
Use of Ionic Liquids and Co-Solvents for Synthesis of Thin-Film Composite Membranes


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. TFC Membrane Synthesis
2.3. Membrane Performance
2.4. Membrane Characterization
2.5. Solvent Viscosity
2.6. Vial Tests for Interfacial Polymerization
2.7. Water Content of Ionic Liquids
3. Results and Discussion
3.1. PA-TFC Membrane Synthesis with IL
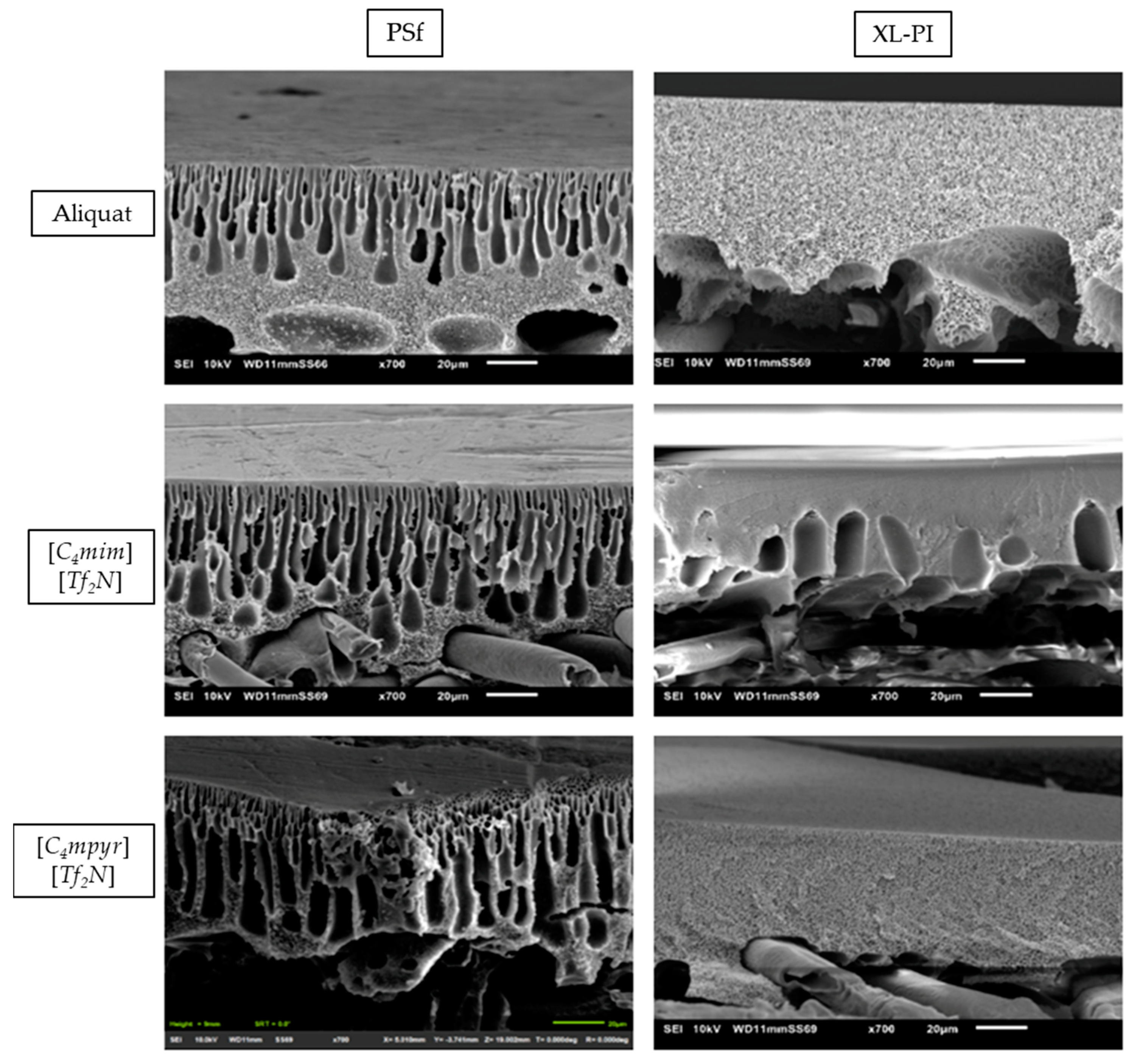
3.1.1. Selection of Support
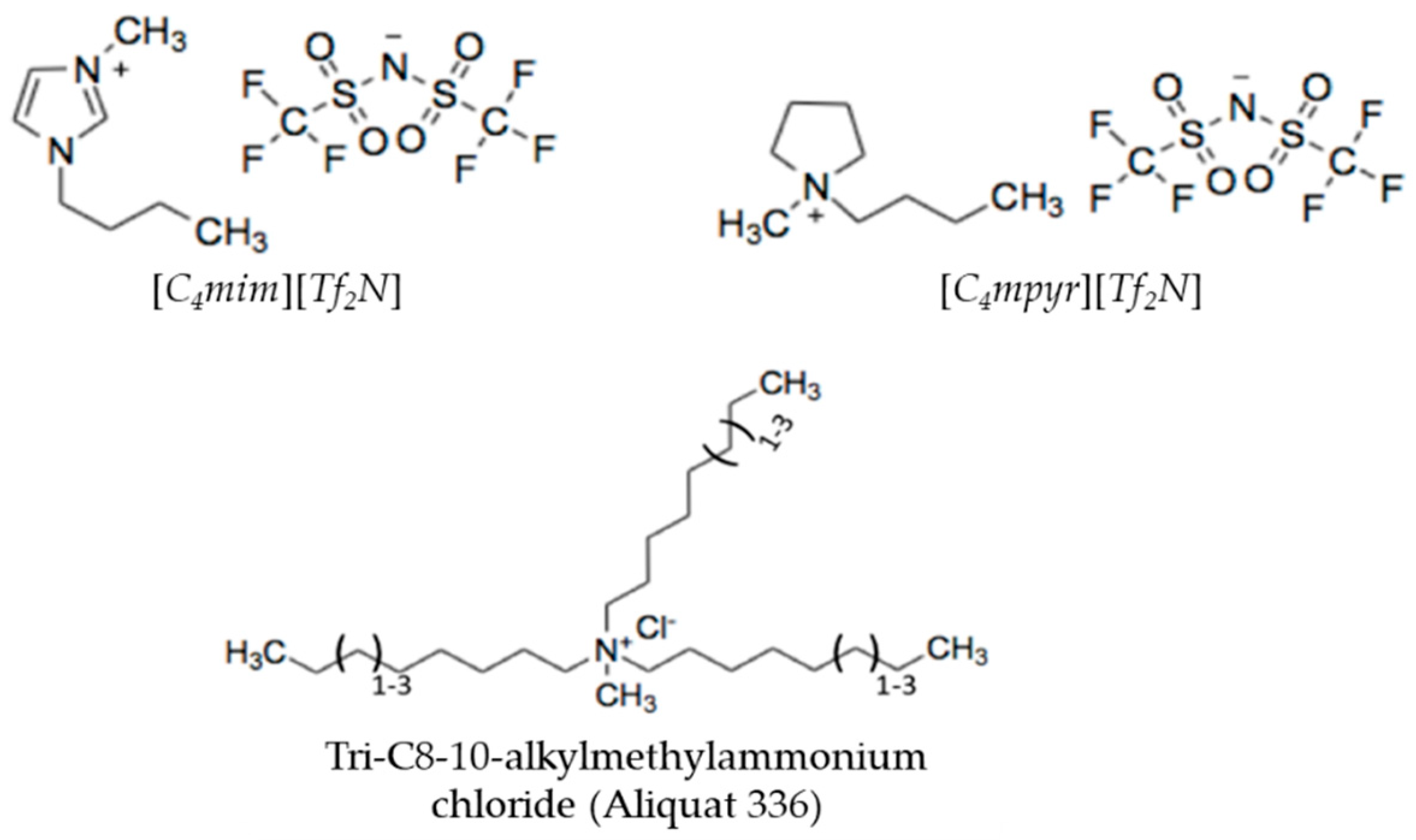
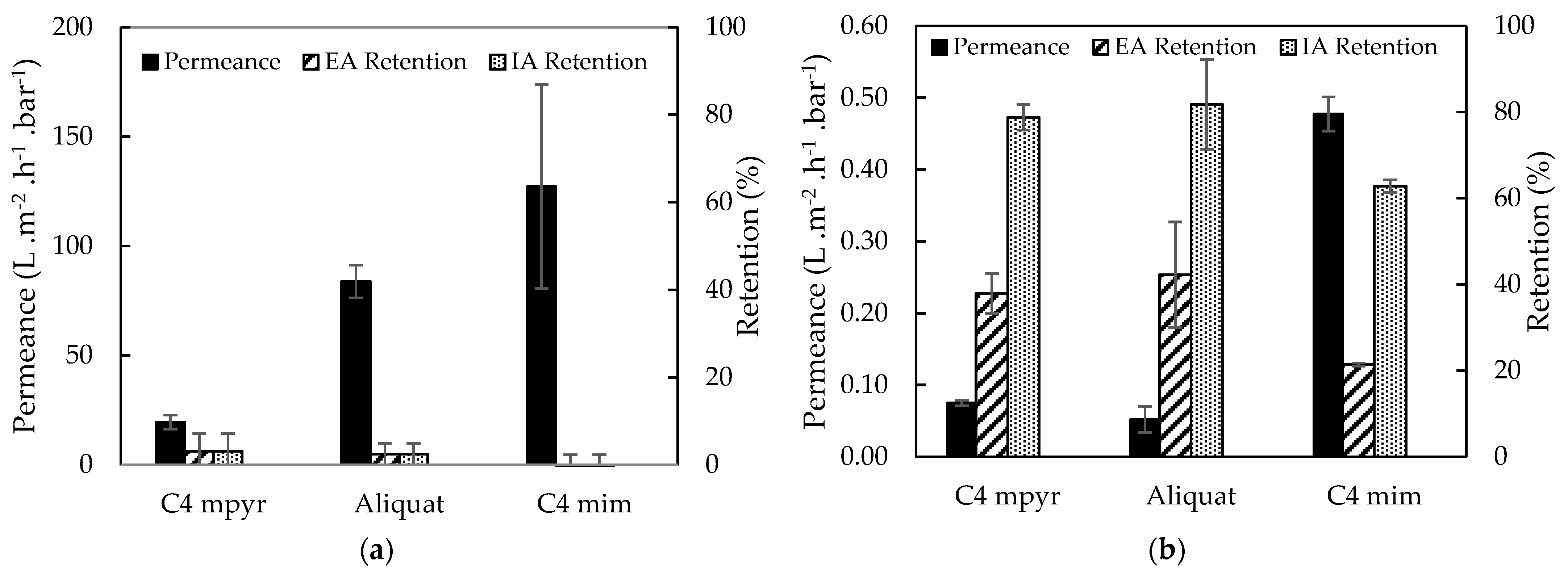
3.1.2. Selection of IL Type
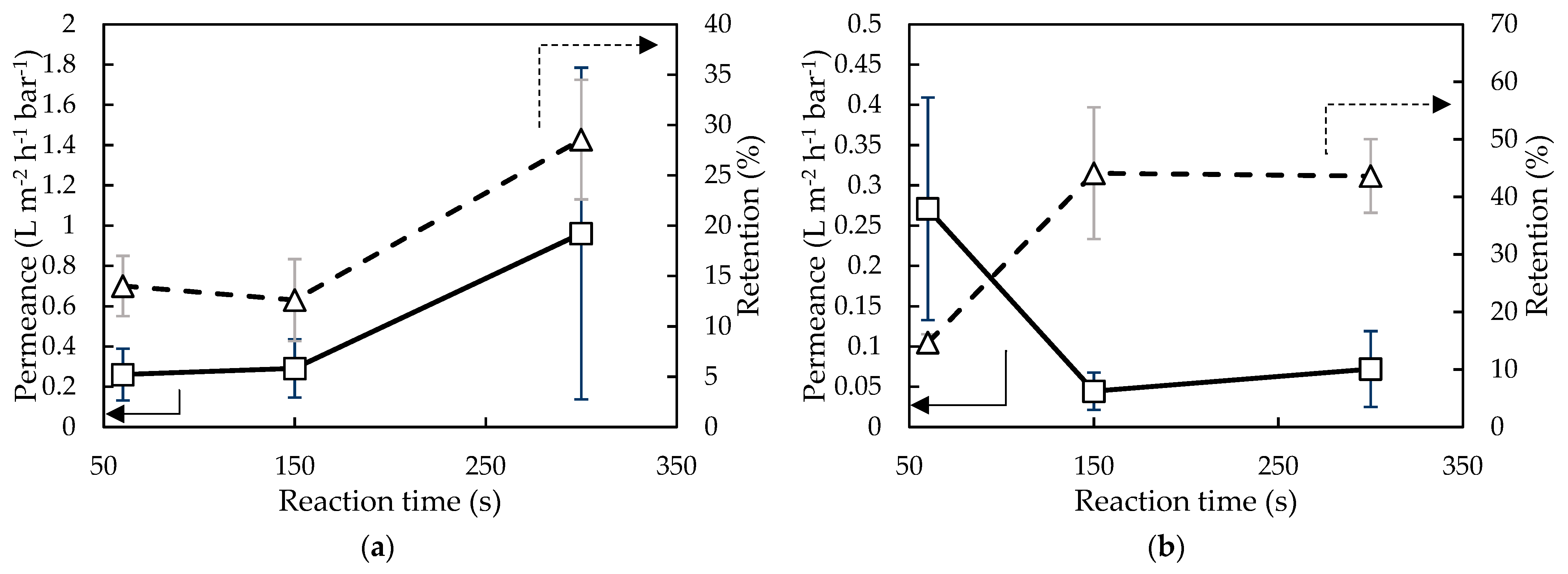
3.1.3. Reaction Time and Aliquat/Water Content
3.1.4. Determination of the Monomer Concentration
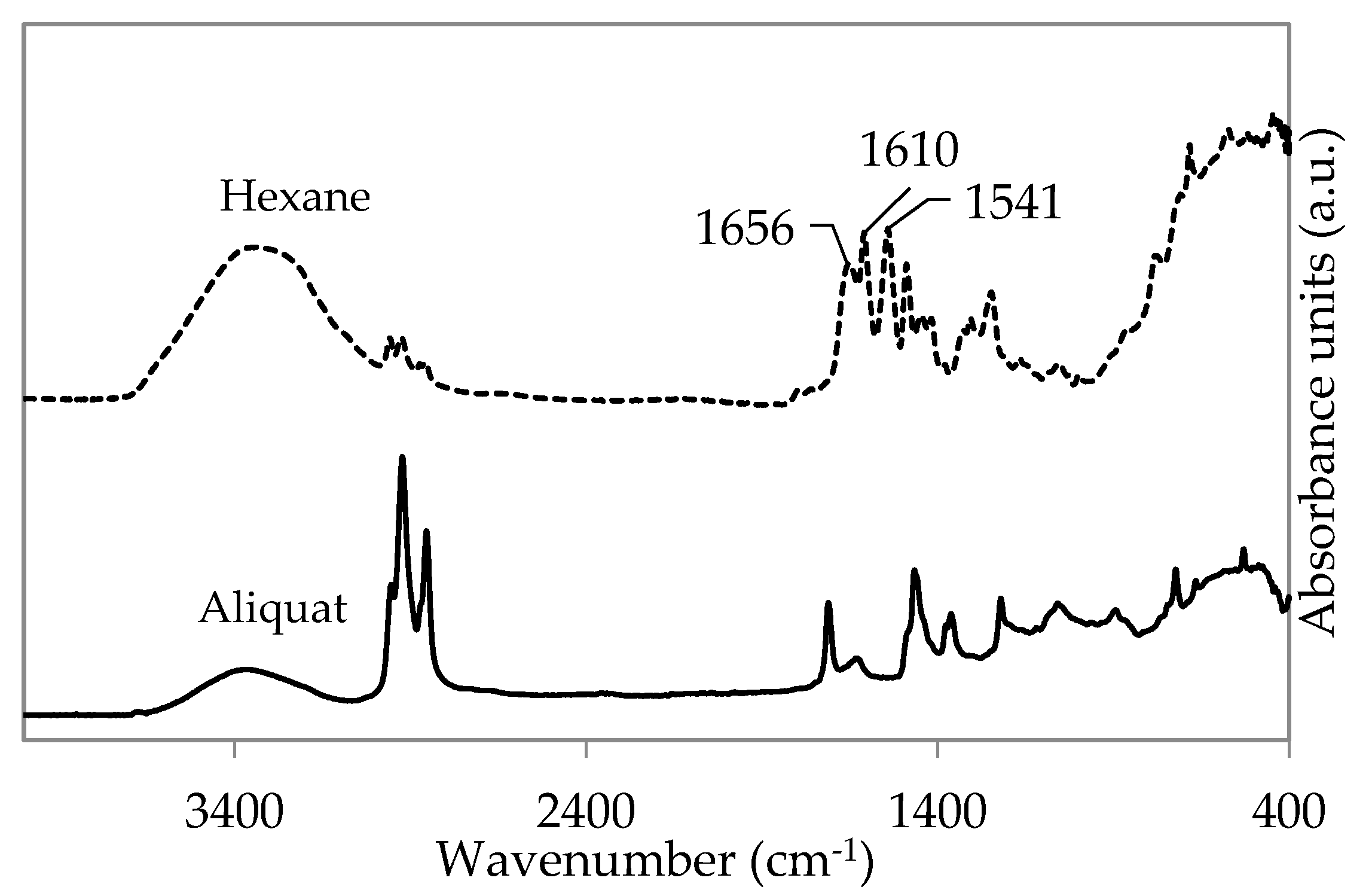
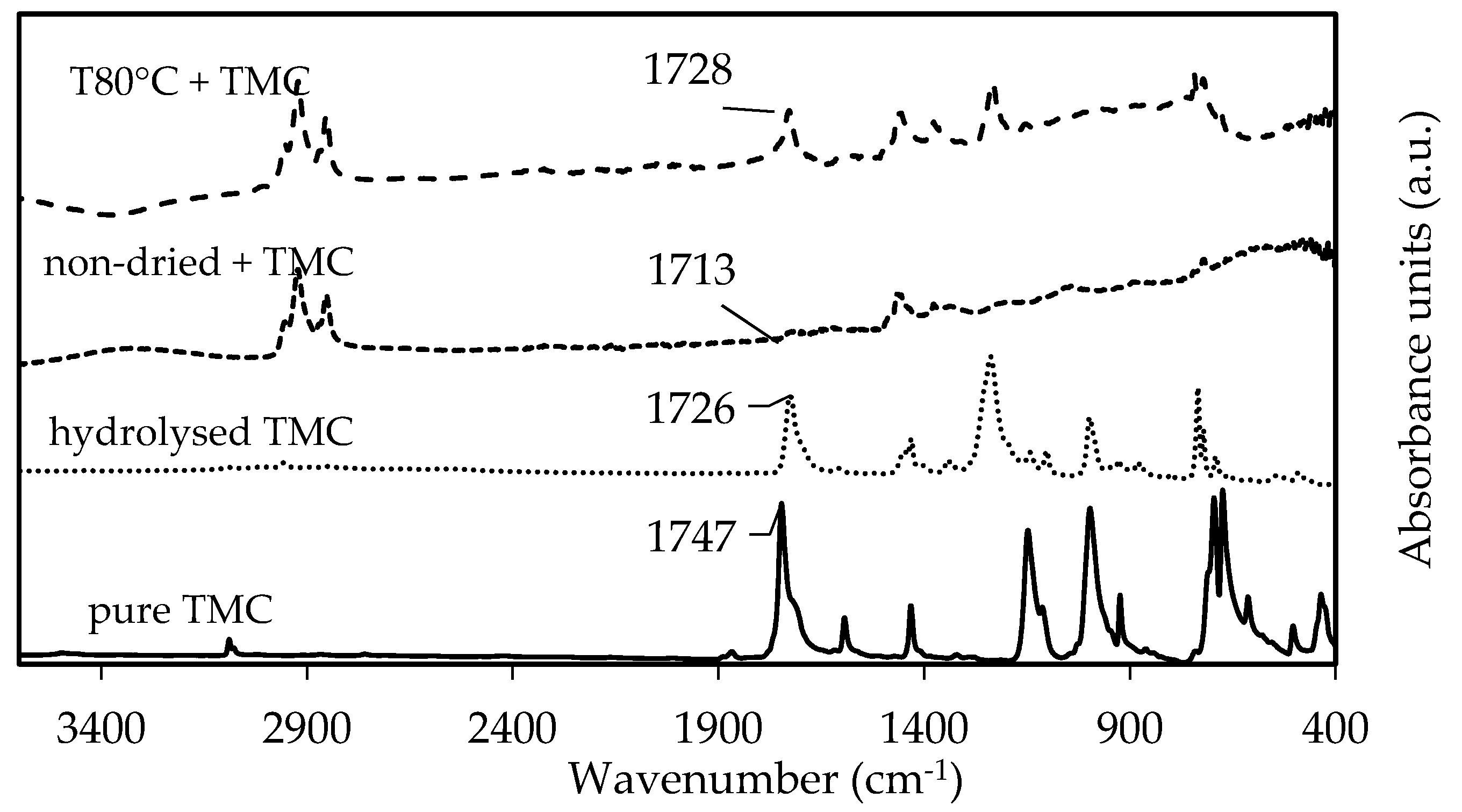
3.1.5. Stability of TMC in Aliquat
3.1.6. Use of Co-Solvents
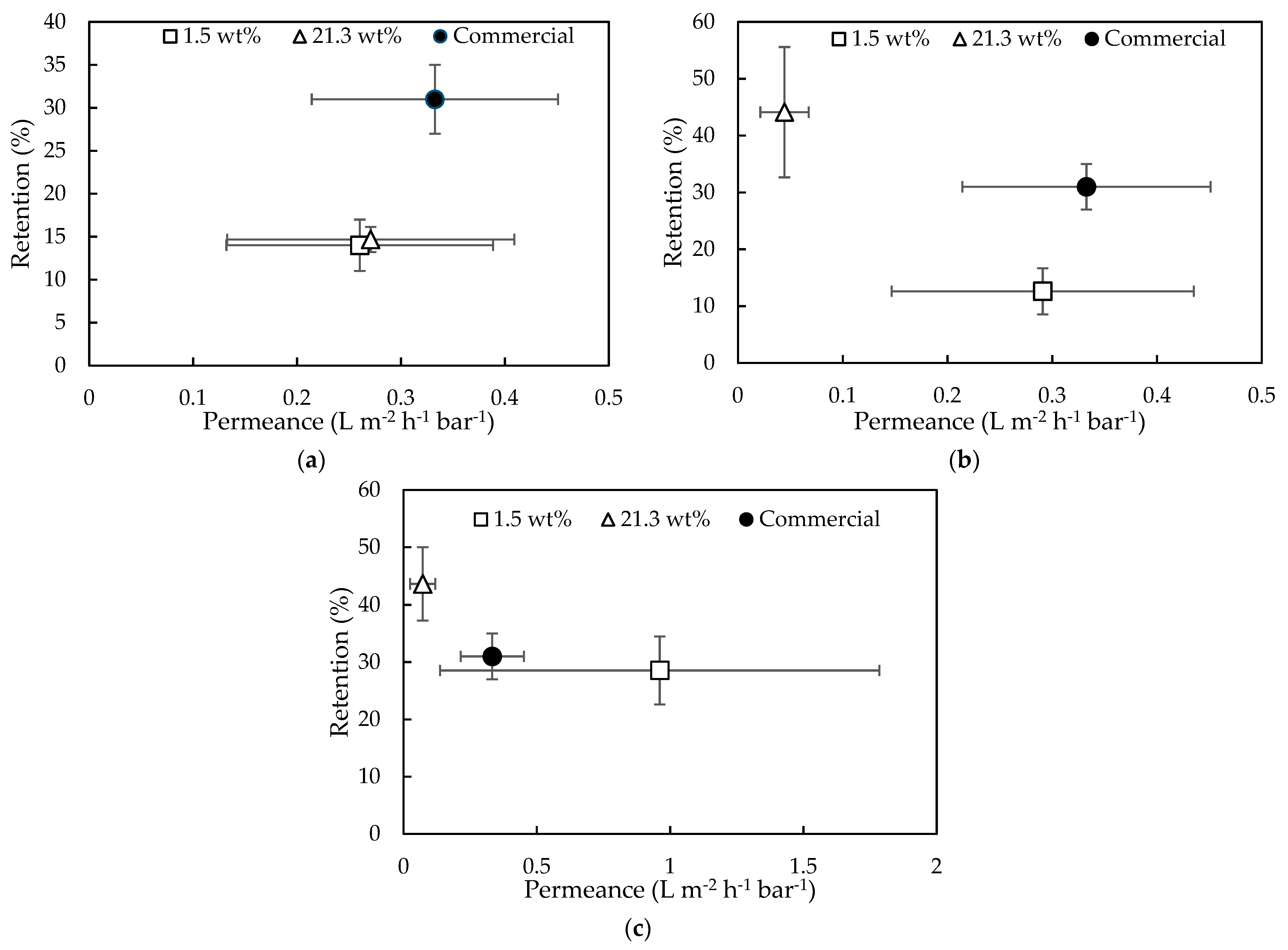
3.1.7. Influence of Aliquat as Organic Phase on Membrane Performance
3.2. Epoxy-Curing with Aliquat
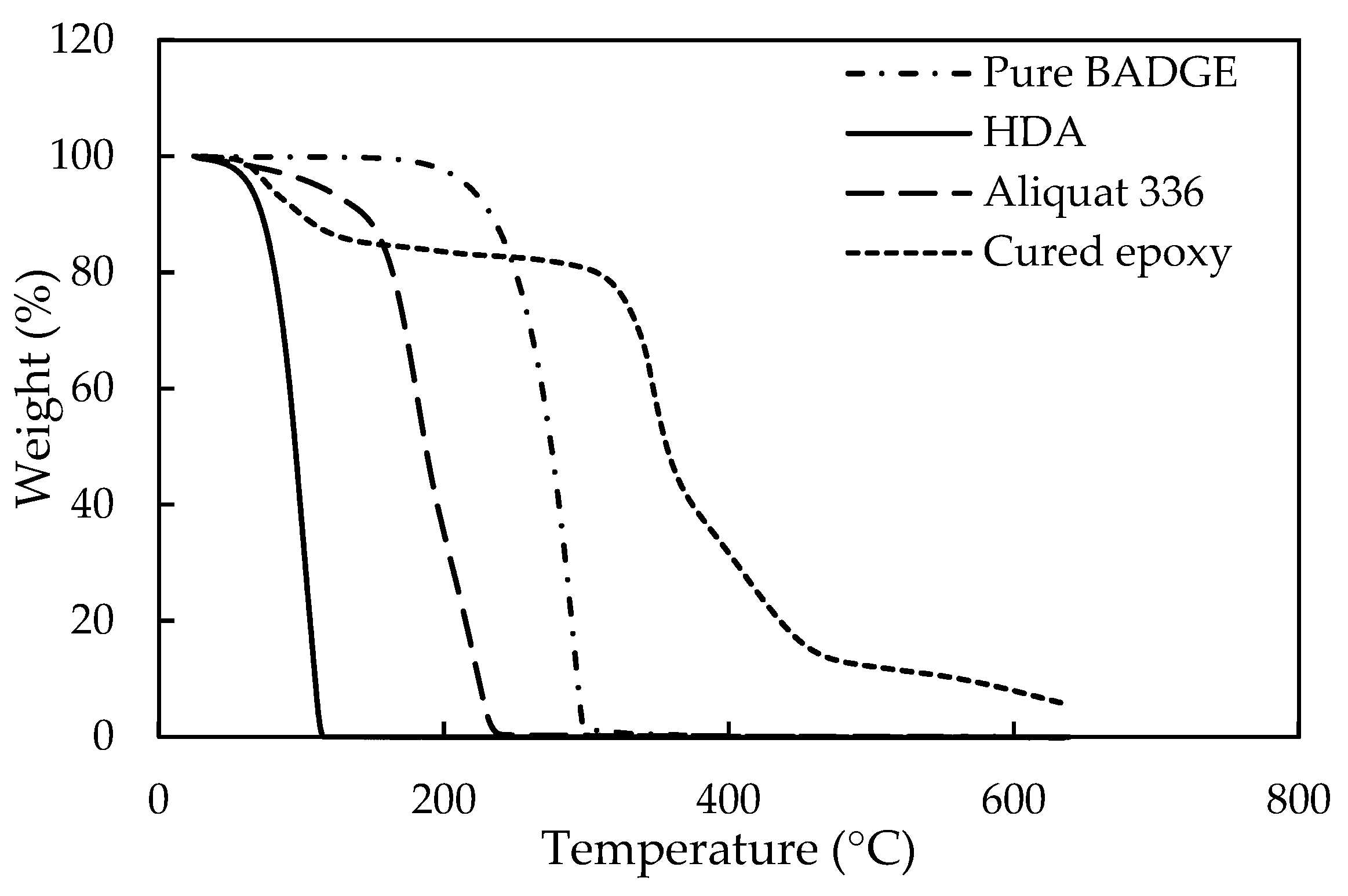
3.2.1. Preliminary Screening
3.2.2. Influence of Monomer Type and Synthesis Conditions
3.2.3. Epoxy-TFC Membrane Synthesis
3.2.4. Epoxy-TFC Membrane Performance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mulder, J. Basic Principles of Membrane Technology; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Strathmann, H.; Giorno, L.; Drioli, E. An Introduction to Membrane Science and Technology; Wiley-VCH: Weinheim, Germany, 2011. [Google Scholar]
- Baker, R.W. Membrane Technology and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Misdan, N.; Lau, W.; Ismail, A. Seawater Reverse Osmosis (SWRO) desalination by thin-film composite membrane—Current development, challenges and future prospects. Desalination 2012, 287, 228–237. [Google Scholar] [CrossRef] [Green Version]
- Hołda, A.K.; Vankelecom, I.F. Understanding and guiding the phase inversion process for synthesis of solvent resistant nanofiltration membranes. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Klaysom, C.; Hermans, S.; Gahlaut, A.; Van Craenenbroeck, S.; Vankelecom, I.F. Polyamide/Polyacrylonitrile (PA/PAN) thin film composite osmosis membranes: Film optimization, characterization and performance evaluation. J. Membr. Sci. 2013, 445, 25–33. [Google Scholar] [CrossRef]
- Hermans, S.; Mariën, H.; Van Goethem, C.; Vankelecom, I.F. Recent developments in thin film (nano)composite membranes for solvent resistant nanofiltration. Curr. Opin. Chem. Eng. 2015, 8, 45–54. [Google Scholar] [CrossRef]
- Hermans, S.; Vankelecom, I. Solvent-Resistant Nanofiltration. In Encyclopedia of Membranes; Drioli, E., Giorno, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–2. [Google Scholar] [CrossRef]
- Bastin, M.; Raymenants, J.; Thijs, M.; Vananroye, A.; Koeckelberghs, G.; Vankelecom, I.F. Epoxy-based solvent-tolerant nanofiltration membranes prepared via non-solvent induced phase inversion as novel class of stable membranes. J. Membr. Sci. 2021, 626, 119206. [Google Scholar] [CrossRef]
- Prado, R.; Weber, C.C. Applications of Ionic Liquids. Appl. Purif. Recovery Ion. Liq. 2016, 12, 1–58. [Google Scholar] [CrossRef]
- Keskin, S.; Kayrak-Talay, D.; Akman, U.; Hortaçsu, Ö. A review of ionic liquids towards supercritical fluid applications. J. Supercrit. Fluids 2007, 43, 150–180. [Google Scholar] [CrossRef]
- Zhao, D.; Liao, Y.; Zhang, Z. Toxicity of Ionic Liquids. CLEAN Soil Air Water 2007, 35, 42–48. [Google Scholar] [CrossRef]
- 12 Principles of Green Chemistry, American Chemical Society. Available online: https://www.acs.org/content/acs/en/greenchemistry/principles/12-principles-of-green-chemistry.html (accessed on 8 March 2021).
- Xing, D.Y.; Peng, N.; Chung, T.-S. Investigation of unique interactions between cellulose acetate and ionic liquid [EMIM]SCN, and their influences on hollow fiber ultrafiltration membranes. J. Membr. Sci. 2011, 380, 87–97. [Google Scholar] [CrossRef]
- Xing, D.Y.; Chan, S.Y.; Chung, T.-S. The ionic liquid [EMIM]OAc as a solvent to fabricate stable polybenzimidazole membranes for organic solvent nanofiltration. Green Chem. 2014, 16, 1383–1392. [Google Scholar] [CrossRef]
- Li, X.-L.; Zhu, L.-P.; Zhu, B.-K.; Xu, Y.-Y. High-flux and anti-fouling cellulose nanofiltration membranes prepared via phase inversion with ionic liquid as solvent. Sep. Purif. Technol. 2011, 83, 66–73. [Google Scholar] [CrossRef]
- Livazovic, S.; Li, Z.; Behzad, A.; Peinemann, K.-V.; Nunes, S. Cellulose multilayer membranes manufacture with ionic liquid. J. Membr. Sci. 2015, 490, 282–293. [Google Scholar] [CrossRef] [Green Version]
- Mariën, H.; Bellings, L.; Hermans, S.; Vankelecom, I.F.J. Sustainable Process for the Preparation of High-Performance Thin-Film Composite Membranes using Ionic Liquids as the Reaction Medium. Chem. Sustain. Chem. 2016, 9, 1101–1111. [Google Scholar] [CrossRef]
- Mariën, H.; Vankelecom, I.F. Optimization of the ionic liquid-based interfacial polymerization system for the preparation of high-performance, low-fouling RO membranes. J. Membr. Sci. 2018, 556, 342–351. [Google Scholar] [CrossRef]
- Macfarlane, D.R.; Tachikawa, N.; Forsyth, M.; Pringle, J.M.; Howlett, P.C.; Elliott, G.D.; Davis, J.H.; Watanabe, M.; Simon, P.; Angell, C.A. Energy applications of ionic liquids. Energy Environ. Sci. 2014, 7, 232–250. [Google Scholar] [CrossRef] [Green Version]
- Luis, S. Ionic liquids and continuous flow processes: A good marriage to design sustainable processes. Green Chem. 2015, 17, 2693–2713. Available online: https://www.academia.edu/23375224/Ionic_liquids_and_continuous_flow_processes_a_good_marriage_to_design_sustainable_processes (accessed on 13 August 2019).
- Dom, E.; Vankelecom, I.F.J. Epoxy-Based Membranes for Solvent Resistant Nanofiltration. Lirias 2017, 136, LIRIAS1754826. [Google Scholar]
- Verbeke, R.; Seynaeve, M.; Bastin, M.; Davenport, D.M.; Eyley, S.; Thielemans, W.; Koeckelberghs, G.; Elimelech, M.; Vankelecom, I.F. The significant role of support layer solvent annealing in interfacial polymerization: The case of epoxide-based membranes. J. Membr. Sci. 2020, 612, 118438. [Google Scholar] [CrossRef]
- Verbeke, R.; Arts, W.; Dom, E.; Dickmann, M.; Egger, W.; Koeckelberghs, G.; Szymczyk, A.; Vankelecom, I.F. Transferring bulk chemistry to interfacial synthesis of TFC-membranes to create chemically robust poly(epoxyether) films. J. Membr. Sci. 2019, 582, 442–453. [Google Scholar] [CrossRef]
- Nordström, K. Formation of ethyl acetate in fermentation with brewer’s yeast. J. Inst. Brew. 1961, 67, 173–181. [Google Scholar] [CrossRef]
- Ambrosi, A.; Cardozo, N.S.M.; Tessaro, I.C. Membrane Separation Processes for the Beer Industry: A Review and State of the Art. Food Bioprocess Technol. 2014, 7, 921–936. [Google Scholar] [CrossRef]
- Brányik, T.; Vicente, A.A.; Dostálek, P.; Teixeira, J.A. A Review of Flavour Formation in Continuous Beer Fermentations*. J. Inst. Brew. 2008, 114, 3–13. [Google Scholar] [CrossRef] [Green Version]
- Pires, E.J.; Teixeira, J.A.; Brányik, T.; Vicente, A.A. Yeast: The soul of beer’s aroma—a review of flavour-active esters and higher alcohols produced by the brewing yeast. Appl. Microbiol. Biotechnol. 2014, 98, 1937–1949. [Google Scholar] [CrossRef] [Green Version]
- Verstrepen, K.J.; Derdelinckx, G.; Dufour, J.-P.; Winderickx, J.; Thevelein, J.M.; Pretorius, I.S.; Delvaux, F.R. Flavor-active esters: Adding fruitiness to beer. J. Biosci. Bioeng. 2003, 96, 110–118. [Google Scholar] [CrossRef]
- Saerens, S.M.G.; Delvaux, F.R.; Verstrepen, K.J.; Van Dijck, P.; Thevelein, J.M. Parameters Affecting Ethyl Ester Production by Saccharomyces cerevisiae during Fermentation. Appl. Environ. Microbiol. 2007, 74, 454–461. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vanherck, K.; Cano-Odena, A.; Koeckelberghs, G.; Dedroog, T.; Vankelecom, I. A simplified diamine crosslinking method for PI nanofiltration membranes. J. Membr. Sci. 2010, 353, 135–143. [Google Scholar] [CrossRef]
- Vanherck, K.; Koeckelberghs, G.; Vankelecom, I.F. Crosslinking polyimides for membrane applications: A review. Prog. Polym. Sci. 2013, 38, 874–896. [Google Scholar] [CrossRef]
- Cano-Odena, A.; Spilliers, M.; Dedroog, T.; De Grave, K.; Ramon, J.; Vankelecom, I. Optimization of cellulose acetate nanofiltration membranes for micropollutant removal via genetic algorithms and high throughput experimentation. J. Membr. Sci. 2011, 366, 25–32. [Google Scholar] [CrossRef] [Green Version]
- Vandezande, P.; Gevers, L.E.; Paul, J.S.; Vankelecom, I.F.; Jacobs, P.A. High throughput screening for rapid development of membranes and membrane processes. J. Membr. Sci. 2005, 250, 305–310. [Google Scholar] [CrossRef]
- Vandezande, P.; Gevers, L.; Vankelecom, I.; Jacobs, P. High throughput membrane testing and combinatorial techniques: Powerful new instruments for membrane optimisation. Desalination 2006, 199, 395–397. [Google Scholar] [CrossRef]
- Ghosh, A.K.; Jeong, B.-H.; Huang, X.; Hoek, E.M. Impacts of reaction and curing conditions on polyamide composite reverse osmosis membrane properties. J. Membr. Sci. 2008, 311, 34–45. [Google Scholar] [CrossRef]
- Vorotyntsev, M.A.; Zinovyeva, V.A.; Picquet, M. Diffusional transport in ionic liquids: Stokes–Einstein relation or “sliding sphere” model? Ferrocene (Fc) in imidazolium liquids. Electrochim. Acta 2010, 55, 5063–5070. [Google Scholar] [CrossRef]
- Raaijmakers, M.J.T.; Benes, N.E. Current trends in interfacial polymerization chemistry. Prog. Polym. Sci. 2016, 63, 86–142. [Google Scholar] [CrossRef]
- McCutcheon, J.R.; Elimelech, M. Influence of membrane support layer hydrophobicity on water flux in osmotically driven membrane processes. J. Membr. Sci. 2008, 318, 458–466. [Google Scholar] [CrossRef]
- Ghosh, A.K.; Hoek, E.M. Impacts of support membrane structure and chemistry on polyamide–polysulfone interfacial composite membranes. J. Membr. Sci. 2009, 336, 140–148. [Google Scholar] [CrossRef]
- Jimenez-Solomon, M.F.; Gorgojo, P.; Munoz-Ibanez, M.; Livingston, A.G. Beneath the surface: Influence of supports on thin film composite membranes by interfacial polymerization for organic solvent nanofiltration. J. Membr. Sci. 2013, 448, 102–113. [Google Scholar] [CrossRef]
- Hendrix, K.; Koeckelberghs, G.; Vankelecom, I.F. Study of phase inversion parameters for PEEK-based nanofiltration membranes. J. Membr. Sci. 2014, 452, 241–252. [Google Scholar] [CrossRef]
- Ang, M.B.M.Y.; Lau, V.J.; Ji, Y.-L.; Huang, S.-H.; An, Q.-F.; Caparanga, A.R.; Tsai, H.-A.; Hung, W.-S.; Hu, C.-C.; Lee, K.-R.; et al. Correlating PSf Support Physicochemical Properties with the Formation of Piperazine-Based Polyamide and Evaluating the Resultant Nanofiltration Membrane Performance. Polymer 2017, 9, 505. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; You, F.; Sun, H.; Shao, L. Realizing Mussel-Inspired Polydopamine Selective Layer with Strong Solvent Resistance in Nanofiltration toward Sustainable Reclamation. ACS Sustain. Chem. Eng. 2017, 5, 5520–5528. [Google Scholar] [CrossRef]
- Gardas, R.L.; Ge, R.; Ab Manan, N.; Rooney, D.W.; Hardacre, C. Interfacial tensions of imidazolium-based ionic liquids with water and n-alkanes. Fluid Phase Equilibria 2010, 294, 139–147. [Google Scholar] [CrossRef]
- Shamsipur, M.; Beigi, A.A.M.; Teymouri, M.; Pourmortazavi, S.M.; Irandoust, M. Physical and electrochemical properties of ionic liquids 1-ethyl-3-methylimidazolium tetrafluoroborate, 1-butyl-3-methylimidazolium trifluoromethanesulfonate and 1-butyl-1-methylpyrrolidinium bis(trifluoromethylsulfonyl)imide. J. Mol. Liq. 2010, 157, 43–50. [Google Scholar] [CrossRef]
- Aliquat 336|Sigma-Aldrich. Available online: https://www.sigmaaldrich.com/catalog/search?term=Aliquat+336&interface=All&N=0&mode=partialmax&lang=en®ion=BE&focus=product (accessed on 13 August 2019).
- Wang, L.K.; Chen, J.P.; Hung, Y.T.; Shammas, N.K. Membrane and Desalination Technologies; Springer Science + Business Media: Berlin, Germany, 2008. [Google Scholar] [CrossRef]
- Ma, X.-H.; Yao, Z.-K.; Yang, Z.; Guo, H.; Xu, Z.-L.; Tang, C.Y.; Elimelech, M. Nanofoaming of Polyamide Desalination Membranes to Tune Permeability and Selectivity. Environ. Sci. Technol. Lett. 2018, 5, 123–130. [Google Scholar] [CrossRef]
- Welton, T. Room-Temperature Ionic Liquids. Solvents for Synthesis and Catalysis. Chem. Rev. 1999, 99, 2071–2084. [Google Scholar] [CrossRef] [PubMed]
- Measuring Interfacial Polymerization Kinetics Using Microfluidic Interferometry. Available online: https://www.ncbi.nlm.nih.gov/pubmed/29432004 (accessed on 13 August 2019).
- Farmer, V.; Welton, T. The oxidation of alcohols in substituted imidazolium ionic liquids using ruthenium catalysts. Green Chem. 2002, 4, 97–102. [Google Scholar] [CrossRef]
- Seddon, K.R.; Stark, A. Selective catalytic oxidation of benzyl alcohol and alkylbenzenes in ionic liquids. Green Chem. 2002, 4, 119–123. [Google Scholar] [CrossRef]
- Amigues, E.; Hardacre, C.; Keane, G.; Migaud, M.; O’Neill, M. Ionic liquids—Media for unique phosphorus chemistry. Chem. Commun. 2006, 72–74. [Google Scholar] [CrossRef]
- Hermans, S.; Bernstein, R.; Volodin, A.; Vankelecom, I.F. Study of synthesis parameters and active layer morphology of interfacially polymerized polyamide–polysulfone membranes. React. Funct. Polym. 2015, 86, 199–208. [Google Scholar] [CrossRef]
- Williams, D.; Fleming, I. Spectroscopic Methods in Organic Chemistry, 6th ed.; McGraw-Hill Education: New York, NY, USA, 2008. [Google Scholar]
- Fornaro, T.; Burini, D.; Biczysko, M.; Barone, V. Hydrogen-Bonding Effects on Infrared Spectra from Anharmonic Computations: Uracil–Water Complexes and Uracil Dimers. J. Phys. Chem. A 2015, 119, 4224–4236. [Google Scholar] [CrossRef]
- Osti, N.C.; Van Aken, K.L.; Thompson, M.W.; Tiet, F.; Jiang, D.-E.; Cummings, P.T.; Gogotsi, Y.; Mamontov, E. Solvent Polarity Governs Ion Interactions and Transport in a Solvated Room-Temperature Ionic Liquid. J. Phys. Chem. Lett. 2016, 8, 167–171. [Google Scholar] [CrossRef] [PubMed]
- Thompson, M.W.; Matsumoto, R.; Sacci, R.L.; Sanders, N.C.; Cummings, P.T. Scalable Screening of Soft Matter: A Case Study of Mixtures of Ionic Liquids and Organic Solvents. J. Phys. Chem. B 2019, 123, 1340–1347. [Google Scholar] [CrossRef]
- Determination of Water Content in Acetone Using Karl Fischer Titration; Sigma-Aldrich. Available online: https://www.sigmaaldrich.com/technical-documents/articles/analytical-applications/karl-fischer/water-determination-in-acetone.html (accessed on 13 August 2019).
- Hubbard, P.; Brittain, W.J. Mechanism of Amine-Catalyzed Ester Formation from an Acid Chloride and Alcohol. J. Org. Chem. 1998, 63, 677–683. [Google Scholar] [CrossRef]
- Kinetic Evidence for the Formation of Monocationic N,N′-Disubstituted Phthalamide in Tertiary Amine-Catalyzed Hydrolysis of N-Substituted Phthalimides|Yoke-Leng Sim|Request PDF, ResearchGate. Available online: https://www.researchgate.net/publication/5926085_Kinetic_Evidence_for_the_Formation_of_Monocationic_NN_’-Disubstituted_Phthalamide_in_Tertiary_Amine-Catalyzed_Hydrolysis_of_N_-Substituted_Phthalimides (accessed on 13 August 2019).
- Li, Z.; Li, X.; Raiguel, S.; Binnemans, K. Separation of transition metals from rare earths by non-aqueous solvent extraction from ethylene glycol solutions using Aliquat 336. Sep. Purif. Technol. 2018, 201, 318–326. [Google Scholar] [CrossRef]
- Foltova, S.S.; Hoogerstraete, T.V.; Banerjee, D.; Binnemans, K. Samarium/cobalt separation by solvent extraction with undiluted quaternary ammonium ionic liquids. Sep. Purif. Technol. 2019, 210, 209–218. [Google Scholar] [CrossRef]
- Deferm, C.; Van De Voorde, M.; Luyten, J.; Oosterhof, H.; Fransaer, J.; Binnemans, K. Purification of indium by solvent extraction with undiluted ionic liquids. Green Chem. 2016, 18, 4116–4127. [Google Scholar] [CrossRef] [Green Version]
- González, M.G.; Cabanelas, J.C.; Baselga, J. Applications of FTIR on Epoxy Resins—Identification, Monitoring the Curing Process, Phase Separation and Water Uptake. Infrared Spectrosc. Mater. Sci. Eng. Technol. 2012, 2, 261–284. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| [C4mim][Tf2N] | [C4mpyr][Tf2N] | Aliquat | |
|---|---|---|---|
| η (mPa·s) | 51 | 76 | 2941 |
| σwater-organic (mN·m−1) | 13 | 34 | 28 |
| RD (-) * | 1 | 0.67 | 0.02 |
| MPD (w/v%) → | 0.1 | 0.3 | 0.5 | 1.0 | 2.0 |
|---|---|---|---|---|---|
| TMC (wt%) ↓ | |||||
| 0.1 | - | - | - | - | ± |
| 0.5 | ± | ± | ± | ± | ± |
| 1.5 | ± | ± | ± | ± | ± |
| 2.5 | ± | ± | ± | ± | ± |
| 4 | ± | ± | ± | ± | ± |
| 20 h | 80 h | 20 h | 80 h | ||||||
|---|---|---|---|---|---|---|---|---|---|
| HDA (wt%)/E2 (wt%) | RT | T80 °C | RT | T80 °C | HDA (wt%)/E8 (wt%) | RT | T80 °C | RT | T80 °C |
| 4/4 | - | - | - | - | 1/1 | - | - | - | - |
| 7/7 | - | - | ± | ± | 2/2 | - | - | - | - |
| 10/10 | ± | ++ | ++ | ++ | 4/4 | ± | ± | ± | ± |
| 13/13 | + | ++ | ++ | ++ | 8/8 | NA | NA | NA | NA |
| 16/16 | + | ++ | ++ | ++ | 10/10 | NA | NA | NA | NA |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van den Mooter, P.-R.; Dedvukaj, L.; Vankelecom, I.F.J. Use of Ionic Liquids and Co-Solvents for Synthesis of Thin-Film Composite Membranes. Membranes 2021, 11, 297. https://doi.org/10.3390/membranes11040297
Van den Mooter P-R, Dedvukaj L, Vankelecom IFJ. Use of Ionic Liquids and Co-Solvents for Synthesis of Thin-Film Composite Membranes. Membranes. 2021; 11(4):297. https://doi.org/10.3390/membranes11040297
Chicago/Turabian StyleVan den Mooter, Peter-Renaat, Liridona Dedvukaj, and Ivo F. J. Vankelecom. 2021. "Use of Ionic Liquids and Co-Solvents for Synthesis of Thin-Film Composite Membranes" Membranes 11, no. 4: 297. https://doi.org/10.3390/membranes11040297