As the essential component of steam turbines, steam turbine blades must be constructed with extreme precision to withstand demanding working conditions. However, when traditional processing methods are used by workers to grind the blade, the grinding precision is solely dependent on the worker’s subjective perception [
1,
2]. Due to the inadequate grinding environment, manual grinding is ineffective, unable to produce accurate material removal and unhealthy for workers. Instead, robotic grinding has emerged as a competitive option to hand grinding of workpieces with complex surfaces, because of its adaptability, intelligence and lower cost [
3,
4,
5]. Furthermore, the enormous curve of the blade profile and the intricate microscopic material removal mechanism make it challenging to quantify the quantity of blade grinding removal under certain grinding conditions [
6]. Therefore, it is especially important to develop a model that can predict material removal correctly. Over the years, there has been considerable interest in the prediction of material removal depth (MRD) based on complicated profiles. Likewise, numerous approaches have been tested to address this bottleneck issue [
7,
8]. However, the majority of material removal research is primarily modeled by simulating the contact conditions between the workpiece surface and the abrasive tool. These models are prone to significant mistakes because they frequently overlook the state of the abrasive tool itself and base assumptions on ideal circumstances. In order to study the relationship between material removal depth and process parameters, Hamann [
9] proposed a mathematical model:
where
is the grinding process constant,
represents the resistance constant of abrasive belt grinding ability,
is the abrasive belt wear coefficient,
is the abrasive belt rate,
is the feed rate,
is the width of the grinding path,
is the normal force between the workpiece and the grinding tool. Since Hamann’s model is only suitable for workpieces with relatively flat surfaces, it is no longer applicable to workpieces with complex profiles. A model proposed by Preston [
10] for material removal depth versus pressure and relative velocity between workpiece and grinding tool is widely used in the grinding industry:
where
is the Preston coefficient,
P is the normal force between the workpiece and the grinding tool,
is the grinding tool speed,
is the workpiece feed speed, and “±” indicates the contact direction between workpiece and grinding tool. The grinding equation has a more comprehensive summary of the grinding process, but the dimensionless constant
used in the formula can only be determined through very detailed physical experiments, which are not universal. In order to solve the problem of free-form surface material removal, Xiang Zhang et al. [
3] proposed a local material removal grinding model for turbine blades. Zhang’s model is a local process model with force as the main influencing factor of final local removal, which is convenient in understanding and defining the free-form surface process model. In order to address the low grinding accuracy of complex blade profiles, Yuanjian Lv [
6] suggested an equal residual height technique, based on the material removal profile (MRP) model. Lv’s model designs the workpiece’s grinding path, while taking into account the contact wheel’s elastomeric deformation. Therefore, the accuracy of grinding for some blades is significantly improved. In the actual grinding process, many factors impact on the final grinding removal rate, including abrasive belt mesh number, rotational speed, and grinding force [
11,
12,
13]. In order to achieve accurate material removal depth, these key parameters must be taken into account. In addition, the main cause of the significant discrepancy between the model calculation result and the actual one is, frequently, due to disregarding the actual grinding scenario. A large amount of experimental data is obtained from the actual grinding parameters, and this is a more appropriate method in using the nonlinear regression model over the traditional model.
Over the last few years, the application of machine learning algorithms has attracted more and more attention in the fields of manufacturing and processing [
14,
15]. Furthermore, future development will increasingly favor the use of big data to advance the manufacturing and processing industries. Khalick Mohammad et al. [
16] proposed a polishing algorithm utilizing the composition of neural networks (NNWs) and genetic algorithms (GAs). Mohammad’s algorithm solves the problem of uneven distribution of materials removed from the surface to be polished. More specifically, the effectiveness of the algorithm is verified by polishing experiments on uneven surfaces. Kaiyuan Gao [
17] proposed a machine learning and acoustic sensing approach for Inconel 718 robot belt abrasive material removal. The material removal model included a newly trained and improved K-fold-XGBoost algorithm. Data-driven models have become a hot topic in the engineering world with the emergence of machine learning and deep learning algorithms. This argument is satisfactorily made by Pandiyan [
18]. This paper’s method, ANFIS, is in line with how data-driven models are applied in the engineering discipline. While other literature studies use rigid tools or flexible tools to grind flat workpieces, this study makes a unique addition by using flexible grinding tools to grind curved workpieces [
19].
Support vector machine (SVM), neural network (NN), and fuzzy logic (FL) have been the three most popular learning techniques over the past 20 years. SVM, NN, and FL were the three comparison algorithms used by Kecman [
20]. Wahyu Caesarendra [
21] used offline machine learning to deburr vibration data using wavelet decomposition, the Welch technique, and ANFIS. They also contrasted the ANFIS classifier against the SVM classifier, neural network classifier, and both. Pandiyan [
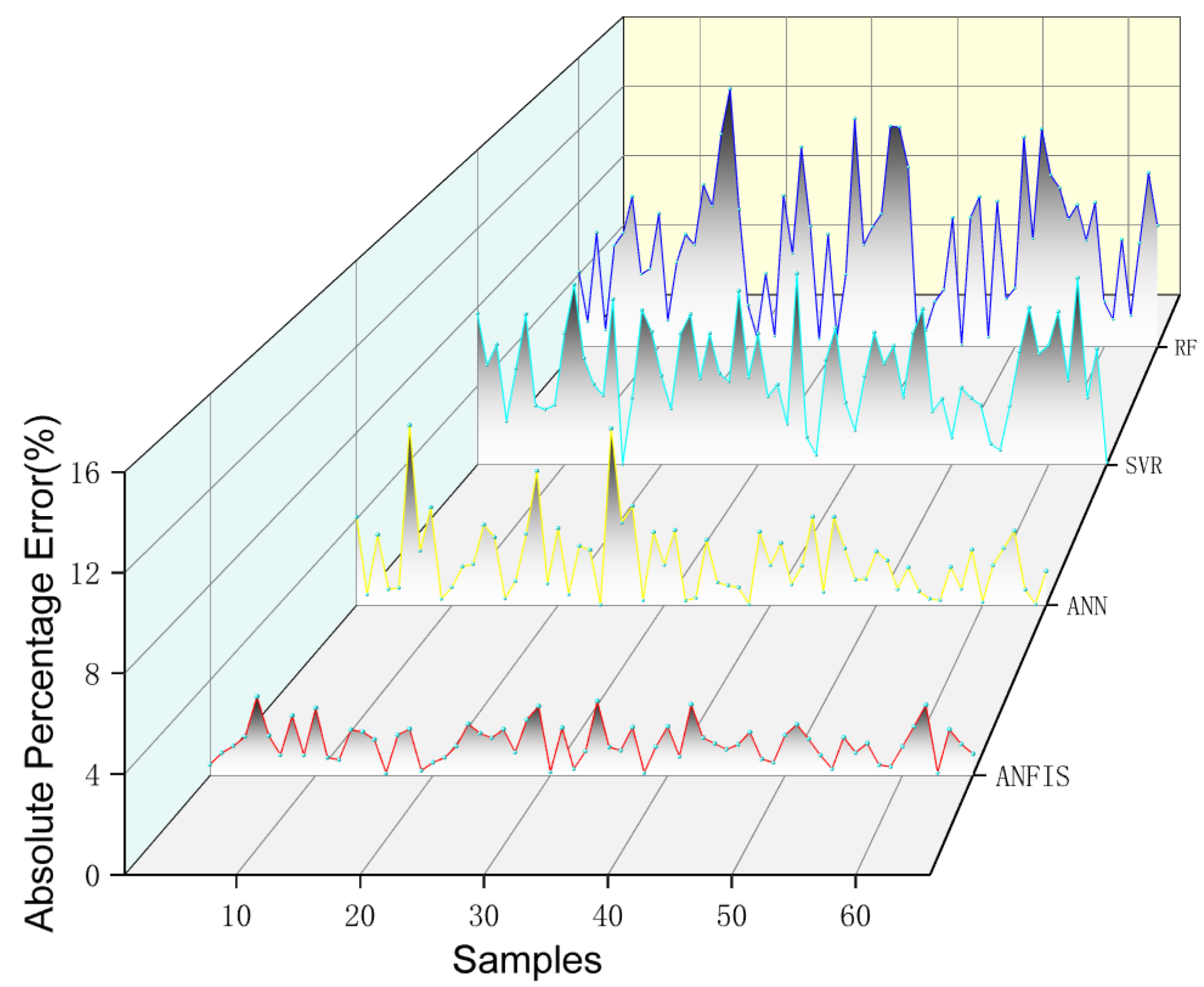
14] carried out thorough comparisons with grinding data using methods like ANFIS, Artificial Neural Networks (ANN), Support Vector Regression (SVR), Random Forest (RF), etc. Based on the research in the above literature, this paper used the data obtained from the experiments to compare and analyze the four regression algorithms (ANFIS, ANN, SVR, and RF), and this provided a scientific basis for the selection of the ANFIS method.
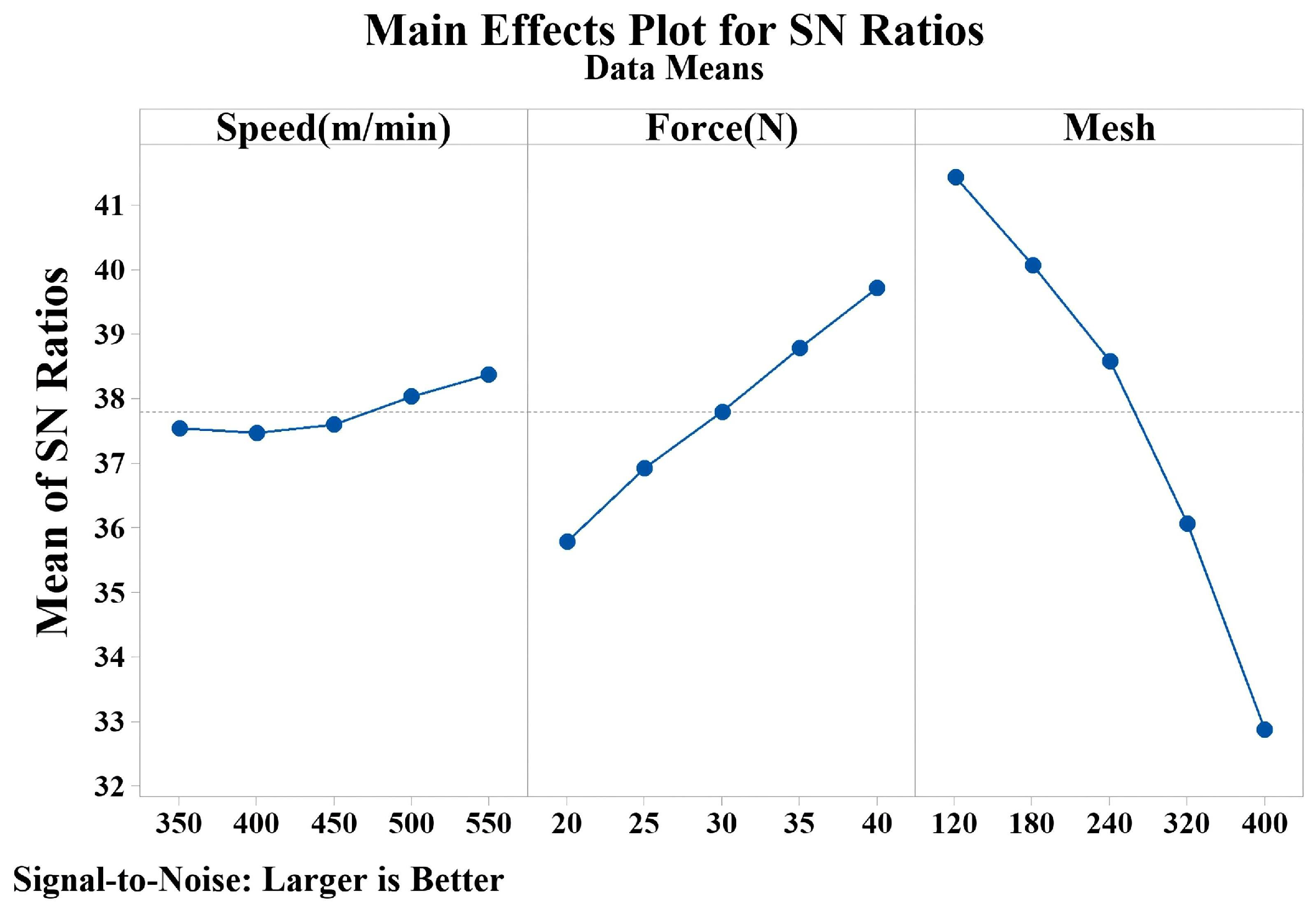
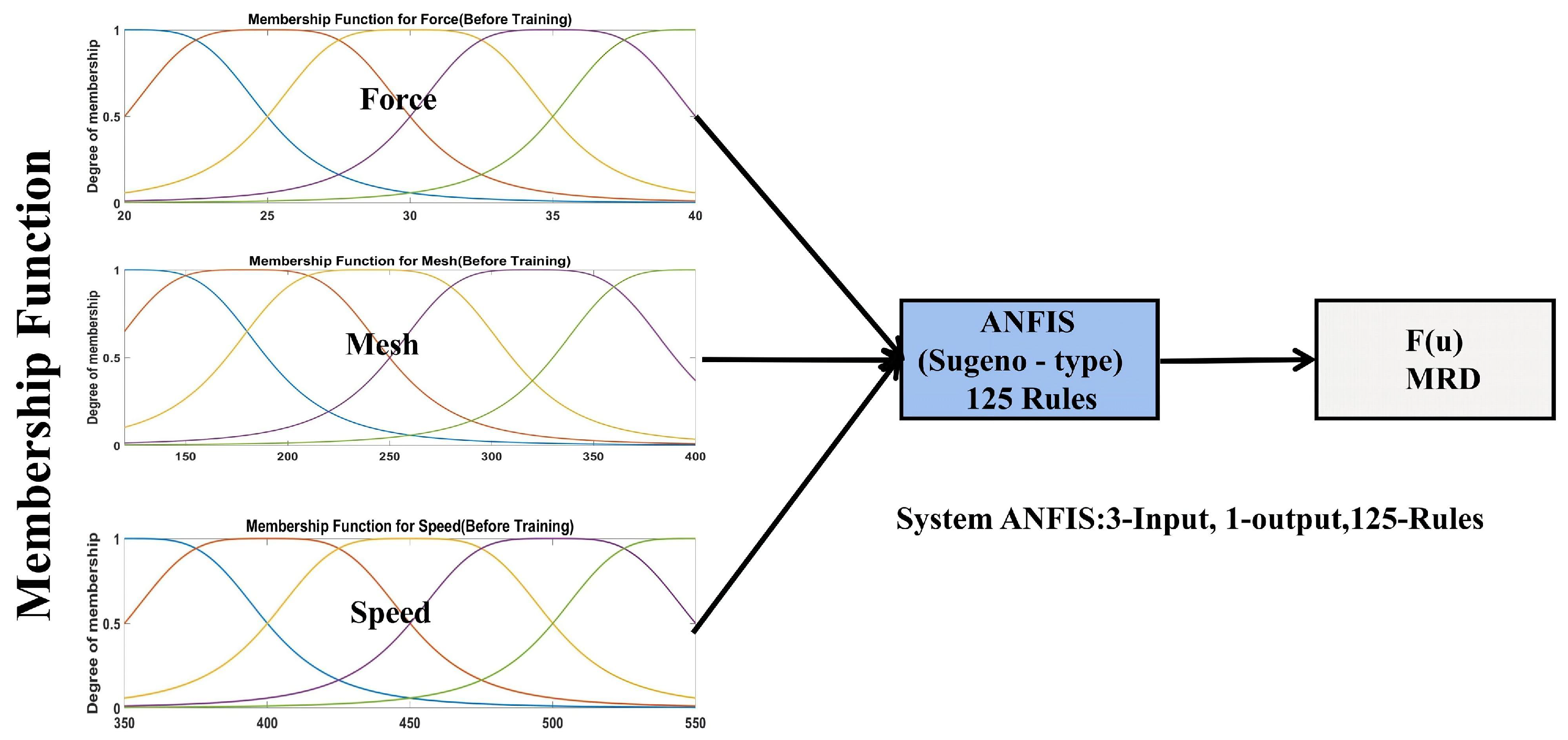
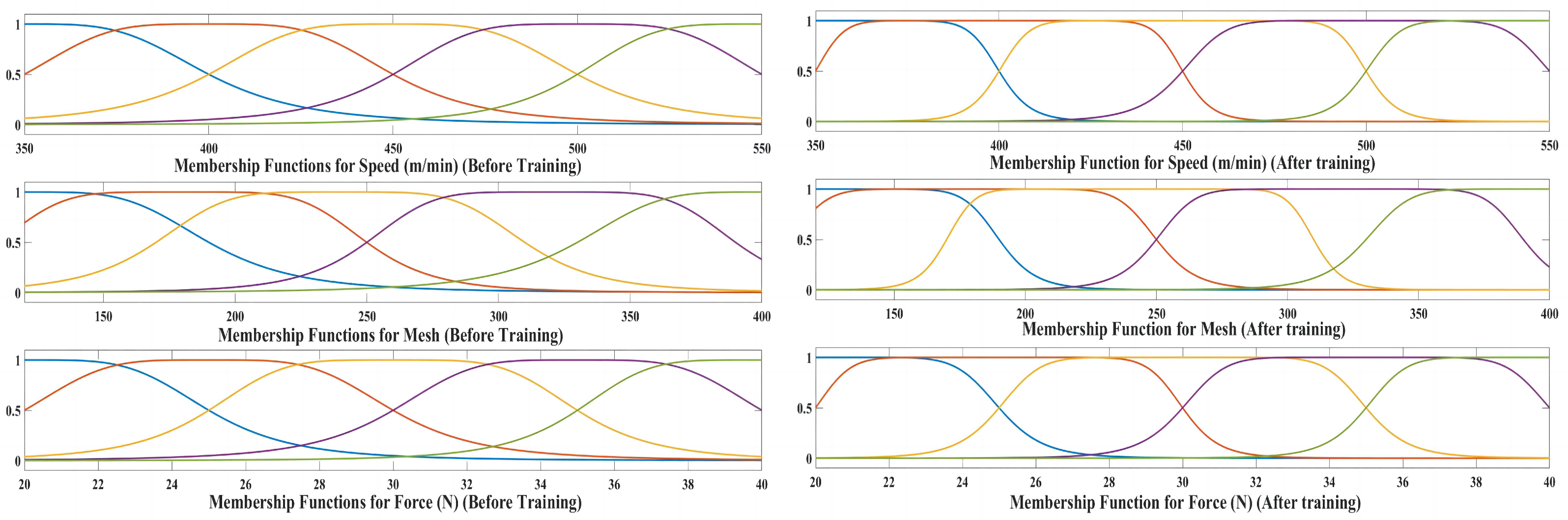
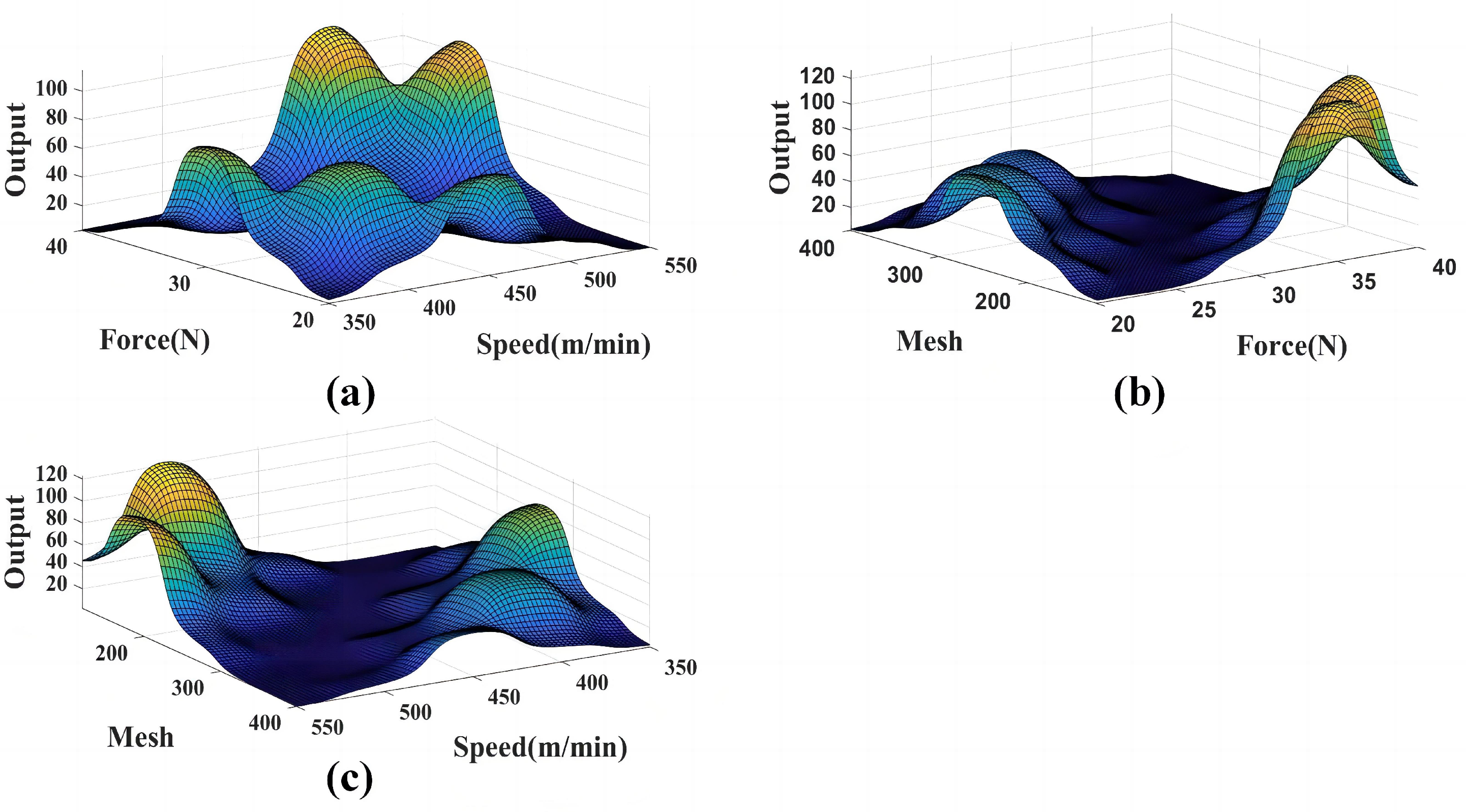
In this study, the three grinding factors, speed, mesh, and force, which were suggested to have the biggest effects on the material removal depth (MRD) in previous literature, are modeled. Firstly, orthogonal experiments were designed, using the Taguchi method, to reduce the number of experiments performed in order to find the optimal solution. Secondly, three-dimensional modeling of the robot hand-held blade grinding was applied to the actual grinding process. Finally, the regression model ANFIS was used to model the experimental results, and the influence of different parameters on material removal was studied. The reason for choosing ANFIS model will be discussed later. In contrast with the traditional linear modeling method, the relationship between the grinding tool and the workpiece was non-linear. The ANFIS method exploited in this paper is more suitable for practical situations. Therefore, it can predict the material removal depth without experiments.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}