Effect of Trace Yttrium Addition and Heat Treatment on the Microstructure and Mechanical Properties of As-Cast ADC12 Aluminum Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results
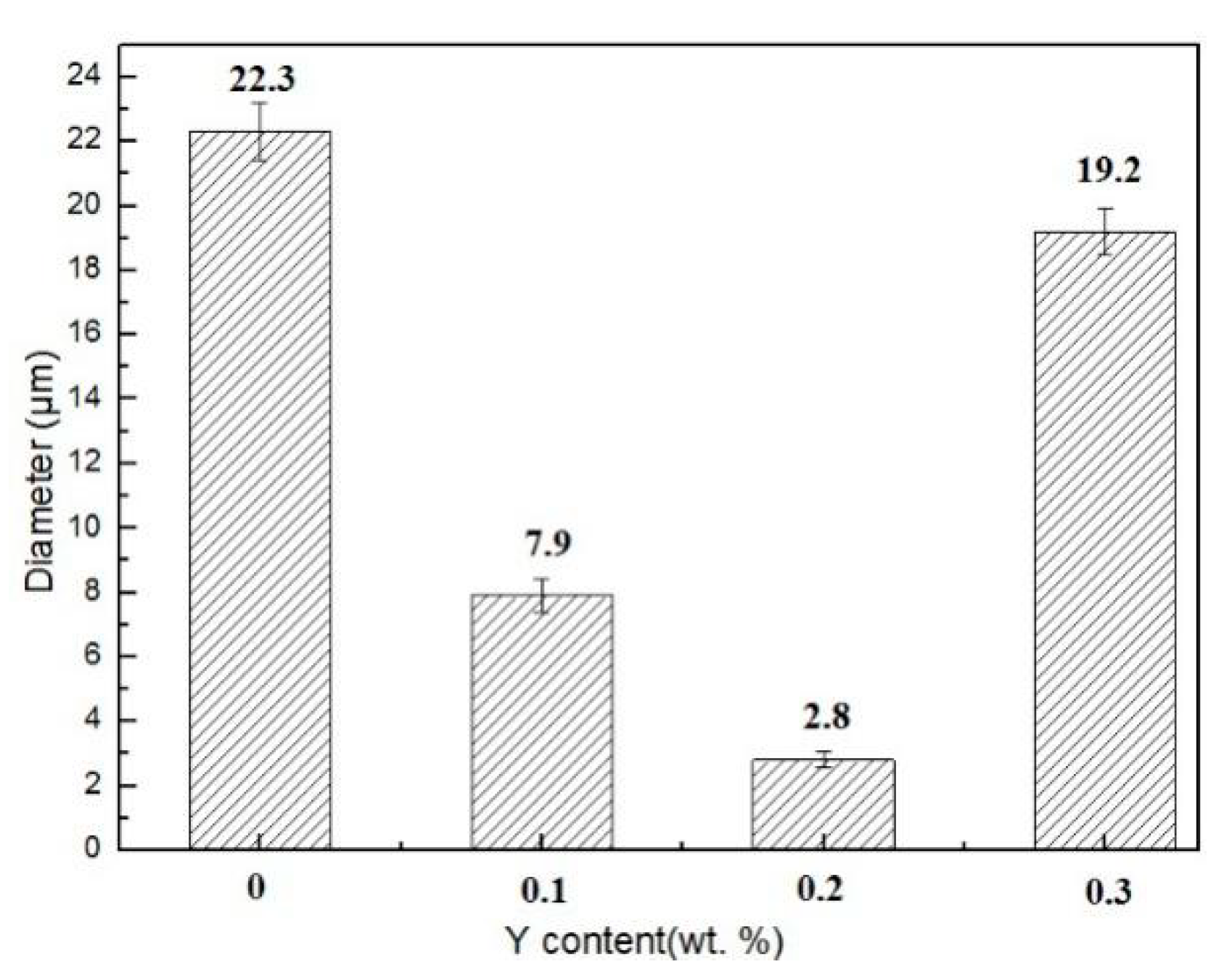
3.1. Effects of Y Addition on the α-Al Phases
3.2. Effects of Y Addition on the Si and Fe-Rich Phases
3.3. Effects of Solid Solution on Microstructures
3.4. Mechanical Properties
3.5. Fracture Characteristics
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Okayasu, M.; Ota, K.; Takeuchi, S.; Ohfuji, H.; Shiraishi, T. Influence of microstructural characteristics on mechanical properties of ADC12 aluminum alloy. Mater. Sci. Eng. A 2014, 592, 189–200. [Google Scholar] [CrossRef]
- Tang, P.; Li, W.; Wang, K.; Du, J.; Chen, X.; Zhao, Y.; Li, W. Effect of Al-Ti-C master alloy addition on microstructures and mechanical properties of cast eutectic Al-Si-Fe-Cu alloy. Mater. Des. 2014, 115, 147–157. [Google Scholar] [CrossRef]
- Farahany, S.; Ourdjini, A.; Idrsi, M.H.; Shabestari, S.G. Evaluation of the effect of Bi, Sb, Sr and cooling condition on eutectic phases in an Al-Si-Cu alloy (ADC12) by in situ thermal analysis. Thermochim. Acta 2013, 559, 59–68. [Google Scholar] [CrossRef]
- Rao, Y.S.; Yan, H.; Hu, Z. Modification of eutectic silicon and β-Al5FeSi phases in as-cast ADC12 alloys by using samarium addition. J. Rare Earths 2013, 31, 916–922. [Google Scholar] [CrossRef]
- Li, M.; Wang, H.W.; Wei, Z.J.; Zhu, Z.J. The effect of Y on the hot-tearing resistance of Al-5 wt% Cu based alloy. Mater. Des. 2010, 31, 2483–2487. [Google Scholar] [CrossRef]
- Zhang, X.G.; Mei, F.Q.; Zhang, H.Y.; Wang, S.H.; Fang, C.F. Effects of Gd and Y additions on microstructure and properties of Al-Zn-Mg-Cu-Zr alloys. Mater. Sci. Eng. A 2012, 552, 230–235. [Google Scholar] [CrossRef]
- Wan, B.B.; Chen, W.P.; Liu, L.S.; Cao, X.Y.; Zhou, L. Effect of trace yttrium addition on the microstructure and tensile properties of recycled Al-7Si-0.3Mg-1.0Fe casting alloys. Mater. Sci. Eng. A 2016, 666, 165–175. [Google Scholar] [CrossRef]
- Yu, S.R.; Jin, Y.Z.; Xiong, W.; Liu, Y. Study on microstructure and mechanical properties of ZL107 alloy added with yttrium. J. Rare Earths 2013, 31, 198–203. [Google Scholar] [CrossRef]
- Yan, H.; Chen, F.H.; Li, Z.H. Microstructure and mechanical properties of AlSi10Cu3 alloy with (La+Yb) addition processed by heat treatment. J. Rare Earths 2016, 34, 938–944. [Google Scholar] [CrossRef]
- Qiu, H.X.; Yan, H.; Hu, Z. Effect of samarium (Sm) addition on the microstructures and mechanical properties of Al-7Si-0.7Mg alloys. J. Alloys Compd. 2013, 567, 77–81. [Google Scholar] [CrossRef]
- Chen, Y.; Pan, Y.; Lu, T.; Tao, S.W.; Wu, J.L. Effects of combinative addition of lanthanum and boron on grain refinement of Al-Si casting alloys. Mater. Des. 2014, 64, 423–426. [Google Scholar] [CrossRef]
- Song, X.C.; Yan, H.; Zhang, X.J. Microstructure and mechanical properties of Al-7Si-0.7Mg alloy formed with an addition of (Pr+Ce). J. Rare Earths 2017, 35, 412–418. [Google Scholar] [CrossRef]
- Lu, S.Z.; Hellawell, A. The mechanism of silicon modification in aluminu-silicon alloys: Impurity induced twinning. Metall. Trans. A 1987, 18, 1721–1733. [Google Scholar] [CrossRef]
- Liu, X.R.; Zhang, Y.D.; Beausir, B.; Liu, F.; Esling, C. Twin-controlled growth of eutectic Si in unmodified and Sr-modified Al-12.7% Si alloys investigated by SEM/EBSD. Acta Mater. 2015, 97, 338–344. [Google Scholar] [CrossRef]
- Patakham, U.; Kajornchaiyakul, J.; Limmaneevichitr, C. Modification mechanism of eutectic silicon in Al–6Si-0.3Mg alloy with Scandium. J. Alloys Compd. 2013, 575, 273–284. [Google Scholar] [CrossRef]
- Lu, S.Z.; Hellawell, A. Growth mechanisms of silicon in Al-Si alloys. J. Cryst. Growth 1985, 73, 316–328. [Google Scholar] [CrossRef]
- Shamsuzzoha, M.; Hogan, L.M. Crystal morphology of unmodified aluminu-silicon eutectic microstructures. J. Cryst. Growth 1986, 76, 429–439. [Google Scholar] [CrossRef]
- Kang, H.S.; Yoon, W.Y.; Kim, K.H.; Cho, I.S. Effective parameter for the selection of modifying agent for Al-Si alloy. Mat. Sci. Eng. A 2007, 449, 334–337. [Google Scholar] [CrossRef]
- Nogita, K.; Mcdonald, S.D.; Dahle, A.K. Eutectic Modification of Al-Si Alloys with Rare Earth Metals. Mater. Trans. 2004, 45, 323. [Google Scholar] [CrossRef]
- Liu, W.Y.; Xiao, W.L.; Xu, C.; Liu, M.W.; Ma, C.L. Synergistic effects of Gd and Zr on grain refinement and eutectic Si modification of Al-Si cast alloy. Mater. Sci. Eng. A 2017, 693, 93–100. [Google Scholar] [CrossRef]
- Ashtari, P.; Tezuka, H.; Sato, T. Modification of Fe-containing intermetallic compounds by K addition to Fe-rich AA319 aluminum alloys. Scripta Mater. 2005, 53, 937–942. [Google Scholar] [CrossRef]
- Mao, F.; Yan, G.Y.; Xuan, Z.J.; Cao, Z.Q.; Wang, T.G. Effect of Eu addition on the microstructures and mechanical properties of A356 aluminum alloys. J. Alloys Compd. 2015, 650, 896–906. [Google Scholar] [CrossRef]
- Sjolander, E.; Seifeddine, S. The heat treatment of Al-Si-Cu-Mg casting alloys. J. Mater. Process. Technol. 2010, 210, 1249–1259. [Google Scholar] [CrossRef]
- Beranoagirre, A.; Olvera, D.; López de Lacalle, L.N. Milling of gamma titanium–aluminum alloys. Int. J. Adv. Manuf. Technol. 2012, 62, 83–88. [Google Scholar] [CrossRef]
- Alberdi, A.; Rivero, A.; López de Lacalle, L.N. Effect of process parameter on the kerf geometry in abrasive water jet milling. Int. J. Adv. Manuf. Technol. 2010, 51, 467–480. [Google Scholar] [CrossRef]
- Li, Q.L.; Xia, T.D.; Lan, Y.F.; Li, P.F.; Fan, L. Effects of rare earth Er addition on microstructure and mechanical properties of hypereutectic Al-20% Si alloy. Mater. Sci. Eng. A 2013, 588, 97–102. [Google Scholar] [CrossRef]
- Xu, C.L.; Wang, H.Y.; Yang, Y.F.; Jiang, Q.C. Effect of Al–P–Ti–TiC–Nd2O3 modifier on the microstructure and mechanical properties of hypereutectic Al–20wt.%Si alloy. Mater. Sci. Eng. A 2007, 452, 341–346. [Google Scholar] [CrossRef]
- Tong, X.C.; Ghosh, A.K. Fabrication of in situ TiC reinforced aluminum matrix composites. J. Mater. Sci. 2001, 36, 4059–4069. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Mg | Fe | Zn | Y | Al |
|---|---|---|---|---|---|---|---|
| ADC12 | 10.86 | 2.95 | 0.23 | 0.57 | 0.68 | - | Bal |
| ADC12+0.1 wt% Y | 10.53 | 3.36 | 0.29 | 0.66 | 0.54 | 0.12 | Bal |
| ADC12+0.2 wt% Y | 10.28 | 3.03 | 0.35 | 0.54 | 0.56 | 0.23 | Bal |
| ADC12+0.3 wt% Y | 10.59 | 3.29 | 0.30 | 0.66 | 0.63 | 0.34 | Bal |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Wu, Q.; Yan, H.; Zhong, S.; Huang, Z. Effect of Trace Yttrium Addition and Heat Treatment on the Microstructure and Mechanical Properties of As-Cast ADC12 Aluminum Alloy. Appl. Sci. 2019, 9, 53. https://doi.org/10.3390/app9010053
Liu J, Wu Q, Yan H, Zhong S, Huang Z. Effect of Trace Yttrium Addition and Heat Treatment on the Microstructure and Mechanical Properties of As-Cast ADC12 Aluminum Alloy. Applied Sciences. 2019; 9(1):53. https://doi.org/10.3390/app9010053
Chicago/Turabian StyleLiu, Jianlong, Qingjie Wu, Hong Yan, Songgen Zhong, and Zhixiang Huang. 2019. "Effect of Trace Yttrium Addition and Heat Treatment on the Microstructure and Mechanical Properties of As-Cast ADC12 Aluminum Alloy" Applied Sciences 9, no. 1: 53. https://doi.org/10.3390/app9010053