
Novel Real-Time Compensation Method for Machine Tool’s Ball Screw Thermal Error
Abstract
:1. Introduction
2. Thermal Equilibrium Analysis
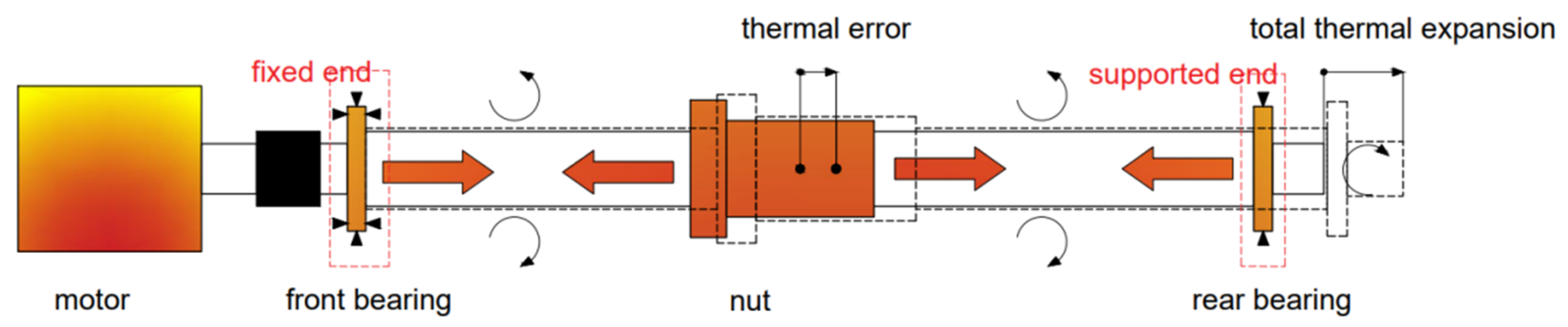
2.1. Thermal Analysis of Ball Screw Feed System
- The thermal boundary at the connection between the fixed end of the screw and the elastic coupling can be regarded as adiabatic. Thus, heat conduction from the motor to the screw can be ignored.
- Heat generation due to friction in the free-end bearing is negligible and can be ignored.
- Only the axial heat conduction of the screw is considered.
- Fixed end – This is the section that is in contact with the elastic coupling. The interface between the screw and elastic coupling is considered adiabatic.
- Fixed bearing—This is the section that is in contact with the fixed-end bearing. Heat generated by the bearing enters the screw here.
- Nut—The section that is in contact with the ball screw nut. Heat generated by the nut enters the screw here.
- Free end—The section that is in contact with the free-end bearing.
- Air convection section—All parts of the screw not identified above. These dissipate the heat of the screw through convection with the air.
2.2. Components of Screw Thermal Error
3. Screw Thermal Error Due to Feed Movement
- Heat generated by the bearing in the fixed end enters the screw from the face in contact with the bearing.
- Heat generated by the nut enters the screw from the surface in contact with the nut.
- Heat convection between the screw and the air occurs on all free surfaces of the screw.
3.1. Derivation of Screw Thermal Distribution
3.2. Prediction of Screw Thermal Error
4. Parameter Identification of Simplified Model and Application of Compensation
4.1. Simplification of Parameter Expressions
4.2. Parameter Identification Method
4.3. Application of Screw Thermal Error Compensation
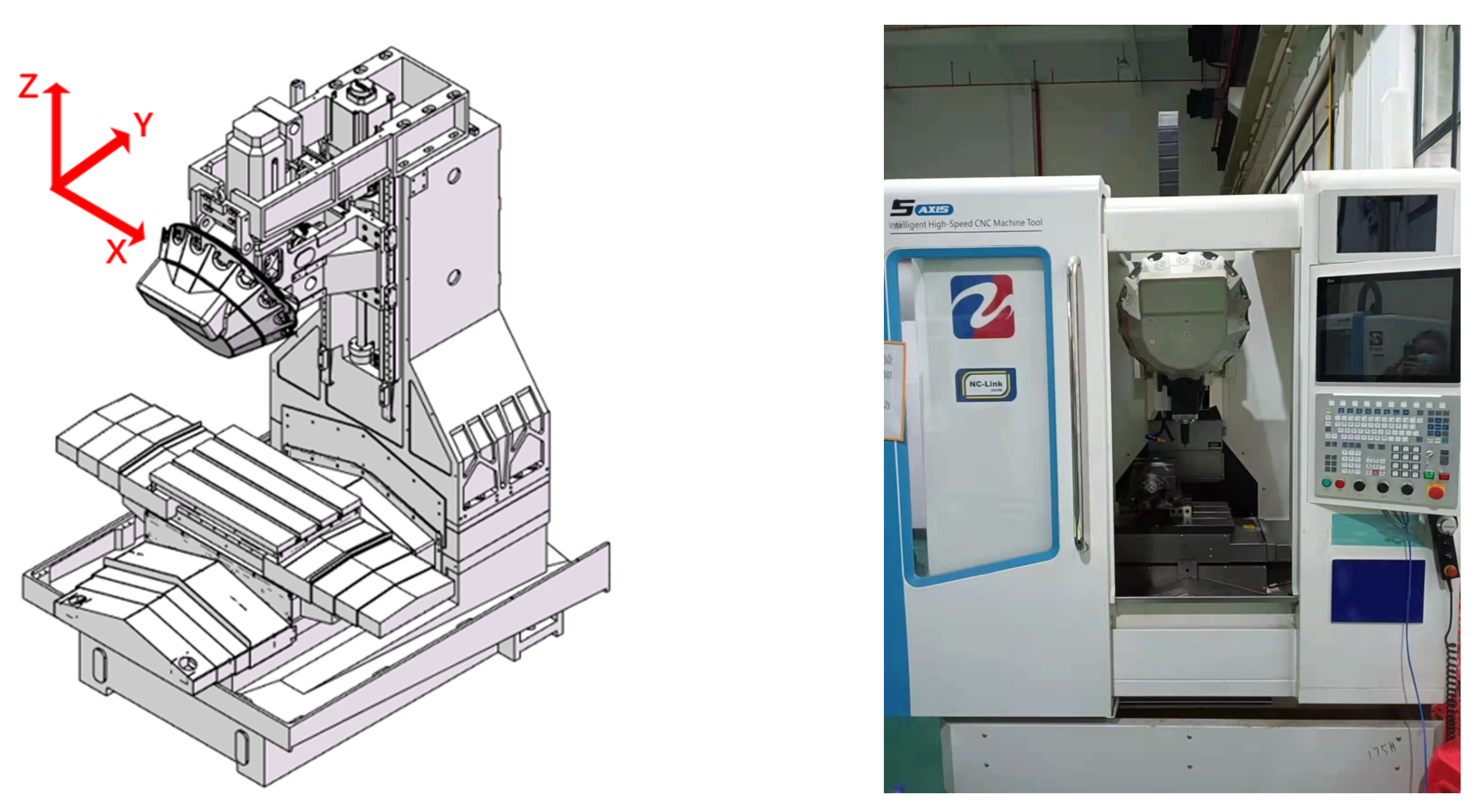
5. Verification Experiment
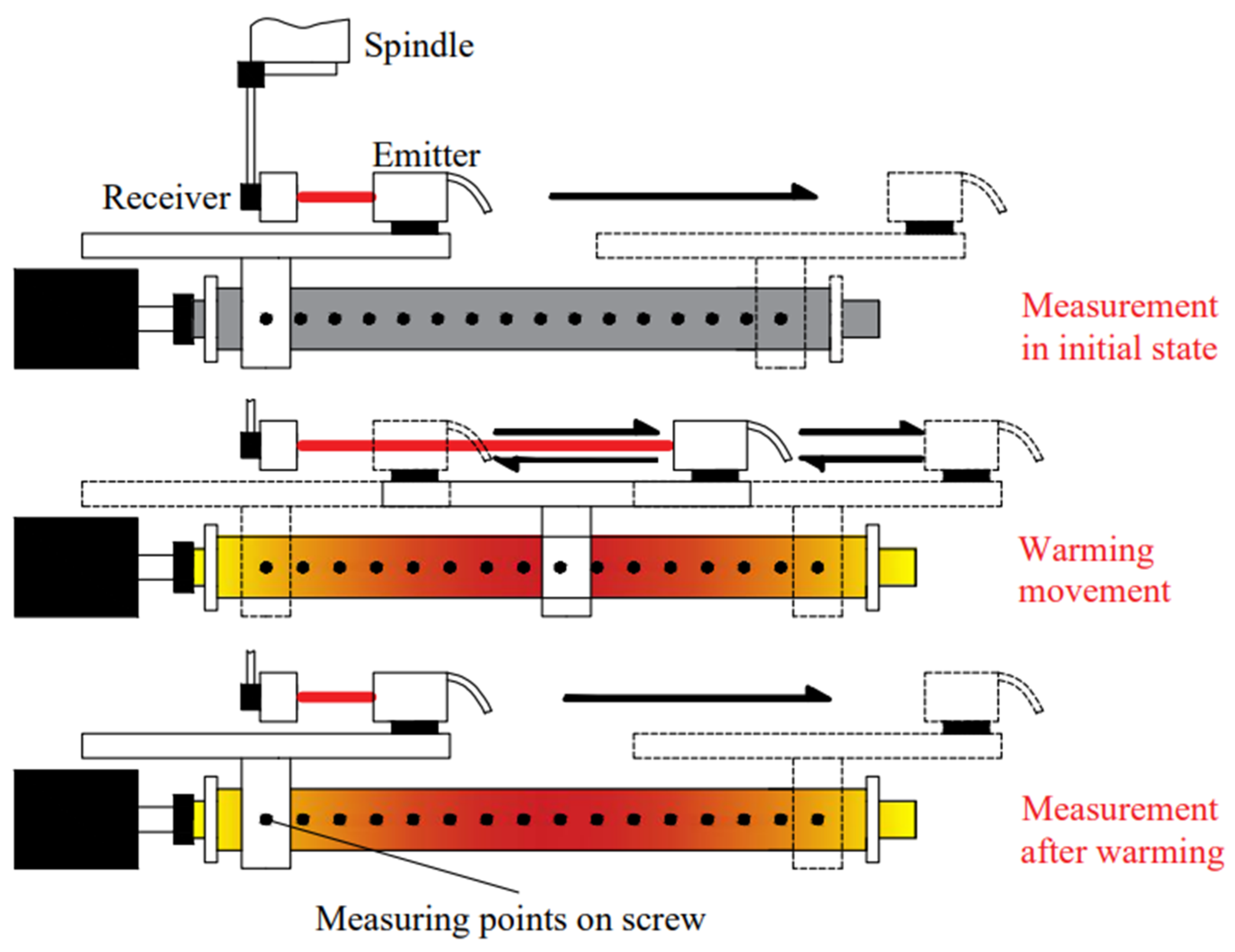
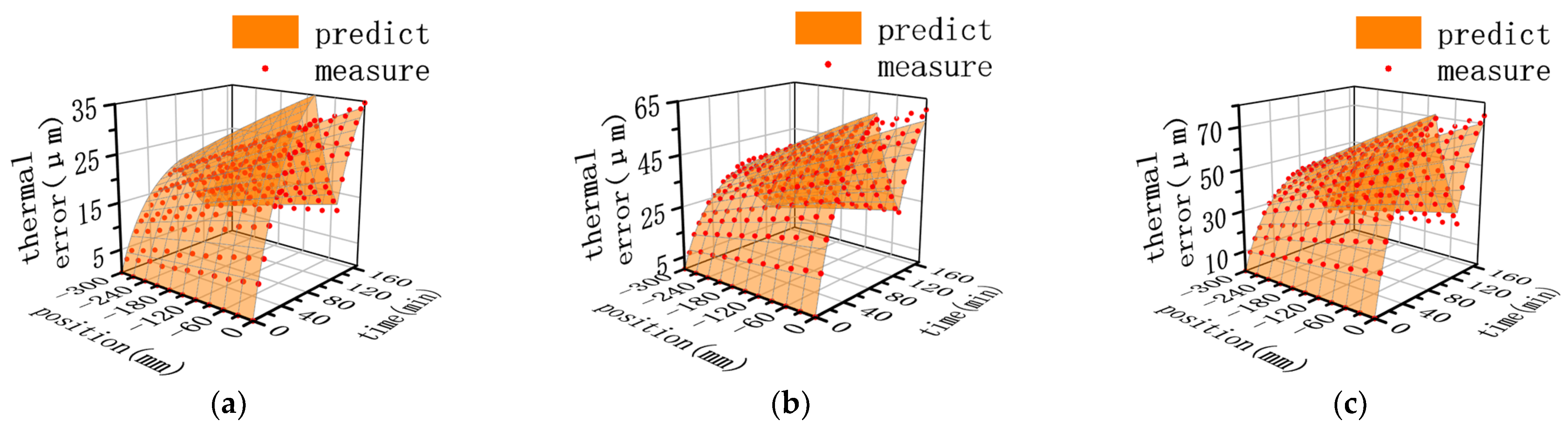
5.1. Parameter Identification Experiment
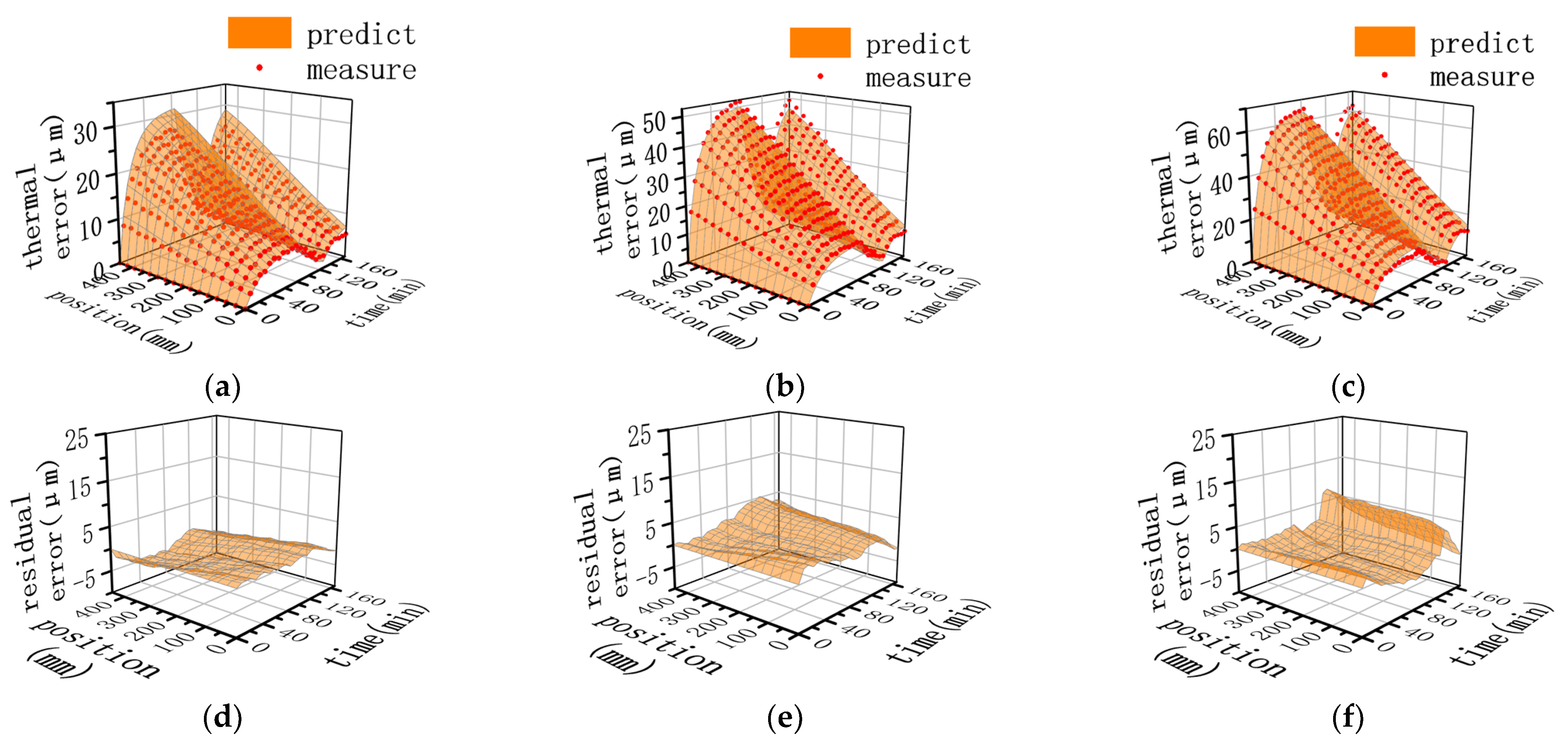
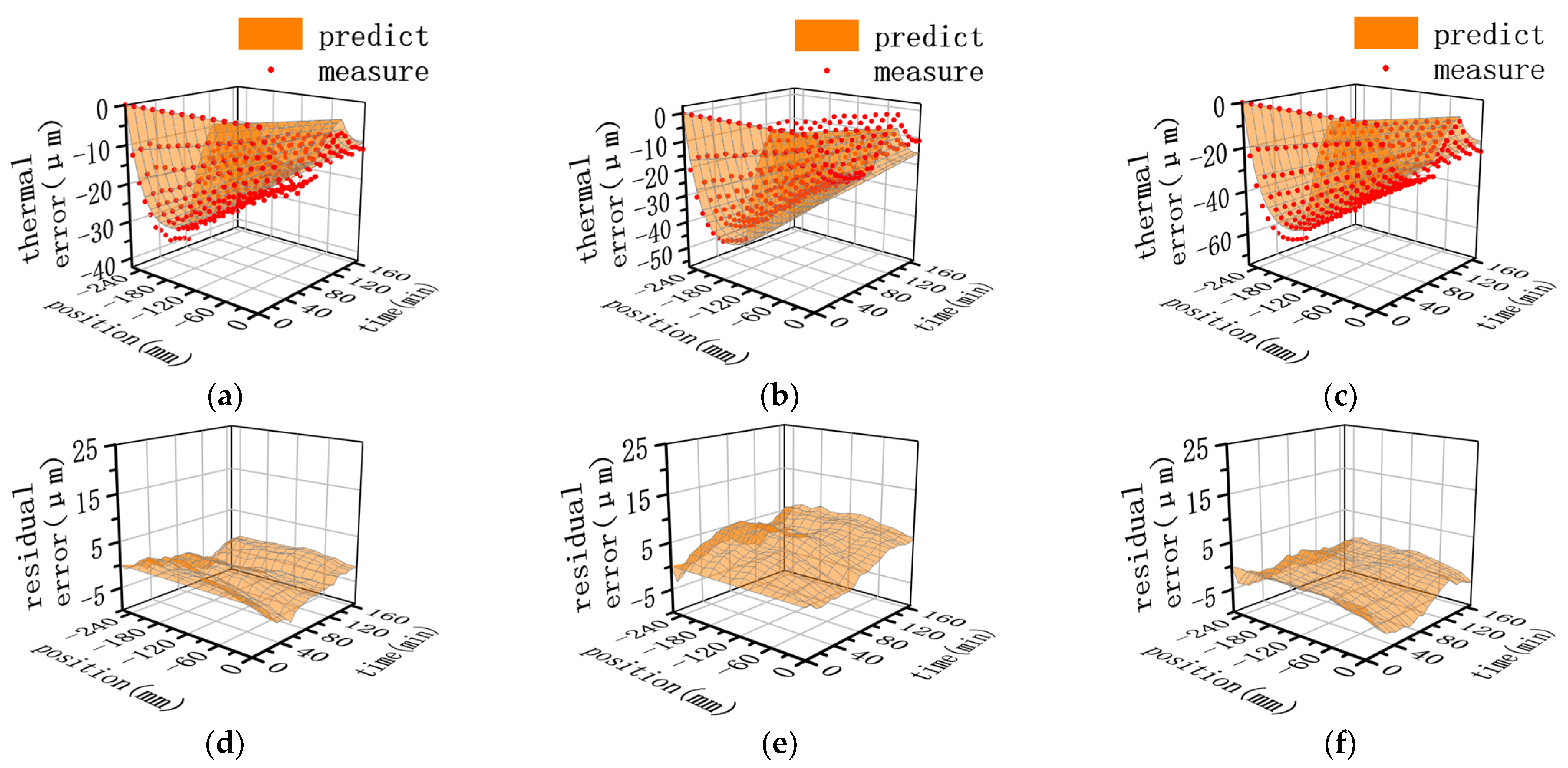
5.2. Verification of Compensation Method
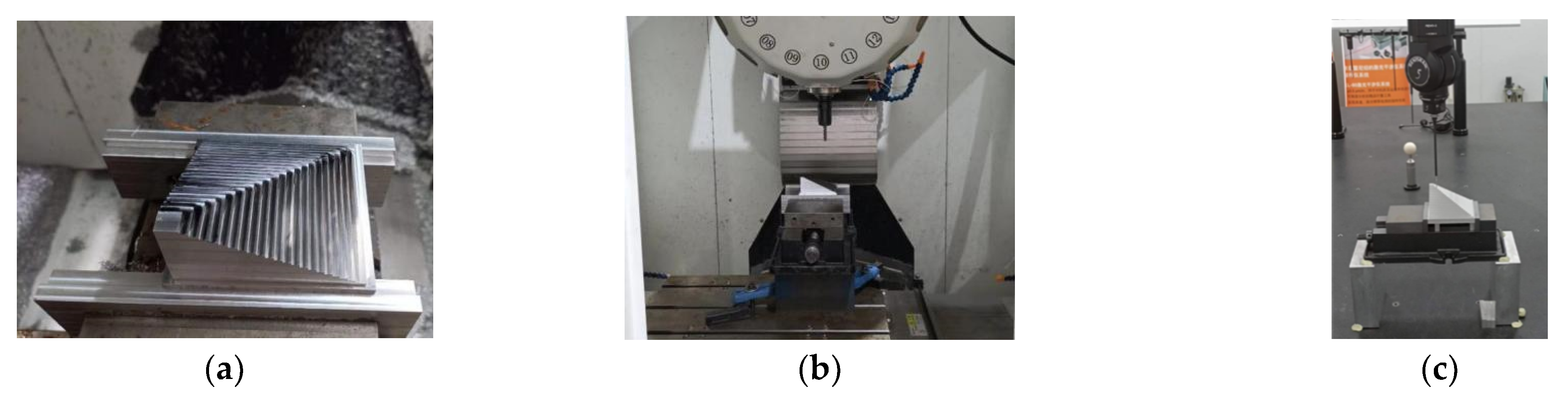
5.3. Thermal Error Test Piece Machining
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bryan, J. International Status of Thermal Error Research. CIRP Ann. 1990, 39, 645–656. [Google Scholar] [CrossRef]
- Mayr, J.; Jedrzejewski, J.; Uhlmann, E.; Donmez, M.A.; Knapp, W.; Härtig, F.; Wendt, K.; Moriwaki, T.; Shore, P.; Schmitt, R. Thermal issues in machine tools. CIRP Ann. 2012, 61, 771–791. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Qin, Z.; Guo, Y.; Wang, M.; Zan, T. Adaptive Method to Reduce Thermal Deformation of Ball Screws Based on Carbon Fiber Reinforced Plastics. Materials 2019, 12, 3113. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liang, Y.; Su, H.; Lu, L.; Chen, W.; Sun, Y.; Zhang, P. Thermal optimization of an ultra-precision machine tool by the thermal displacement decomposition and counteraction method. Int. J. Adv. Manuf. Technol. 2014, 76, 635–645. [Google Scholar] [CrossRef]
- Xu, Z.Z.; Liu, X.J.; Kim, H.K.; Shin, J.H.; Lyu, S.K. Thermal error forecast and performance evaluation for an air-cooling ball screw system. Int. J. Mach. Tools Manuf. 2011, 51, 605–611. [Google Scholar] [CrossRef]
- Liu, K.; Li, T.; Wang, Y.; Sun, M.; Wu, Y.; Zhu, T. Physically based modeling method for comprehensive thermally induced errors of CNC machining centers. Int. J. Adv. Manuf. Technol. 2017, 94, 463–474. [Google Scholar] [CrossRef]
- Shi, H.; Ma, C.; Yang, J.; Zhao, L.; Mei, X.; Gong, G. Investigation into effect of thermal expansion on thermally induced error of ball screw feed drive system of precision machine tools. Int. J. Mach. Tools Manuf. 2015, 97, 60–71. [Google Scholar] [CrossRef]
- Gao, X.; Guo, Y.; Hanson, D.A.; Liu, Z.; Wang, M.; Zan, T. Thermal error prediction of ball screws based on PSO-LSTM. Int. J. Adv. Manuf. Technol. 2021, 116, 1721–1735. [Google Scholar] [CrossRef]
- Lei, M.; Yang, J.; Wang, S.; Zhao, L.; Xia, P.; Jiang, G.; Mei, X. Semi-supervised modeling and compensation for the thermal error of precision feed axes. Int. J. Adv. Manuf. Technol. 2019, 104, 4629–4640. [Google Scholar] [CrossRef]
- Abdulshahed, A.M.; Longstaff, A.P.; Fletcher, S. The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Appl. Soft Comput. 2015, 27, 158–168. [Google Scholar] [CrossRef]
- Shi, H.; Zhang, D.; Yang, J.; Ma, C.; Mei, X.; Gong, G. Experiment-based thermal error modeling method for dual ball screw feed system of precision machine tool. Int. J. Adv. Manuf. Technol. 2015, 82, 1693–1705. [Google Scholar] [CrossRef]
- Liu, H.; Rao, Z.; Pang, R.; Zhang, Y. Research on Thermal Characteristics of Ball Screw Feed System Considering Nut Movement. Machines 2021, 9, 249. [Google Scholar] [CrossRef]
- Li, T.-J.; Zhao, C.-Y.; Zhang, Y.-M. Adaptive real-time model on thermal error of ball screw feed drive systems of CNC machine tools. Int. J. Adv. Manuf. Technol. 2017, 94, 3853–3861. [Google Scholar] [CrossRef]
- Li, Y.; Wei, W.; Su, D.; Wu, W.; Zhang, J.; Zhao, W. Thermal characteristic analysis of ball screw feed drive system based on finite difference method considering the moving heat source. Int. J. Adv. Manuf. Technol. 2020, 106, 4533–4545. [Google Scholar] [CrossRef]
- Zapłata, J.; Pajor, M. Piecewise compensation of thermal errors of a ball screw driven CNC axis. Precis. Eng. 2019, 60, 160–166. [Google Scholar] [CrossRef]
- Liu, J.; Ma, C.; Wang, S. Data-driven thermal error compensation of linear x-axis of worm gear machines with error mechanism modeling. Mech. Mach. Theory 2020, 153, 104009. [Google Scholar] [CrossRef]
- Wang, H.; Li, F.; Cai, Y.; Liu, Y.; Yang, Y. Experimental and theoretical analysis of ball screw under thermal effect. Tribol. Int. 2020, 152, 106503. [Google Scholar] [CrossRef]
- Ma, C.; Liu, J.; Wang, S. Thermal error compensation of linear axis with fixed-fixed installation. Int. J. Mech. Sci. 2020, 175, 105531. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, J.; Xu, G. Screw thermal characteristic analysis and error prediction considering the two-dimensional heat transfer structure. Int. J. Adv. Manuf. Technol. 2021, 115, 2433–2448. [Google Scholar] [CrossRef]
- Liu, K.; Wu, J.; Liu, H.; Sun, M.; Wang, Y. Reliability analysis of thermal error model based on DBN and Monte Carlo method. Mech. Syst. Signal Process. 2021, 146, 107020. [Google Scholar] [CrossRef]
- Mareš, M.; Horejš, O.; Havlík, L. Thermal error compensation of a 5-axis machine tool using indigenous temperature sensors and CNC integrated Python code validated with a machined test piece. Precis. Eng. 2020, 66, 21–30. [Google Scholar] [CrossRef]
- Kurfess, T.R. Precision manufacturing. In The Mechanical Systems Design Handbook; CRC Press: Boca Raton, FL, USA, 2017; pp. 151–179. [Google Scholar]
- Boggs, P.T.; Tolle, J.W. Sequential quadratic programming. Acta Numer. 1995, 4, 1–51. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C (J/kg·°C) | ρ (kg/m3) | L (m) | D (m) | LN (m) | LB (m) | α (μm/m·°C) | dx (m) | dt (s) | N |
|---|---|---|---|---|---|---|---|---|---|
| 448 | 7800 | 0.8 | 0.034 | 0.212 | 0.03 | 11.7 | 0.01 | 0.1 | 80 |
| Condition: | State 1 | State 2 | State 3 | Warming Feed Speed (mm/min) |
|---|---|---|---|---|
| 1 | Warming 84 min | Cooling: 42 min | Warming 42 min | 3000 |
| 2 | 6000 | |||
| 3 | 9000 |
| Axis | k1 | k2 | k3 | k4 | λ | Pf |
|---|---|---|---|---|---|---|
| X | 0.911 × 10−3 | 26.034 | 0.904 × 10−3 | 0.911 × 10−3 | 566.3 | −0.141 |
| Y | 0.703 × 10−3 | 16.746 | 0.997 × 10−3 | 1.76 × 10−3 | 278.1 | −0.655 |
| Z | 2.114 × 10−3 | 24.736 | 0.041 × 10−3 | 4.103 × 10−3 | 308.8 | 0.151 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rong, R.; Zhou, H.; Huang, Y.; Yang, J.; Xiang, H. Novel Real-Time Compensation Method for Machine Tool’s Ball Screw Thermal Error. Appl. Sci. 2023, 13, 2833. https://doi.org/10.3390/app13052833
Rong R, Zhou H, Huang Y, Yang J, Xiang H. Novel Real-Time Compensation Method for Machine Tool’s Ball Screw Thermal Error. Applied Sciences. 2023; 13(5):2833. https://doi.org/10.3390/app13052833
Chicago/Turabian StyleRong, Ren, Huicheng Zhou, Yubin Huang, Jianzhong Yang, and Hua Xiang. 2023. "Novel Real-Time Compensation Method for Machine Tool’s Ball Screw Thermal Error" Applied Sciences 13, no. 5: 2833. https://doi.org/10.3390/app13052833