Vertically Aligned Carbon Nanotube Membranes: Water Purification and Beyond

Abstract
:1. Introduction
2. Synthesis of VACNTs
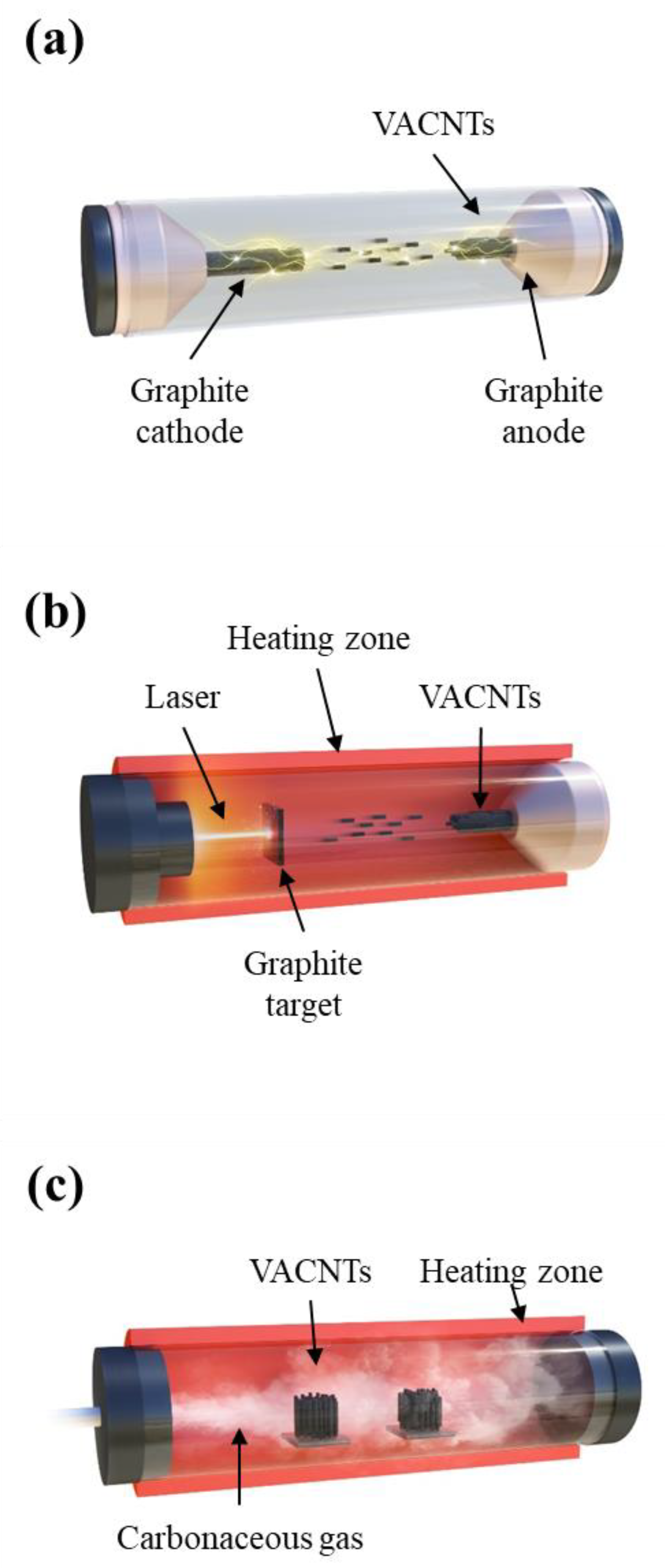
2.1. Arc Discharge
2.2. Laser Ablation
2.3. Chemical Vapor Deposition (CVD)
2.3.1. Plasma-Enhanced CVD
2.3.2. Water-Assisted CVD
2.3.3. Thermal-Enhanced CVD
2.3.4. Alcohol-Assisted CVD
2.3.5. Laser-Assisted CVD
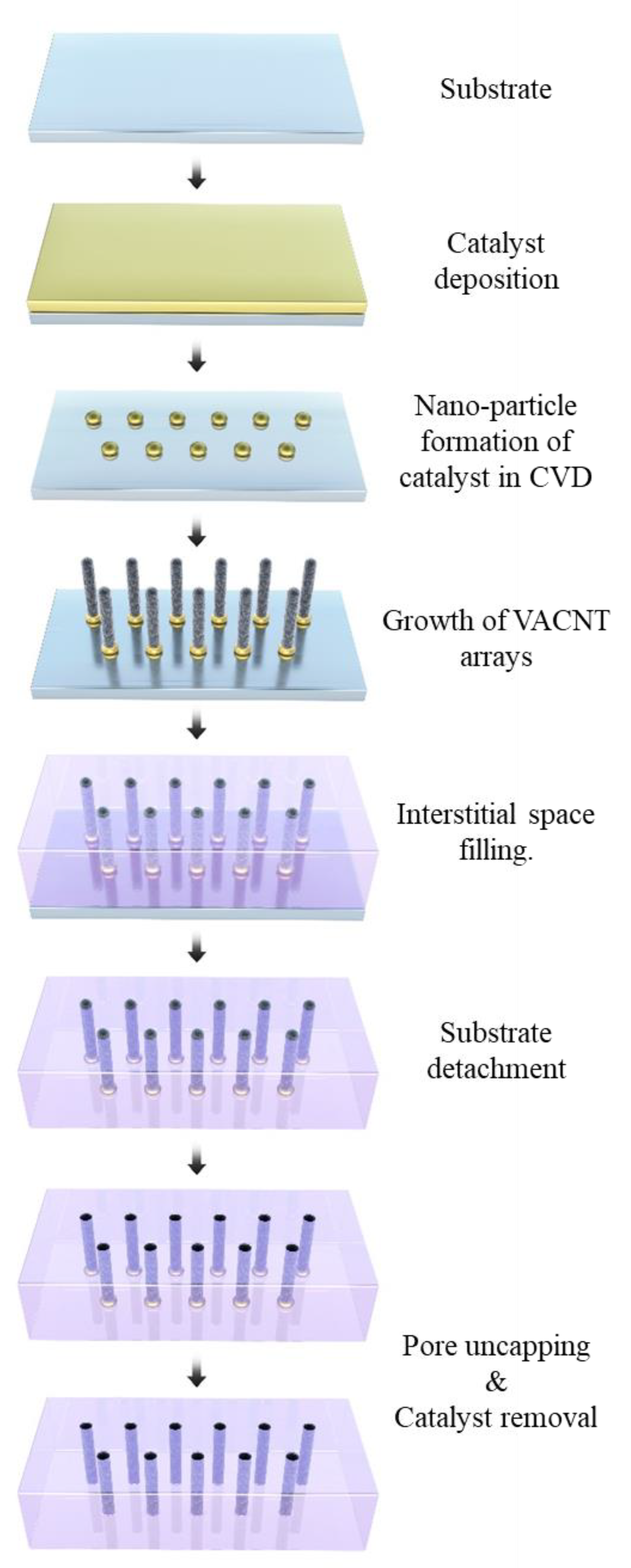
3. Fabrication of the VACNT Membranes
3.1. Interstitial Space Content
3.1.1. Vapor Deposition
3.1.2. Polymer Injection
3.1.3. Non-Filling
3.1.4. Densification
3.2. Channel Opening
4. Applications of VACNT Membranes
4.1. Water Treatment
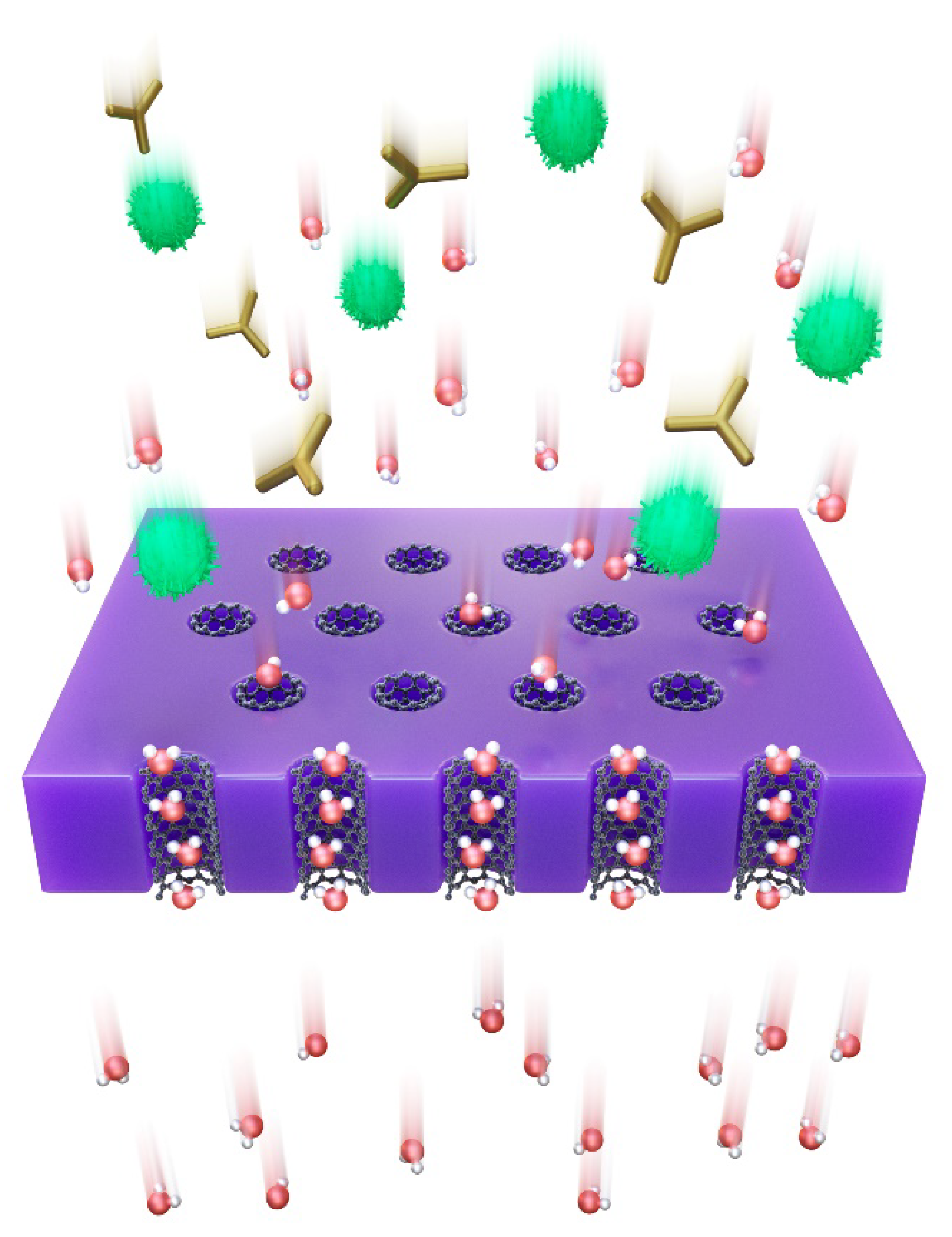
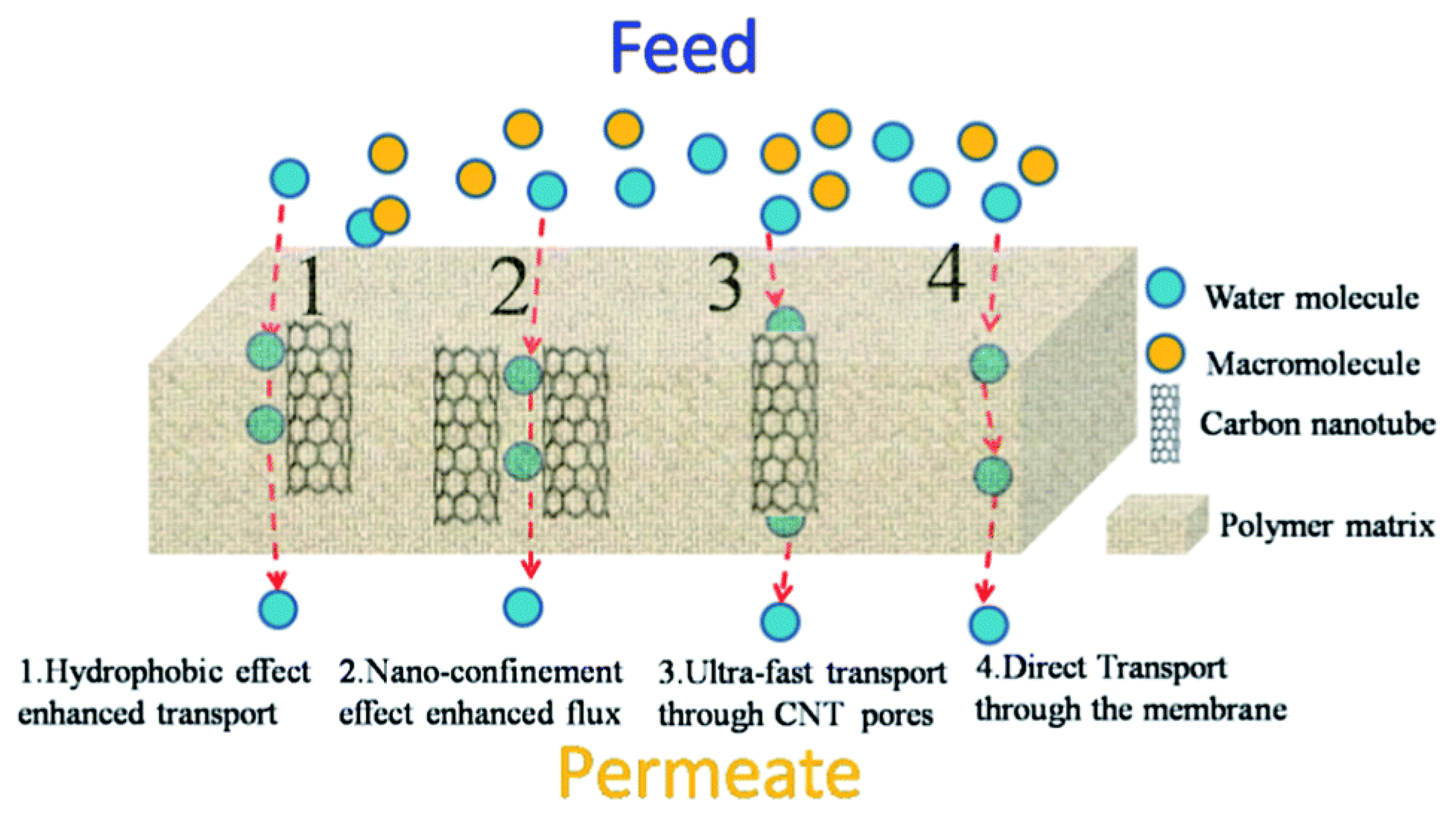
4.1.1. Highly Permeable Membranes
4.1.2. Anti-Biofouling Membranes
4.2. Salt Rejection
5. Applications Other than Water Purification
5.1. Electrical-Conductive Membrane
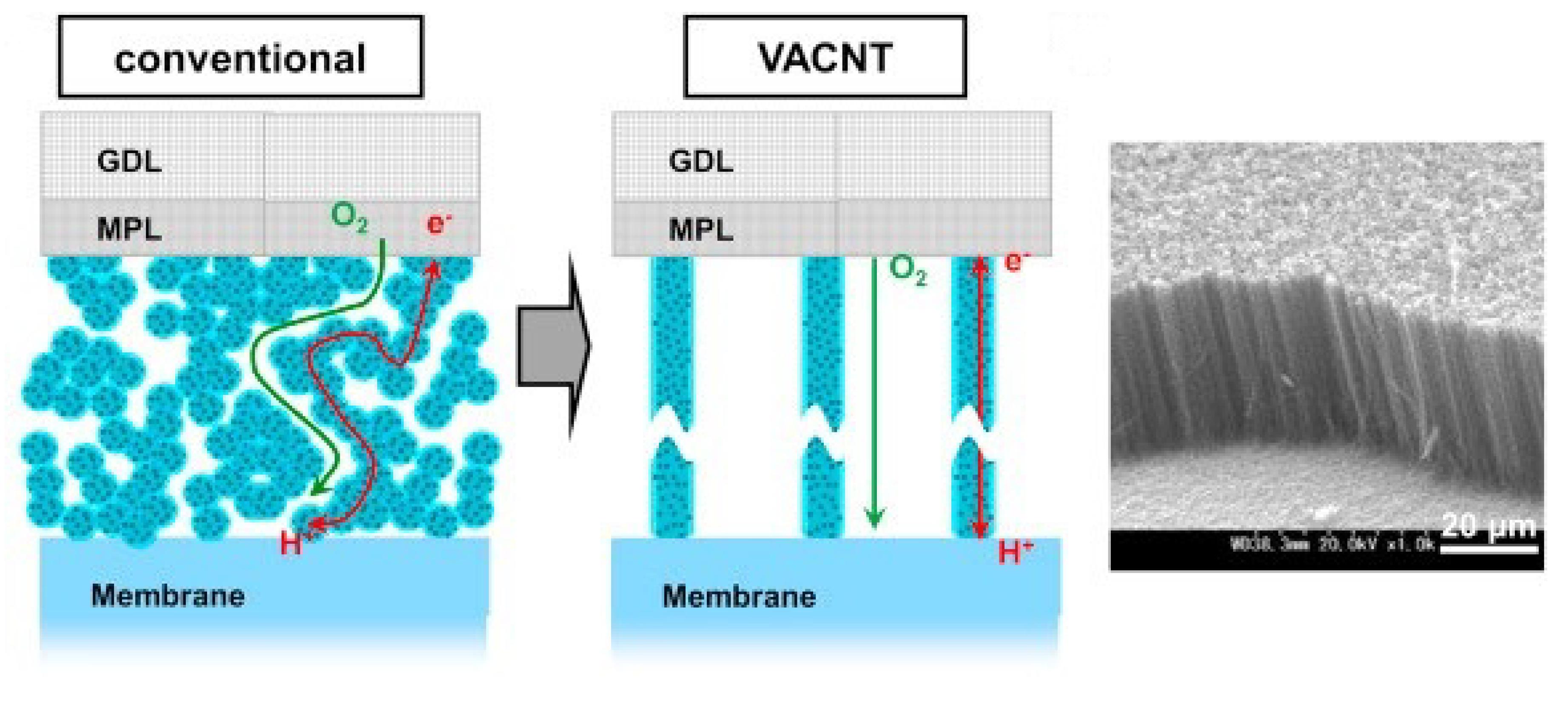
5.2. Electrode in Proton Exchange Membrane Fuel Cell (PEMFC)
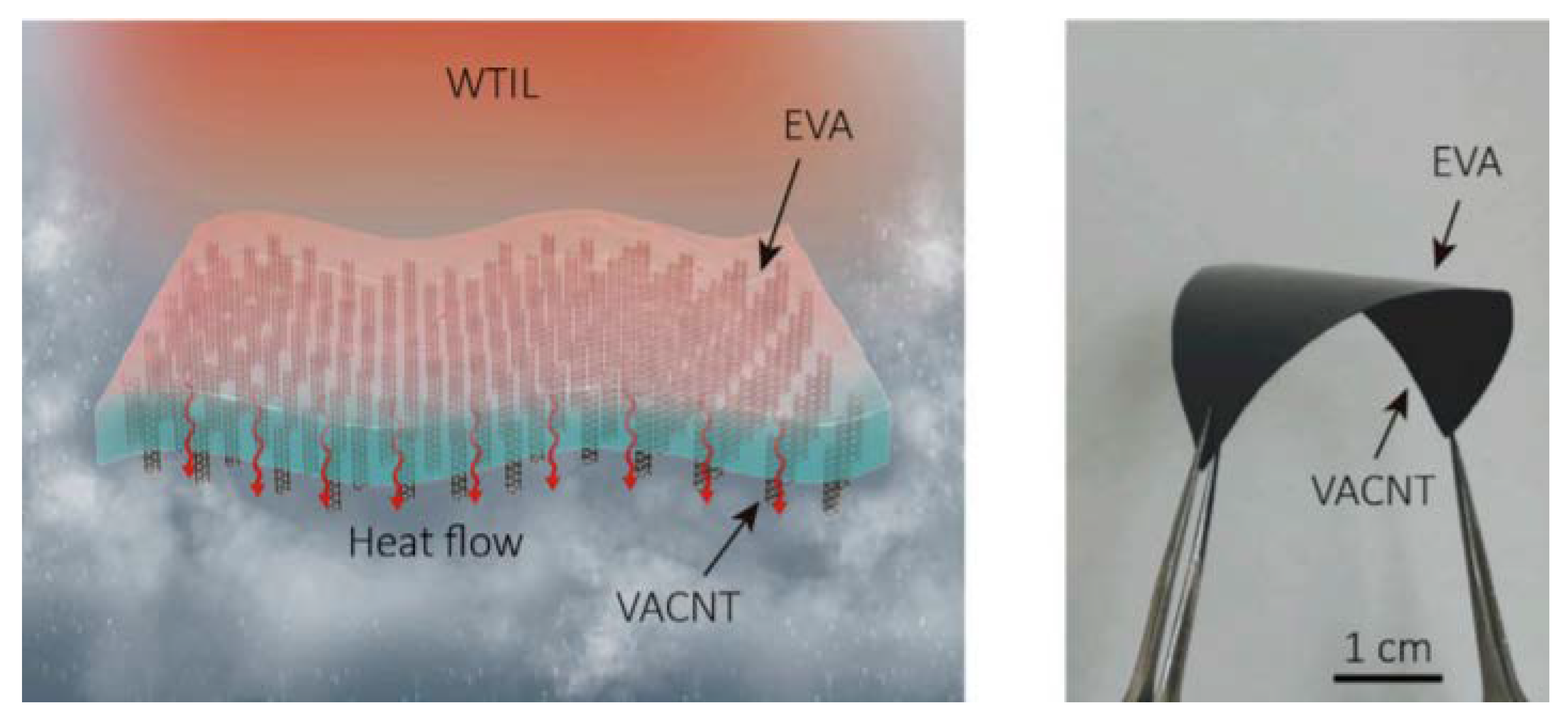
5.3. Solar Electricity–Water Generator
6. Future Outlook
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Le, N.L.; Nunes, S.P. Materials and membrane technologies for water and energy sustainability. Sustain. Mater. Technol. 2016, 7, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Hankins, N. Emerging Membrane Technology for Sustainable Water Treatment; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Obotey Ezugbe, E.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef] [PubMed]
- Nicolaisen, B. Developments in membrane technology for water treatment. Desalination 2003, 153, 355–360. [Google Scholar] [CrossRef]
- Zhu, L.; Rakesh, K.P.; Xu, M.; Dong, Y. Ceramic-based composite membrane with a porous network surface featuring a highly stable flux for drinking water purification. Membranes 2019, 9, 5. [Google Scholar] [CrossRef] [Green Version]
- Pandele, A.; Comanici, F.; Carp, C.; Miculescu, F.; Voicu, S.; Thakur, V.; Serban, B. Synthesis and characterization of cellulose acetate-hydroxyapatite micro and nano composites membranes for water purification and biomedical applications. Vacuum 2017, 146, 599–605. [Google Scholar] [CrossRef] [Green Version]
- Pandele, A.; Neacsu, P.; Cimpean, A.; Staras, A.; Miculescu, F.; Iordache, A.; Voicu, S.; Thakur, V.K.; Toader, O. Cellulose acetate membranes functionalized with resveratrol by covalent immobilization for improved osseointegration. Appl. Surf. Sci. 2018, 438, 2–13. [Google Scholar] [CrossRef] [Green Version]
- Hofs, B.; Ogier, J.; Vries, D.; Beerendonk, E.F.; Cornelissen, E.R. Comparison of ceramic and polymeric membrane permeability and fouling using surface water. Sep. Purif. Technol. 2011, 79, 365–374. [Google Scholar] [CrossRef]
- Ihsanullah. Carbon nanotube membranes for water purification: Developments, challenges, and prospects for the future. Sep. Purif. Technol. 2019, 209, 307–337. [Google Scholar] [CrossRef]
- Roy, K.; Mukherjee, A.; Maddela, N.R.; Chakraborty, S.; Shen, B.; Li, M.; Du, D.; Peng, Y.; Lu, F.; Cruzatty, L.C.G. Outlook on the bottleneck of carbon nanotube in desalination and membrane-based water treatment—A review. J. Environ. Chem. Eng. 2020, 8, 103572. [Google Scholar] [CrossRef]
- Rameetse, M.S.; Aberefa, O.; Daramola, M.O. Effect of Loading and Functionalization of Carbon Nanotube on the Performance of Blended Polysulfone/Polyethersulfone Membrane during Treatment of Wastewater Containing Phenol and Benzene. Membranes 2020, 10, 54. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Chen, D.; Wang, Q.; Ying, Y.; Gao, W.; Xie, L. Recent Advances in Applications of Carbon Nanotubes for Desalination: A Review. Nanomaterials 2020, 10, 1203. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Chen, J.; Chen, L.; Ye, Z.; Wu, C.; Gao, W.; Xie, L.; Ying, Y. Ultrathin and ultradense aligned carbon nanotube membranes for water purification with enhanced rejection performance. Desalination 2020, 494, 114671. [Google Scholar] [CrossRef]
- Hummer, G.; Rasaiah, J.C.; Noworyta, J.P. Water conduction through the hydrophobic channel of a carbon nanotube. Nature 2001, 414, 188–190. [Google Scholar] [CrossRef] [PubMed]
- Skoulidas, A.I.; Ackerman, D.M.; Johnson, J.K.; Sholl, D.S. Rapid transport of gases in carbon nanotubes. Phys. Rev. Lett. 2002, 89, 185901. [Google Scholar] [CrossRef] [PubMed]
- Kalra, A.; Garde, S.; Hummer, G. Osmotic water transport through carbon nanotube membranes. Proc. Natl. Acad. Sci. USA 2003, 100, 10175–10180. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baek, Y.; Kim, C.; Seo, D.K.; Kim, T.; Lee, J.S.; Kim, Y.H.; Ahn, K.H.; Bae, S.S.; Lee, S.C.; Lim, J. High performance and antifouling vertically aligned carbon nanotube membrane for water purification. J. Membr. Sci. 2014, 460, 171–177. [Google Scholar] [CrossRef]
- Lee, K.-J.; Park, H.-D. The most densified vertically-aligned carbon nanotube membranes and their normalized water permeability and high pressure durability. J. Membr. Sci. 2016, 501, 144–151. [Google Scholar] [CrossRef]
- Altalhi, T.; Ginic-Markovic, M.; Han, N.; Clarke, S.; Losic, D. Synthesis of carbon nanotube (CNT) composite membranes. Membranes 2011, 1, 37–47. [Google Scholar] [CrossRef] [Green Version]
- Ma, L.; Dong, X.; Chen, M.; Zhu, L.; Wang, C.; Yang, F.; Dong, Y. Fabrication and water treatment application of carbon nanotubes (CNTs)-based composite membranes: A review. Membranes 2017, 7, 16. [Google Scholar] [CrossRef] [Green Version]
- Sinha Ray, S.; Singh Bakshi, H.; Dangayach, R.; Singh, R.; Deb, C.K.; Ganesapillai, M.; Chen, S.-S.; Purkait, M.K. Recent developments in nanomaterials-modified membranes for improved membrane distillation performance. Membranes 2020, 10, 140. [Google Scholar] [CrossRef]
- Jia, X.; Wei, F. Advances in production and applications of carbon nanotubes. In Single-Walled Carbon Nanotubes; Springer: Berlin, Germany, 2019; pp. 299–333. [Google Scholar]
- Esawi, A.M.; Farag, M.M. Carbon nanotube reinforced composites: Potential and current challenges. Mater. Des. 2007, 28, 2394–2401. [Google Scholar] [CrossRef]
- Sharma, P.; Pavelyev, V.; Kumar, S.; Mishra, P.; Islam, S.; Tripathi, N. Analysis on the synthesis of vertically aligned carbon nanotubes: Growth mechanism and techniques. J. Mater. Sci. Mater. Electron. 2020, 1–45. [Google Scholar] [CrossRef]
- Shi, W.; Plata, D.L. Vertically aligned carbon nanotubes: Production and applications for environmental sustainability. Green Chem. 2018, 20, 5245–5260. [Google Scholar] [CrossRef] [Green Version]
- Gangele, A.; Sharma, C.S.; Pandey, A.K. Synthesis of patterned vertically aligned carbon nanotubes by PECVD using different growth techniques: A review. J. Nanosci. Nanotechnol. 2017, 17, 2256–2273. [Google Scholar] [CrossRef] [Green Version]
- Gulati, N.; Gupta, H. Two faces of carbon nanotube: Toxicities and pharmaceutical applications. Crit. Rev. Ther. Drug Carr. Syst. 2012, 29, 65–88. [Google Scholar] [CrossRef] [PubMed]
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Sano, N.; Nobuzawa, M. Icicle-like carbon nanotubes forest at tungsten wire tip formed by high-voltage corona discharge. Carbon 2005, 43, 2224–2226. [Google Scholar] [CrossRef]
- Sano, N.; Nobuzawa, M. Localized fabrication of carbon nanotubes forest at a needle electrode by atmospheric pressure corona discharge. Diam. Relat. Mater. 2007, 16, 144–148. [Google Scholar] [CrossRef]
- Luo, S.; Huang, D.; Huang, Y.; Dou, X.; Zhao, X. Orderly evolution in the morphology of the anode deposit in hydrogen arc discharge. Carbon 2005, 43, 109–115. [Google Scholar] [CrossRef]
- Quinton, B.T.; Barnes, P.N.; Varanasi, C.V.; Burke, J.; Tsao, B.-H.; Yost, K.J.; Mukhopadhyay, S.M. A comparative study of three different chemical vapor deposition techniques of carbon nanotube growth on diamond films. J. Nanomater. 2013, 2013, 356259. [Google Scholar] [CrossRef] [Green Version]
- Cai, X.; Cong, H.; Liu, C. Synthesis of vertically-aligned carbon nanotubes without a catalyst by hydrogen arc discharge. Carbon 2012, 50, 2726–2730. [Google Scholar] [CrossRef]
- Labunov, V.; Prudnikava, A.; Bushuk, S.; Filatov, S.; Shulitski, B.; Tay, B.K.; Shaman, Y.; Basaev, A. Femtosecond laser modification of an array of vertically aligned carbon nanotubes intercalated with Fe phase nanoparticles. Nanoscale Res. Lett. 2013, 8, 375. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Manawi, Y.M.; Samara, A.; Al-Ansari, T.; Atieh, M.A. A review of carbon nanomaterials’ synthesis via the chemical vapor deposition (CVD) method. Materials 2018, 11, 822. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ren, Z.; Huang, Z.; Xu, J.; Wang, J.; Bush, P.; Siegal, M.; Provencio, P. Synthesis of large arrays of well-aligned carbon nanotubes on glass. Science 1998, 282, 1105–1107. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.-Q.; Flor, E.; Schmidt, H.; Smalley, R.E.; Hauge, R.H. Effects of atomic hydrogen and active carbon species in 1 mm vertically aligned single-walled carbon nanotube growth. Appl. Phys. Lett. 2006, 89, 123116. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Moore, J.J. Different growth mechanisms of vertical carbon nanotubes by rf-or dc-plasma enhanced chemical vapor deposition at low temperature. J. Vac. Sci. Technol. BNanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2010, 28, 1081–1085. [Google Scholar] [CrossRef]
- Wang, H.; Moore, J.J. Low temperature growth mechanisms of vertically aligned carbon nanofibers and nanotubes by radio frequency-plasma enhanced chemical vapor deposition. Carbon 2012, 50, 1235–1242. [Google Scholar] [CrossRef]
- Kinoshita, H.; Ippei, I.; Sakai, H.; Ohmae, N. Synthesis and mechanical properties of carbon nanotube/diamond-like carbon composite films. Diam. Relat. Mater. 2007, 16, 1940–1944. [Google Scholar] [CrossRef] [Green Version]
- Zanin, H.; May, P.; Harniman, R.; Risbridger, T.; Corat, E.; Fermin, D. High surface area diamond-like carbon electrodes grown on vertically aligned carbon nanotubes. Carbon 2015, 82, 288–296. [Google Scholar] [CrossRef]
- Chen, M.; Chen, C.-M.; Shi, S.-C.; Chen, C.-F. Low-temperature synthesis multiwalled carbon nanotubes by microwave plasma chemical vapor deposition using CH4–CO2 gas mixture. Jpn. J. Appl. Phys. 2003, 42, 614. [Google Scholar] [CrossRef]
- Chen, M.; Chen, C.-M.; Chen, C.-F. Preparation of high yield multi-walled carbon nanotubes by microwave plasma chemical vapor deposition at low temperature. J. Mater. Sci. 2002, 37, 3561–3567. [Google Scholar] [CrossRef]
- Bower, C.; Zhu, W.; Jin, S.; Zhou, O. Plasma-induced alignment of carbon nanotubes. Appl. Phys. Lett. 2000, 77, 830–832. [Google Scholar] [CrossRef] [Green Version]
- Choi, Y.C.; Shin, Y.M.; Lee, Y.H.; Lee, B.S.; Park, G.-S.; Choi, W.B.; Lee, N.S.; Kim, J.M. Controlling the diameter, growth rate, and density of vertically aligned carbon nanotubes synthesized by microwave plasma-enhanced chemical vapor deposition. Appl. Phys. Lett. 2000, 76, 2367–2369. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.-C.; Wen, C.-Y.; Liang, C.-H.; Hong, W.-K.; Chen, K.-J.; Cheng, H.-C.; Shen, C.-S.; Wu, C.-T.; Chen, K.-H. Controlling steps during early stages of the aligned growth of carbon nanotubes using microwave plasma enhanced chemical vapor deposition. Adv. Funct. Mater. 2002, 12, 687–692. [Google Scholar] [CrossRef]
- Yamada, T.; Namai, T.; Hata, K.; Futaba, D.N.; Mizuno, K.; Fan, J.; Yudasaka, M.; Yumura, M.; Iijima, S. Size-selective growth of double-walled carbon nanotube forests from engineered iron catalysts. Nat. Nanotechnol. 2006, 1, 131–136. [Google Scholar] [CrossRef]
- Hata, K.; Futaba, D.N.; Mizuno, K.; Namai, T.; Yumura, M.; Iijima, S. Water-assisted highly efficient synthesis of impurity-free single-walled carbon nanotubes. Science 2004, 306, 1362–1364. [Google Scholar] [CrossRef] [Green Version]
- Amama, P.B.; Pint, C.L.; McJilton, L.; Kim, S.M.; Stach, E.A.; Murray, P.T.; Hauge, R.H.; Maruyama, B. Role of water in super growth of single-walled carbon nanotube carpets. Nano Lett. 2009, 9, 44–49. [Google Scholar] [CrossRef]
- Han, J.-H.; Graff, R.A.; Welch, B.; Marsh, C.P.; Franks, R.; Strano, M.S. A mechanochemical model of growth termination in vertical carbon nanotube forests. ACS Nano 2008, 2, 53–60. [Google Scholar] [CrossRef]
- Cho, W.; Schulz, M.; Shanov, V. Growth and characterization of vertically aligned centimeter long CNT arrays. Carbon 2014, 72, 264–273. [Google Scholar] [CrossRef]
- Nessim, G.D.; Hart, A.J.; Kim, J.S.; Acquaviva, D.; Oh, J.; Morgan, C.D.; Seita, M.; Leib, J.S.; Thompson, C.V. Tuning of vertically-aligned carbon nanotube diameter and areal density through catalyst pre-treatment. Nano Lett. 2008, 8, 3587–3593. [Google Scholar] [CrossRef]
- Burt, D.P.; Whyte, W.M.; Weaver, J.M.; Glidle, A.; Edgeworth, J.P.; Macpherson, J.V.; Dobson, P.S. Effects of metal underlayer grain size on carbon nanotube growth. J. Phys. Chem. C 2009, 113, 15133–15139. [Google Scholar] [CrossRef]
- Youn, S.K.; Frouzakis, C.E.; Gopi, B.P.; Robertson, J.; Teo, K.B.; Park, H.G. Temperature gradient chemical vapor deposition of vertically aligned carbon nanotubes. Carbon 2013, 54, 343–352. [Google Scholar] [CrossRef]
- Li, Y.; Xu, G.; Zhang, H.; Li, T.; Yao, Y.; Li, Q.; Dai, Z. Alcohol-assisted rapid growth of vertically aligned carbon nanotube arrays. Carbon 2015, 91, 45–55. [Google Scholar] [CrossRef]
- Sugime, H.; Noda, S. Cold-gas chemical vapor deposition to identify the key precursor for rapidly growing vertically-aligned single-wall and few-wall carbon nanotubes from pyrolyzed ethanol. Carbon 2012, 50, 2953–2960. [Google Scholar] [CrossRef]
- Maruyama, S.; Kojima, R.; Miyauchi, Y.; Chiashi, S.; Kohno, M. Low-temperature synthesis of high-purity single-walled carbon nanotubes from alcohol. Chem. Phys. Lett. 2002, 360, 229–234. [Google Scholar] [CrossRef]
- Hou, B.; Wu, C.; Inoue, T.; Chiashi, S.; Xiang, R.; Maruyama, S. Extended alcohol catalytic chemical vapor deposition for efficient growth of single-walled carbon nanotubes thinner than (6, 5). Carbon 2017, 119, 502–510. [Google Scholar] [CrossRef]
- Fujii, T.; Kiribayashi, H.; Saida, T.; Naritsuka, S.; Maruyama, T. Low temperature growth of single-walled carbon nanotubes from Ru catalysts by alcohol catalytic chemical vapor deposition. Diam. Relat. Mater. 2017, 77, 97–101. [Google Scholar] [CrossRef]
- Maruyama, T.; Kondo, H.; Ghosh, R.; Kozawa, A.; Naritsuka, S.; Iizumi, Y.; Okazaki, T.; Iijima, S. Single-walled carbon nanotube synthesis using Pt catalysts under low ethanol pressure via cold-wall chemical vapor deposition in high vacuum. Carbon 2016, 96, 6–13. [Google Scholar] [CrossRef]
- Cui, K.; Kumamoto, A.; Xiang, R.; An, H.; Wang, B.; Inoue, T.; Chiashi, S.; Ikuhara, Y.; Maruyama, S. Synthesis of subnanometer-diameter vertically aligned single-walled carbon nanotubes with copper-anchored cobalt catalysts. Nanoscale 2016, 8, 1608–1617. [Google Scholar] [CrossRef]
- Xiang, R.; Einarsson, E.; Okawa, J.; Miyauchi, Y.; Maruyama, S. Acetylene-accelerated alcohol catalytic chemical vapor deposition growth of vertically aligned single-walled carbon nanotubes. J. Phys. Chem. C 2009, 113, 7511–7515. [Google Scholar] [CrossRef]
- Christen, H.; Puretzky, A.; Cui, H.; Belay, K.; Fleming, P.; Geohegan, D.; Lowndes, D. Rapid growth of long, vertically aligned carbon nanotubes through efficient catalyst optimization using metal film gradients. Nano Lett. 2004, 4, 1939–1942. [Google Scholar] [CrossRef]
- Saurakhiya, N.; Zhu, Y.; Cheong, F.; Ong, C.; Wee, A.; Lin, J.; Sow, C. Pulsed laser deposition-assisted patterning of aligned carbon nanotubes modified by focused laser beam for efficient field emission. Carbon 2005, 43, 2128–2133. [Google Scholar] [CrossRef]
- Takagi, D.; Homma, Y.; Hibino, H.; Suzuki, S.; Kobayashi, Y. Single-walled carbon nanotube growth from highly activated metal nanoparticles. Nano Lett. 2006, 6, 2642–2645. [Google Scholar] [CrossRef] [PubMed]
- Cheung, C.L.; Kurtz, A.; Park, H.; Lieber, C.M. Diameter-controlled synthesis of carbon nanotubes. J. Phys. Chem. B 2002, 106, 2429–2433. [Google Scholar] [CrossRef]
- Elmer, J.; Yaglioglu, O.; Schaeffer, R.; Kardos, G.; Derkach, O. Direct patterning of vertically aligned carbon nanotube arrays to 20 μm pitch using focused laser beam micromachining. Carbon 2012, 50, 4114–4122. [Google Scholar] [CrossRef]
- Warkiani, M.E.; Bhagat, A.A.S.; Khoo, B.L.; Han, J.; Lim, C.T.; Gong, H.Q.; Fane, A.G. Isoporous micro/nanoengineered membranes. ACS Nano 2013, 7, 1882–1904. [Google Scholar] [CrossRef]
- Du, Y.; Lv, Y.; Qiu, W.-Z.; Wu, J.; Xu, Z.-K. Nanofiltration membranes with narrowed pore size distribution via pore wall modification. Chem. Commun. 2016, 52, 8589–8592. [Google Scholar] [CrossRef] [Green Version]
- Holt, J.K.; Park, H.G.; Wang, Y.; Stadermann, M.; Artyukhin, A.B.; Grigoropoulos, C.P.; Noy, A.; Bakajin, O. Fast mass transport through sub-2-nanometer carbon nanotubes. Science 2006, 312, 1034–1037. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, B.; Wang, X.; Liang, Y.; Qiu, H.; Zheng, G.; Yang, J. Gas transport in vertically-aligned carbon nanotube/parylene composite membranes. Carbon 2014, 66, 11–17. [Google Scholar] [CrossRef]
- Lokesh, M.; Youn, S.K.; Park, H.G. Osmotic transport across surface functionalized carbon nanotube membrane. Nano Lett. 2018, 18, 6679–6685. [Google Scholar] [CrossRef]
- Hinds, B.J.; Chopra, N.; Rantell, T.; Andrews, R.; Gavalas, V.; Bachas, L.G. Aligned multiwalled carbon nanotube membranes. Science 2004, 303, 62–65. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, S.; Fornasiero, F.; Park, H.G.; In, J.B.; Meshot, E.; Giraldo, G.; Stadermann, M.; Fireman, M.; Shan, J.; Grigoropoulos, C.P. Fabrication of flexible, aligned carbon nanotube/polymer composite membranes by in-situ polymerization. J. Membr. Sci. 2014, 460, 91–98. [Google Scholar] [CrossRef]
- Du, F.; Qu, L.; Xia, Z.; Feng, L.; Dai, L. Membranes of vertically aligned superlong carbon nanotubes. Langmuir 2011, 27, 8437–8443. [Google Scholar] [CrossRef]
- Kim, S.; Jinschek, J.R.; Chen, H.; Sholl, D.S.; Marand, E. Scalable fabrication of carbon nanotube/polymer nanocomposite membranes for high flux gas transport. Nano Lett. 2007, 7, 2806–2811. [Google Scholar] [CrossRef] [PubMed]
- Pilgrim, G.A.; Leadbetter, J.W.; Qiu, F.; Siitonen, A.J.; Pilgrim, S.M.; Krauss, T.D. Electron conductive and proton permeable vertically aligned carbon nanotube membranes. Nano Lett. 2014, 14, 1728–1733. [Google Scholar] [CrossRef] [PubMed]
- Ge, L.; Wang, L.; Du, A.; Hou, M.; Rudolph, V.; Zhu, Z. Vertically-aligned carbon nanotube membranes for hydrogen separation. Rsc Adv. 2012, 2, 5329–5336. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Liao, G.; Liu, Z.; Pan, Y.; Wu, Q.; Weng, Y.; Zhang, X.; Yang, Z.; Tsui, O.K. Enhanced water flux in vertically aligned carbon nanotube arrays and polyethersulfone composite membranes. J. Mater. Chem. A 2014, 2, 12171–12176. [Google Scholar] [CrossRef]
- Lee, B.; Baek, Y.; Lee, M.; Jeong, D.H.; Lee, H.H.; Yoon, J.; Kim, Y.H. A carbon nanotube wall membrane for water treatment. Nat. Commun. 2015, 6, 1–7. [Google Scholar] [CrossRef]
- Maddah, H.A.; Alzhrani, A.S.; Bassyouni, M.; Abdel-Aziz, M.; Zoromba, M.; Almalki, A.M. Evaluation of various membrane filtration modules for the treatment of seawater. Appl. Water Sci. 2018, 8, 150. [Google Scholar] [CrossRef] [Green Version]
- Noy, A.; Park, H.G.; Fornasiero, F.; Holt, J.K.; Grigoropoulos, C.P.; Bakajin, O. Nanofluidics in carbon nanotubes. Nano Today 2007, 2, 22–29. [Google Scholar] [CrossRef] [Green Version]
- Joseph, S.; Aluru, N.R. Why are carbon nanotubes fast transporters of water? Nano Lett. 2008, 8, 452–458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gethard, K.; Sae-Khow, O.; Mitra, S. Water desalination using carbon-nanotube-enhanced membrane distillation. Acs Appl. Mater. Interfaces 2011, 3, 110–114. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, A.; Srivastava, O.; Talapatra, S.; Vajtai, R.; Ajayan, P. Carbon nanotube filters. Nat. Mater. 2004, 3, 610–614. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.; Funke, H.H.; Falconer, J.L.; Noble, R.D. High density, vertically-aligned carbon nanotube membranes. Nano Lett. 2009, 9, 225–229. [Google Scholar] [CrossRef] [PubMed]
- Ci, L.; Manikoth, S.M.; Li, X.; Vajtai, R.; Ajayan, P.M. Ultrathick freestanding aligned carbon nanotube films. Adv. Mater. 2007, 19, 3300–3303. [Google Scholar] [CrossRef]
- Castellano, R.J.; Praino, R.F.; Meshot, E.R.; Chen, C.; Fornasiero, F.; Shan, J.W. Scalable electric-field-assisted fabrication of vertically aligned carbon nanotube membranes with flow enhancement. Carbon 2020, 157, 208–216. [Google Scholar] [CrossRef]
- Zhu, J.; Jia, J.; Kwong, F.-l.; Ng, D.H.L. Synthesis of bamboo-like carbon nanotubes on a copper foil by catalytic chemical vapor deposition from ethanol. Carbon 2012, 50, 2504–2512. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, J.; Gu, Y.; Zhao, G.; Qian, Q.; Li, J.; Pan, X.; Zhang, Z. Catalytic growth of bamboo-like boron nitride nanotubes using self-propagation high temperature synthesized porous precursor. Mater. Lett. 2012, 67, 17–20. [Google Scholar] [CrossRef]
- Won, J.H.; Jeong, H.M.; Kang, J.K. Synthesis of Nitrogen-Rich Nanotubes with Internal Compartments having Open Mesoporous Channels and Utilization to Hybrid Full-Cell Capacitors Enabling High Energy and Power Densities over Robust Cycle Life. Adv. Energy Mater. 2017, 7, 1601355. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.; Baik, S. Vertically-aligned carbon nano-tube membrane filters with superhydrophobicity and superoleophilicity. Carbon 2010, 48, 2192–2197. [Google Scholar] [CrossRef]
- Tortello, M.; Bianco, S.; Ijeri, V.; Spinelli, P.; Tresso, E. Nafion membranes with vertically-aligned CNTs for mixed proton and electron conduction. J. Membr. Sci. 2012, 415, 346–352. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, M.; Yang, Z.; Zhang, X. Polydopamine-Modified Nanochannels in Vertically Aligned Carbon Nanotube Arrays for Controllable Molecule Transport. Acs Appl. Nano Mater. 2019, 2, 3271–3279. [Google Scholar] [CrossRef]
- Jafari, A.; Mahvi, A.H.; Nasseri, S.; Rashidi, A.; Nabizadeh, R.; Rezaee, R. Ultrafiltration of natural organic matter from water by vertically aligned carbon nanotube membrane. J. Environ. Health Sci. Eng. 2015, 13, 51. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Park, S.-M.; Jung, J.; Lee, S.; Baek, Y.; Yoon, J.; Seo, D.K.; Kim, Y.H. Fouling and rejection behavior of carbon nanotube membranes. Desalination 2014, 343, 180–186. [Google Scholar] [CrossRef]
- Baek, Y.; Seo, D.K.; Choi, J.H.; Lee, B.; Kim, Y.H.; Park, S.M.; Jung, J.; Lee, S.; Yoon, J. Improvement of vertically aligned carbon nanotube membranes: Desalination potential, flux enhancement and scale-up. Desalin. Water Treat. 2016, 57, 28133–28140. [Google Scholar] [CrossRef]
- Trivedi, S.; Alameh, K. Effect of vertically aligned carbon nanotube density on the water flux and salt rejection in desalination membranes. SpringerPlus 2016, 5, 1158. [Google Scholar] [CrossRef] [Green Version]
- Ong, C.S.; Goh, P.; Lau, W.; Misdan, N.; Ismail, A.F. Nanomaterials for biofouling and scaling mitigation of thin film composite membrane: A review. Desalination 2016, 393, 2–15. [Google Scholar] [CrossRef]
- Das, R.; Ali, M.E.; Abd Hamid, S.B.; Ramakrishna, S.; Chowdhury, Z.Z. Carbon nanotube membranes for water purification: A bright future in water desalination. Desalination 2014, 336, 97–109. [Google Scholar] [CrossRef]
- Sohaebuddin, S.K.; Thevenot, P.T.; Baker, D.; Eaton, J.W.; Tang, L. Nanomaterial cytotoxicity is composition, size, and cell type dependent. Part. Fibre Toxicol. 2010, 7, 22. [Google Scholar] [CrossRef] [Green Version]
- Corobea, M.C.; Muhulet, O.; Miculescu, F.; Antoniac, I.V.; Vuluga, Z.; Florea, D.; Vuluga, D.M.; Butnaru, M.; Ivanov, D.; Voicu, S.I. Novel nanocomposite membranes from cellulose acetate and clay-silica nanowires. Polym. Adv. Technol. 2016, 27, 1586–1595. [Google Scholar] [CrossRef]
- Lee, K.-J.; Park, H.-D. The effect of morphologies of carbon nanotube-based membranes and their leachates on antibacterial property. Desalin. Water Treat. 2016, 57, 7562–7573. [Google Scholar] [CrossRef]
- Lee, K.-J.; Cha, E.; Park, H.-D. High antibiofouling property of vertically aligned carbon nanotube membranes at a low cross-flow velocity operation in different bacterial solutions. Desalin. Water Treat. 2016, 57, 23505–23515. [Google Scholar] [CrossRef]
- Lobo, A.O.; Antunes, E.; Machado, A.; Pacheco-Soares, C.; Trava-Airoldi, V.; Corat, E. Cell viability and adhesion on as grown multi-wall carbon nanotube films. Mater. Sci. Eng. C 2008, 28, 264–269. [Google Scholar] [CrossRef]
- Kang, S.; Herzberg, M.; Rodrigues, D.F.; Elimelech, M. Antibacterial effects of carbon nanotubes: Size does matter! Langmuir 2008, 24, 6409–6413. [Google Scholar] [CrossRef]
- Wang, R.; Mikoryak, C.; Li, S.; Bushdiecker, D.; Musselman, I.H.; Pantano, P.; Draper, R.K. Cytotoxicity screening of single-walled carbon nanotubes: Detection and removal of cytotoxic contaminants from carboxylated carbon nanotubes. Mol. Pharm. 2011, 8, 1351–1361. [Google Scholar] [CrossRef] [Green Version]
- Vecitis, C.D.; Zodrow, K.R.; Kang, S.; Elimelech, M. Electronic-structure-dependent bacterial cytotoxicity of single-walled carbon nanotubes. ACS Nano 2010, 4, 5471–5479. [Google Scholar] [CrossRef]
- Rajavel, K.; Gomathi, R.; Manian, S.; Rajendra Kumar, R.T. In vitro bacterial cytotoxicity of CNTs: Reactive oxygen species mediate cell damage edges over direct physical puncturing. Langmuir 2014, 30, 592–601. [Google Scholar] [CrossRef]
- Upadhyayula, V.K.; Deng, S.; Mitchell, M.C.; Smith, G.B. Application of carbon nanotube technology for removal of contaminants in drinking water: A review. Sci. Total Environ. 2009, 408, 1–13. [Google Scholar] [CrossRef]
- Kassem, A.; Ayoub, G.M.; Malaeb, L. Antibacterial activity of chitosan nano-composites and carbon nanotubes: A review. Sci. Total Environ. 2019, 668, 566–576. [Google Scholar] [CrossRef]
- Alavi, M.; Jabari, E.; Jabbari, E. Functionalized carbon-based nanomaterials and quantum dots with antibacterial activity: A review. Expert Rev. Anti-Infect. Ther. 2020. [Google Scholar] [CrossRef]
- Zhang, Q.; Huang, J.Q.; Qian, W.Z.; Zhang, Y.Y.; Wei, F. The road for nanomaterials industry: A review of carbon nanotube production, post-treatment, and bulk applications for composites and energy storage. Small 2013, 9, 1237–1265. [Google Scholar] [CrossRef] [PubMed]
- Savolainen, K. Nanosafety in Europe 2015-2025: Towards Safe and Sustainable Nanomaterials and Nanotechnology Innovations; Finnish Institute of Occupational Health: Helsinki, Finland, 2013. [Google Scholar]
- Xia, T. Safety Assessment of Carbon Nanotube Nanocomposites: Challenges and Perspectives. JSM Nanotechnol. Nanomed. 2015, 3, 1034. [Google Scholar]
- Sousa, S.P.; Peixoto, T.; Santos, R.M.; Lopes, A.; Paiva, M.d.C.; Marques, A.T. Health and Safety Concerns Related to CNT and Graphene Products, and Related Composites. J. Compos. Sci. 2020, 4, 106. [Google Scholar] [CrossRef]
- Plata, D.e.L.; Hart, A.J.; Reddy, C.M.; Gschwend, P.M. Early evaluation of potential environmental impacts of carbon nanotube synthesis by chemical vapor deposition. Environ. Sci. Technol. 2009, 43, 8367–8373. [Google Scholar] [CrossRef] [PubMed]
- Chakraborty, G.; Valapa, R.B.; Pugazhenthi, G.; Katiyar, V. Investigating the properties of poly (lactic acid)/exfoliated graphene based nanocomposites fabricated by versatile coating approach. Int. J. Biol. Macromol. 2018, 113, 1080–1091. [Google Scholar] [CrossRef] [PubMed]
- Gangoli, V.S.; Raja, P.M.; Esquenazi, G.L.; Barron, A.R. The safe handling of bulk low-density nanomaterials. SN Appl. Sci. 2019, 1, 644. [Google Scholar] [CrossRef] [Green Version]
- Sousa, S.P.; Baptista, J.S.; Ribeiro, M. Polymer nano and submicro composites risk assessment. Int. J. Work. Cond. 2014, 103–119. [Google Scholar]
- Corry, B. Designing carbon nanotube membranes for efficient water desalination. J. Phys. Chem. B 2008, 112, 1427–1434. [Google Scholar] [CrossRef] [Green Version]
- Song, C.; Corry, B. Intrinsic ion selectivity of narrow hydrophobic pores. J. Phys. Chem. B 2009, 113, 7642–7649. [Google Scholar] [CrossRef]
- Ang, E.Y.; Ng, T.Y.; Yeo, J.; Lin, R.; Geethalakshmi, K. Nanoscale fluid mechanics working principles of transverse flow carbon nanotube membrane for enhanced desalination. Int. J. Appl. Mech. 2017, 9, 1750034. [Google Scholar] [CrossRef]
- Ghadiri, M.; Fakhri, S.; Shirazian, S. Modeling of water transport through nanopores of membranes in direct-contact membrane distillation process. Polym. Eng. Sci. 2014, 54, 660–666. [Google Scholar] [CrossRef]
- Yang, D.; Cheng, C.; Bao, M.; Chen, L.; Bao, Y.; Xue, C. The pervaporative membrane with vertically aligned carbon nanotube nanochannel for enhancing butanol recovery. J. Membr. Sci. 2019, 577, 51–59. [Google Scholar] [CrossRef]
- Kim, J.E.; Phuntsho, S.; Ali, S.M.; Choi, J.Y.; Shon, H.K. Forward osmosis membrane modular configurations for osmotic dilution of seawater by forward osmosis and reverse osmosis hybrid system. Water Res. 2018, 128, 183–192. [Google Scholar] [CrossRef] [PubMed]
- Omidkhah, M.; Azami, H.; Ghaheri, L. Biofouling Behavior on Forward Osmosis Using Vertically Aligned CNT Membrane on Alumina. Iran. J. Chem. Eng. (Ijche) 2019, 16, 1–13. [Google Scholar]
- Li, K.; Lee, B.; Kim, Y. High performance reverse osmosis membrane with carbon nanotube support layer. J. Membr. Sci. 2019, 592, 117358. [Google Scholar] [CrossRef]
- Yun, E.-T.; Lee, J.H.; Kim, J.; Park, H.-D.; Lee, J. Identifying the nonradical mechanism in the peroxymonosulfate activation process: Singlet oxygenation versus mediated electron transfer. Environ. Sci. Technol. 2018, 52, 7032–7042. [Google Scholar] [CrossRef]
- Tian, Z.Q.; Lim, S.H.; Poh, C.K.; Tang, Z.; Xia, Z.; Luo, Z.; Shen, P.K.; Chua, D.; Feng, Y.P.; Shen, Z. A highly order-structured membrane electrode assembly with vertically aligned carbon nanotubes for ultra-low Pt loading PEM fuel cells. Adv. Energy Mater. 2011, 1, 1205–1214. [Google Scholar] [CrossRef]
- Murata, S.; Imanishi, M.; Hasegawa, S.; Namba, R. Vertically aligned carbon nanotube electrodes for high current density operating proton exchange membrane fuel cells. J. Power Sources 2014, 253, 104–113. [Google Scholar] [CrossRef]
- Shin, S.; Kim, A.-R.; Um, S. Integrated statistical and nano-morphological study of effective catalyst utilization in vertically aligned carbon nanotube catalyst layers for advanced fuel cell applications. Electrochim. Acta 2016, 207, 187–197. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, X.-b.; Liu, S.; Fan, H.-L.; Ju, W.; Wang, Q.-C.; Ma, J. Vertically aligned carbon nanotubes/carbon fiber paper composite to support Pt nanoparticles for direct methanol fuel cell application. J. Phys. Chem. Solids 2017, 102, 99–104. [Google Scholar] [CrossRef]
- Meng, X.; Deng, X.; Zhou, L.; Hu, B.; Tan, W.; Zhou, W.; Liu, M.; Shao, Z. A Highly Ordered Hydrophilic–Hydrophobic Janus Bi-Functional Layer with Ultralow Pt Loading and Fast Gas/Water Transport for Fuel Cells. Energy Environ. Mater. 2020. [Google Scholar] [CrossRef]
- Xu, N.; Zhu, P.; Sheng, Y.; Zhou, L.; Li, X.; Tan, H.; Zhu, S.; Zhu, J. Synergistic tandem solar electricity-water generators. Joule 2020, 4, 347–358. [Google Scholar] [CrossRef]
- Tunuguntla, R.H.; Allen, F.I.; Kim, K.; Belliveau, A.; Noy, A. Ultrafast proton transport in sub-1-nm diameter carbon nanotube porins. Nat. Nanotechnol. 2016, 11, 639–644. [Google Scholar] [CrossRef] [PubMed]
- Okada, S.; Sugime, H.; Hasegawa, K.; Osawa, T.; Kataoka, S.; Sugiura, H.; Noda, S. Flame-assisted chemical vapor deposition for continuous gas-phase synthesis of 1-nm-diameter single-wall carbon nanotubes. Carbon 2018, 138, 1–7. [Google Scholar] [CrossRef]
- McGinnis, R.L.; Reimund, K.; Ren, J.; Xia, L.; Chowdhury, M.R.; Sun, X.; Abril, M.; Moon, J.D.; Merrick, M.M.; Park, J. Large-scale polymeric carbon nanotube membranes with sub–1.27-nm pores. Sci. Adv. 2018, 4, e1700938. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saifuddin, N.; Raziah, A.; Junizah, A. Carbon nanotubes: A review on structure and their interaction with proteins. J. Chem. 2013, 2013, 676815. [Google Scholar] [CrossRef]
- Chan, W.-F.; Marand, E.; Martin, S.M. Novel zwitterion functionalized carbon nanotube nanocomposite membranes for improved RO performance and surface anti-biofouling resistance. J. Membr. Sci. 2016, 509, 125–137. [Google Scholar] [CrossRef]
- Fan, Z.; Advani, S.G. Characterization of orientation state of carbon nanotubes in shear flow. Polymer 2005, 46, 5232–5240. [Google Scholar] [CrossRef]
- Hoagland, D.A. Electrostatic interactions of rodlike polyelectrolytes with repulsive, charged surfaces. Macromolecules 1990, 23, 2781–2789. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Arc Discharge | Laser Ablation | CVD |
|---|---|---|---|
| Cost | High | High | Low |
| Scale up | Hard | Hard | Easy |
| Temperature (°C) [26] | ~ 4000 | Room temp. to 1000 | 100–1200 |
| Yield (%) [26] | Moderate (70%) | High (80–85%) | High (95–99%) |
| Quality of CNT | High | High | Moderate |
| Length (nm) | Short | Long | Long |
| Diameter [27] | (SW) 0.6–1.4 | (SW) 0.6–4 | (SW) 1–2 |
| (MW) 1–10 | (MW) 10–240 | (MW) 1–400 |
| Synthetic Method | Catalyst | Thickness (μm) | Substrate | Type of CNT | Diameter of CNT (nm) | Ref. |
|---|---|---|---|---|---|---|
| Hot filament PECVD | Ni | 15–60 | Glass | MW | 20–400 | [36] |
| Fe/Al2O3 | 0.5 | Si wafer | SW | 0.8–1.6 | [37] | |
| Radiofrequency CVD | FeNi | 10 | Glass substrate | MW | 10–30 | [38] |
| Ni | 8 | Glass substrate | MW | 10–30 | [39] | |
| Fe | 0.5 | SiO2 layers approximately 30 nm thick on the Si wafer | MW | 20–50 | [40] | |
| Ni | 10 | Ti sheets (10 × 10 × 0.5 mm) | MW | 60 | [41] | |
| Microwave plasma-enhanced CVD | Fe | 10 | n-type Si (100) wafer | MW | 12 | [42] |
| Fe | 10 | n-type Si (100) wafer | MW | 15 | [43] | |
| Co | 2 | Molybdenum | MW | 30 | [44] | |
| Ni | 70 | Si | MW | 10–35 | [45] | |
| Co | 3–50 | Si | MW | 10–35 | [46] | |
| Water-assisted CVD | Al2O3/Fe | 30/1 | Si wafer | DW | 3–5 | [47] |
| Fe, Al/Fe, Al2O3/Fe, Al2O3/Co | - | Si wafer, Quartz, metal foils | SW | 1–3 | [48] | |
| Fe | 0.5 | B doped Si (100) wafers | SW | 6.8 | [49] | |
| Fe | 0.5 | B doped Si (100) wafers | SW/DW | 3.7 | [50] | |
| Fe/Gd | 1.5/20 | Si (1 0 0) wafer with 500 nm SiO2 layer on top | MW | 3.7 | [51] | |
| Thermal-enhanced CVD | Fe/Al2O3 | 1.2/10 | Si wafer | MW | 7.4–13.6 | [52] |
| Al/Al2O3 | 0.5 | n-type (phosphorus) Si (100) wafers | MW | 1.6–4.0 | [53] | |
| Fe/Mo | 10/10 | Si (100) wafers | MW | 1.0–4.0 | [54] | |
| Alcohol-assisted CVD | Fe/Al2O3 | 0.8-3 | Si | MW | 6–12 | [55] |
| Al/Co | 15/1 | n-type Si wafer coated with 300 nm thick of SiO2 | MW | 3–4 | [56] | |
| Fe/Co | - | Y-type zeolite powder | SW | 1 | [57] | |
| Fe/Co | 1.2/10 | Si wafer | SW | 0.8 | [58] | |
| Ru | 0.2 | Al2O3/SiO2/Si | SW | 0.84–1.26 | [59] | |
| Pt | 0.5 | Si/SiO2 | SW | 1 | [60] | |
| Co/Cu | 1.8 | Si/SiO2 | SW | 0.9 | [61] | |
| Co/Mo | - | quartz substrate (25 × 25 × 0.5 mm3) | SW | 0.9 | [62] | |
| Laser-assisted CVD | Mo/Fe/Al | 50–200 | Si | MW | 1 | [63] |
| Fe | 5–100 | Si | MW | 30 | [64] |
| Filling Method | Densification Method | Operation Pressure (bar) | Pore Density (1010 pores/cm2) | Applications | Ref. |
|---|---|---|---|---|---|
| Spin coating/vacuum | - | Osmotic | 6 ± 3 | Gas (N2), Ru (NH3)63+ permeation | [73] |
| Low-pressure CVD | - | 0.83 | 25 | Ru2+ (bipyr)3, Au, Air, H2O permeation/ Gas selectivity | [70] |
| Spin coating | - | 3.45 | 7.0 ± 1.75 | Gas permeation/selectivity | [76] |
| - | n-hexane evaporation | 1.84 | 290 | H2O permeation, gas permeation/selectivity | [86] |
| - | - | 0.0063 | - | Oil/ H2O permeation/separation | [92] |
| Vacuum | Mechanical compression | 2 | 2.4 | H2O/ethanol/hexane/decane/DMF/dodecane permeation | [75] |
| Solvent casting | - | - | - | Proton & election conductivity | [93] |
| Vacuum | - | 2 | 0.67-1.1 | Gas permeation/selectivity | [78] |
| CVD | - | 0.11 | N.D. | KCl diffusion, Gas permeation/selectivity | [71] |
| Drop-coating/vacuum | - | 4.14 | N.D. | H2O permeation, Rejection of PEG2000 | [79] |
| - | - | 0.35 | 20 | N2 permeation, Rejection of AuNP, DB71, K4FeCN6 | [74] |
| Vacuum | - | 10 | 6.8 | H2O permeation, Rejection of PEO, Biofouling characteristic | [17] |
| Spin-coating with alcohol | - | - | 3 | Proton & election conductivity | [77] |
| - | Mechanical compression | 1 | (Outer-wall) 8.1–83 | H2O permeation, Biofouling characteristic, Effect of densification | [80] |
| - | Mechanical compression | (Wall) 167 | |||
| Vacuum | - | (Open End) 8.1 | |||
| Vacuum | Ethanol evaporation + Mechanical press | 30 | 300 | H2O permeation, Biofouling characteristic | [18] |
| ALD | - | Osmotic | 3.5 | H2O, NaCl permeation | [72] |
| - | Ethanol evaporation | 0.05 | N.D. | Calcein permeation | [94] |
| Membrane | Filling Material | Operational Pressure [bar] | Salt Rejection Efficiency [%] | Reference |
|---|---|---|---|---|
| VA-CNT | Polydimethylsiloxane | 2 | 96.5 | [98] |
| Graphene oxide coated VA-CNT | Epoxy | 15.5 | 44.9 ± 7.6 | [97] |
| 0.01M Polyallylamine Hydrochloride + Graphene oxide coated VA-CNT | Epoxy | 15.5 | 42.3 ± 6.1 | |
| Polyamide coated VA-CNT | Epoxy | 15.5 | 64.8 ± 4.2 | |
| Polyamide/outer-wall VA-CNT | Epoxy | 15.5 | 98.3 | [128] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.H.; Kim, H.-S.; Yun, E.-T.; Ham, S.-Y.; Park, J.-H.; Ahn, C.H.; Lee, S.H.; Park, H.-D. Vertically Aligned Carbon Nanotube Membranes: Water Purification and Beyond. Membranes 2020, 10, 273. https://doi.org/10.3390/membranes10100273
Lee JH, Kim H-S, Yun E-T, Ham S-Y, Park J-H, Ahn CH, Lee SH, Park H-D. Vertically Aligned Carbon Nanotube Membranes: Water Purification and Beyond. Membranes. 2020; 10(10):273. https://doi.org/10.3390/membranes10100273
Chicago/Turabian StyleLee, Jeong Hoon, Han-Shin Kim, Eun-Tae Yun, So-Young Ham, Jeong-Hoon Park, Chang Hoon Ahn, Sang Hyup Lee, and Hee-Deung Park. 2020. "Vertically Aligned Carbon Nanotube Membranes: Water Purification and Beyond" Membranes 10, no. 10: 273. https://doi.org/10.3390/membranes10100273