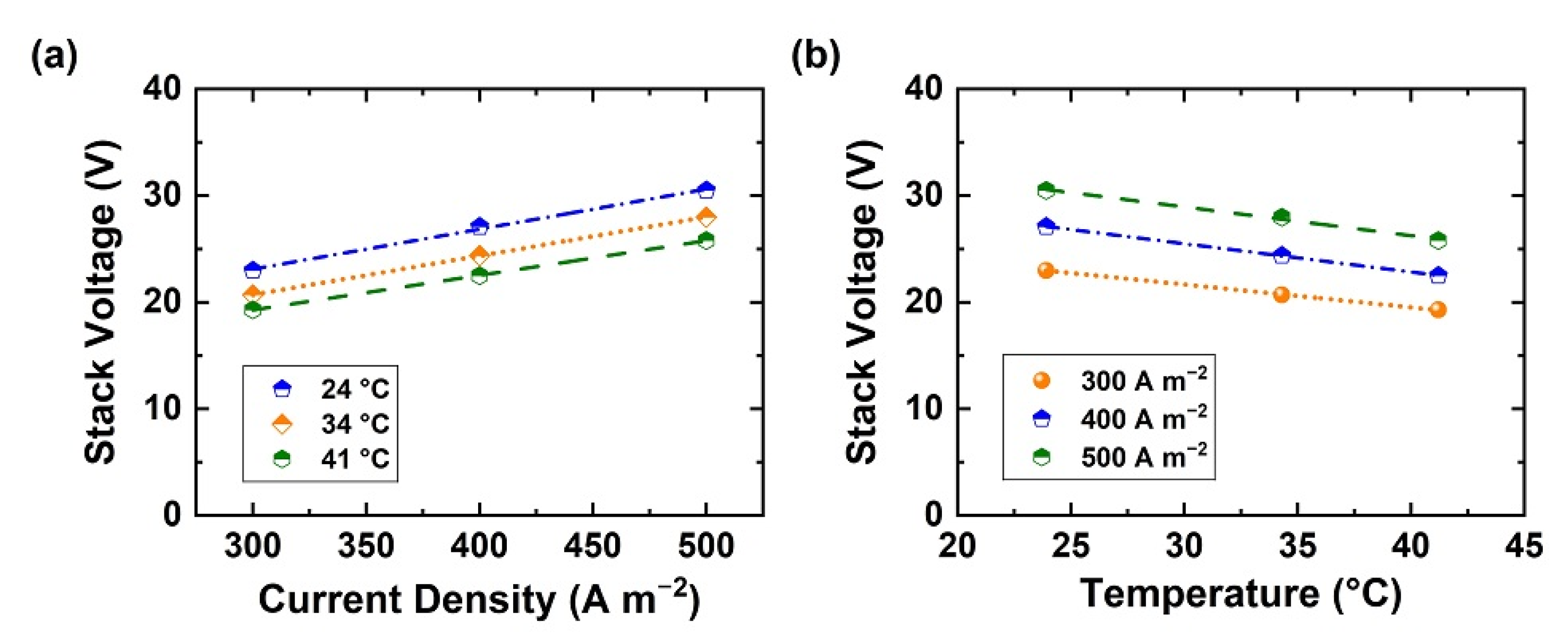
3.1. Stack Voltage
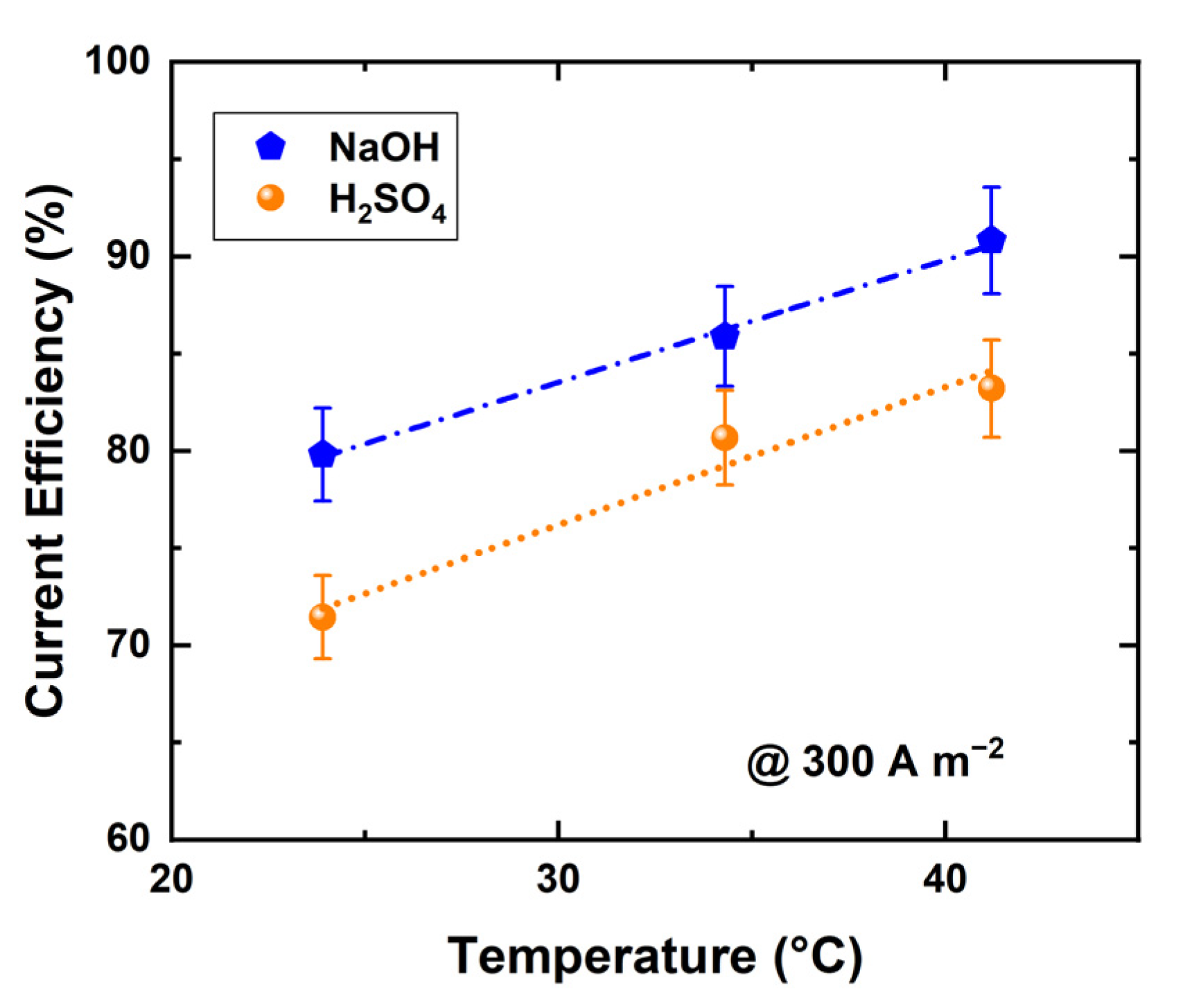
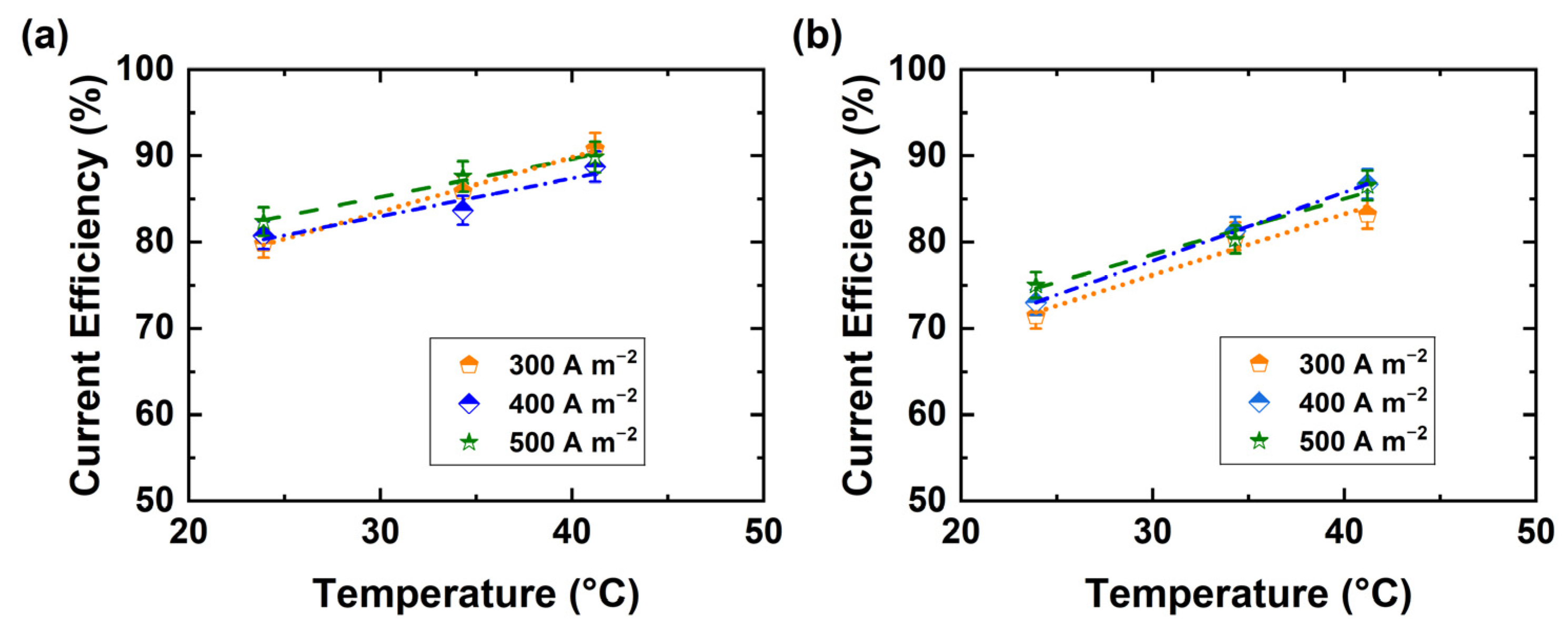
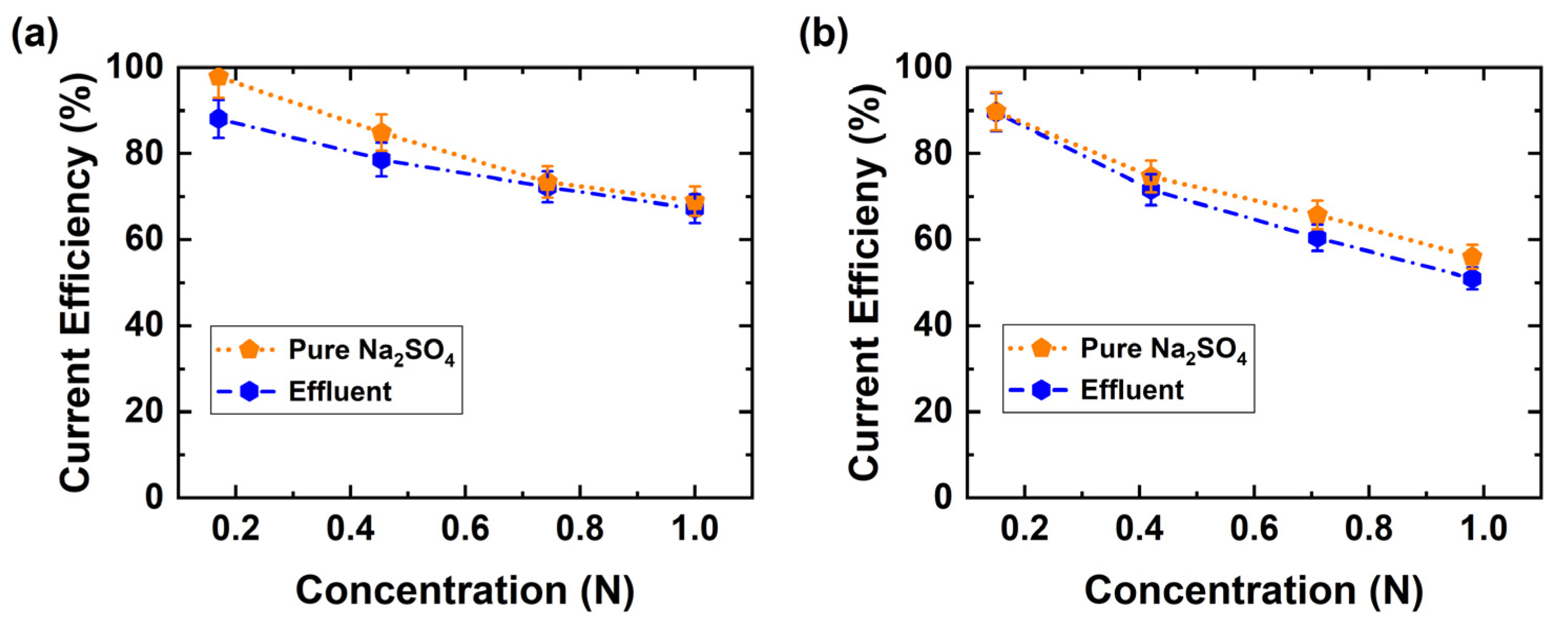
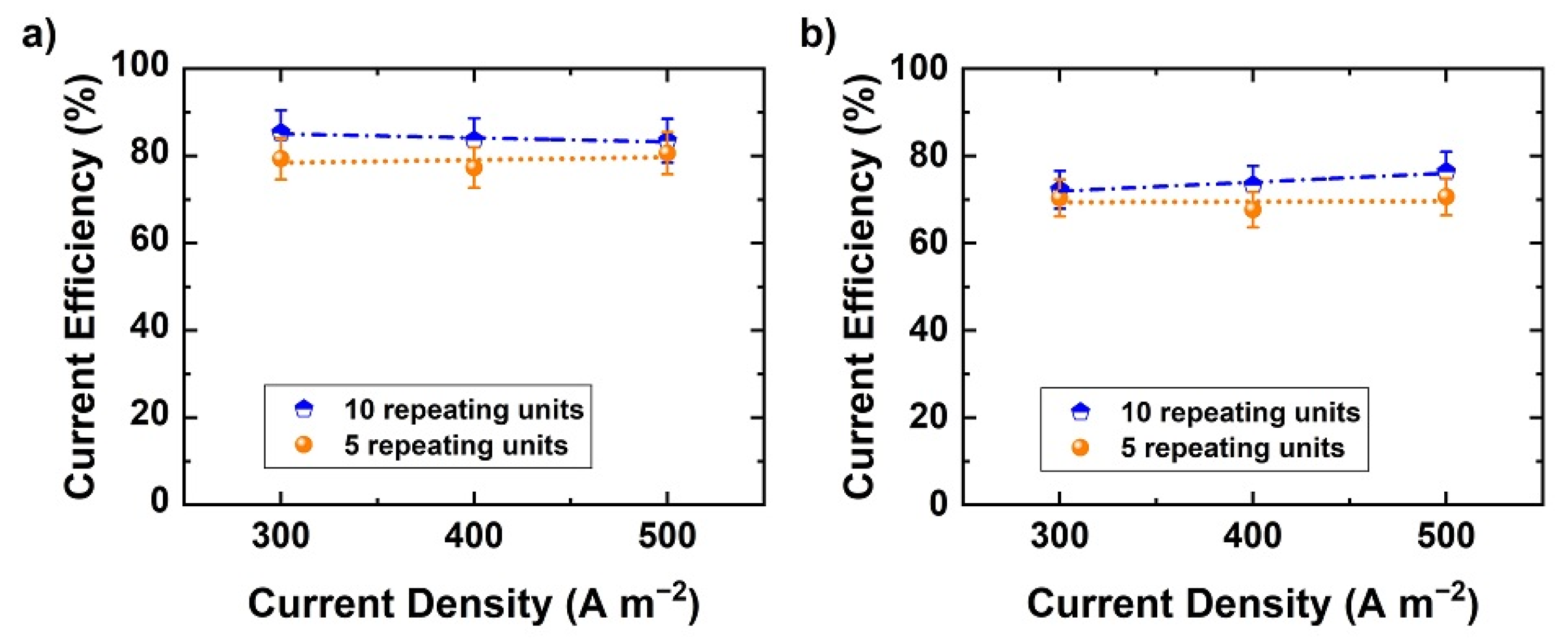
3.2. Current Efficiency
3.3. Capital and Operational Expense Calculations
3.4. Sensitivity Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matinde, E. Mining and metallurgical wastes: A review of recycling and re-use practices. J. S. Afr. Inst. Min. Metall. 2018, 118. [Google Scholar] [CrossRef]
- Khalid, M.K.; Hamuyuni, J.; Agarwal, V.; Pihlasalo, J.; Haapalainen, M.; Lundström, M. Sulfuric acid leaching for capturing value from copper rich converter slag. J. Clean. Prod. 2019, 215, 1005–1013. [Google Scholar] [CrossRef]
- Ramachandra Rao, S. Resource Recovery from Process Wastes. Resource Recovery and Recycling from Metallurgical Wastes; Elsevier: Amsterdam, The Netherlands, 2006; pp. 375–457. ISBN 9780080451312. [Google Scholar]
- Rodriguez, J.; Stopić, S.; Krause, G.; Friedrich, B. Feasibility assessment of electrocoagulation towards a new sustainable wastewater treatment. Environ. Sci. Pollut. Res. Int. 2007, 14, 477–482. [Google Scholar] [CrossRef]
- Bruinsma, O.; Branken, D.J.; Lemmer, T.N.; van der Westhuizen, L.; Rossouw, S. Sodium sulfate splitting as zero brine process in a base metal refinery: Screening and optimization in batch mode. Desalination 2021, 511, 115096. [Google Scholar] [CrossRef]
- Ahmed, S.; Nelson, P.A.; Gallagher, K.G.; Susarla, N.; Dees, D.W. Cost and energy demand of producing nickel manganese cobalt cathode material for lithium ion batteries. J. Power Sources 2017, 342, 733–740. [Google Scholar] [CrossRef] [Green Version]
- Zang, G.; Zhang, J.; Xu, S.; Xing, Y. Techno-economic analysis of cathode material production using flame-assisted spray pyrolysis. Energy 2021, 218, 119504. [Google Scholar] [CrossRef]
- Korkiakoski, J.; Leppäkoski, E.; Ahonen, S.; Hakala, K.; Happo, M. Environmental Impact Assessment of Battery Material Production. No. 1510051473, Finnish Battery Chemicals Oy, Finland, 2021. Available online: https://www.ymparisto.fi/fi-fi/Asiointi_luvat_ja_ymparistovaikutusten_arviointi/Ymparistovaikutusten_arviointi/YVAhankkeet/Akkumateriaalin_tuotanto_Finnish_Battery_Chemicals_Oy__Kotka_Hamina_Kokkola_ja_Vaasa (accessed on 18 September 2021).
- Atia, T.A.; Elia, G.; Hahn, R.; Altimari, P.; Pagnanelli, F. Closed-loop hydrometallurgical treatment of end-of-life lithium ion batteries: Towards zero-waste process and metal recycling in advanced batteries. J. Energy Chem. 2019, 35, 220–227. [Google Scholar] [CrossRef] [Green Version]
- Carla Lupi, A.P. Treatment of some liquid waste associated with lead battery recycling. In Proceedings of the 2008 Global Symposium on Recycling, Waste Treatment and Clean Technology (REWAS 2008), UK, October 2008. [Google Scholar]
- Shin, H.S.; Jung, J.Y.; Bae, B.U.; Paik, B.C. Phase-separated anaerobic toxicity assays for sulfate and sulfide. Water Environ. Res. 1995, 67, 802–806. [Google Scholar] [CrossRef]
- Ekholm, P.; Lehtoranta, J.; Taka, M.; Sallantaus, T.; Riihimäki, J. Diffuse sources dominate the sulfate load into Finnish surface waters. Sci. Total Environ. 2020, 748, 141297. [Google Scholar] [CrossRef]
- Mark, A.R. A new process for sulfate removal from industrial waters. ASMR 1999, 1999, 546–550. [Google Scholar] [CrossRef]
- Thomas, B.; German, G.S.; Hande, Y.; Serge, R.; Luis, D.S. Best Available Techniques (BAT) Reference Document for Com-mon Waste Water and Waste Gas Treatment/Management Systems in the Chemical Sector: Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention And Control); Publications Office, 2016. Available online: https://www.semanticscholar.org/paper/Best-Available-Techniques-(BAT)-Reference-Document-Thomas-Santonja/b278de5e3cd33ba7daf2c3ef58d231b2e5442401 (accessed on 18 September 2021).
- Kroupa, J.; Kinčl, J.; Cakl, J. Recovery of H2SO4 and NaOH from Na2SO4 by electrodialysis with heterogeneous bipolar membrane. Desalin. Water Treat. 2014, 56, 3238–3246. [Google Scholar] [CrossRef]
- Cipolletta, G.; Ozbayram, E.G.; Eusebi, A.L.; Akyol, Ç.; Malamis, S.; Mino, E.; Fatone, F. Policy and legislative barriers to close water-related loops in innovative small water and wastewater systems in Europe: A critical analysis. J. Clean. Prod. 2021, 288, 125604. [Google Scholar] [CrossRef]
- van der Bruggen, B.; Lejon, L.; Vandecasteele, C. Reuse, treatment, and discharge of the concentrate of pressure-driven membrane processes. Environ. Sci. Technol. 2003, 37, 3733–3738. [Google Scholar] [CrossRef]
- Strathmann, H. Membrane separation processes. J. Membr. Sci. 1981, 9, 121–189. [Google Scholar] [CrossRef]
- Juda, W.; McRae, W.A. Coherent ion-exchange gels and membranes. J. Am. Chem. Soc. 1950, 72, 1044. [Google Scholar] [CrossRef]
- Kim, D.H. A review of desalting process techniques and economic analysis of the recovery of salts from retentates. Desalination 2011, 270, 1–8. [Google Scholar] [CrossRef]
- Strathmann, H. Ion-Exchange Membrane Separation Processes, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2004; ISBN 9780444502360. [Google Scholar]
- Bazinet, L.; Geoffroy, T.R. Electrodialytic Processes: Market Overview, Membrane Phenomena, Recent Developments and Sustainable Strategies. Membranes 2020, 10, 221. [Google Scholar] [CrossRef] [PubMed]
- Korngold, E.; Aronov, L.; Daltrophe, N. Electrodialysis of brine solutions discharged from an RO plant. Desalination 2009, 242, 215–227. [Google Scholar] [CrossRef]
- Koter, S.; Warszawski, A. Electromembrane processes in environment protection. Pol. J. Environ. Stud. 2000, 9, 45–56. [Google Scholar]
- Kroupa, J.; Cakl, J.; Kinčl, J.; Toman, F. Integration of electrodialysis with bipolar membrane into technology of treatment of extra wastewater containing sodium sulfate. Innov. Remediat. Technol. Exp. 2014, 7. [Google Scholar]
- Kroupa, J.; Cakl, J.; Kinčl, J. Increase the Concentration of Products from Electrodialysis with Heterogeneous Bipolar Membrane. Available online: http://www.ekomonitor.eu/sites/default/files/soubory/2015/kroupa_ft.pdf (accessed on 18 September 2021).
- Kinčl, J.; Jiříček, T.; Neděla, D.; Toman, F.; Cakl, J. Electromembrane Processes in Mine Water Treatment. 2017. Available online: https://www.imwa.info/docs/imwa_2017/IMWA2017_Kincl_1154.pdf (accessed on 18 September 2021).
- Galitskaya, E.; Privalov, A.F.; Weigler, M.; Vogel, M.; Kashin, A.; Ryzhkin, M.; Sinitsyn, V. NMR diffusion studies of proton-exchange membranes in wide temperature range. J. Membr. Sci. 2020, 596, 117691. [Google Scholar] [CrossRef]
- Zhang, H.; Davison, W. Performance Characteristics of Diffusion Gradients in Thin Films for the in Situ Measurement of Trace Metals in Aqueous Solution. Anal. Chem. 1995, 67, 3391–3400. [Google Scholar] [CrossRef]
- Tseng, S.; Li, Y.-M.; Lin, C.-Y.; Hsu, J.-P. Salinity gradient power: Influences of temperature and nanopore size. Nanoscale 2016, 8, 2350–2357. [Google Scholar] [CrossRef]
- Fontananova, E.; Zhang, W.; Nicotera, I.; Simari, C.; van Baak, W.; Di Profio, G.; Curcio, E.; Drioli, E. Probing membrane and interface properties in concentrated electrolyte solutions. J. Membr. Sci. 2014, 459, 177–189. [Google Scholar] [CrossRef]
- Aittola, J.P.; Chyssler, J.; Ringberg, H. Thermal Stability of Ion-Exchange Regins; Studsvik Energiteknik AB: Nyköping, Sweden, 1982. [Google Scholar]
- DuPont. Available online: https://www.dupont.com/content/dam/dupont/amer/us/en/water-solutions/public/documents/en/45-D01456-en.pdf (accessed on 18 September 2021).
- SUEZ Water Technologies, Ionics CR61P & Ionics AR103P. Available online: https://my.suezwatertechnologies.com/WTSCustomerPortal/s/content-downloadDN=FSelIXMembranes.pdf (accessed on 18 September 2021).
- Benneker, A.M.; Klomp, J.; Lammertink, R.G.; Wood, J.A. Influence of temperature gradients on mono- and divalent ion transport in electrodialysis at limiting currents. Desalination 2018, 443, 62–69. [Google Scholar] [CrossRef]
- Benson, G.C.; Gordon, A.R. A Reinvestigation of the Conductance of Aqueous Solutions of Potassium Chloride, Sodium Chloride, and Potassium Bromide at Temperatures from 15° to 45 °C. J. Chem. Phys. 1945, 13, 473–474. [Google Scholar] [CrossRef]
- Kuldeep; Kauranen, P.; Pajari, H.; Pajarre, R.; Murtomäki, L. Electrodiffusion of ions in ion exchange membranes: Finite element simulations and experiments. Chem. Eng. J. Adv. 2021, 8, 100169. [Google Scholar] [CrossRef]
- Raucq, D.; Pourcelly, G.; Gavach, C. Production of sulphuric acid and caustic soda from sodium sulphate by electromembrane processes. Comparison between electro-electrodialysis and electrodialysis on bipolar membrane. Desalination 1993, 91, 163–175. [Google Scholar] [CrossRef]
- Herrero-Gonzalez, M.; Admon, N.; Dominguez-Ramos, A.; Ibañez, R.; Wolfson, A.; Irabien, A. Environmental sustainability assessment of seawater reverse osmosis brine valorization by means of electrodialysis with bipolar membranes. Environ. Sci. Pollut. Res. Int. 2020, 27, 1256–1266. [Google Scholar] [CrossRef]
- Fernandez-Gonzalez, C.; Dominguez-Ramos, A.; Ibañez, R.; Irabien, A. Electrodialysis with Bipolar Membranes for Valorization of Brines. Sep. Purif. Rev. 2016, 45, 275–287. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Area (cm2) | Thickness (μm) | WU (%) | IEC (meq/g) | Xf (M) † | Xfp (M) †† | |
|---|---|---|---|---|---|---|---|
| CEM | CR61P | 10 | 580 | 44 | 2.20 | 1.23 | 3.1 |
| AEM | AR103P | 10 | 570 | 39 | 2.37 | 1.45 | 3.6 |
| BPM | - | 10 | 1150 | - | - | - | - |
| Element | Ca | Mg | Si | NH4 | TOC * | TSS ** | Na2SO4 |
|---|---|---|---|---|---|---|---|
| Value (mg L−1) | 2.9 | 2.1 | 11.2 | 250 | <100 | <2000 | 110,000 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Current (A m−2) | 400 | Base Efficiency (%) | 80 |
| Cell Voltage (V) | 2.5 | Acid Efficiency (%) | 70 |
| Temperature (°C) | 40 | Removal rate (%) | 75 |
| Component | Operational Cost (M EUR/Year) | Fraction of Cost (%) |
|---|---|---|
| DI-H2O | 4.3 | 30 |
| Electricity | 6.2 | 44 |
| BPED Maintenance | 3.3 | 23 |
| Labor | 0.4 | 3 |
| Total | 14.2 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuldeep; Badenhorst, W.D.; Kauranen, P.; Pajari, H.; Ruismäki, R.; Mannela, P.; Murtomäki, L. Bipolar Membrane Electrodialysis for Sulfate Recycling in the Metallurgical Industries. Membranes 2021, 11, 718. https://doi.org/10.3390/membranes11090718
Kuldeep, Badenhorst WD, Kauranen P, Pajari H, Ruismäki R, Mannela P, Murtomäki L. Bipolar Membrane Electrodialysis for Sulfate Recycling in the Metallurgical Industries. Membranes. 2021; 11(9):718. https://doi.org/10.3390/membranes11090718
Chicago/Turabian StyleKuldeep, Wouter Dirk Badenhorst, Pertti Kauranen, Heikki Pajari, Ronja Ruismäki, Petri Mannela, and Lasse Murtomäki. 2021. "Bipolar Membrane Electrodialysis for Sulfate Recycling in the Metallurgical Industries" Membranes 11, no. 9: 718. https://doi.org/10.3390/membranes11090718