
Towards a Digital Twin Warehouse through the Optimization of Internal Transport

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
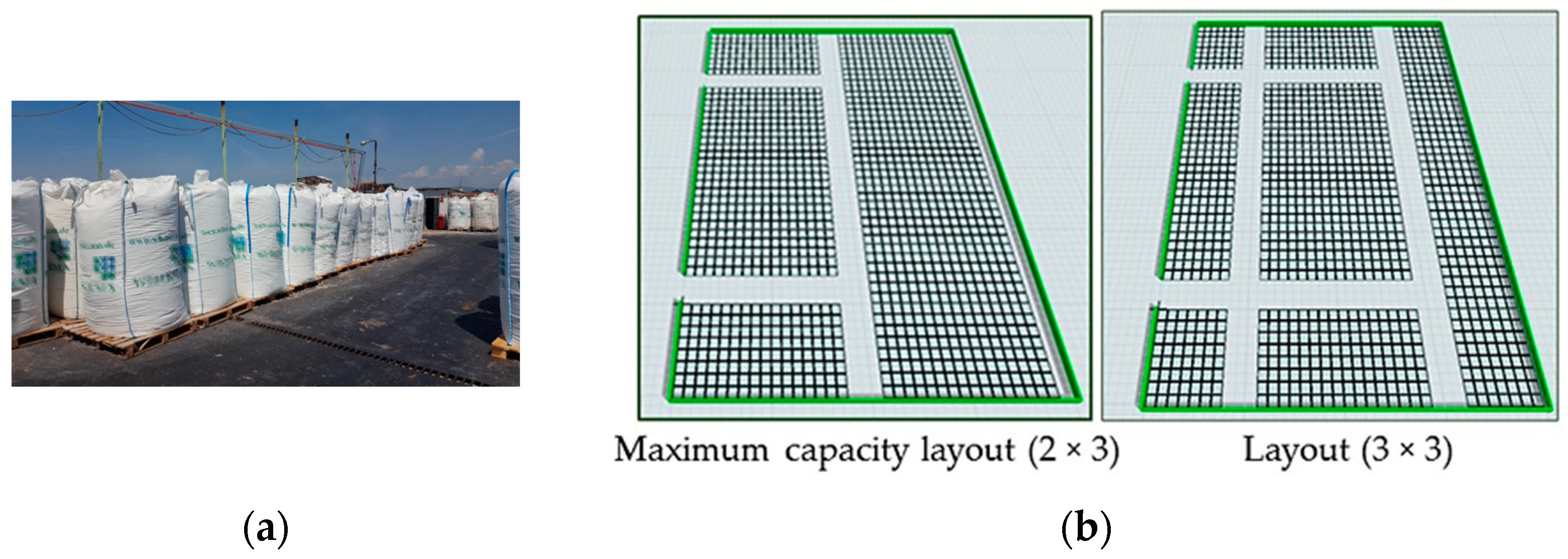
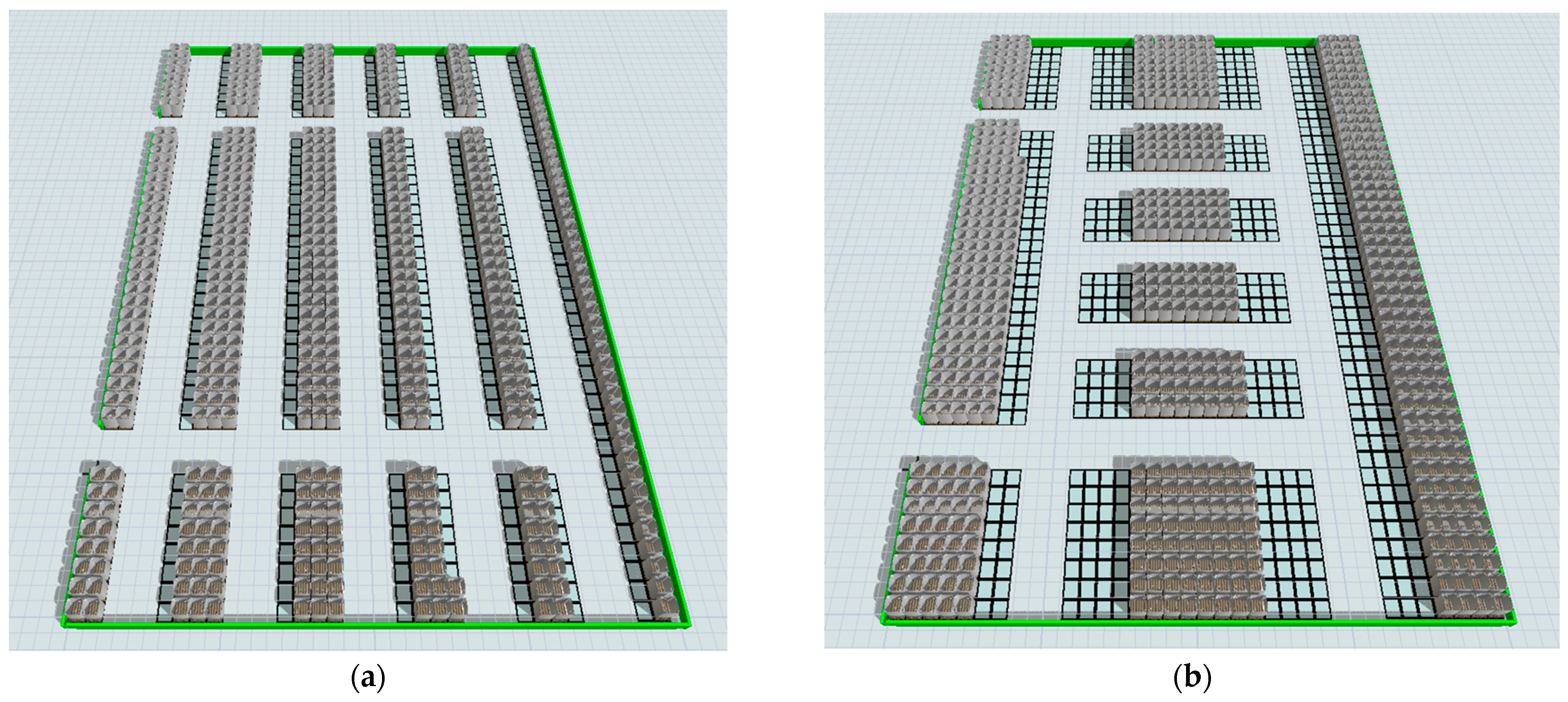
2.1. Warehouse Features
- Number of zones across [2, 3, 4, 5, 6];
- Number of zones lengthwise [3, 4, 5, 6];
- Width zones shall be evenly distributed. Since the central zones have two access corridors, these will have the number of locations per column that would correspond to two zones since, in practice, they are considered two adjoining zones, each of which is accessed only from one corridor;
- The zones adjacent to the longitudinal walls of the warehouse do not need to be crossed by transversal aisles since they do not serve as communication with any longitudinal aisle;
- A variable associated with the storage logic has additionally been defined.
2.2. Logics Implemented
- Lifting/lowering speed of blades: 0.1 m/s;
- Maximum speed on travel paths: 2.00 m/s;
- Maximum speed in loading/unloading travel: 1.00 m/s;
- Acceleration: 1.00 m/s2.
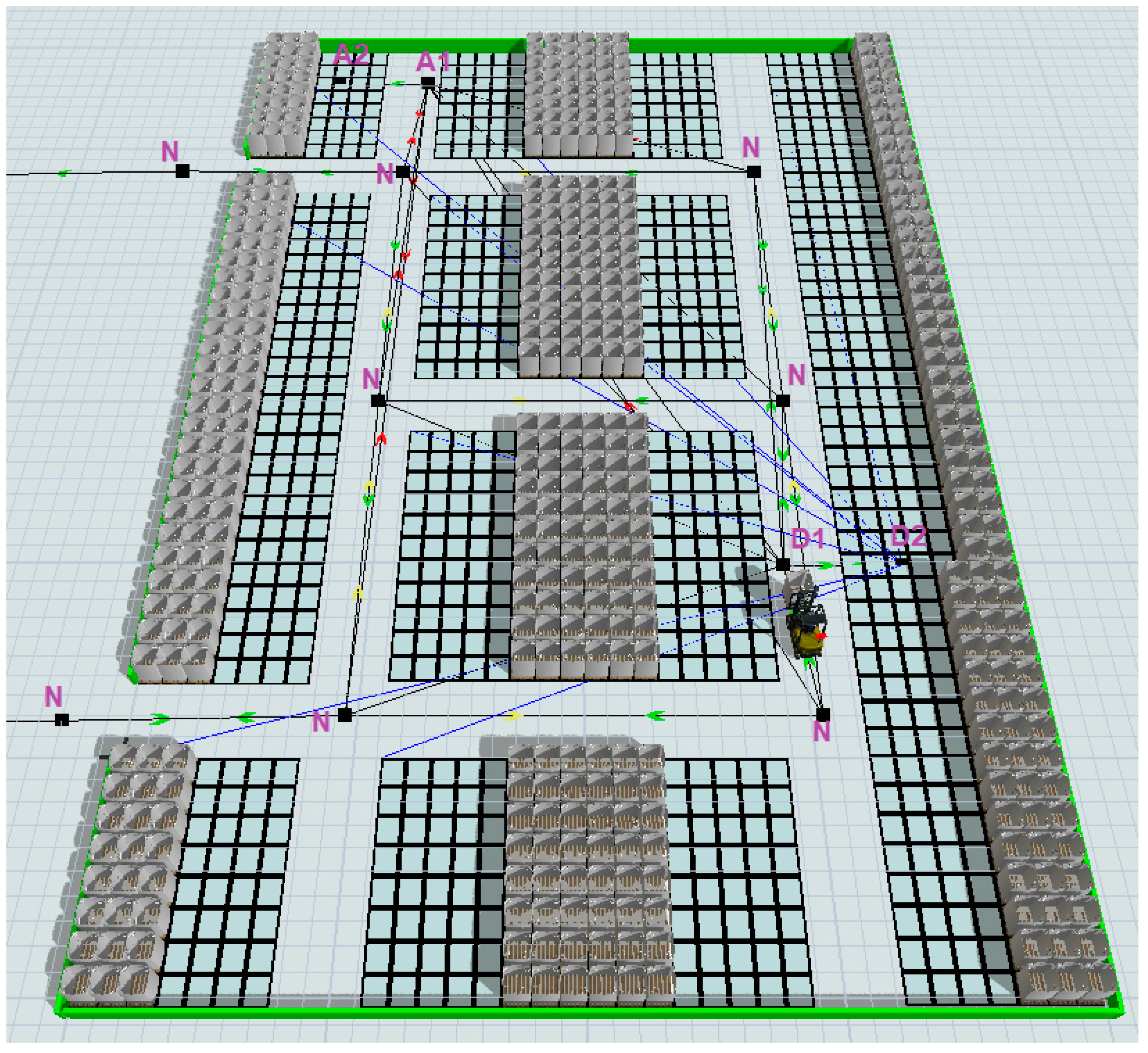
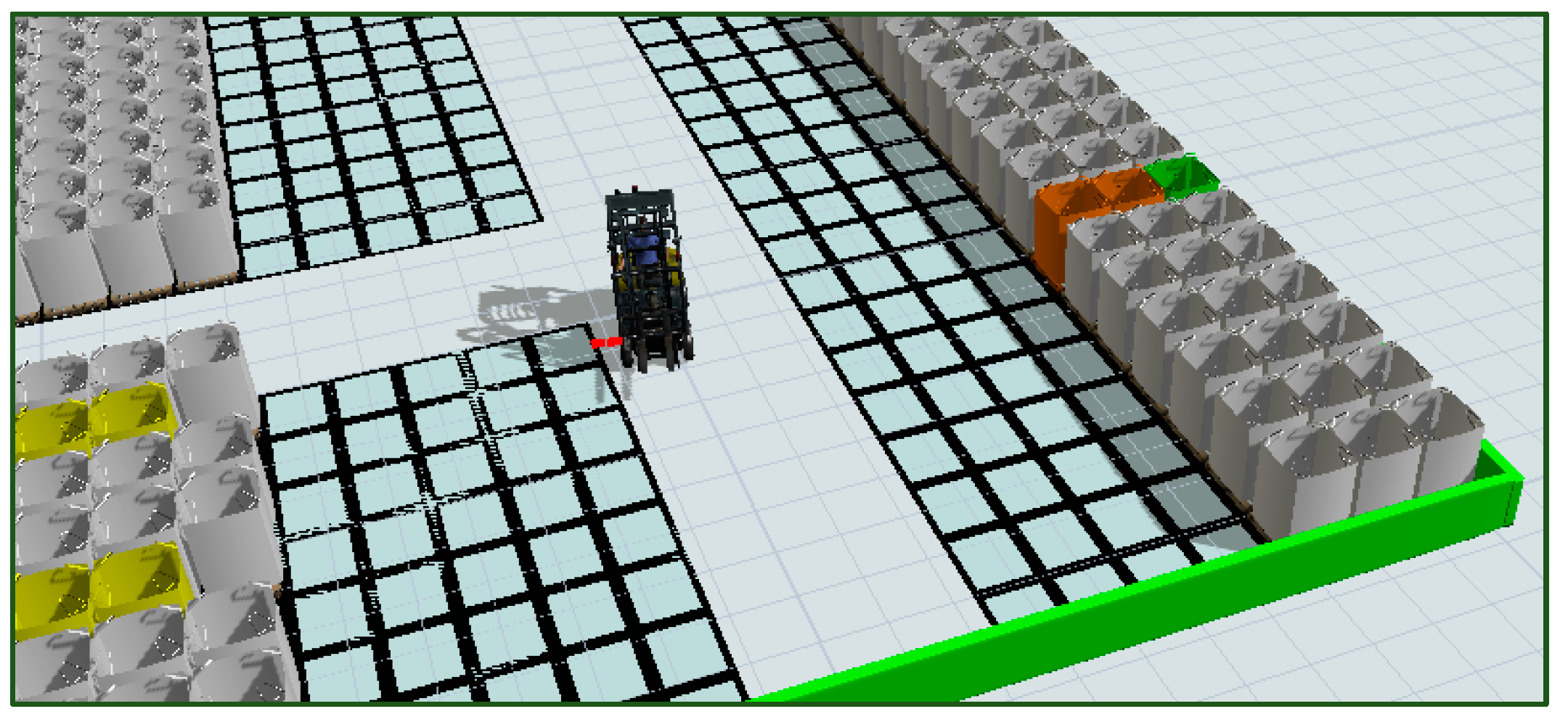
2.3. Definition of Nodes and Paths
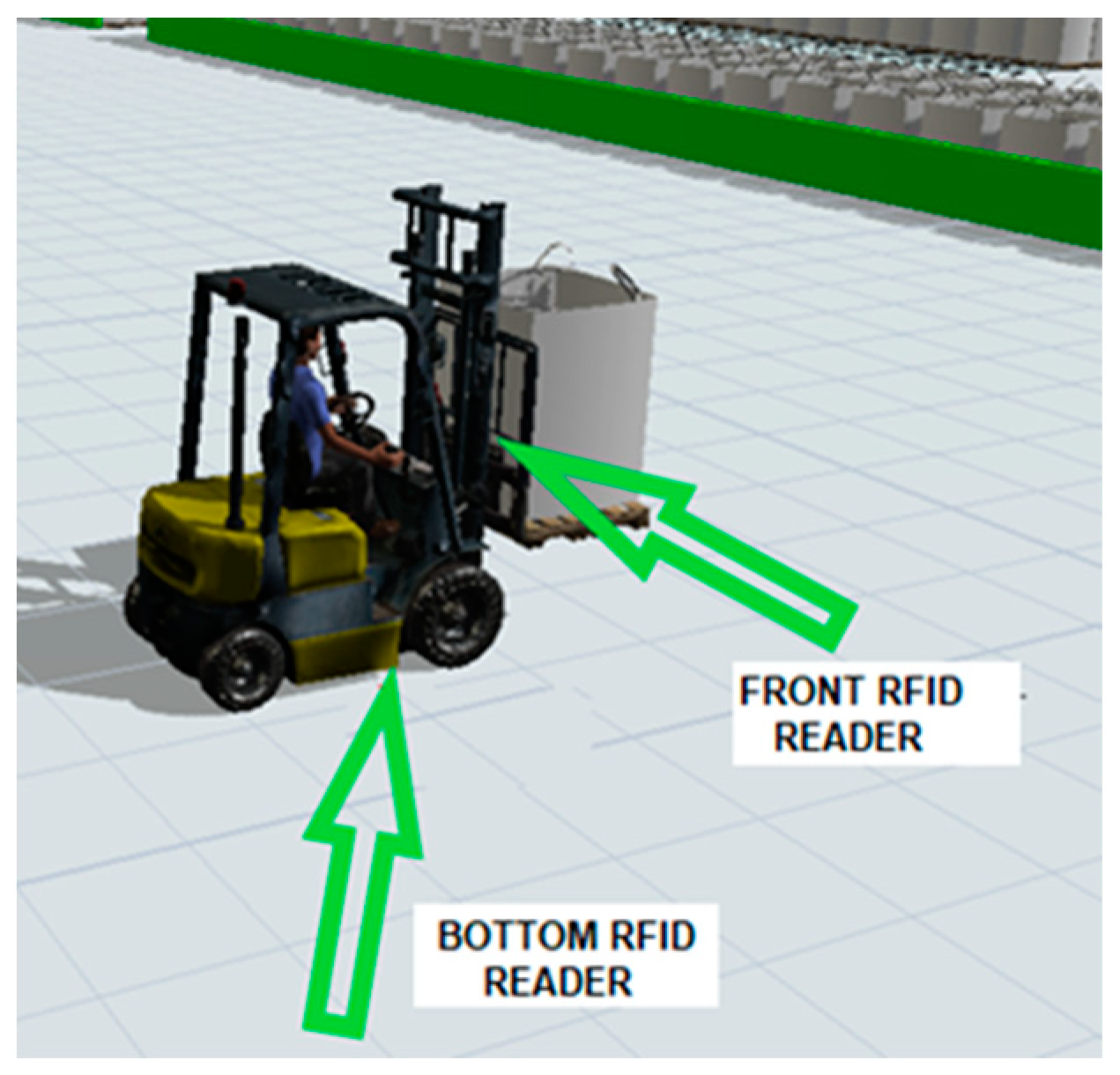
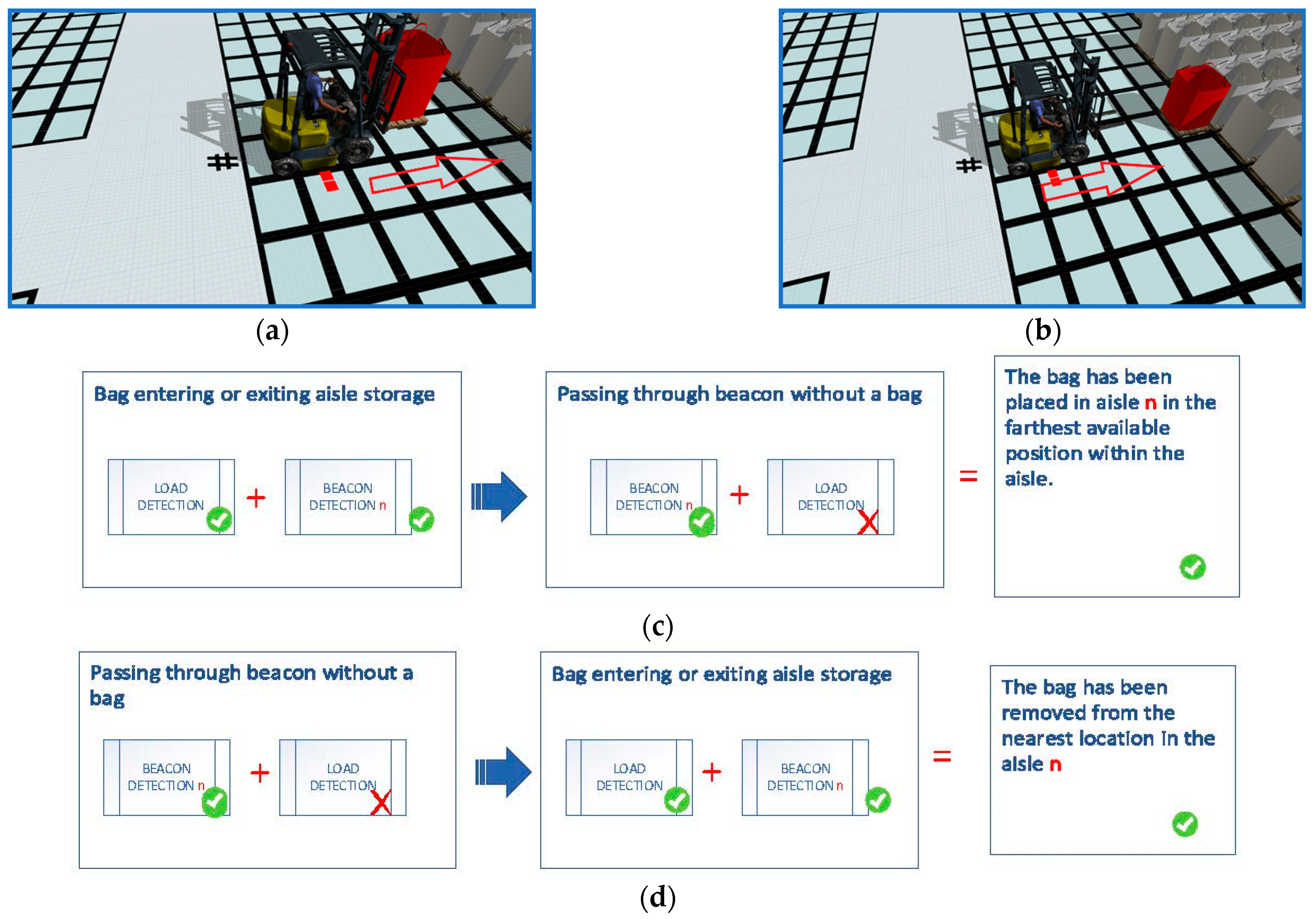
2.4. RFID Used
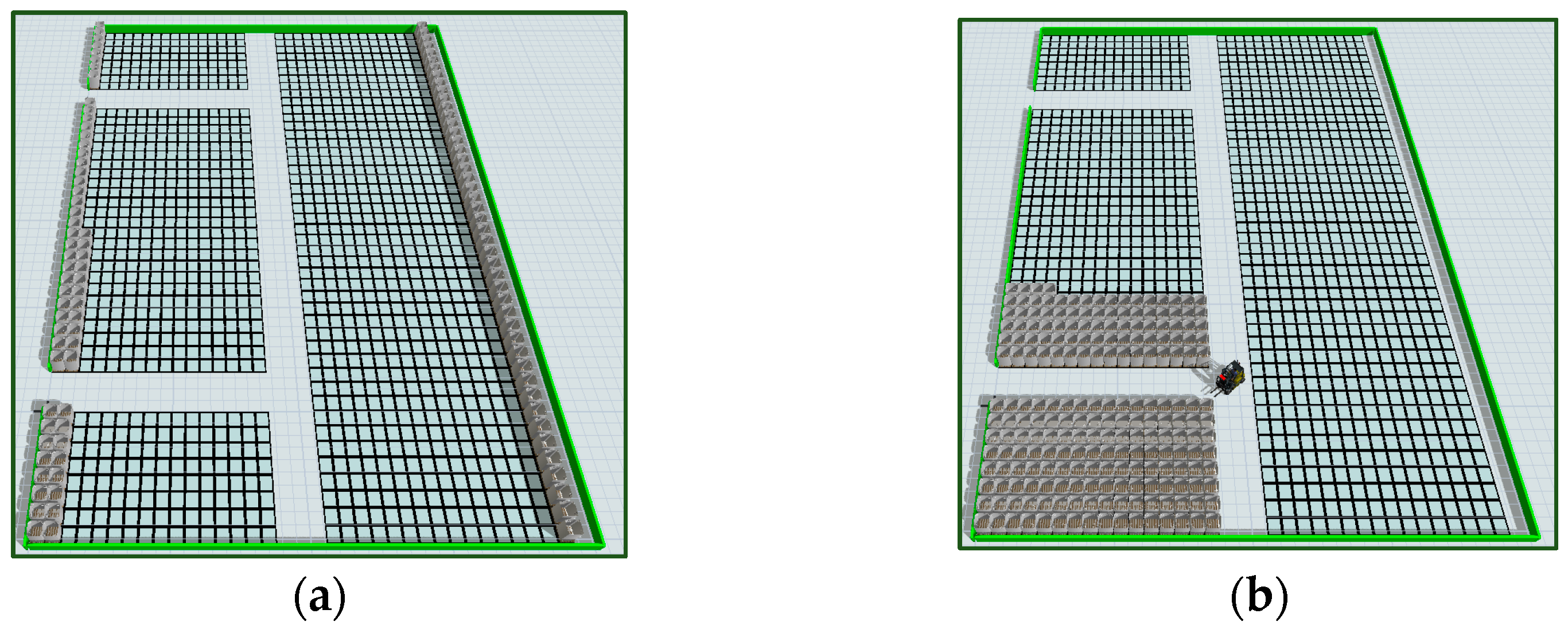
2.5. Relocation Criteria
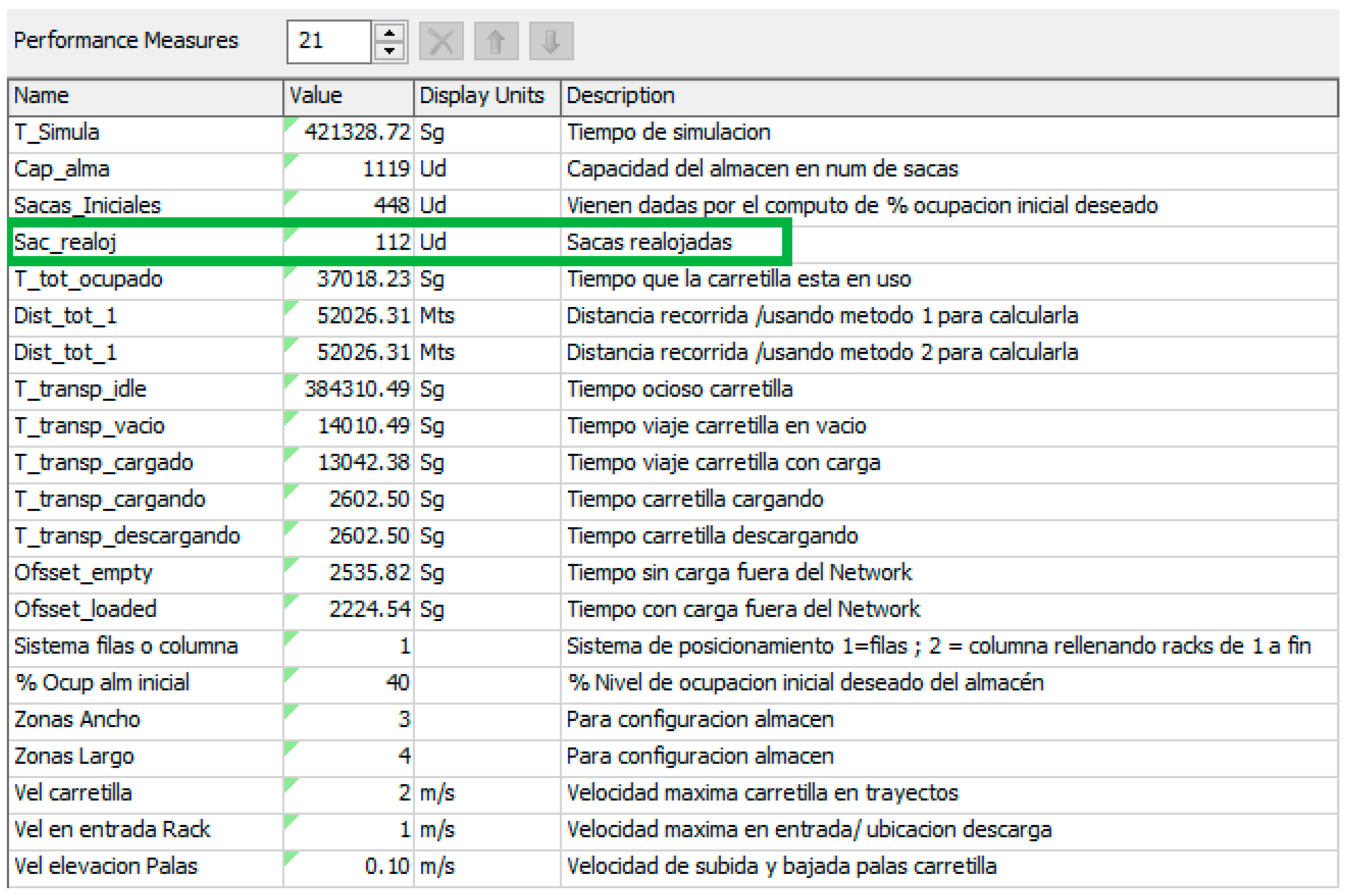
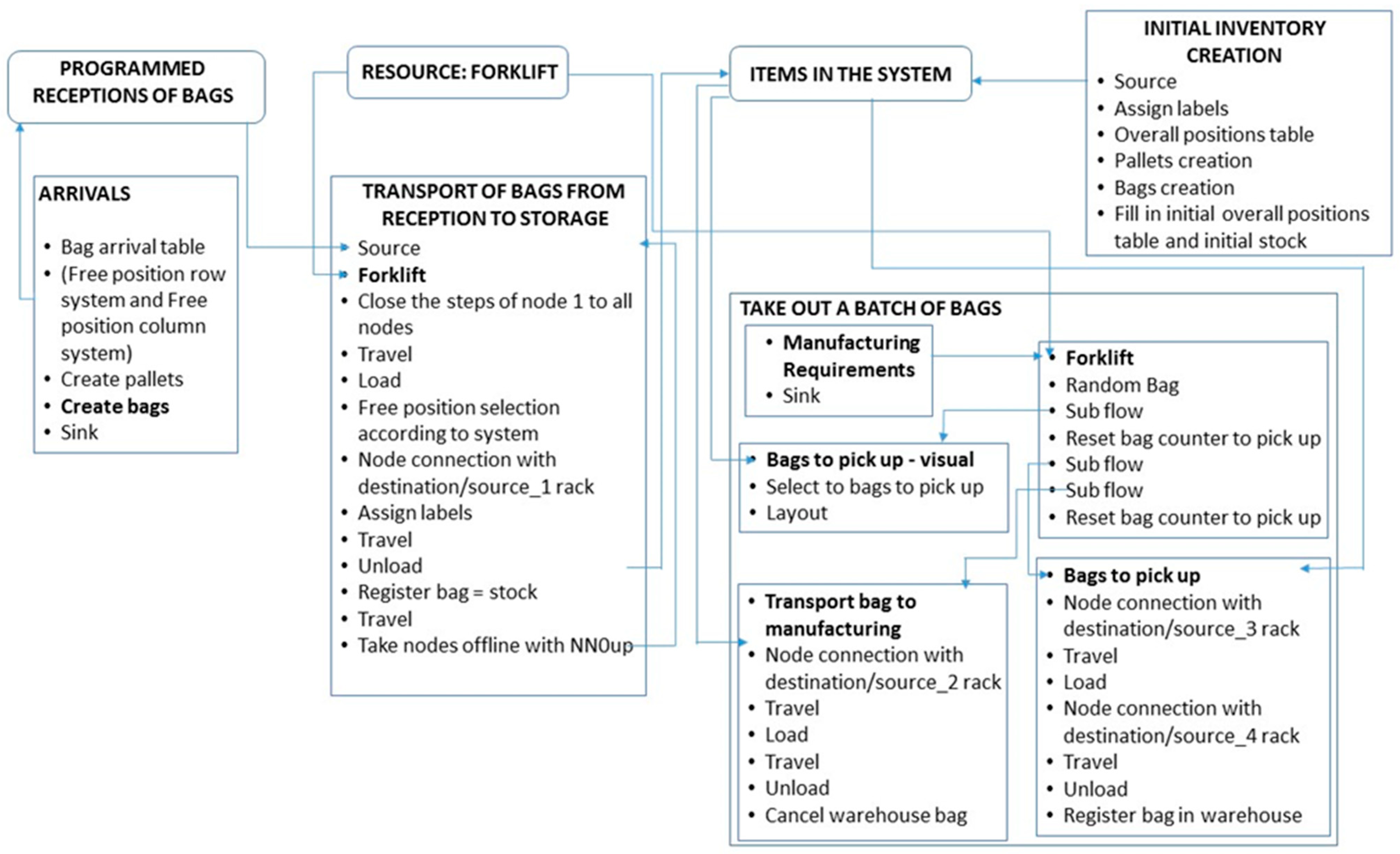
2.6. Simulation Model
3. Results
3.1. Equivalent Layouts Occupancy
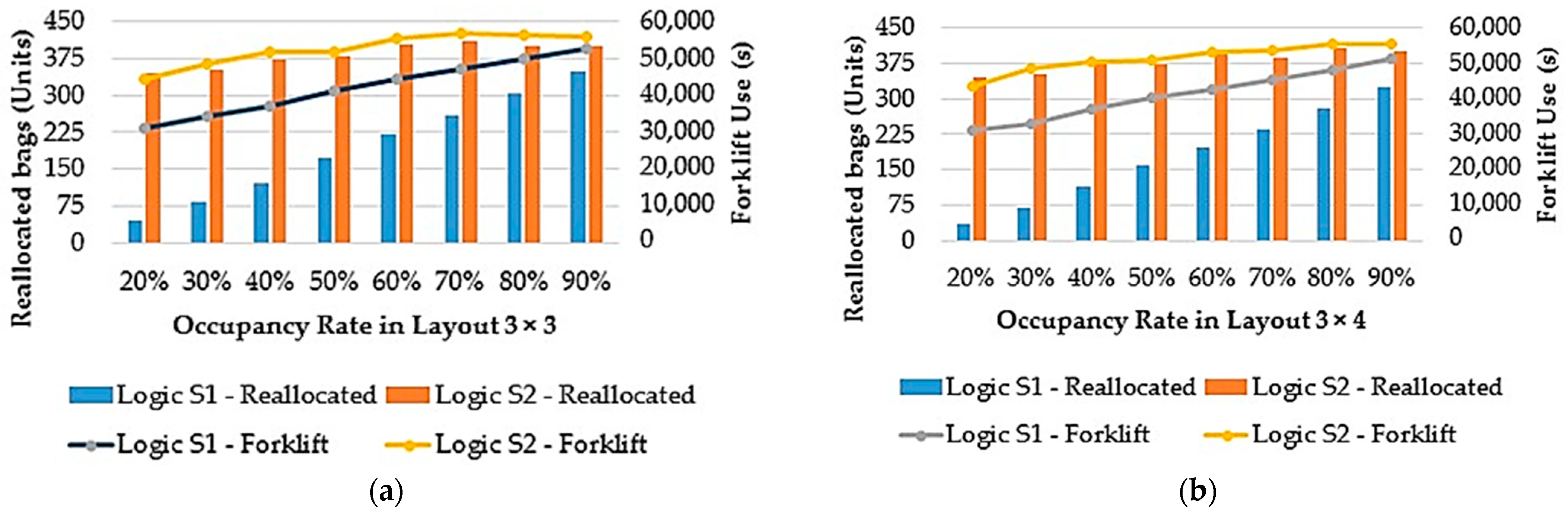
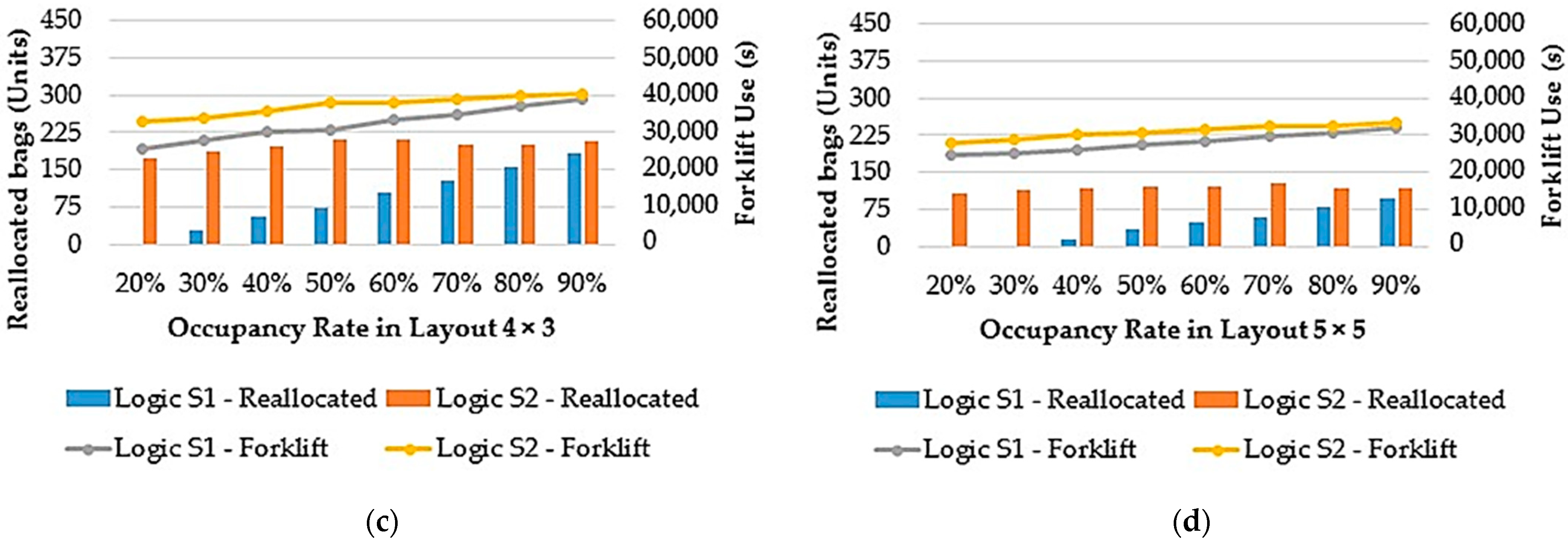
3.2. S1 versus S2 Storage Logics
- Logic S1 performs better in all the arrangements analyzed, regardless of the degree of occupancy.
- The differences between the two logics become smaller as the degree of occupancy increases, in particular in the range close to 90%.
- The time that the forklift has been occupied also follows the same pattern, although the percentage differences between the times occupied in each of the two logics compared to the number of bags repositioned is smaller.
3.3. Analysis of Storage Configurations
3.3.1. Analysis
3.3.2. Results of the Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Madni, A.M.; Madni, C.C.; Lucero, S.D. Leveraging Digital Twin Technology in Model-Based Systems Engineering. Systems 2019, 7, 7. [Google Scholar] [CrossRef] [Green Version]
- Cimino, C.; Negri, E.; Fumagalli, L. Review of digital twin applications in manufacturing. Comput. Ind. 2019, 113, 103130. [Google Scholar] [CrossRef]
- Dos Santos, C.H.; Gabriel, G.T.; Soares do Amaral, J.V.; Barra Montevechi, J.A.; de Queiroz, J.A. Decision-making in a fast fashion company in the Industry 4.0 era: A Digital Twin proposal to support operational planning. Int. J. Adv. Manuf. Technol. 2021, 116, 1653–1666. [Google Scholar] [CrossRef]
- Mendi, A.F. A Digital Twin Case Study on Automotive Production Line. Sensors 2022, 22, 6963. [Google Scholar] [CrossRef] [PubMed]
- Pilati, F.; Sbaragli, A.; Regattieri, A.; Cohen, Y. Real Time Locating System for a Learning Cross-Docking Warehouse. In Proceedings of the Conference on Learning Factories CLF2021, Graz, Austria, 1–2 July 2021. [Google Scholar] [CrossRef]
- Rebelo, C.G.S.; Pereira, M.T.; Silva, F.J.G.; Ferreira, L.P.; Sá, J.C. The relevance of space analysis in warehouse management. Procedia Manuf. 2021, 55, 471–478. [Google Scholar] [CrossRef]
- Fontana, M.E.; Cavalcante, C.A.V. Use of Promethee method to determine the best alternative for warehouse storage location assignment. Int. J. Adv. Manuf. Technol. 2014, 70, 1615–1624. [Google Scholar] [CrossRef]
- Manzini, R.; Accorsi, R.; Baruffaldi, G.; Santi, D.; Tufano, A. Performance assessment in order picking systems: A visual double cross-analysis. Int. J. Adv. Manuf. Technol. 2019, 101, 1927. [Google Scholar] [CrossRef]
- Contreras-Hernandez, L.; Jiménez-G, H.S.; Dantas, P.P.L.; Cavalcante, C.A.V. Using multi-criteria decision making for selecting picking strategies. Oper. Res. Int. J. 2022, 22, 3265–3290. [Google Scholar] [CrossRef]
- Fontana, M.E.; Cavalcante, C.A.V. Using the Efficient Frontier to Obtain the Best Solution for the Storage Location Assignment Problem. Math. Probl. Eng. 2014, 2014, 745196. [Google Scholar] [CrossRef]
- Sadowski, A.; Wojciechowski, P.; Engelseth, P. The contingent nature of warehouse flexibility. Int. J. Product. Perform. 2021, 17, 3417–3442. [Google Scholar] [CrossRef]
- Polyportis, A.; Mugge, R.; Magnier, L. Consumer acceptance of products made from recycled materials: A scoping review. Resour. Conserv. Recycl. 2022, 186, 106533. [Google Scholar] [CrossRef]
- Janssen, L.; Claus, T.; Sauer, J. Literature review of deteriorating inventory models by key topics from 2012 to 2015. Int. J. Prod. Econ. 2016, 182, 86–112. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Chai, Y.; Ma, L. Research on Multi-Echelon Inventory Optimization for Fresh Products in Supply Chains. Sustainability 2021, 13, 6309. [Google Scholar] [CrossRef]
- Alonso, L.; Rubio, E.M.; de Agustina, B.; Domingo, R. Latest clean manufacturing trends applied to a world class manufacturing management for improving logistics and environmental performance. Procedia Manuf. 2017, 13, 1151–1158. [Google Scholar] [CrossRef]
- D’Orazio, L.; Messina, R.; Schiraldi, M.M. Industry 4.0 and World Class Manufacturing Integration: 100 Technologies for a WCM-I4.0 Matrix. Appl. Sci. 2020, 10, 4942. [Google Scholar] [CrossRef]
- Roodbergen, K.J.; Iris, I.F.A.; Taylor, G.D., Jr. Simultaneous determination of warehouse layout and control policies. Int. J. Prod. Res. 2015, 53, 3306–3326. [Google Scholar] [CrossRef]
- Revillot-Narváez, D.; Pérez-Galarce, F.; Álvarez-Miranda, E. Optimising the storage assignment and order-picking for the compact drive-in storage system. Int. J. Prod. Res. 2020, 58, 6949–6969. [Google Scholar] [CrossRef]
- Ahmadi Keshavarz, A.R.; Jaafari, D.; Khalaj, M.; Dokouhaki, P. A Survey of the Literature on Order-Picking Systems by Combining Planning Problems. Appl. Sci. 2021, 11, 10641. [Google Scholar] [CrossRef]
- Derhami, S.; Smith, J.S.; Kevin, R.; Gue, K.R. Optimising space utilisation in block stacking warehouses. Int. J. Prod. Res. 2017, 55, 6436–6452. [Google Scholar] [CrossRef]
- Derhami, S.; Smith, J.S.; Gue, K.R. A simulation-based optimization approach to design optimal layouts for blocks stacking warehouses. Int. J. Prod. Econ. 2020, 223, 107525. [Google Scholar] [CrossRef]
- Öztürkoğlu, Ö.; Hoser, D. A discrete cross aisle design model for order-picking warehouses. Eur. J. Oper. Res. 2019, 275, 411–430. [Google Scholar] [CrossRef]
- Venkitasubramony, R.; Adil, G.K. Modeling the effect of imperfect staggering in product inflow using queuing theory: Revisiting block stacking layout. Flex. Serv. Manuf. J. 2021, 33, 689–716. [Google Scholar] [CrossRef]
- Motroni, A.; Buffi, A.; Nepa, P. Forklift Tracking: Industry 4.0 Implementation in Large-Scale Warehouses through UWB Sensor Fusion. Appl. Sci. 2021, 11, 10607. [Google Scholar] [CrossRef]
- Motroni, A.; Buffi, A.; Nepa, P.; Pesi, M.; Congi, A. An Action Classification Method for Forklift Monitoring in Industry 4.0 Scenarios. Sensors 2021, 21, 5183. [Google Scholar] [CrossRef] [PubMed]
- Unhelkar, B.; Joshi, S.; Sharma, M.; Prakash, S.; Mani, A.K.; Prasad, M. Enhancing supply chain performance using RFID technology and decision support systems in the industry 4.0—A systematic literature review. Int. J. Inf. Manag. 2022, 2, 100084. [Google Scholar] [CrossRef]
- Tripicchio, P.; D’Avella, S.; Unetti, M. Efficient localization in warehouse logistics: A comparison of LMS approaches for 3D multilateration of passive UHF RFID tags. Int. J. Adv. Manuf. Technol. 2022, 120, 4977–4988. [Google Scholar] [CrossRef]
- Rzymowski, M.; Nyka, K.; Kulas, L. Direction of Arrival Estimation Based on Received Signal Strength Using Two-Row Electronically Steerable Parasitic Array Radiator Antenna. Sensors 2022, 22, 2034. [Google Scholar] [CrossRef]
- Hayward, S.J.; Earps, J.; Sharpe, R.; van Lopik, K.; Tribe, J.; West, A.A. A novel inertial positioning update method, using passive RFID tags, for indoor asset localization. CIRP J. Manuf. Sci. Technol. 2021, 35, 968–982. [Google Scholar] [CrossRef]
- Garriz, C.; Domingo, R. Simulation, through discrete events, of industrial processes in productive environments. Procedia Manuf. 2017, 13, 1074–1081. [Google Scholar] [CrossRef]
- Garriz, C.; Domingo, R. Development of trajectories through the Kalman algorithm and application to an industrial robot in the automotive industry. IEEE Access 2019, 7, 23570–23578. [Google Scholar] [CrossRef]
- Florescu, A.; Barabas, S.A. Modeling and Simulation of a Flexible Manufacturing System—A Basic Component of Industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Garriz, C.; Domingo, R. Trajectory Optimization in Terms of Energy and Performance of an Industrial Robot in the Manufacturing Industry. Sensors 2022, 22, 7538. [Google Scholar] [CrossRef]
- Fonseca i Casas, P.; Lijia Hu, D.; Guasch i Petit, A.; Figueras i Jové, J. Simplifying the Verification of Simulation Models through Petri Net to FlexSim Mapping. Appl. Sci. 2020, 10, 139. [Google Scholar] [CrossRef] [Green Version]
- Tao, F.; Xiao, B.; Qi, Q.; Cheng, J.; Ji, P. Digital twin modeling. J. Manuf. Syst. 2022, 64, 372–389. [Google Scholar] [CrossRef]
- Ben Rabia, M.A.; Bellabdaoui, A. Simulation-based analytics: A systematic literature review. Simul. Model. Pract. Theory 2022, 117, 102511. [Google Scholar] [CrossRef]
- Ahuja, R.K.; Magnanti, T.L.; Orlin, J.B. Network Flows: Theory, Algorithms, and Applications; Prentice-Hall: Upper Saddle River, NJ, USA, 1993. [Google Scholar]
- Roodbergen, K.J.; de Koster, R. Routing order pickers in a warehouse with a middle aisle. Eur. J. Oper. Res. 2001, 133, 32–43. [Google Scholar] [CrossRef] [Green Version]
- Lewin, K. Action research and minority problems. J. Soc. Issues 1946, 2, 34–46. [Google Scholar] [CrossRef]
- McNiff, J.; Whitehead, J. Action Research: Principles and Practice, 2nd ed.; Routledge Falmer: New York, NY, USA, 2002. [Google Scholar]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- FlexSim. Available online: www.flexsim.com (accessed on 1 March 2022).
- Beaverstock, M.; Greenwood, A.; Nordgren, W. Applied Simulation: Modeling and Analysis Using Flexsim, 5th ed.; BookBaby: Pennsauken, NJ, USA, 2018. [Google Scholar]
- Kwok, P.K.; Yan, M.; Chan, B.K.P.; Lau, H.Y.K. Crisis management training using discrete-event simulation and virtual reality techniques. Comput. Ind. Eng. 2019, 135, 711–722. [Google Scholar] [CrossRef]
- ISO 6780; Flat Pallets for Intercontinental Materials Handling—Principal Dimensions and Tolerances. International Organization for Standardization: Geneva, Switzerland, 2003.
- ISO/IEC 15962; Information Technology—Radio Frequency Identification (RFID) for Item Management—Data Protocol: Data Encoding Rules and Logical Memory Functions. International Organization for Standardization: Geneva, Switzerland, 2022.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference Layout (3 × 3) Occupancy | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Occupancy Layout (3 × 3) | 50% | 55% | 60% | 65% | 70% | 75% | 80% | 85% | 90% | |
| Available Slots Layout (3 × 3) | 633 | 696 | 759 | 822 | 886 | 949 | 1012 | 1075 | 1139 | |
| Equivalent Occupancy (%) | ||||||||||
| Layouts | 3 × 4 | 56.6 | 62.2 | 67.8 | 73.5 | 79.2 | 84.8 | 90.4 | >95% | >95% |
| 4 × 3 | 58.3 | 64.1 | 69.9 | 75.7 | 81.6 | 87.4 | 93.2 | >95% | >95% | |
| 3 × 5 | 62.1 | 68.2 | 74.4 | 80.6 | 86.9 | 93.0 | >95% | >95% | >95% | |
| 5 × 3 | 63.4 | 69.7 | 76.0 | 82.3 | 88.7 | 95.0 | >95% | >95% | >95% | |
| 4 × 4 | 64.9 | 71.3 | 77.8 | 84.2 | 90.8 | >95% | >95% | >95% | >95% | |
| 3 × 6 | 65.0 | 71.5 | 77.9 | 84.4 | 91.0 | >95% | >95% | >95% | >95% | |
| 5 × 4 | 70.1 | 77.1 | 84.1 | 91.0 | >95% | >95% | >95% | >95% | >95% | |
| 4 × 5 | 71.6 | 78.7 | 85.9 | 93.0 | >95% | >95% | >95% | >95% | >95% | |
| 4 × 6 | 75.4 | 82.9 | 90.4 | >95% | >95% | >95% | >95% | >95% | >95% | |
| 6 × 3 | 76.3 | 83.9 | 91.4 | >95% | >95% | >95% | >95% | >95% | >95% | |
| 5 × 5 | 77.6 | 85.3 | 93.0 | >95% | >95% | >95% | >95% | >95% | >95% | |
| 5 × 6 | 81.8 | 89.9 | >95% | >95% | >95% | >95% | >95% | >95% | >95% | |
| 6 × 4 | 84.0 | 92.3 | >95% | >95% | >95% | >95% | >95% | >95% | >95% | |
| 6 × 5 | 93.1 | >95% | >95% | >95% | >95% | >95% | >95% | >95% | >95% | |
| 6 × 6 | >95% | >95% | >95% | >95% | >95% | >95% | >95% | >95% | >95% | |
| Reallocated Bags (Units) | Time of Forklift Use (s) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Occupancy Layout | 50% | 55% | 60% | 65% | 70% | 75% | 50% | 55% | 60% | 65% | 70% | 75% | |
| 3 × 3 | 173 | 194 | 2206 | 233 | 258 | 285 | 41,236 | 42,805 | 44,292 | 46,026 | 47,184 | 48,815 | |
| Layouts | 3 × 4 | 175 | 208 | 229 | 251 | 276 | 290 | 41,443 | 43,705 | 45,357 | 46,409 | 48,435 | 48,806 |
| 4 × 3 | 101 | 112 | 126 | 141 | 157 | 175 | 32,866 | 34,120 | 34,480 | 36,145 | 36,465 | 38,554 | |
| 3 × 5 | 186 | 214 | 234 | 263 | 283 | 308 | 41,546 | 44,444 | 45,380 | 47,367 | 48,669 | 49,807 | |
| 5 × 3 | 59 | 71 | 85 | 93 | 106 | 117 | 29,727 | 30,096 | 31,154 | 32,034 | 32,467 | 33,854 | |
| 4 × 4 | 109 | 121 | 140 | 157 | 169 | 33,155 | 34,818 | 351,956 | 36,987 | 37,361 | |||
| 3 × 6 | 197 | 223 | 251 | 279 | 297 | 42,708 | 44,798 | 46,203 | 48,587 | 50,037 | |||
| 5 × 4 | 65 | 82 | 94 | 104 | 29,363 | 30,798 | 31,983 | 31,947 | |||||
| 4 × 5 | 119 | 131 | 153 | 166 | 34,327 | 34,820 | 36,414 | 37,029 | |||||
| 4 × 6 | 125 | 137 | 157 | 35,328 | 35,228 | 36,612 | |||||||
| 6 × 3 | 41 | 50 | 51 | 27,177 | 28,047 | 28,375 | |||||||
| 5 × 5 | 77 | 91 | 101 | 30,067 | 31,488 | 31,858 | |||||||
| 5 × 6 | 84 | 98 | 30,763 | 31,355 | |||||||||
| 6 × 4 | 43 | 55 | 27,256 | 28,419 | |||||||||
| 6 × 5 | 52 | 28,216 | |||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Félix-Cigalat, J.S.; Domingo, R. Towards a Digital Twin Warehouse through the Optimization of Internal Transport. Appl. Sci. 2023, 13, 4652. https://doi.org/10.3390/app13084652
Félix-Cigalat JS, Domingo R. Towards a Digital Twin Warehouse through the Optimization of Internal Transport. Applied Sciences. 2023; 13(8):4652. https://doi.org/10.3390/app13084652
Chicago/Turabian StyleFélix-Cigalat, Joaquín S., and Rosario Domingo. 2023. "Towards a Digital Twin Warehouse through the Optimization of Internal Transport" Applied Sciences 13, no. 8: 4652. https://doi.org/10.3390/app13084652