
Aspects Related to the Design and Manufacturing of an Original and Innovative Marker Support System for Use in Clinical Optometry


Abstract
:1. Introduction
- -
- High elasticity—the mount should allow for usage with a wide array of models of glasses.
- -
- Maximum weight 5 g—total weight of the system will be two such mechanisms, for a total of 10 g. It was considered that the mounting bracket should not be heavier than one of the lightest pairs of glasses. This is mostly an empirical parameter, based on previous iterations of such systems.
- -
- Good resistance to repeated usage—the system should not be prone to easily breaking while being used for multiple dimensions of seeing glasses.
- -
- Easy to manufacture, but especially easy to modify between product iterations due to the shifting fashions in eyewear; the mounting bracket should easily follow suit.
- -
- Low cost and good aesthetics
- -
- Made in one part—measuring accuracy will greatly depend on how well the system is assembled. Related to this last point, a special model of a compliant mechanism that achieves the transmission of force and motion through its own elastic body transformation was proposed. Through several iterations, a shape was obtained, mostly being designed around the normal shape of a user’s glasses frames.
- -
- -
- -
- -
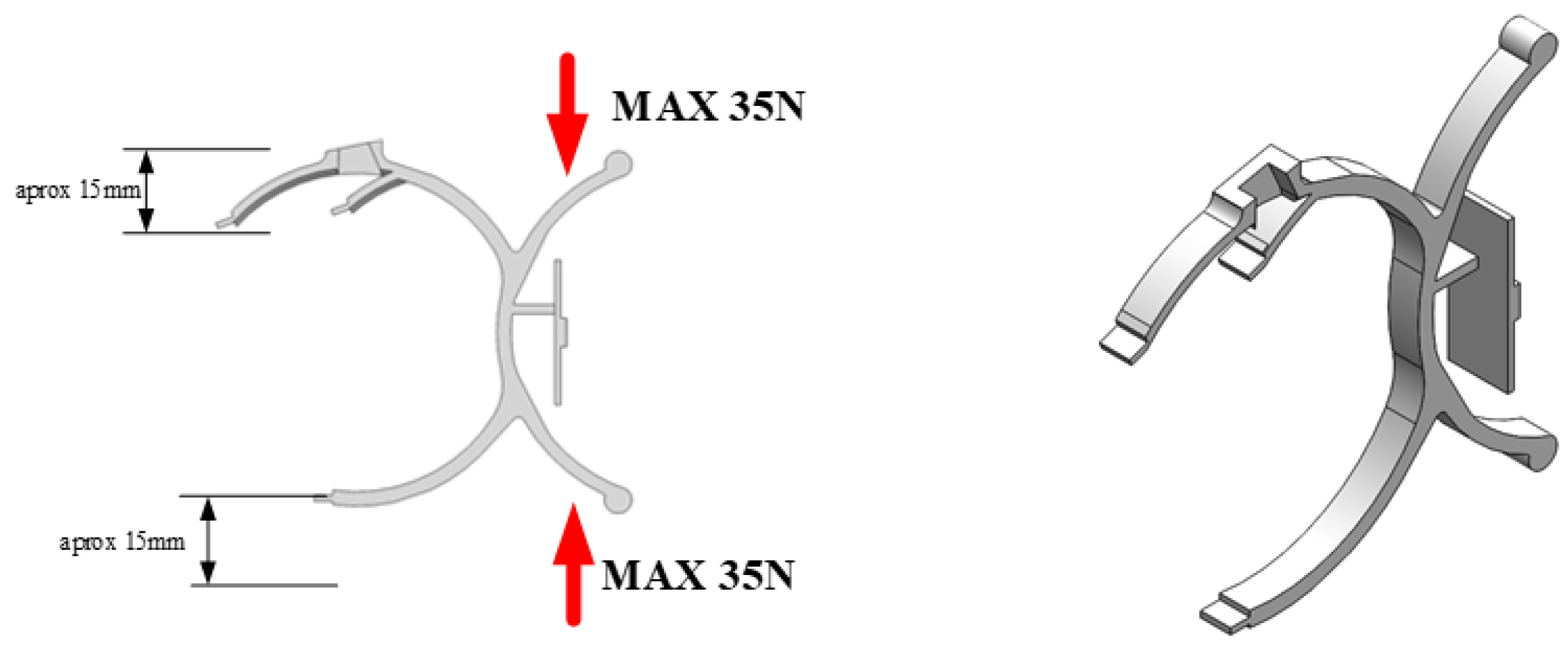
2. Finite Element Analysis of Proposed Shape
- -
- Mesh type: Solid Mesh
- -
- Element Size: 1.43838 mm
- -
- Tolerance: 0.0719189 mm
- -
- Mesh Quality: High
- -
- Total Nodes: 15,490
- -
- Total Elements: 8368
- -
- Maximum Aspect Ratio: 13,989
- -
- % of elements with Aspect Ratio < 3: 96.5
- -
- % of elements with Aspect Ratio > 10: 0.0956
- -
- % of distorted elements (Jacobian): 0
3. Physically Developed Prototype of Mechanism
4. Testing of Manufactured Device
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nilsen, T.; Hermann, M.; Eriksen, C.; Dagfinrud, H.; Mowinckel, P.; Kjeken, I. Grip force and pinch grip in an adult population: Reference values and factors associated with grip force. Scand. J. Occup. Ther. 2011, 19, 288–296. [Google Scholar] [CrossRef]
- VisionFit Dispensing System™ (VFDS). Available online: https://www.luzerneoptical.com/vfds-visionfit-dispensing-system.html (accessed on 6 January 2023).
- What Is OptikamPad? Available online: https://www.optikam.com/ (accessed on 6 January 2023).
- EssilorPRO. Available online: https://www.essilorpro.com/ (accessed on 6 January 2023).
- ZEISS i.Terminal 2. Available online: https://www.zeiss.com/vision-care/int/ecp/products/instruments-technology/zeiss-i-terminal-2.html (accessed on 6 January 2023).
- Thompson, M.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Farooque, R.; Asjad, M.; Rizvi, S. A current state of art applied to injection moulding manufacturing process—A review. Mater. Today Proc. 2021, 43, 441–446. [Google Scholar] [CrossRef]
- Singh, G.; Verma, A. A Brief Review on injection moulding manufacturing process. Mater. Today Proc. 2017, 4, 1423–1433. [Google Scholar] [CrossRef]
- Hamidi, M.F.F.A.; Harun, W.S.W.; Samykano, M.; Ghani, S.A.C.; Ghazalli, Z.; Ahmad, F.; Sulon, A.B. A review of biocompatible metal injection moulding process parameters for biomedical applications. Mater. Sci. Eng. C 2017, 78, 1263–1276. [Google Scholar] [CrossRef] [Green Version]
- Dehghan-Manshadi, A.; Yu, P.; Dargush, M.; Stjohn, D.; Qian, M. Metal injection moulding of surgical tools, biomaterials and medical devices: A review. Powder Technol. 2020, 364, 189–204. [Google Scholar] [CrossRef]
- Mazzoli, A. Selective laser sintering in biomedical engineering. Med. Biol. Eng. Comput. 2013, 51, 245–256. [Google Scholar] [CrossRef]
- Kumar, S. Selective laser sintering: A qualitative and objective approach. JOM 2003, 55, 43–47. [Google Scholar] [CrossRef]
- Schmidt, M.; Pohle, D.; Rechtenwald, T. Selective Laser Sintering of PEEK. CIRP Ann. 2007, 56, 205–208. [Google Scholar] [CrossRef]
- Olakanmi, E.; Cochrane, R.; Dalgarno, K. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- León-Cabezas, M.; Martínez-García, A.; Varela-Gandía, F. Innovative advances in additive manufactured moulds for short plastic injection series. Procedia Manuf. 2017, 13, 732–737. [Google Scholar] [CrossRef]
- Medellin, A.; Du, W.; Miao, G.; Zou, J.; Pei, Z.; Ma, C. Vat Photopolymerization 3D Printing of Nanocomposites: A Literature Review. J. Micro Nano-Manuf. 2019, 7, 031006. [Google Scholar] [CrossRef]
- Aduba, D.C., Jr.; Margaretta, E.D.; Marnot, A.E.; Heifferon, K.V.; Surbey, W.R.; Chartrain, N.A.; Whittington, A.R.; Long, T.E.; Williams, C.B. Vat photopolymerization 3D printing of acid-cleavable PEG-methacrylate networks for biomaterial applications. Mater. Today Commun. 2019, 19, 204–211. [Google Scholar] [CrossRef]
- Chartrain, N.A.; Williams, C.B.; Whittington, A.R. A review on fabricating tissue scaffolds using vat photopolymerization. Acta Biomater. 2018, 74, 90–111. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Manoj Kumar, K.; Bupathi Ram, P.; Ravichandran, M.; Vinayagamoorthy, M. A review on recent advancements in fused deposition modelling. Mater. Today Proc. 2020, 27, 752–756. [Google Scholar] [CrossRef]
- Parulski, C.; Jennotte, O.; Lechanteur, A.; Evrard, B. Challenges of fused deposition modeling 3D printing in pharmaceutical applications: Where are we now? Adv. Drug Deliv. Rev. 2021, 175, 113810. [Google Scholar] [CrossRef]
- Cailleaux, S.; Sanchez-Ballester, N.M.; Gueche, Y.A.; Bataille, B.; Soulairol, I. Fused Deposition Modeling (FDM), the new asset for the production of tailored medicines. J. Control. Release 2021, 330, 821–841. [Google Scholar] [CrossRef]
- Bakır, A.A.; Atik, R.; Özerinç, S. Mechanical properties of thermoplastic parts produced by fused deposition modeling: A review. Rapid Prototyp. J. 2021, 27, 537–561. [Google Scholar] [CrossRef]
- Doshi, M.; Mahale, A.; Kumar Singh, S.; Deshmukh, S. Printing parameters and materials affecting mechanical properties of FDM-3D printed Parts: Perspective and prospects. Mater. Today Proc. 2022, 50, 2269–2275. [Google Scholar] [CrossRef]
- Rezaeian, P.; Ayatollahi, M.R.; Nabavi-Kivi, A.; Razavi SM, J. Effect of printing speed on tensile and fracture behavior of ABS specimens produced by fused deposition modelling. Eng. Fract. Mech. 2022, 266, 108393. [Google Scholar] [CrossRef]
- Azadi, M.; Dadashi, A.; Dezianian, S.; Kianifar, M.; Torkaman, S.; Chiyani, M. High-cycle bending fatigue properties of additive-manufactured ABS and PLA polymers fabricated by fused deposition modeling 3D-printing. Forces Mech. 2021, 3, 100016. [Google Scholar] [CrossRef]
- Peterson, A.M. Review of acrylonitrile butadiene styrene in fused filament fabrication: A plastics engineering-focused perspective. Addit. Manuf. 2019, 27, 363–371. [Google Scholar] [CrossRef]
- Vidakis, N. Sustainable additive manufacturing: Mechanical response of acrylonitrile-butadiene-styrene over multiple recycling processes. Sustainability 2020, 12, 3568. [Google Scholar] [CrossRef]
- Singhvi, M.S.; Zinjarde, S.S.; Gokhale, D.V. Polylactic acid: Synthesis and biomedical applications. J. Appl. Microbiol. 2019, 127, 1612–1626. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Zhao, M.; Xu, F.; Yang, B.; Li, X.; Meng, X.; Teng, L.; Sun, F.; Li, Y. Synthesis and biological application of polylactic acid. Molecules 2020, 25, 5023. [Google Scholar] [CrossRef]
- Casalini, T.; Rossi, F.; Castrovinci, A.; Perale, G. A Perspective on Polylactic Acid-Based Polymers Use for Nanoparticles Synthesis and Applications. Front. Bioeng. Biotechnol. 2019, 7, 259. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Ayyoob, M.; Joo, J.; Deri, F. Polylactic acid blends: The future of green, light and tough. Prog. Polym. Sci. 2018, 85, 83–127. [Google Scholar] [CrossRef]
- Xiao, J.; Gao, Y. The manufacture of 3D printing of medical grade TPU. Prog. Addit. Manuf. 2017, 2, 117–123. [Google Scholar] [CrossRef] [Green Version]
- Verstraete, G.; Samaro, A.; Grymonpré, W.; Vanhoorne, V.; Van Snick, B.; Boone, M.N.; Hellemans, T.; Van Hoorebeke, L.; Remon, J.P.; Vervaet, C. 3D printing of high drug loaded dosage forms using thermoplastic polyurethanes. Int. J. Pharm. 2018, 536, 318–325. [Google Scholar] [CrossRef]
- Harris, C.G.; Jursik, N.J.; Rochefort, W.E.; Walker, T.W. Additive Manufacturing with Soft TPU—Adhesion Strength in Multimaterial Flexible Joints. Front. Mech. Eng. 2019, 5, 37. [Google Scholar] [CrossRef] [Green Version]
- De la Rosa, S.; Mayuet, P.F.; Méndez Salgueiro, J.R.; Rodríguez-Parada, L. Design of Customized TPU Lattice Structures for Additive Manufacturing: Influence on the Functional Properties in Elastic Products. Polymers 2021, 13, 4341. [Google Scholar] [CrossRef]
- Moraru, E. Research on the Realization of Dental Prostheses by Selective Laser Deposition and Other Additive Technologies. Ph.D. Thesis, Politehnica University of Bucharest, Bucharest, Romania, 2021. (In Romanian). [Google Scholar]
- Besnea, D.; Rizescu, C.I.; Rizescu, D.; Comeaga, D.; Ciobanu, R.; Moraru, E. Study of deflection behaviour of 3D printed leaf springs. In Proceedings of the 8th International Conference on Advanced Concepts in Mechanical Engineering, Iasi, Romania, 7–8 June 2018; Volume 444, p. 042008. [Google Scholar]
- Armadillo Technical Data Sheet. Available online: https://ninjatek.com/shop/armadillo/ (accessed on 6 January 2023).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Explanation |
|---|---|
 | Version 1—Loosely based on a half open contour of glasses frames, the two-sided handles allow force to be applied, and thus obtain an almost vertical movement of the three prongs in the right of the picture. These three points will allow for secure fastening to the frames. The model was found lacking for multiple reasons, especially due to the fact that applying the necessary force was difficult. |
 | Version 2—The improved design of the handles allows force to be applied much more easily, and thus obtain a better overall behaviour. However, in this version, it was first noticed that the new support interfered with the patient, since the actual body of the marker support system pushed against the patient’s face. |
 | Version 3—Prongs were extended laterally to move the entire support in a plane parallel to the user’s glasses, and as such, no longer pushed against the patient’s face. Modifications were also made to the handles with minor improvements to the overall usability of the system. |
 | Version 4—Further improvements were made to the design, and handles were reverted to the initial profile, as the previous one was proven to fail under repeated stress in terms of both simulations and practical use. |
 | Version 5—To allow for a larger opening of the device, the orientation of the handles was changed. Furthermore, the prongs were made detachable—this is due to the technological aspects of FDM, as it allows for much better control of the settings used for each part of the frame. Furthermore, since the prongs are in direct contact with the frames, they must be coated to ensure that they do not scratch the surface. |
 | Version 6—Final version of the design, with minor modifications in terms of the retention system for prongs, infill, as well as very small dimensional changes. This is the version that has been used in the paper. |
| Property | ABS | PLA | TPU |
|---|---|---|---|
| Density | 1.02 g/cm3 | 1.252 g/cm3 | 1.18 g/cm3 |
| Young Modulus | 1.18 GPa | 1.59 GPa | 0.396 GPa |
| Poisson ratio | 0.35 | 0.36 | 0.3897 |
| Yield strength | 45 MPa | 70 MPa | 65.85 MPa |
| F (N) | TPU (σy = 65.85 MPa) | ABS (σy = 45 MPa) | PLA (σy = 70 MPa) | |||
|---|---|---|---|---|---|---|
| ymax [mm] | σmax [MPa] | ymax [mm] | σmax [MPa] | ymax [mm] | σmax [MPa] | |
| 5 | 4.03 | 8.4 | 1.35 | 8.35 | 1.03 | 8.3 |
| 10 | 8.16 | 17.16 | 2.72 | 16.84 | 2.01 | 16.72 |
| 15 | 12.32 | 26.11 | 4.11 | 25.47 | 3.03 | 25.25 |
| 20 | 16.42 | 35.07 | 5.51 | 34.21 | 4.05 | 33.87 |
| 25 | 20.4 | 43.87 | 6.91 | 43.05 | 5.09 | 42.58 |
| 30 | 24.23 | 52.45 | 8.32 | 51.96 | 6.12 | 51.36 |
| 35 | 27.86 | 60.68 | 9.74 | 60.93 | 7.17 | 60.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Constantin, V.; Besnea, D.; Gramescu, B.; Moraru, E. Aspects Related to the Design and Manufacturing of an Original and Innovative Marker Support System for Use in Clinical Optometry. Appl. Sci. 2023, 13, 2859. https://doi.org/10.3390/app13052859
Constantin V, Besnea D, Gramescu B, Moraru E. Aspects Related to the Design and Manufacturing of an Original and Innovative Marker Support System for Use in Clinical Optometry. Applied Sciences. 2023; 13(5):2859. https://doi.org/10.3390/app13052859
Chicago/Turabian StyleConstantin, Victor, Daniel Besnea, Bogdan Gramescu, and Edgar Moraru. 2023. "Aspects Related to the Design and Manufacturing of an Original and Innovative Marker Support System for Use in Clinical Optometry" Applied Sciences 13, no. 5: 2859. https://doi.org/10.3390/app13052859