Cellulose Nanofibril (CNF) Films and Xylan from Hot Water Extracted Birch Kraft Pulps

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Pulp Material and Hot Water Extractions
2.2. Chemical and Molecular Analyses of Pulps and Hydrolysates
2.3. TEMPO Oxidation and Fibrillation of Pulps
2.4. Preparation of CNF Films
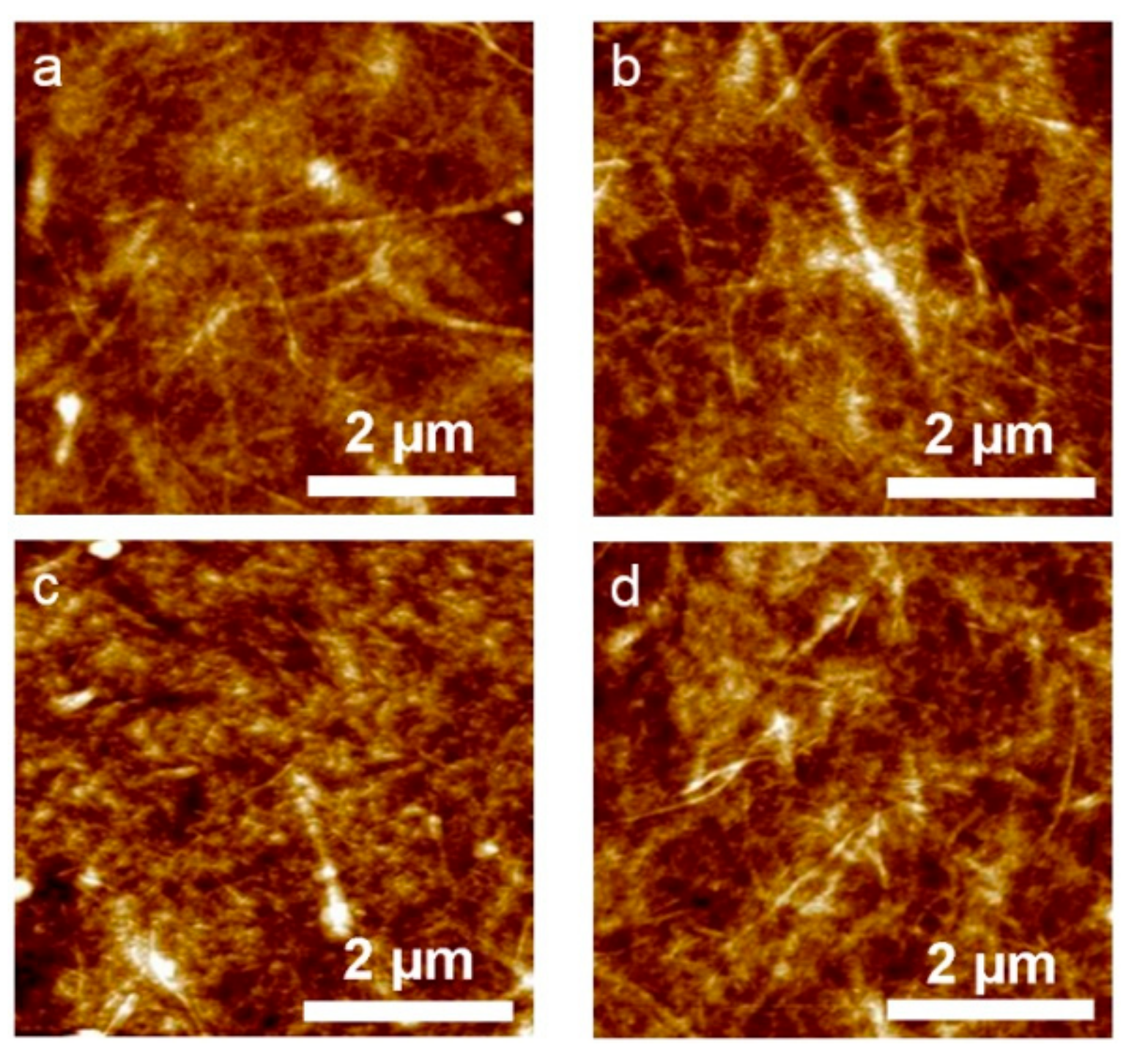
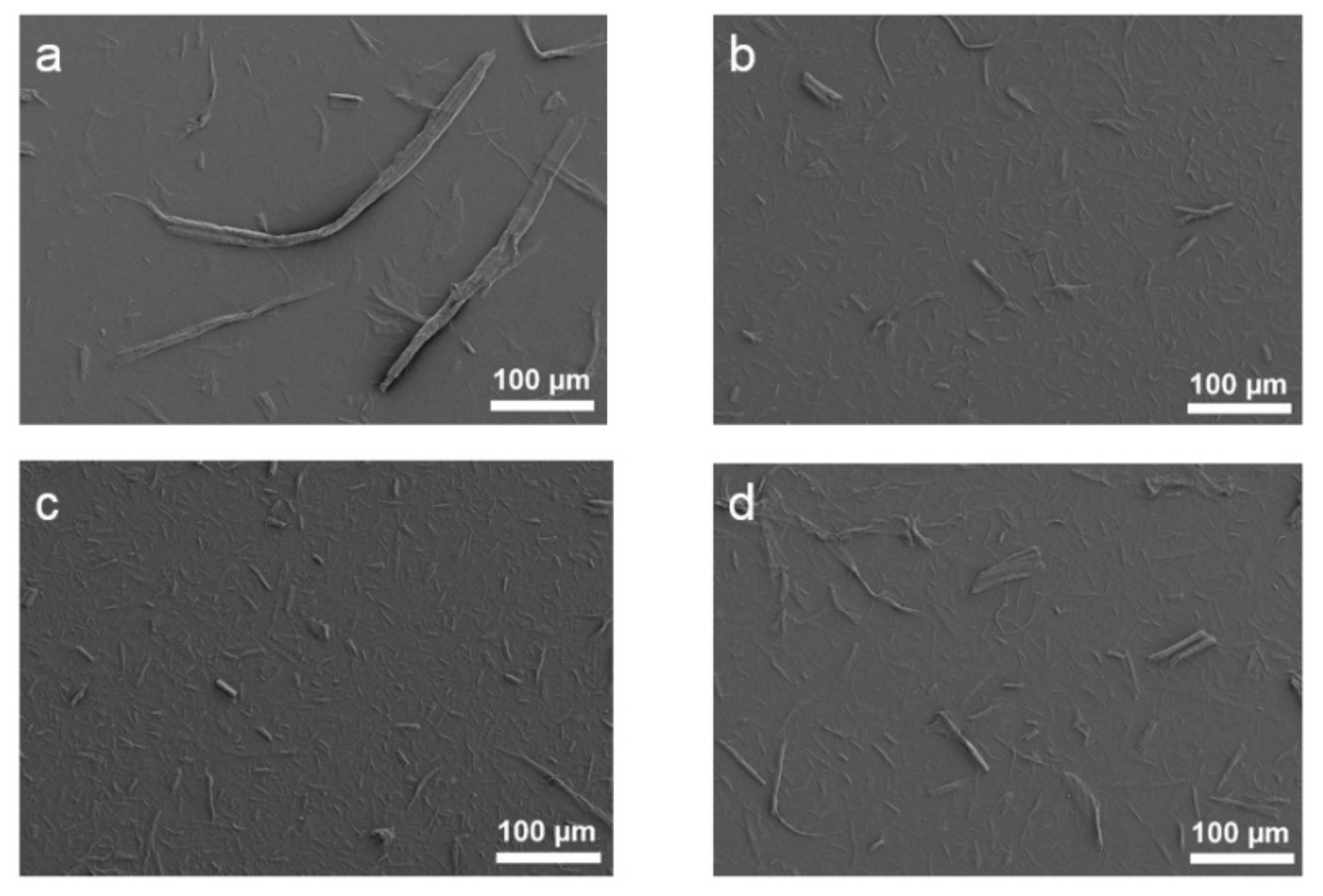
2.5. Microscopic Imaging of CNF by SEM and AFM
2.6. Mechanical Properties of CNF films
2.7. Hygroscopic Properties of CNF Films
2.8. Water Vapour and Oxygen Transmission of CNF Films
3. Results and Discussion
3.1. Hot Water Extraction of Pulps
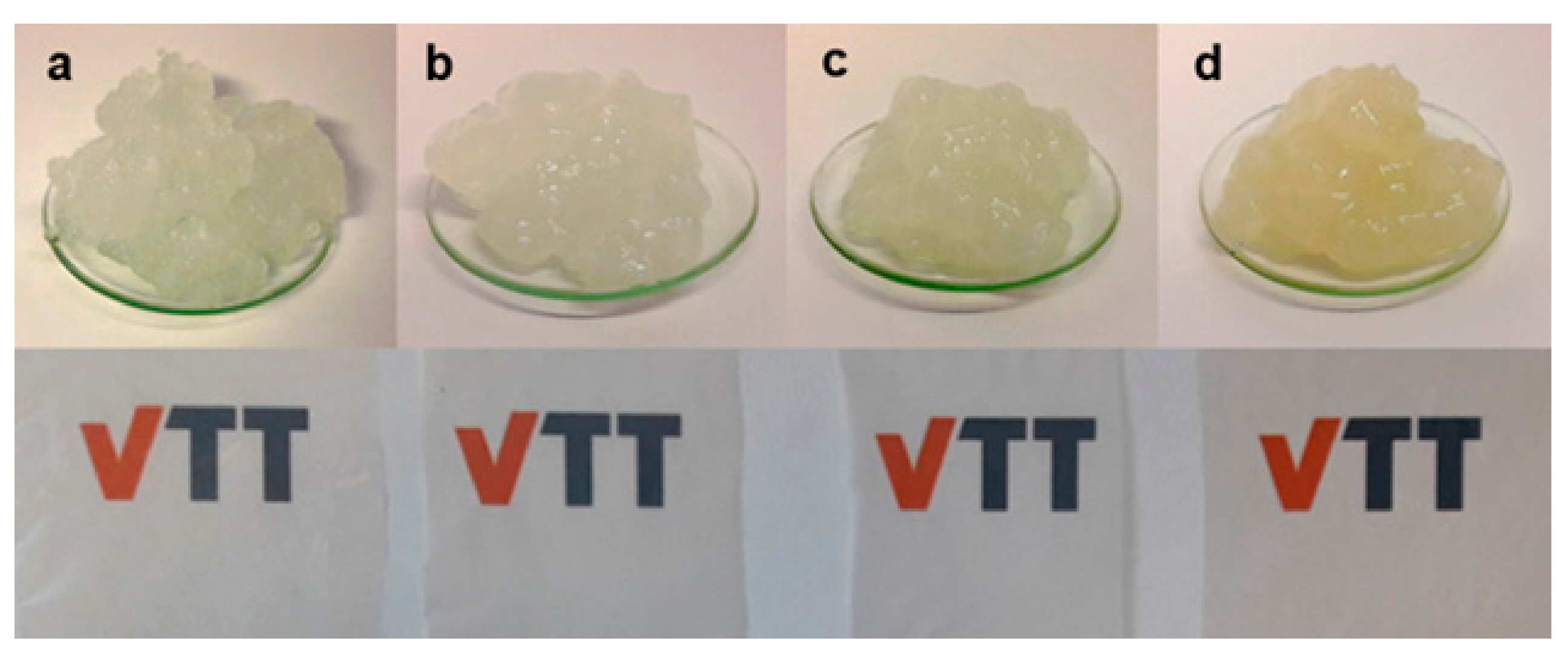
3.2. Preparation and Quality of CNF
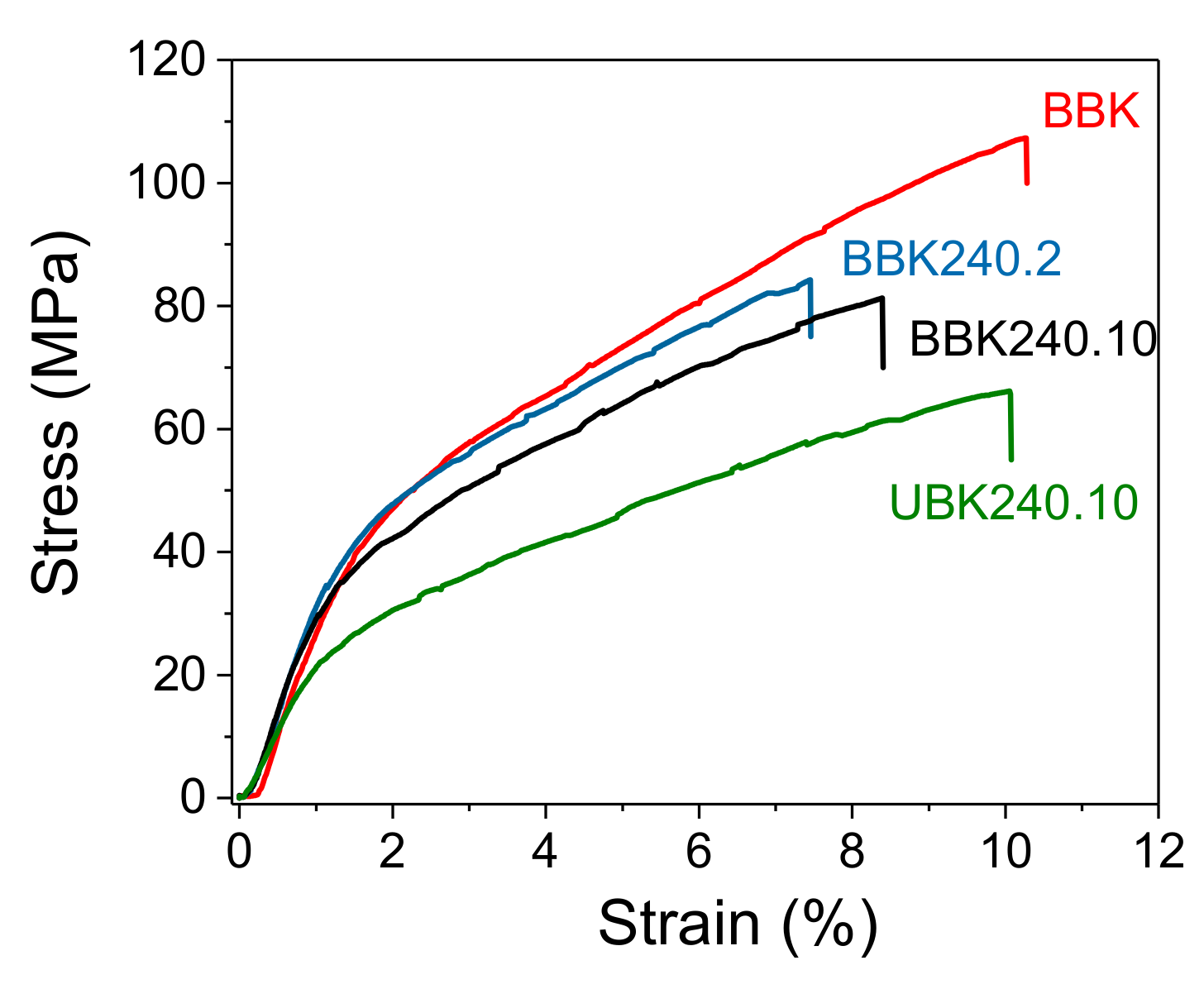
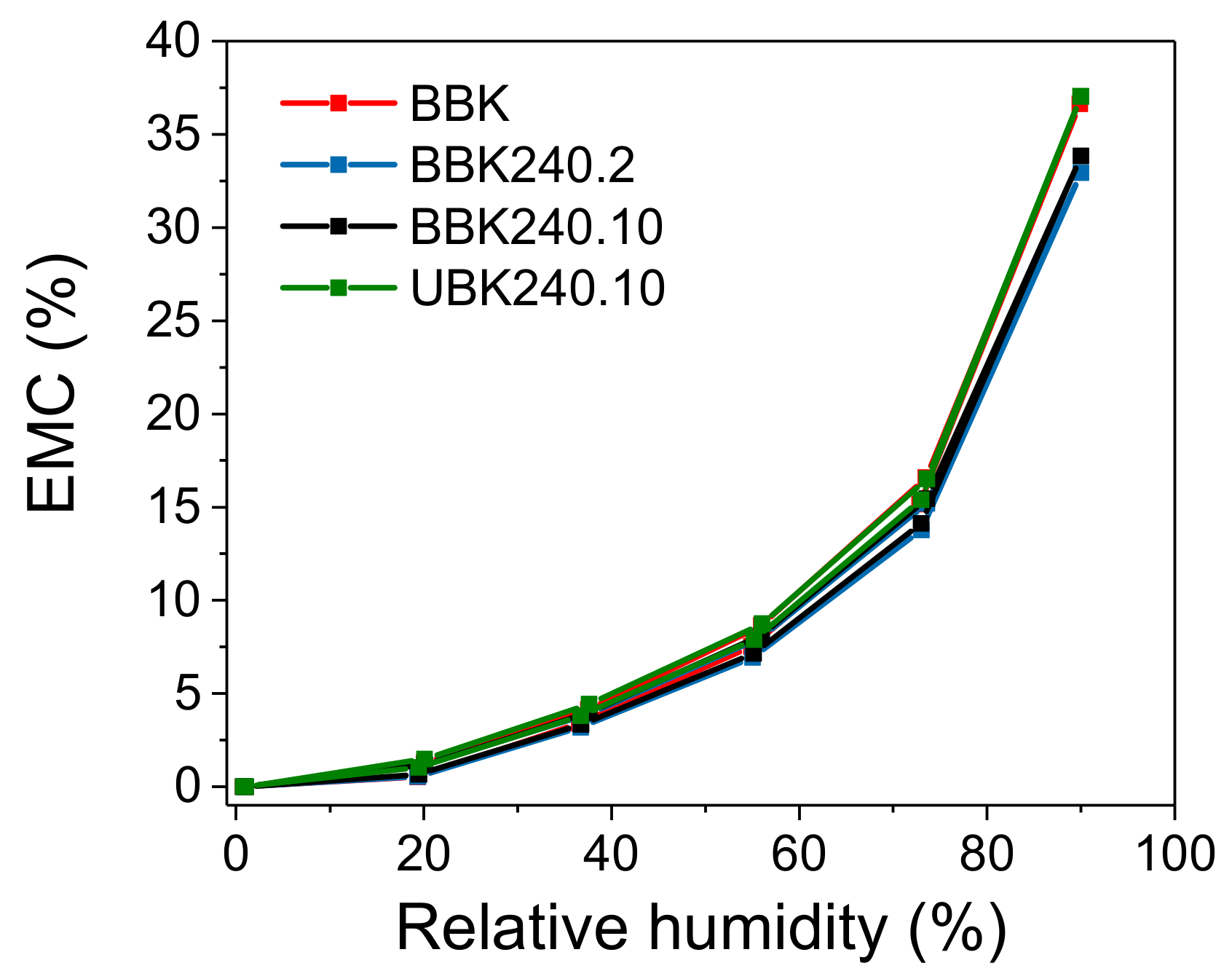
3.3. Properties of the CNF Films
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Iguchi, M.; Yamanaka, S.; Budhiono, A. Bacterial cellulose—A masterpiece of nature’s arts. J. Mater. Sci. 2000, 35, 261–270. [Google Scholar] [CrossRef]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef] [PubMed]
- De France, K.J.; Hoare, T.; Cranston, E.D. Review of Hydrogels and Aerogels Containing Nanocellulose. Chem. Mater. 2017, 29, 4609–4631. [Google Scholar] [CrossRef]
- Gomez, C.H.; Serpa, A.; Velásquez-Cock, J.; Gañán, P.; Castro, C.; Vélez, L.; Zuluaga, R.; Velasquez, J. Vegetable nanocellulose in food science: A review. Food Hydrocoll. 2016, 57, 178–186. [Google Scholar] [CrossRef]
- Dufresne, A. Nanocellulose: A new ageless bionanomaterial. Mater. Today 2013, 16, 220–227. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; Da Silva, M.A.; Dos Santos, L.O.; Beppu, M.M. Natural-based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Zimmermann, T.; Bordeanu, N.; Strub, E. Properties of nanofibrillated cellulose from different raw materials and its reinforcement potential. Carbohydr. Polym. 2010, 79, 1086–1093. [Google Scholar] [CrossRef]
- Missoum, K.; Belgacem, M.N.; Bras, J. Nanofibrillated Cellulose Surface Modification: A Review. Materials 2013, 6, 1745–1766. [Google Scholar] [CrossRef] [Green Version]
- Spence, K.L.; Venditti, R.A.; Rojas, O.J.; Habibi, Y.; Pawlak, J.J. A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 2011, 18, 1097–1111. [Google Scholar] [CrossRef]
- Pääkko, M.; Ankerfors, M.; Kosonen, H.; Nykänen, A.; Ahola, S.; Österberg, M.; Ruokolainen, J.; Laine, J.; Larsson, P.T.; Ikkala, O.; et al. Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 2007, 8, 1934–1941. [Google Scholar] [CrossRef] [PubMed]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Isogai, A.; Saito, T.; Fukuzumi, H. TEMPO-oxidized cellulose nanofibers. Nanoscale 2011, 3, 71–85. [Google Scholar] [CrossRef] [PubMed]
- Iwamoto, S.; Abe, K.; Yano, H. The effect of hemicelluloses on wood pulp nanofibrillation and nanofiber network characteristics. Biomacromolecules 2008, 9, 1022–1026. [Google Scholar] [CrossRef] [PubMed]
- Chaker, A.; Alila, S.; Mutjé, P.; Vilar, M.R.; Boufi, S. Key role of the hemicellulose content and the cell morphology on the nanofibrillation effectiveness of cellulose pulps. Cellulose 2013, 20, 2863–2875. [Google Scholar] [CrossRef]
- Meng, Q.; Fu, S.; Lucia, L.A. The role of heteropolysaccharides in developing oxidized cellulose nanofibrils. Carbohydr. Polym. 2016, 144, 187–195. [Google Scholar] [CrossRef] [PubMed]
- Meng, Q.; Li, H.; Fu, S.; Lucia, L.A. The non-trivial role of native xylans on the preparation of TEMPO-oxidized cellulose nanofibrils. React. Funct. Polym. 2014, 85, 142–150. [Google Scholar] [CrossRef]
- Tenhunen, T.M.; Peresin, M.S.; Penttilä, P.A.; Pere, J.; Serimaa, R.; Tammelin, T. Significance of xylan on the stability and water interactions of cellulosic nanofibrils. React. Funct. Polym. 2014, 85, 157–166. [Google Scholar] [CrossRef]
- Rojo, E.; Peresin, M.S.; Sampson, W.W.; Hoeger, I.C.; Vartiainen, J.; Laine, J.; Rojas, O.J. Comprehensive elucidation of the effect of residual lignin on the physical, barrier, mechanical and surface properties of nanocellulose films. Green Chem. 2015, 17, 1853–1866. [Google Scholar] [CrossRef] [Green Version]
- Ferrer, A.; Quintana, E.; Filpponen, I.; Solala, I.; Vidal, T.; Rodríguez, A.; Laine, J.; Rojas, O.J. Effect of residual lignin and heteropolysaccharides in nanofibrillar cellulose and nanopaper from wood fibers. Cellulose 2012, 19, 2179–2193. [Google Scholar] [CrossRef]
- Pääkkönen, T.; Dimic-Misic, K.; Orelma, H.; Pönni, R.; Vuorinen, T.; Maloney, T. Effect of xylan in hardwood pulp on the reaction rate of TEMPO-mediated oxidation and the rheology of the final nanofibrillated cellulose gel. Cellulose 2016, 23, 277–293. [Google Scholar] [CrossRef]
- Arola, S.; Malho, J.M.; Laaksonen, P.; Lille, M.; Linder, M.B. The role of hemicellulose in nanofibrillated cellulose networks. Soft Matter 2013, 9, 1319–1326. [Google Scholar] [CrossRef]
- Deutschmann, R.; Dekker, R.F.H. From plant biomass to bio-based chemicals: Latest developments in xylan research. Biotechnol. Adv. 2012, 30, 1627–1640. [Google Scholar] [CrossRef] [PubMed]
- Willför, S.; Sundberg, K.; Tenkanen, M.; Holmbom, B. Spruce-derived mannans–A potential raw material for hydrocolloids and novel advanced natural materials. Carbohydr. Polym. 2008, 72, 197–210. [Google Scholar] [CrossRef]
- Laine, C.; Kemppainen, K.; Kuutti, L.; Varhimo, A.; Asikainen, S.; Grönroos, A.; Määttänen, M.; Buchert, J.; Harlin, A. Extraction of xylan from wood pulp and brewer’s spent grain. Ind. Crop. Prod. 2015, 70, 231–237. [Google Scholar] [CrossRef]
- Hakala, T.K.; Liitiä, T.; Suurnäkki, A. Enzyme-aided alkaline extraction of oligosaccharides and polymeric xylan from hardwood kraft pulp. Carbohydr. Polym. 2013, 93, 102–108. [Google Scholar] [CrossRef]
- Roselli, A.; Asikainen, S.; Stepan, A.; Monshizadeh, A.; Von Weymarn, N.; Kovasin, K.; Wang, Y.; Xiong, H.; Turunen, O.; Hummel, M.; et al. Comparison of pulp species in IONCELL-P: Selective hemicellulose extraction method with ionic liquids. Holzforschung 2016, 70, 291–296. [Google Scholar] [CrossRef]
- Borrega, M.; Sixta, H. Purification of cellulosic pulp by hot water extraction. Cellulose 2013, 20, 2803–2812. [Google Scholar] [CrossRef] [Green Version]
- Borrega, M.; Concha-Carrasco, S.; Pranovich, A.; Sixta, H. Hot water treatment of hardwood kraft pulp produces high-purity cellulose and polymeric xylan. Cellulose 2017, 24, 5133–5145. [Google Scholar] [CrossRef] [Green Version]
- Janson, J. Calculation of the polysaccharide composition of wood and pulp. Pap. Puu 1970, 52, 323–329. [Google Scholar]
- Sasaki, M.; Fang, Z.; Fukushima, Y.; Adschiri, T.; Arai, K. Dissolution and hydrolysis of cellulose in subcritical and supercritical water. Ind. Eng. Chem. Res. 2000, 39, 2883–2890. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, L.; Liu, D. Biomass recalcitrance. Part I: The chemical compositions and physical structures affecting the enzymatic hydrolysis of lignocellulose. Biofuels Bioprod. Biorefining 2012, 6, 465–482. [Google Scholar] [CrossRef]
- Danon, B.; Marcotullio, G.; de Jong, W. Mechanistic and kinetic aspects of pentose dehydration towards furfural in aqueous media employing homogeneous catalysis. Green Chem. 2014, 16, 39–54. [Google Scholar] [CrossRef]
- Mittal, A.; Chatterjee, S.G.; Scott, G.M.; Amidon, T.E. Modeling xylan solubilization during autohydrolysis of sugar maple and aspen wood chips: Reaction kinetics and mass transfer. Chem. Eng. Sci. 2009, 64, 3031–3041. [Google Scholar] [CrossRef]
- Borrega, M.; Larsson, P.T.; Ahvenainen, P.; Ceccherini, S.; Maloney, T.; Rautkari, L.; Sixta, H. Birch wood pre-hydrolysis vs. pulp post-hydrolysis for the production of xylan-based compounds and cellulose for viscose application. Carbohydr. Polym. 2018, 190, 212–221. [Google Scholar] [CrossRef] [PubMed]
- Gordobil, O.; Egüés, I.; Urruzola, I.; Labidi, J. Xylan-cellulose films: Improvement of hydrophobicity, thermal and mechanical properties. Carbohydr. Polym. 2014, 112, 56–62. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.W.; Ren, J.L.; Zhong, L.X.; Sun, R.C. Nanocomposite films based on xylan-rich hemicelluloses and cellulose nanofibers with enhanced mechanical properties. Biomacromolecules 2011, 12, 3321–3329. [Google Scholar] [CrossRef]
- Rosa-Sibakov, N.; Hakala, T.K.; Sözer, N.; Nordlund, E.; Poutanen, K.; Aura, A.M. Birch pulp xylan works as a food hydrocolloid in acid milk gels and is fermented slowly in vitro. Carbohydr. Polym. 2016, 154, 305–312. [Google Scholar] [CrossRef] [PubMed]
- Hänninen, T.; Orelma, H.; Laine, J. TEMPO oxidized cellulose thin films analysed by QCM-D and AFM. Cellulose 2015, 22, 165–171. [Google Scholar] [CrossRef]
- Tammelin, T.; Hippi, U.; Salminen, A. Method for the Preparation of Nanofibrillated Cellulose (NFC) Films on Supports. WO Patent WO 2013/060934 A3, 2013. [Google Scholar]
- Lindström, T. Aspects on nanofibrillated cellulose (NFC) processing, rheology and NFC-film properties. Curr. Opin. Colloid In. 2017, 29, 68–75. [Google Scholar] [CrossRef]
- Saito, T.; Kumamoto, Y.; Fukuzumi, H.; Iwata, T.; Isogai, A. Transparent and highgGas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 2008, 10, 162–165. [Google Scholar] [CrossRef]
- Zhong, Y.; Janes, D.; Zheng, Y.; Hetzer, M.; De Kee, D. Mechanical and oxygen barrier properties of organoclay-polyethylene nanocomposite films. Polym. Eng. Sci. 2007, 47, 1101–1107. [Google Scholar] [CrossRef]
- Vartiainen, J.; Pelto, J.; Kaljunen, T.; Kenttä, E. Hydrophobization of cellophane and cellulose nanofibrils films by supercritical state carbon dioxide impregnation with walnut oil. Nord. Pulp. Pap. Res. J. 2016, 31, 541–547. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BBK | BBK240.2 | BBK240.10 | UBK | UBK240.10 | |
|---|---|---|---|---|---|
| Temperature, °C | - | 240 | 240 | - | 240 |
| Extraction time, min | - | 2 | 10 | - | 10 |
| Pulp yield, % | - | 86.7 | 74.9 | - | 73.2 |
| Cellulose content, % | 70.5 | 83.5 | 92.0 | 70.9 | 88.4 |
| Xylan content, % | 29.1 | 15.9 | 7.5 | 25.7 | 8.2 |
| Glucomannan content, % | 0.5 | 0.6 | 0.5 | 0.2 | 0.3 |
| Lignin content, % | - | - | - | 3.1 | 3.2 |
| Anionic charge, mmol/g | 0.05 | 0.01 | <0.01 | nd | 0.01 |
| Intrinsic viscosity, mL/g | 738 | 363 | 165 | 1288 | 424 |
| Molar mass (Mw), kDa | nd | 307 | 125 | nd | 380 |
| Polydispersity index | nd | 8.5 | 5.4 | nd | 7.8 |
| BBK240.2 | BBK240.10 | UBK240.10 | |
|---|---|---|---|
| Temperature, °C | 240 | 240 | 240 |
| Time, min | 2 | 10 | 10 |
| Xylose, % on dry pulp | 9.5 | 15.1 | 17.4 |
| Other sugars, % on dry pulp | 0.2 | 0.4 | 0.2 |
| Mw, kDa | 2.0 | 1.8 | 10.0 |
| Polydispersity index | 1.6 | 1.4 | 3.7 |
| BBK | BBK240.2 | BBK240.10 | UBK240.10 | |
|---|---|---|---|---|
| Anionic charge, mmol/g | 0.7 | 0.5 | 0.8 | 0.7 |
| Intrinsic viscosity, mL/g | 176 | 139 | 85 | 122 |
| BBK | BBK240.2 | BBK240.10 | UBK240.10 | |
|---|---|---|---|---|
| Thickness, µm | 31 ± 1 | 24 ± 1 | 21 ± 0 | 24 ± 0 |
| Tensile strength, MPa | 111 ± 9 | 87 ± 16 | 79 ± 8 | 68 ± 3 |
| Young’s modulus, GPa | 4 ± 0 | 4 ± 1 | 4 ± 0 | 3 ± 0 |
| Ductility, % | 11 ± 2 | 8 ± 2 | 9 ± 1 | 12 ± 1 |
| Oxygen permeability 1, cc × µm/m2 × day × kPa | 72 ± 1 | 66 ± 1 | 67 ± 2 | 87 ± 3 |
| Water vapour permeability 2, kg × µm/m2 × day × kPa | 15 ± 0 | 13 ± 1 | 11 ± 0 | 13 ± 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borrega, M.; Orelma, H. Cellulose Nanofibril (CNF) Films and Xylan from Hot Water Extracted Birch Kraft Pulps. Appl. Sci. 2019, 9, 3436. https://doi.org/10.3390/app9163436
Borrega M, Orelma H. Cellulose Nanofibril (CNF) Films and Xylan from Hot Water Extracted Birch Kraft Pulps. Applied Sciences. 2019; 9(16):3436. https://doi.org/10.3390/app9163436
Chicago/Turabian StyleBorrega, Marc, and Hannes Orelma. 2019. "Cellulose Nanofibril (CNF) Films and Xylan from Hot Water Extracted Birch Kraft Pulps" Applied Sciences 9, no. 16: 3436. https://doi.org/10.3390/app9163436