An Experimental Study on the Reduction Behavior of Dust Generated from Electric Arc Furnace


Abstract
:Featured Application
Abstract
1. Introduction
2. Experimental
3. Results
3.1. Reduction and Evaporation Rates of Zinc
3.2. Metallization Ratio of Iron
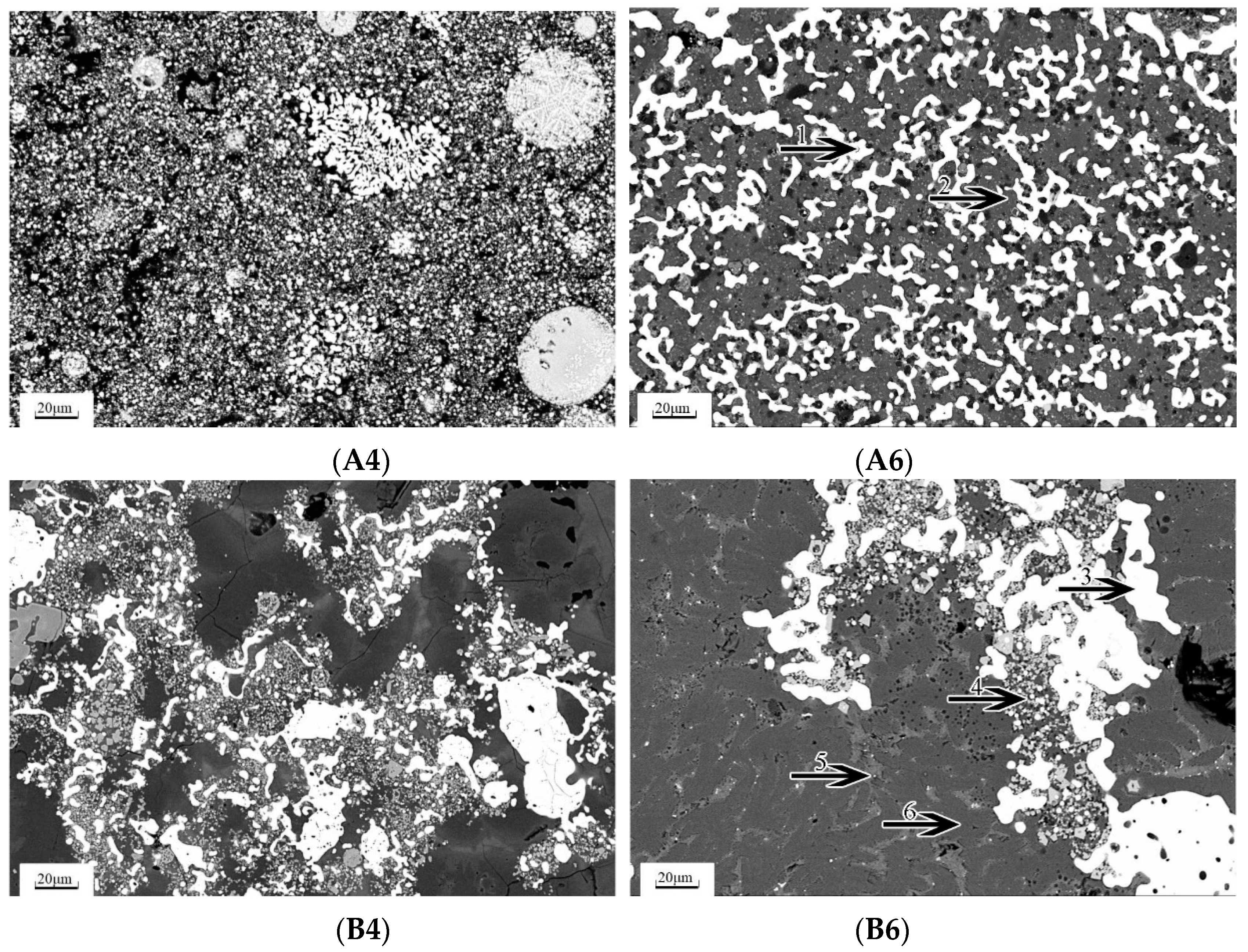
3.3. Occurrence State of Zinc
4. Discussion
4.1. Characteristics of Reduction Processes with Carbon
4.2. Characteristics of Silicon Reduction
5. Conclusions
- (1)
- When carbon is used as the reducing agent, the evaporation of zinc mainly occurs in the temperature range of 900–1100 °C. For the ferrosilicon reduction, the evaporation rate of zinc increased from 700 to 1200 °C and is only 90.47% at 1200 °C. The residual zinc in the samples mainly exist in the form of a spinel solution at 1200 °C.
- (2)
- The beginning temperature of the metallization of the iron is 900 °C, and the percentage of the metallization is 78.67% at 1200 °C for carbon reduction. When ferrosilicon is used as the reducing agent, the variation of metallic iron content in the sample is complicated with the temperature rising due to the reaction between zinc oxide and metallic iron at a high temperature.
- (3)
- The microstructure of the samples changed with an increase in temperature. When the carbon is the reducing agent, the relatively independent state among the particles is still preserved in the sample at 1100 °C, which provides a good condition for the diffusion of CO and zinc (g). The sinter of the samples starts locally at a relatively low temperature, and the diffusion of Zn (g) is hindered during the ferrosilicon-reduction process.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Machado, J.G.; Brehm, F.A.; Moraes, C.A.; Santos, C.A.; Vilela, A.C.; Cunha, J.B. Chemical, physical, structural and morphological characterization of the electric arc furnace dust. J. Hazard. Mater. 2006, 136, 953–960. [Google Scholar] [CrossRef] [PubMed]
- Silva, M.C.D.; Bernardes, A.M.; Bergmann, C.P.; Tenrio, J.A.S.; Espinosa, D.C.R. Characterisation of electric arc furnace dust generated during plain carbon steel production. Ironmak. Steelmak. 2008, 35, 315–320. [Google Scholar] [CrossRef]
- Tsilika, I.; Komninou, P. Structural characterization of Na2O-CaO-SiO2 glass ceramics reinforced with electric arc furnace dust. J. Eur. Ceram. Soc. 2007, 27, 2423–2431. [Google Scholar] [CrossRef]
- Li, H.X.; Wang, Y.; Cang, D.Q. Zinc leaching from electric arc furnace dust in alkaline medium. J. Cent. South Univ. Technol. 2010, 17, 967–971. [Google Scholar] [CrossRef]
- Orhan, G. Leaching and cementation of heavy metals from electric arc furnace dust in alkaline medium. Hydrometallurgy 2005, 78, 236–245. [Google Scholar] [CrossRef]
- Miki, T.; Chairaksa-Fujimoto, R.; Maruyama, K.; Nagasaka, T. Hydrometallurgical extraction of zinc from CaO treated EAF dust in ammonium chloride solution. J. Hazard. Mater. 2016, 302, 90–96. [Google Scholar] [CrossRef] [PubMed]
- Stegemann, J.A.; Roy, A.; Caldwell, R.J.; Schilling, P.J.; Tittsworth, R. Understanding environmental leachability of electric arc furnace dust. J. Environ. Eng. ASCE 2000, 126, 112–120. [Google Scholar] [CrossRef]
- Lopez, F.A.; Gonzalez, P.; Sainz, E.; Balcazar, N. Electric arc furnace flue dust: Characterization and toxicity with photobacterium phosphoreum. Int. J. Environ. Pollut. 1993, 3, 269–283. [Google Scholar]
- Zeng, Q.; Li, J.; Mou, Q.; Zhu, H.; Xue, Z. Effect of FeO on spinel crystallization and chromium stability in stainless steel-making slag. JOM 2019, 71, 2331–2337. [Google Scholar] [CrossRef]
- Li, J.; Mou, Q.; Zeng, Q.; Yu, Y. Experimental Study on Precipitation Behavior of Spinels in Stainless Steel-Making Slag under Heating Treatment. Processes 2019, 7, 487. [Google Scholar] [CrossRef]
- Lin, X.; Peng, Z.; Yan, J.; Li, Z.; Hwang, J.Y.; Zhang, Y.; Li, G.; Jiang, T. Pyrometallurgical recycling of electric arc furnace dust. J. Clean. Prod. 2017, 149, 1079–1100. [Google Scholar] [CrossRef]
- Antrekowitsch, J.; Rösler, G.; Steinacker, S. State of the Art in Steel Mill Dust Recycling. Chem. Ing. Tech. 2015, 87, 1498–1503. [Google Scholar] [CrossRef]
- Suetens, T.; Klaasen, B.; Van Acker, K.; Blanpain, B. Comparison of electric arc furnace dust treatment technologies using exergy efficiency. J. Clean. Prod. 2014, 65, 152–167. [Google Scholar] [CrossRef]
- Zhang, J.L.; Li, Y.; Yuan, X.; Liu, Z.J. Present situation and prospect of dust treatment in Chinese iron and steel enterprises. Iron Steel 2018, 53, 6–15. (In Chinese) [Google Scholar]
- Xu, A.; Yang, Q.; Li, J.; Gustafsson, B.; Wang, F.; Bjorkman, B. Recycling of EAF Dust by Smelting in the Electric Arc Furnace and Its Influences on the EAF Operation and Dust Generation. J. Iron Steel Res. Int. 2010, 17, 132–141. [Google Scholar]
- Zhang, H.; Li, J.; Xu, A.; Yang, Q.; He, D. Carbothermic Reduction of Zinc and Iron Oxides in Electric Arc Furnace Dust. J. Iron Steel Res. Int. 2014, 21, 427–432. [Google Scholar] [CrossRef]
- Pickles, C.A. Thermodynamic analysis of the selective reduction of electric arc furnace dust by carbon monoxide. High Temp. Mater. Process. 2007, 26, 79–91. [Google Scholar] [CrossRef]
- Al-Harahsheh, M. Thermodynamic analysis on the thermal treatment of electric arc furnace dust-PVC blends. Arab. J. Sci. Eng. 2018, 43, 5757–5769. [Google Scholar] [CrossRef]
- Donald, J.R.; Pickles, C.A. Reduction of electric arc furnace dust with solid iron powder. Can. Metall. Q. 1996, 35, 255–267. [Google Scholar] [CrossRef]
- Pickles, C.A. Thermodynamic analysis of the separation of zinc and lead from electric arc furnace dust by selective reduction with metallic iron. Sep. Purif. Technol. 2008, 59, 115–128. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | CaO | MgO | SiO2 | Al2O3 | Cr2O3 | Fe2O3 | ZnO | MnO | KCl | CaF2 |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 6.80 | 5.83 | 5.67 | 0.35 | 5.02 | 40.30 | 26.79 | 2.27 | 0.88 | 1.6 |
| Category | 700 °C | 800 °C | 900 °C | 1000 °C | 1100 °C | 1200 °C |
|---|---|---|---|---|---|---|
| A | A1 | A2 | A3 | A4 | A5 | A6 |
| B | B1 | B2 | B3 | B4 | B5 | B6 |
| Sample | CaO | SiO2 | MgO | Al2O3 | Cr2O3 | Fe2+ | MFe | Zn |
|---|---|---|---|---|---|---|---|---|
| A1 | 6.76 | 5.05 | 5.23 | 0.34 | 4.53 | — | 0.15 | 21.10 |
| A2 | 6.80 | 5.40 | 5.37 | 0.34 | 4.61 | 6.75 | 0.65 | 19.10 |
| A3 | 7.10 | 5.37 | 5.31 | 0.32 | 4.59 | 15.80 | 0.93 | 18.90 |
| A4 | 8.10 | 6.91 | 7.12 | 0.43 | 6.60 | 11.20 | 23.10 | 14.10 |
| A5 | 10.10 | 9.22 | 10.10 | 0.61 | 7.25 | 11.20 | 35.10 | 0.31 |
| A6 | 9.90 | 9.10 | 9.99 | 0.59 | 7.37 | 9.10 | 37.00 | 0.07 |
| B1 | 6.20 | 29.30 | 4.85 | 0.62 | 4.13 | 16.90 | 5.60 | 17.60 |
| B2 | 6.50 | 30.10 | 5.18 | 0.64 | 4.49 | 14.20 | 16.20 | 12.00 |
| B3 | 6.90 | 32.80 | 5.40 | 0.70 | 5.26 | 15.60 | 15.50 | 10.60 |
| B4 | 6.90 | 33.70 | 5.41 | 0.72 | 4.63 | 20.30 | 13.80 | 8.75 |
| B5 | 6.90 | 34.70 | 5.67 | 0.74 | 4.81 | 14.10 | 19.00 | 6.10 |
| B6 | 7.20 | 35.60 | 5.96 | 0.98 | 4.96 | 16.80 | 24.20 | 2.05 |
| Phase | Ca | Si | Mg | Al | Cr | Fe | Zn | O |
|---|---|---|---|---|---|---|---|---|
| 1 | — | — | — | — | 2.62 | 95.23 | — | — |
| 2 | 36.93 | 18.39 | 7.25 | — | — | — | — | 36.26 |
| 3 | — | — | — | — | 0.35 | 98.48 | — | — |
| 4 | 8.09 | 3.84 | 5.91 | 1.94 | 31.50 | 8.59 | 4.67 | 31.14 |
| 5 | 5.88 | 40.31 | 2.28 | 1.72 | 0.78 | 2.42 | — | 43.58 |
| 6 | 14.74 | 29.40 | 11.09 | 1.61 | 1.25 | 1.94 | 0.33 | 37.20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Li, J.; Zeng, Q.; Mou, Q. An Experimental Study on the Reduction Behavior of Dust Generated from Electric Arc Furnace. Appl. Sci. 2019, 9, 3604. https://doi.org/10.3390/app9173604
Zhang M, Li J, Zeng Q, Mou Q. An Experimental Study on the Reduction Behavior of Dust Generated from Electric Arc Furnace. Applied Sciences. 2019; 9(17):3604. https://doi.org/10.3390/app9173604
Chicago/Turabian StyleZhang, Mengxu, Jianli Li, Qiang Zeng, and Qiqiang Mou. 2019. "An Experimental Study on the Reduction Behavior of Dust Generated from Electric Arc Furnace" Applied Sciences 9, no. 17: 3604. https://doi.org/10.3390/app9173604