1. Introduction
The face gear transmission is a gear mechanism that relies on the meshing of cylindrical gears and face gears to transmit motion and power between two intersecting or crossed shafts. Due to its simple support system, high contact ratio and the structure of a split-torque transmission which can reduce the weight of the gearbox and improve bearing performance, it is successfully applied in helicopter main reducers [
1,
2] and in some low-speed and light load situations [
3], and has broad application prospects in the future.
At present, the manufacturing methods of face gears include common gear shaping, hobbing, and recently emerged power skiving [
4,
5]. Fellows Company [
6] was the first to propose a manufacturing method of face gears in which the gear shaping cutter is identical to the pinion, without considering the sensitivity of installation errors to the tooth surface. Litvin [
7,
8] proposed the gear shaper cutter with tooth number difference to process face gears, limiting the contact area of the tooth surface to local areas, causing the contact method to be changed from line to point, effectively avoiding edge contact. However, this method has obvious idle stroke and discontinuous cutting process, resulting in low efficiency. Miller [
9] and the Crowngear corporation [
10] proposed a gear hobbing method to manufacture face gears, which can improve machining efficiency through continuous indexing. However, this method has a large machining error and cannot meet the accuracy requirements. So as to improve machining accuracy and production efficiency, Wang [
11] put forward a method for machining face gears with worm hobs and demonstrated its effectiveness through experiments, but a new machine tool is needed. Han [
12] presented a method for machining orthogonal spur gears with power skiving, and the tooth surface deviation between skiving and shaping was compared. The feasibility of this method was verified through experiments, and the influence of the parameters of the skiving cutter on meshing performance was analyzed. Guo [
13] analyzed the influence of parameters of skiving cutter on tooth surface deviation and proposed a deviation correction method for skiving face gears. Tsai [
14,
15] presented a design method of skiving tool to avoid negative working clearance angles for internal gears and realized the technology on the six-axis CNC skiving and milling center. The research on the soft tooth surface of the rough machined gear mentioned above is based on the principle of gear shaping machining, which requires the cutters to imitate the theoretical tooth profile of the gear shaping cutter and make point contact with the workpiece, which limits the machining efficiency in terms of contact mode.
When the hard tooth surface is high-precision machined, the gear grinding method is usually used. Litvin [
16] proposed the method of grinding surface gears with worm grinding wheels, which improves machining efficiency and tooth surface accuracy. However, due to the fact that the worm tooth surface is an elliptical involute worm, the tooth shape is complex and difficult to the machine and dressing. Peng [
17] studied the method of generating machining face gears with the grinding disk and its tooth surface modification method. This method is easier to achieve than worm wheel, but the machining efficiency is lower. Zhou [
18] presented a grinding method of face gear mating with a conical spur involute pinion. In the above research on gear grinding, the former has a higher machining efficiency than the latter. However, the disadvantage of the former is that the tool is complex and difficult to manufacture and in dressing.
To simplify cutting tools and achieve low-cost machining, Tang [
19] proposed a new type of plunge milling cutter for machining face gears. Although it has certain universality, this tool also imitates the profile of the gear shaping cutter and performs point contact machining, resulting in low efficiency. Wang [
20] presented a method for machining face gears with spherical hobs and verified its feasibility through experiments, but its machining efficiency is relatively low. Buckingham [
21] proposed that the tooth surface of the face gear is a modified and variable tooth thickness rack, but no in-depth research was conducted. Stadtfeld [
22] proposed a Coniflex tool for line contact machining of bevel gears, but the machined tooth surface deviates significantly from the theoretical tooth surface. A. Kubo and A. Ueda [
23] proposed a new bevel gear tooth surface, which reduces the processing time by 10 times compared to traditional bevel gear tooth surfaces, and its matching pinions can also be easily processed on a five-axis machining center. According to the above research, it was found that due to the complex spatial surface of the face gear, it is necessary to limit the tool-to-point contact with the workpiece during generative machining. However, this idea can lead to high cost or low efficiency in face gear machining. Peng [
24] proposed that if the tooth surface of a face gear is directly regarded as a ruled surface, that is, a regular surface formed by a cluster of straight lines, its machining efficiency will be improved, and the machining cost will be reduced, which is conducive to the promotion and application of face gears. Hu [
25] studied a simplified mathematical model of a new developed curve-face gear, and analyzed the compound transmission characteristics. Ivana [
26] studied two ruled surfaces—the surface of a hyperbolic paraboloid and the tangent surface of a cylindrical helix, and summarized geometrical mathematical properties of both surface and their application. Tan [
27] proposed a unique gear set including a conical involute pinion and a mating face gear, which can transmit high torque at high speeds through an angle as required in a helicopter. Hsu [
28] presented a new shaving method for double crowning, which used a variable pressure angle shaving cutter in a parallel gear shaving process. Zhou [
29] studied the developed ruled surface of the face gear and provided an implicit equation, and the corresponding milling method was proposed based on the characteristics of the ruled surface. Chu [
30] put forward a method of tooth surface design and side milling of ruled line face gears.
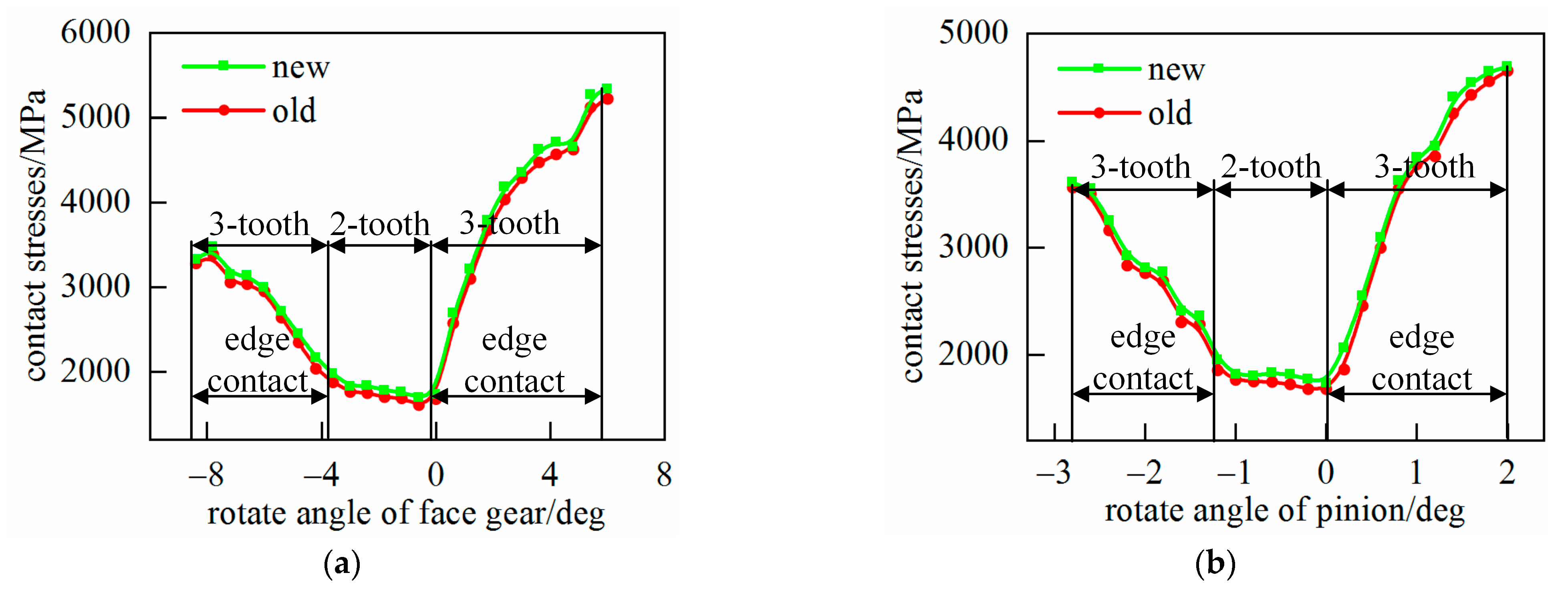
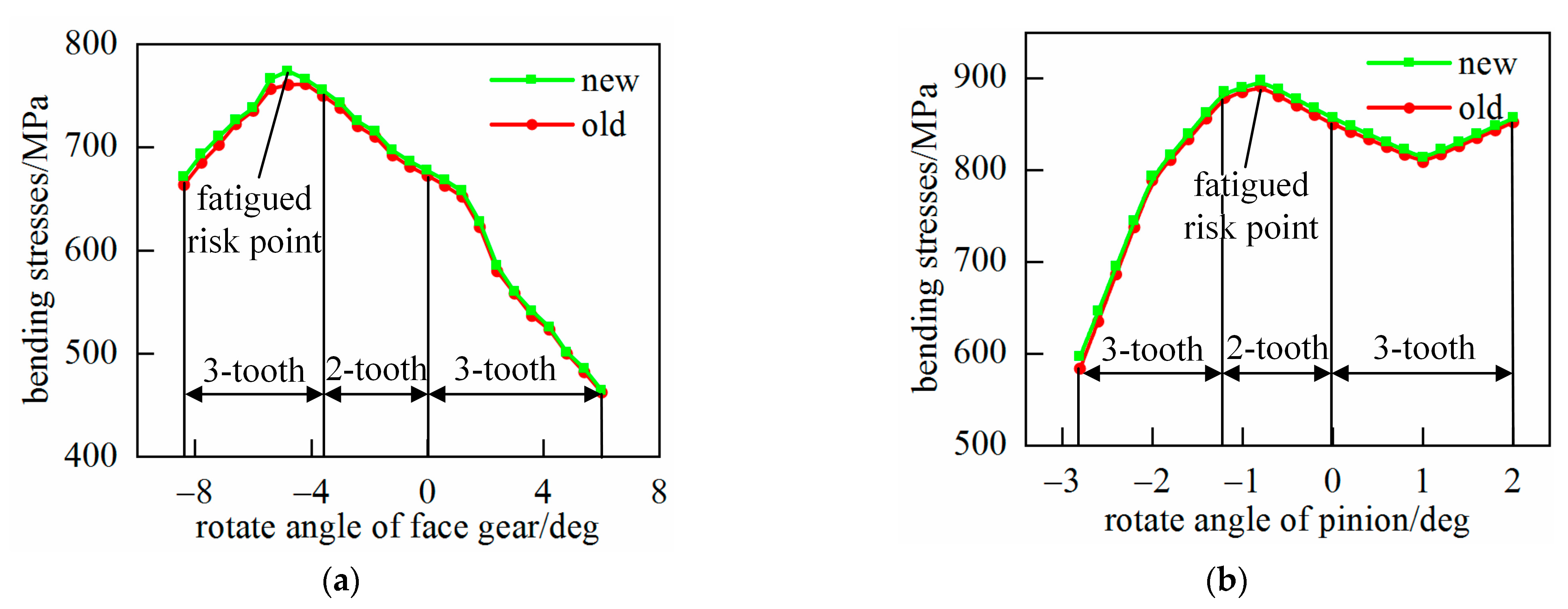
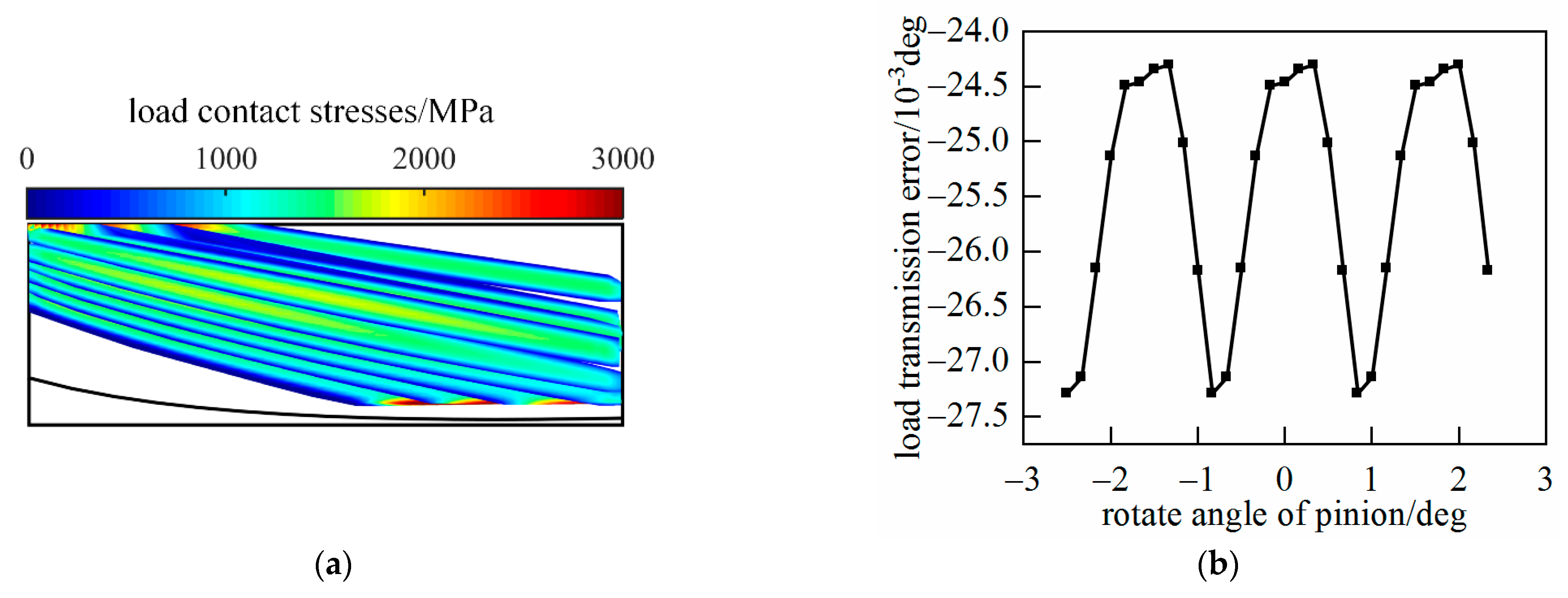
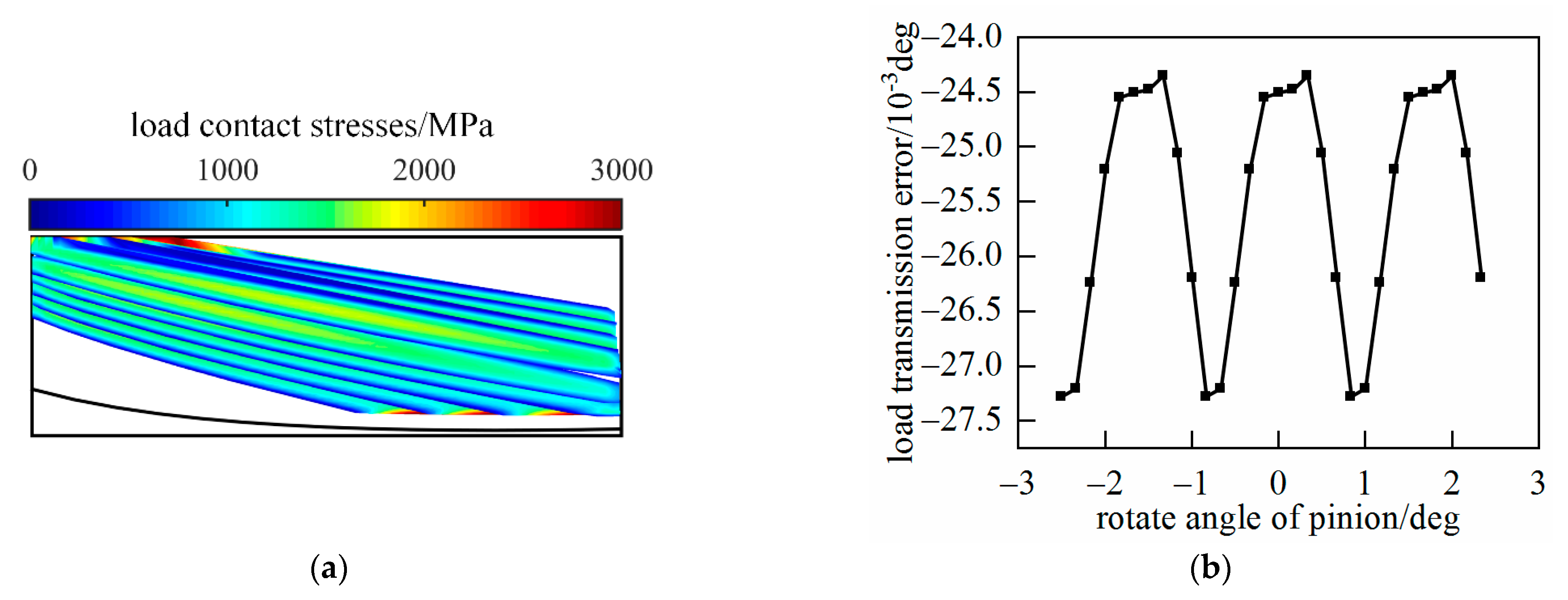
In general, in order to design high-performance gear transmissions or evaluate the meshing performance of gear pairs, tooth contact analysis (TCA) is required, which is a method of determining the tooth contact position, tooth contact area, and geometric transmission error through numerical simulation. However, in practical applications, gear pairs need to withstand a certain load, and the load tooth contact analysis (LTCA) technology can better simulate the working performance under real working conditions. Through LTCA, the bearing contact imprint, tooth surface contact stress, tooth root bending stress, bearing transmission error, etc., of gears can be obtained, which is of great significance for shortening the cycle, reducing costs, and designing high-quality gears. Lu [
31] presented a new process of the TCA algorithm, which can reduce the calculation amount and speed up the calculation. Wu [
32] studied a new integration method for the generative design of face gears, which can improve the speed of CAD modeling and CAE finite element analysis.
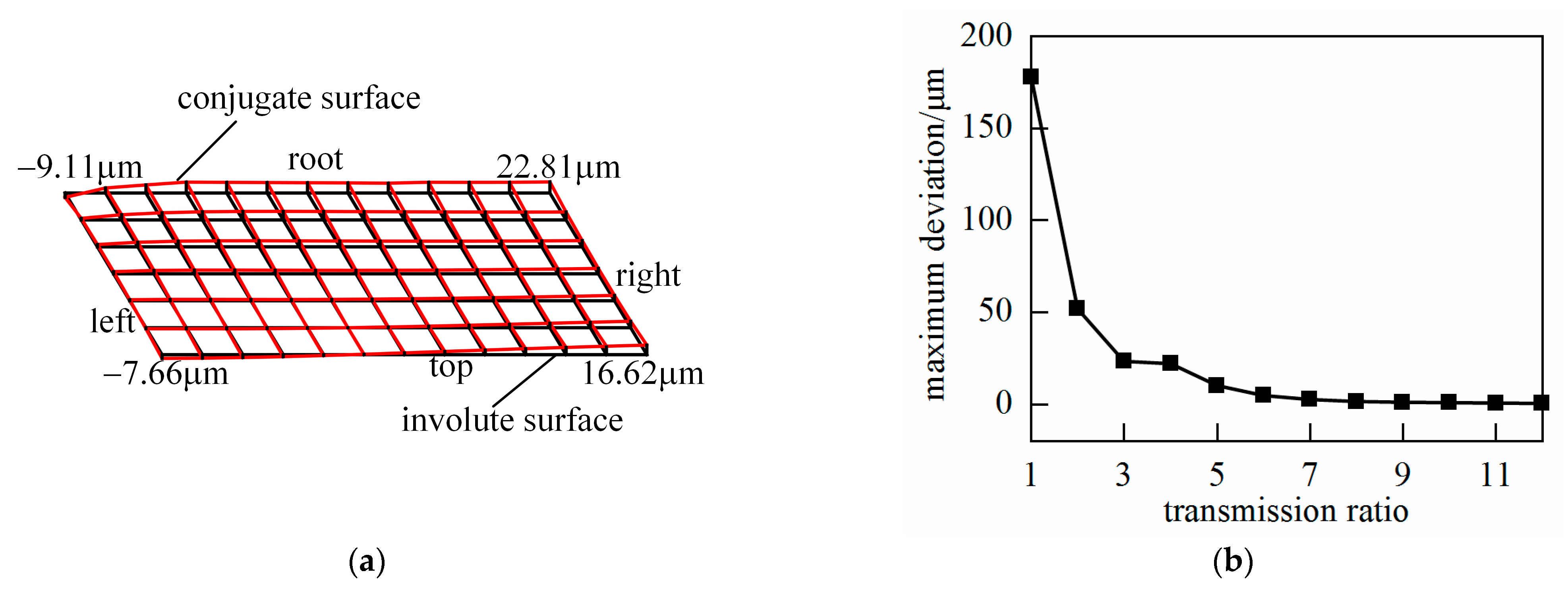
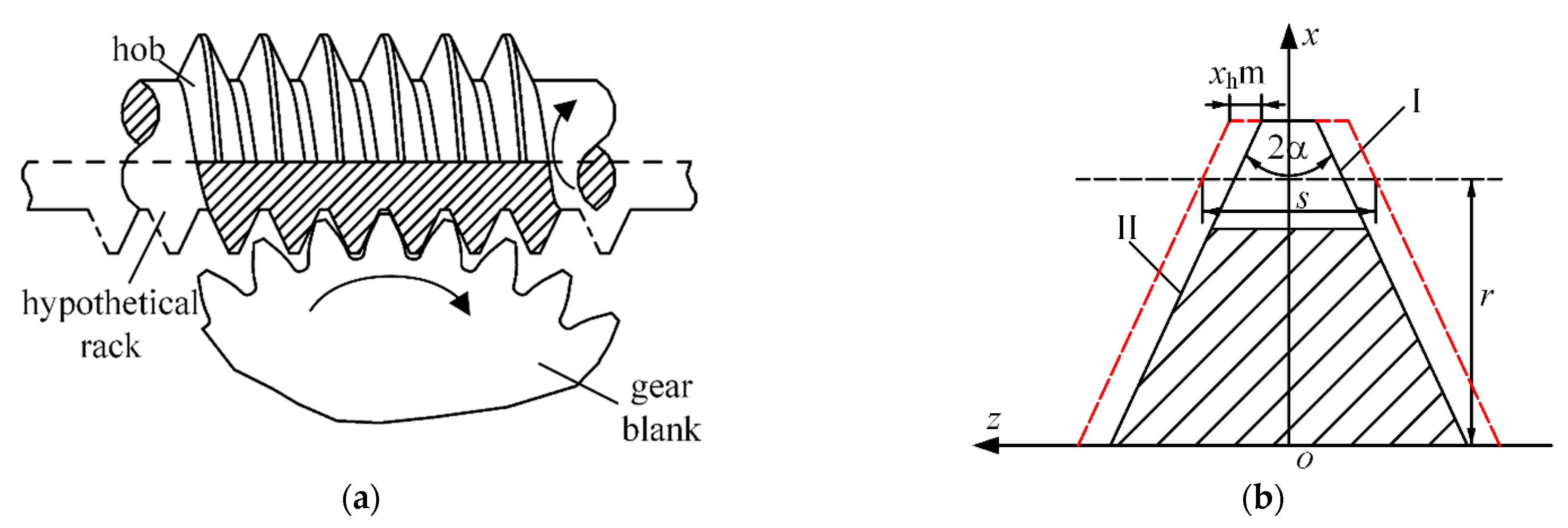
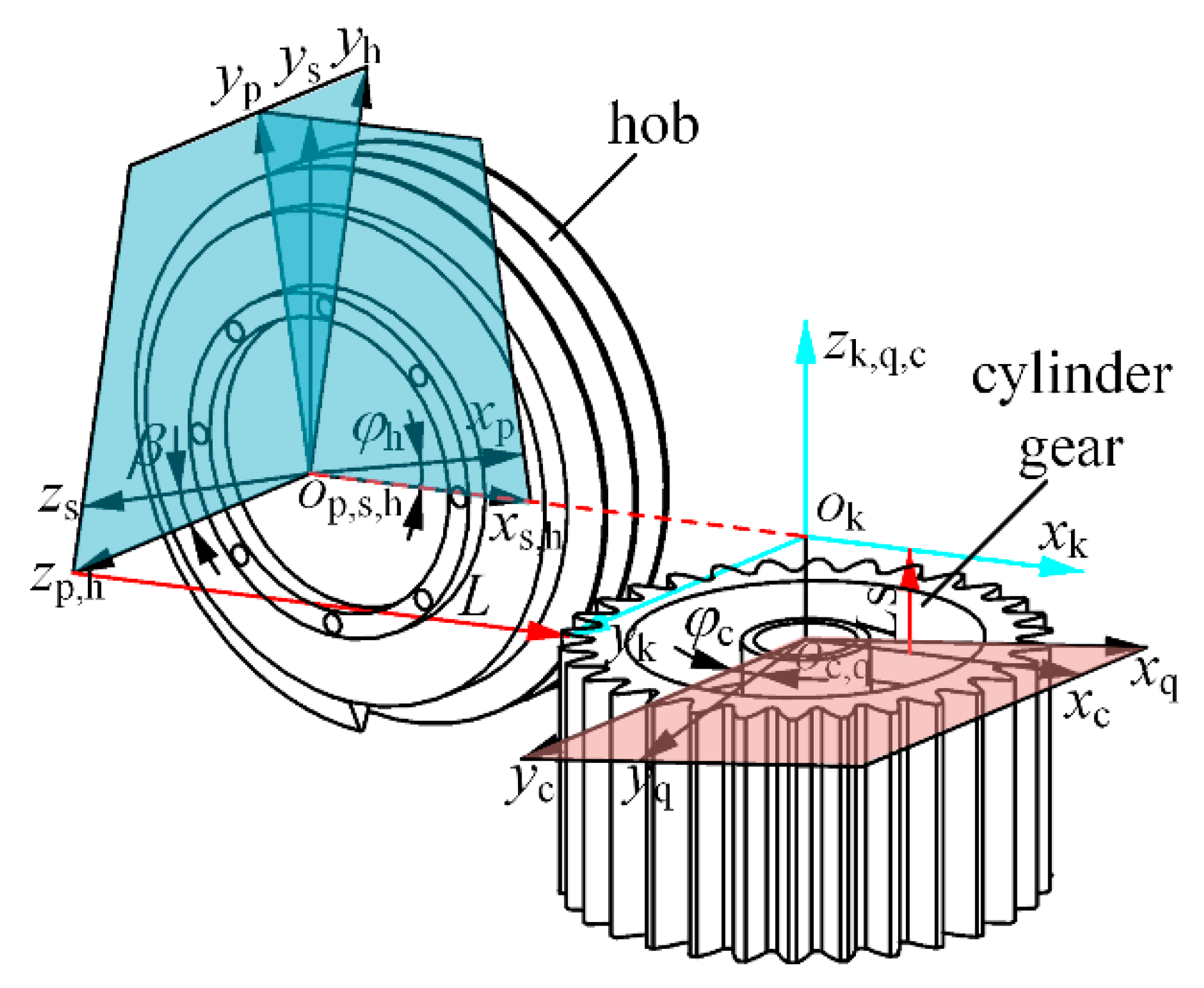
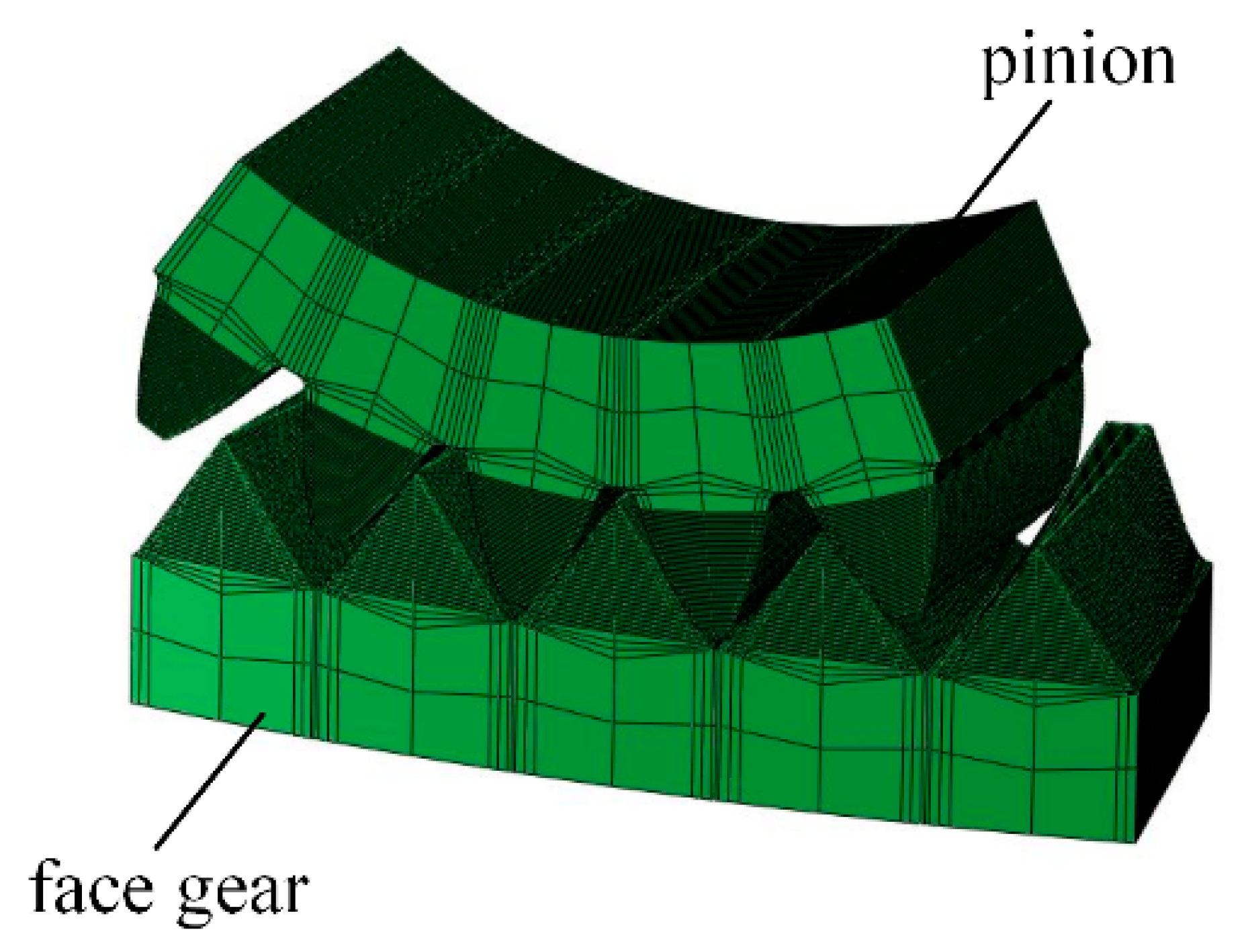
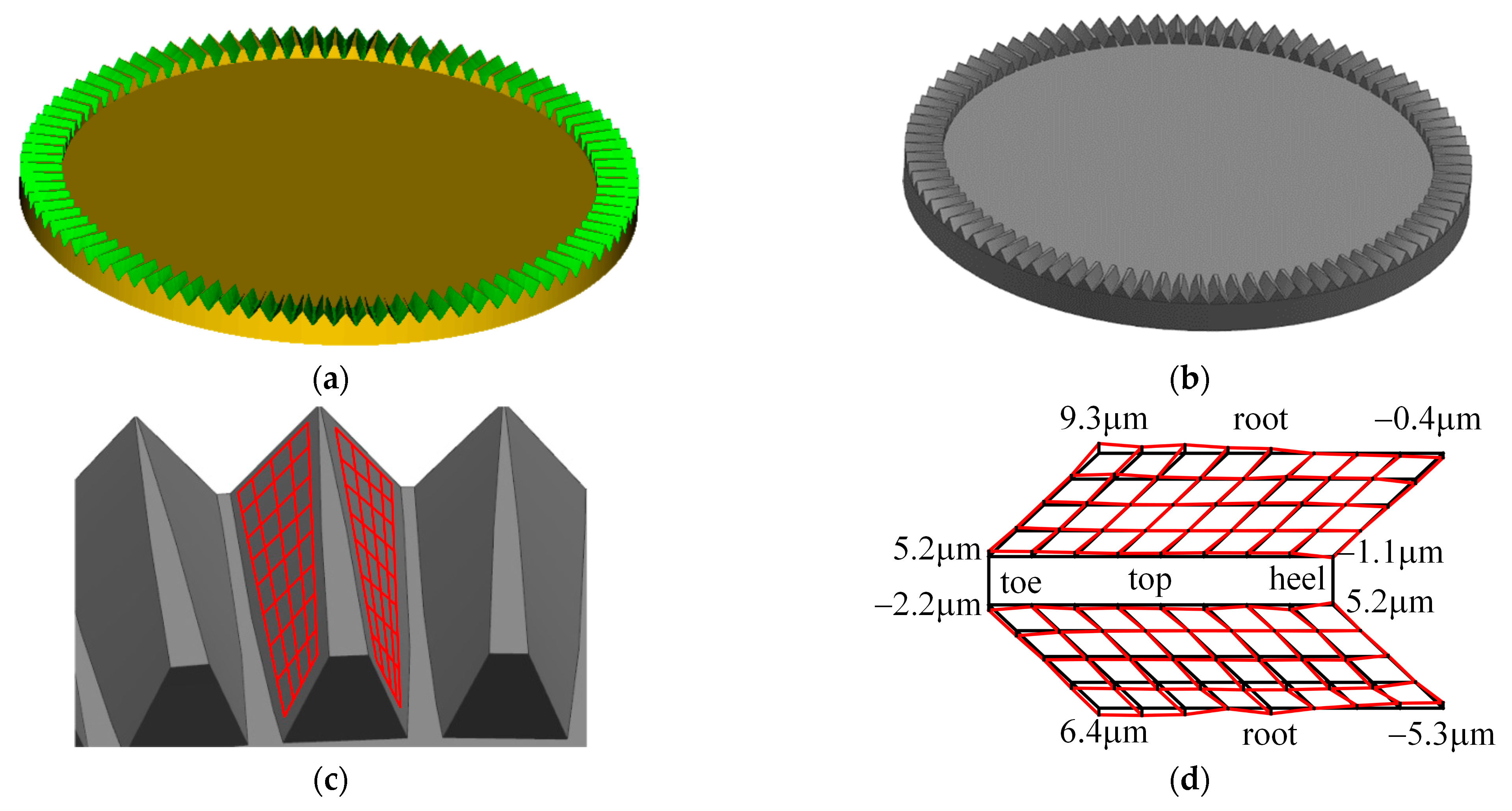
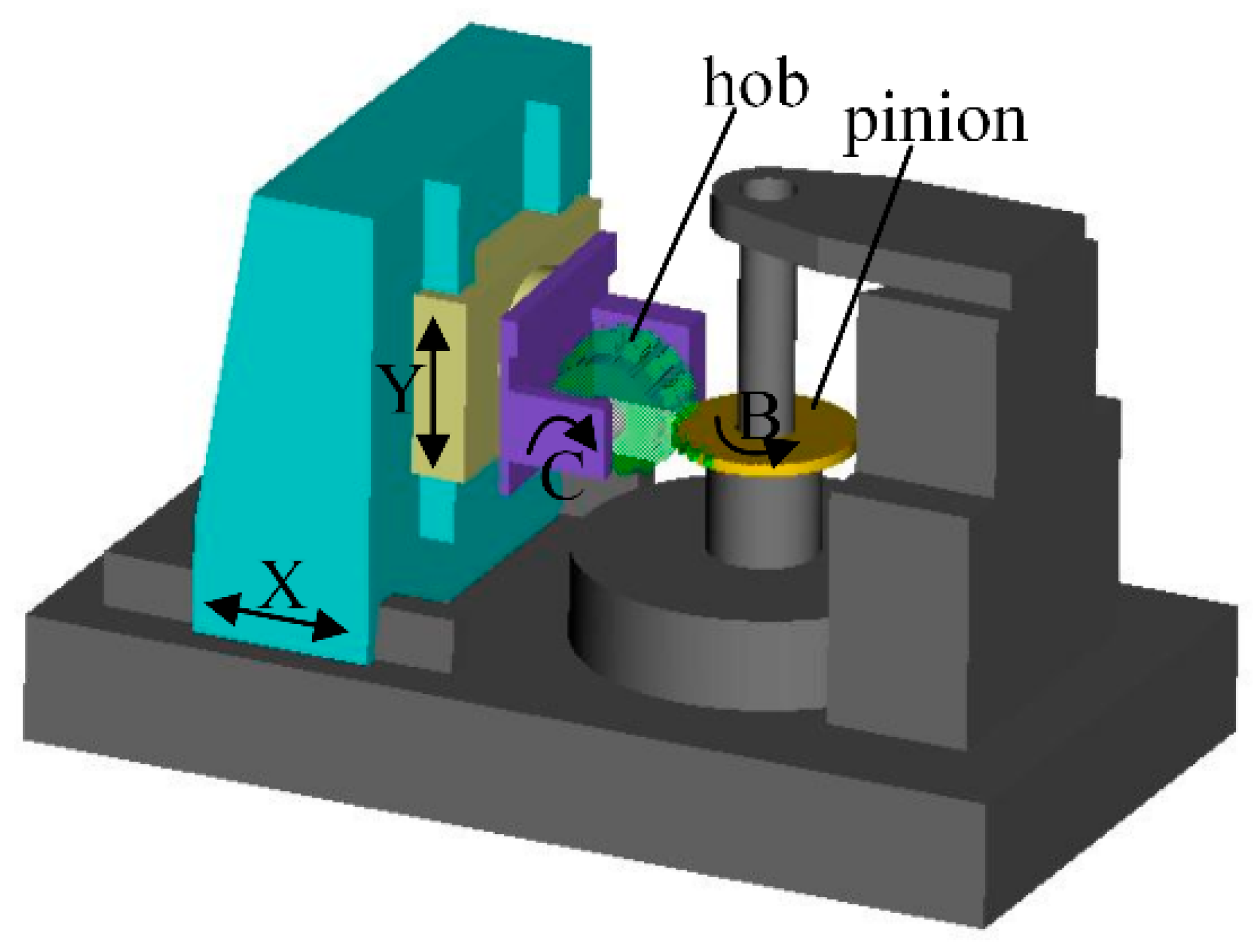
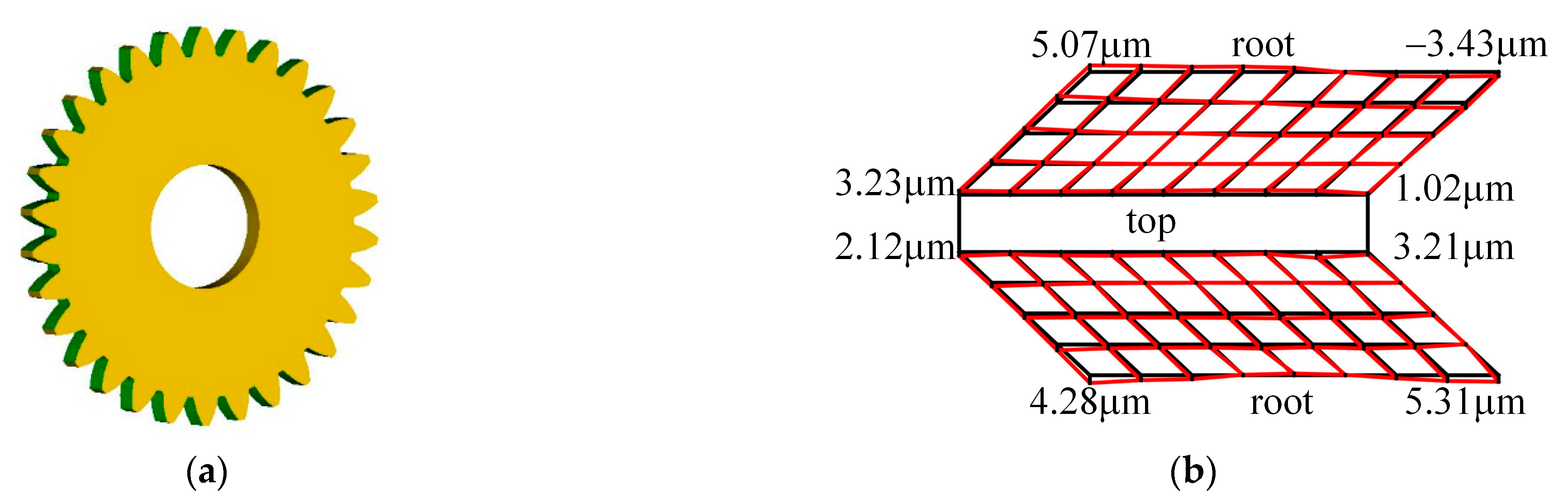
Based on the concept of the ruled surface of face gears, this paper proposes a method for machining ruled surfaces with conical cutters. So as to obtain the theoretical model of ruled surfaces, the mathematical model of the conical cutter will be defined, and the motion rules of the cutter will be derived according to the process of generating the ruled surface. Then, the influence of the basic parameters of face gears on the surface deviation between ruled surfaces and surfaces generated by a gear shaper (conventional face gears) will be studied and a new pinion to correct the significant deviations proposed when the transmission ratio is less than or equal to 4. The equations of the new pinion will be derived, and the machining method presented. Finally, the load tooth contact analysis (LTCA) will be performed to verify the feasibility of replacing conventional face gears with ruled surface face gears, and the machining simulations of the ruled surface and the new pinion will be performed with the VERICUT8.0 software to verify the correctness of machining methods.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}