
Differences in Properties between Hybrid Wire Arc Additive-Milling Subtractive Manufactured Aluminum and Magnesium Alloys
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Equipment
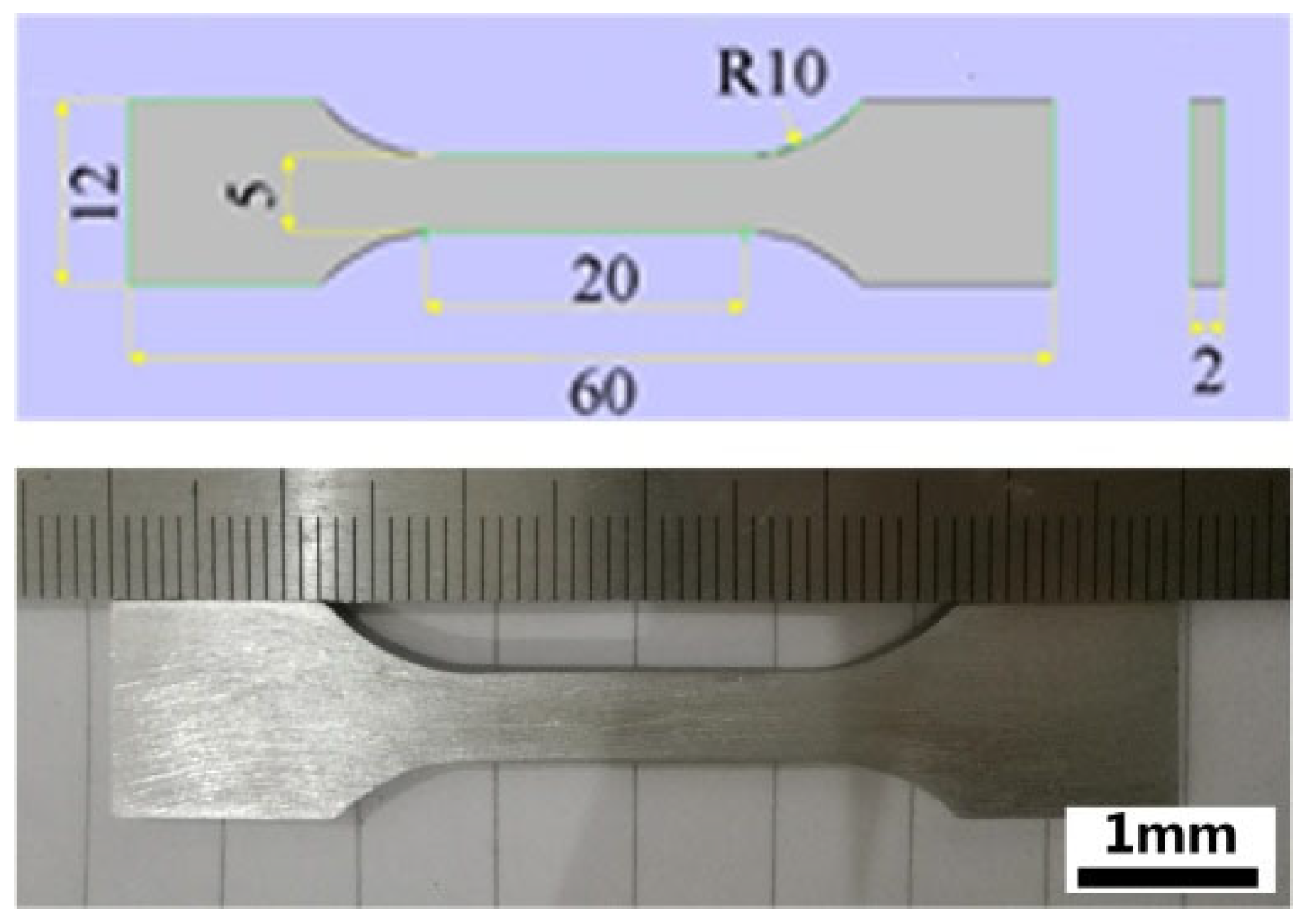
2.2. Microstructural Analysis and Mechanical Tests
3. Results
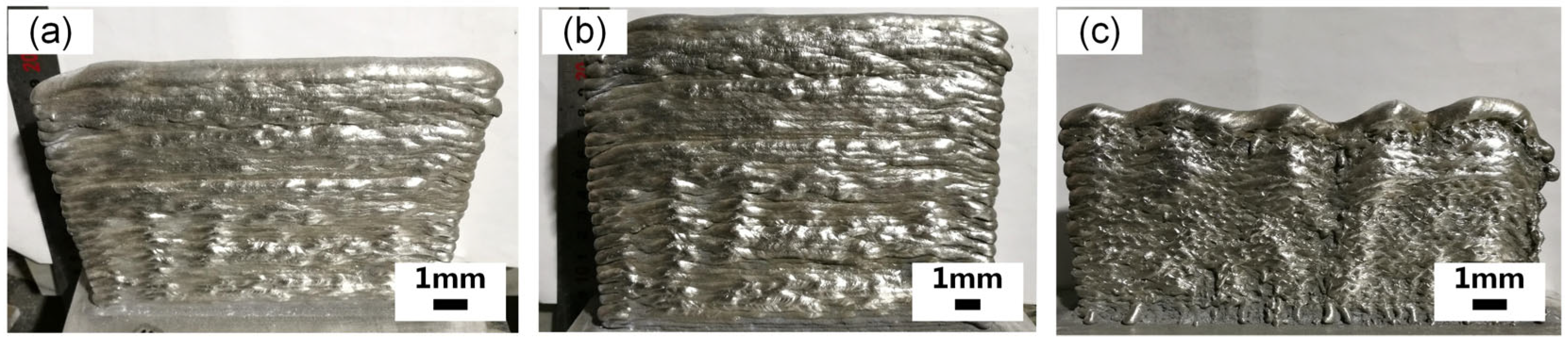
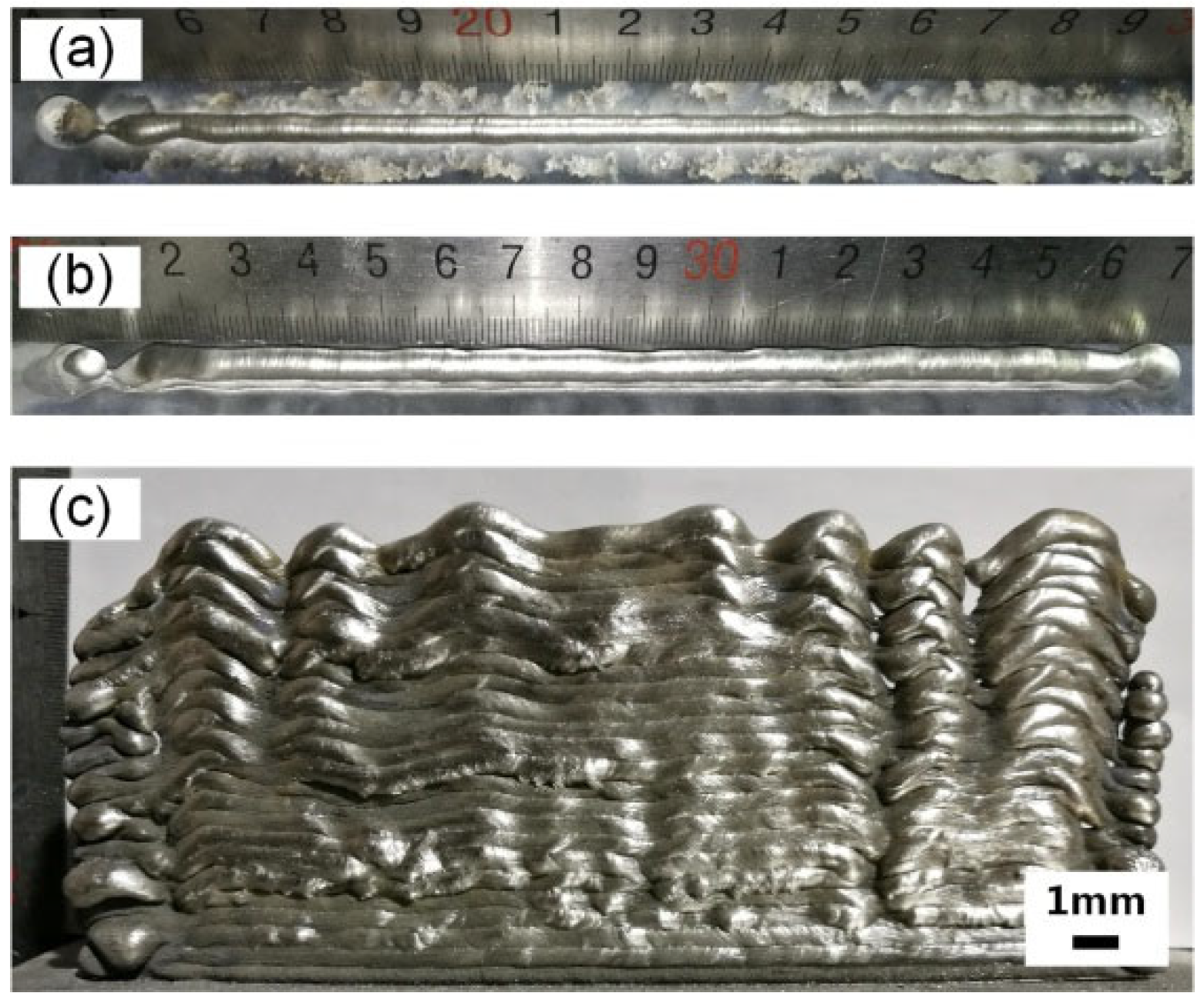
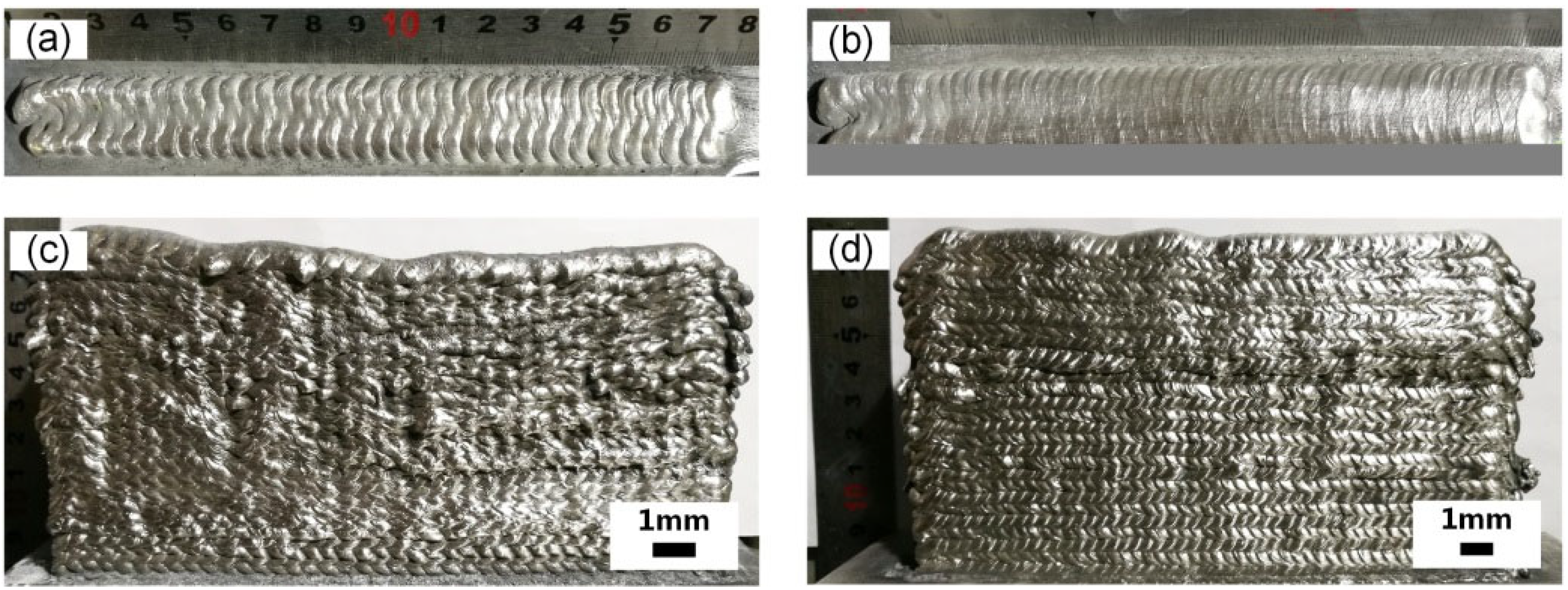
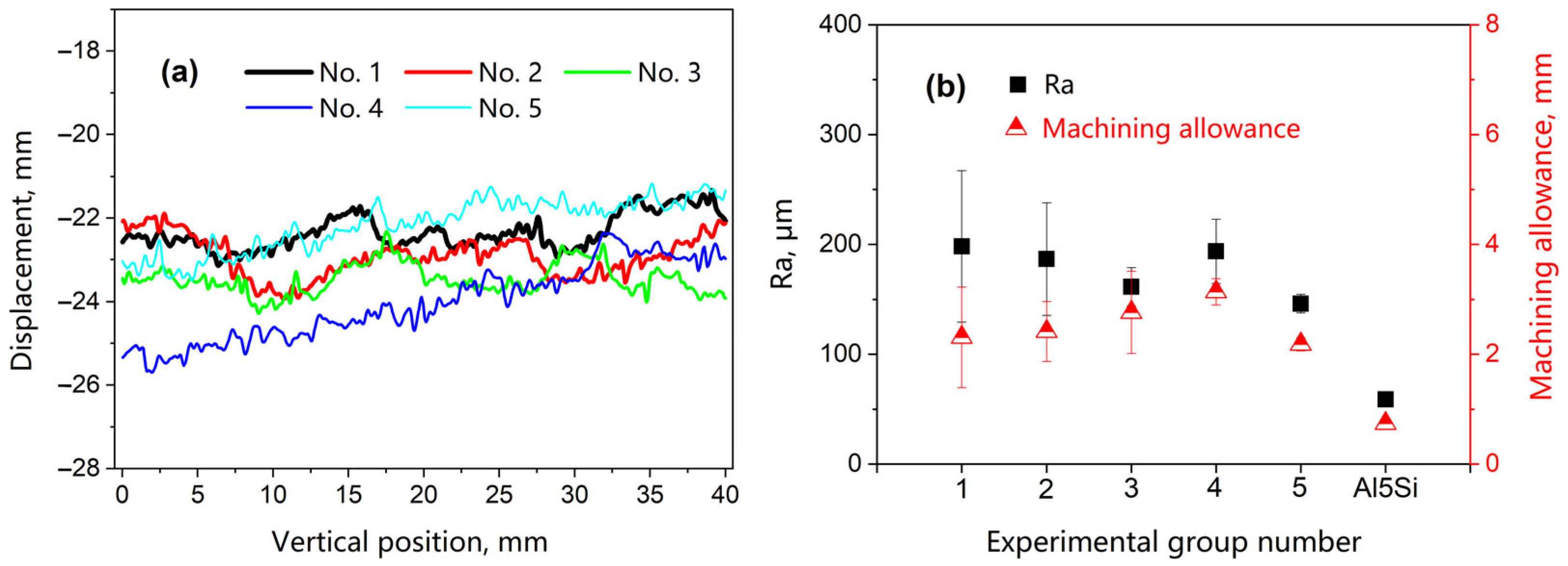
3.1. Macroscopic Analysis and Roughness
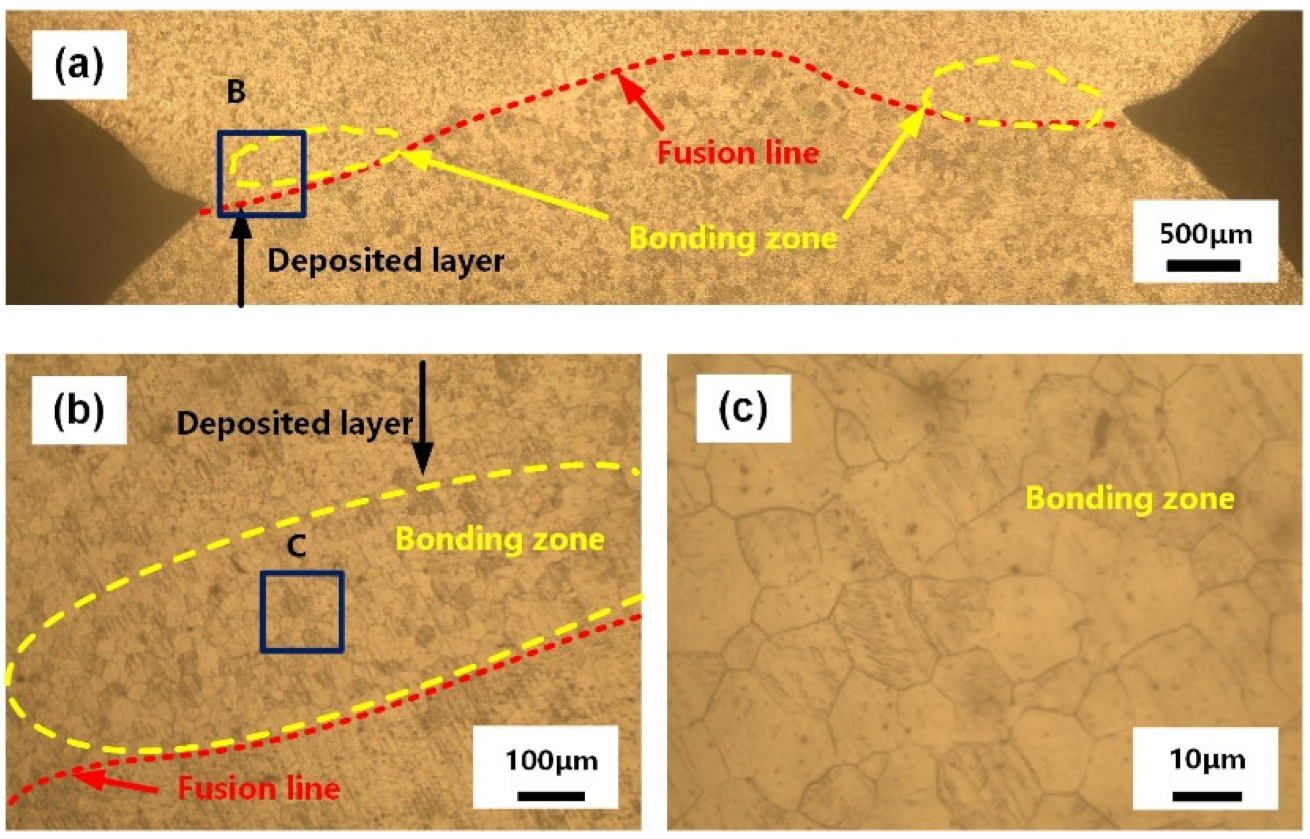
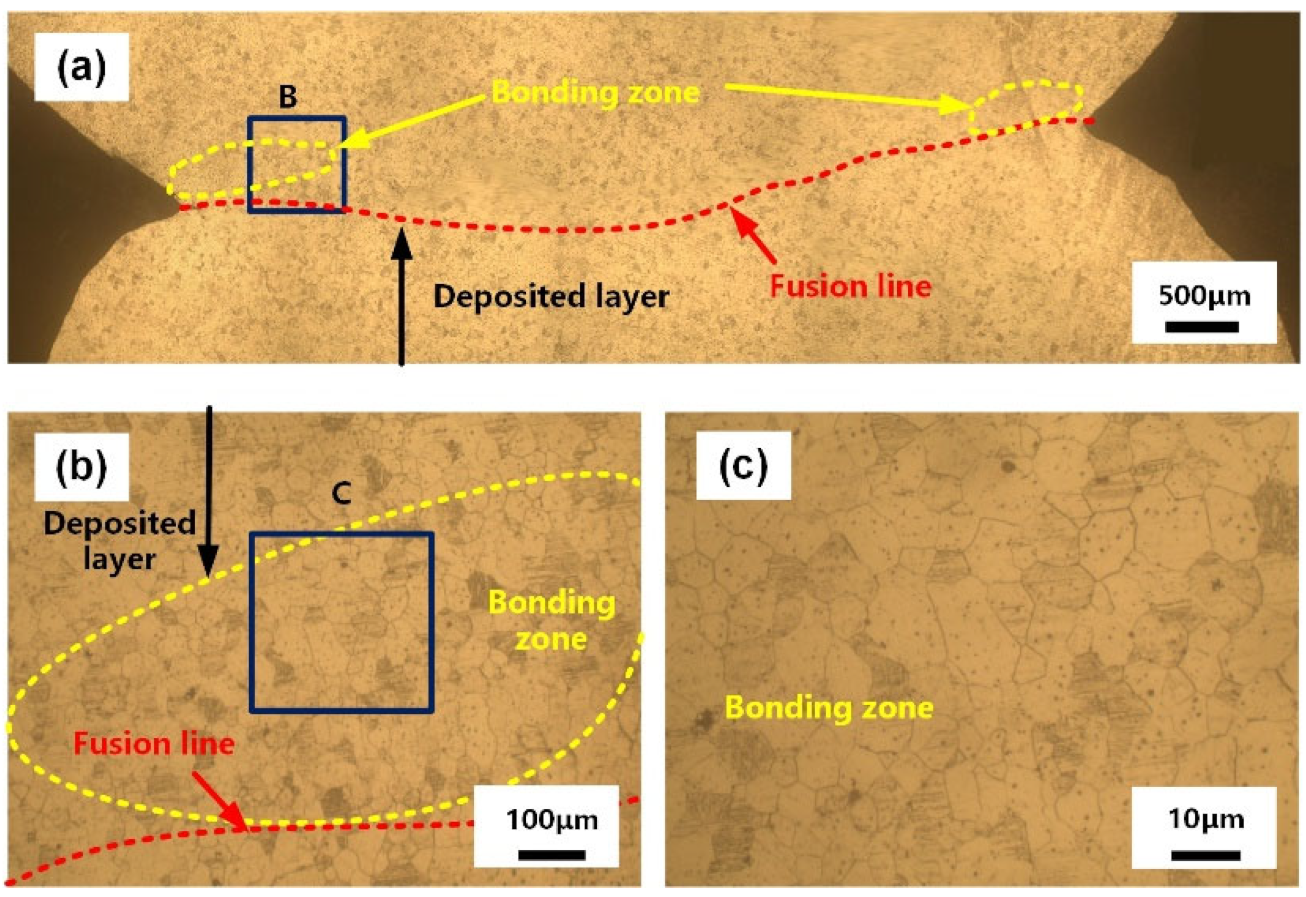
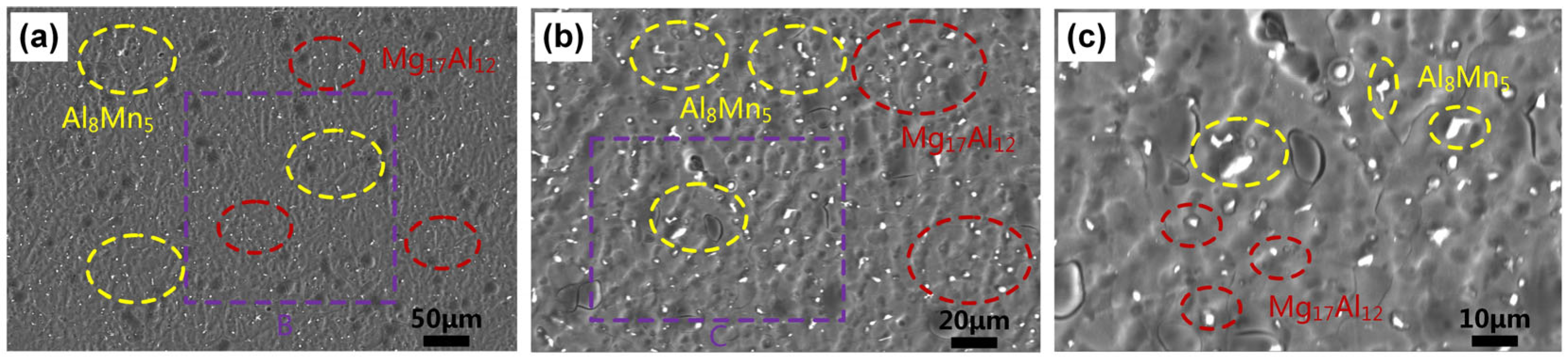
3.2. Microstructural Analysis
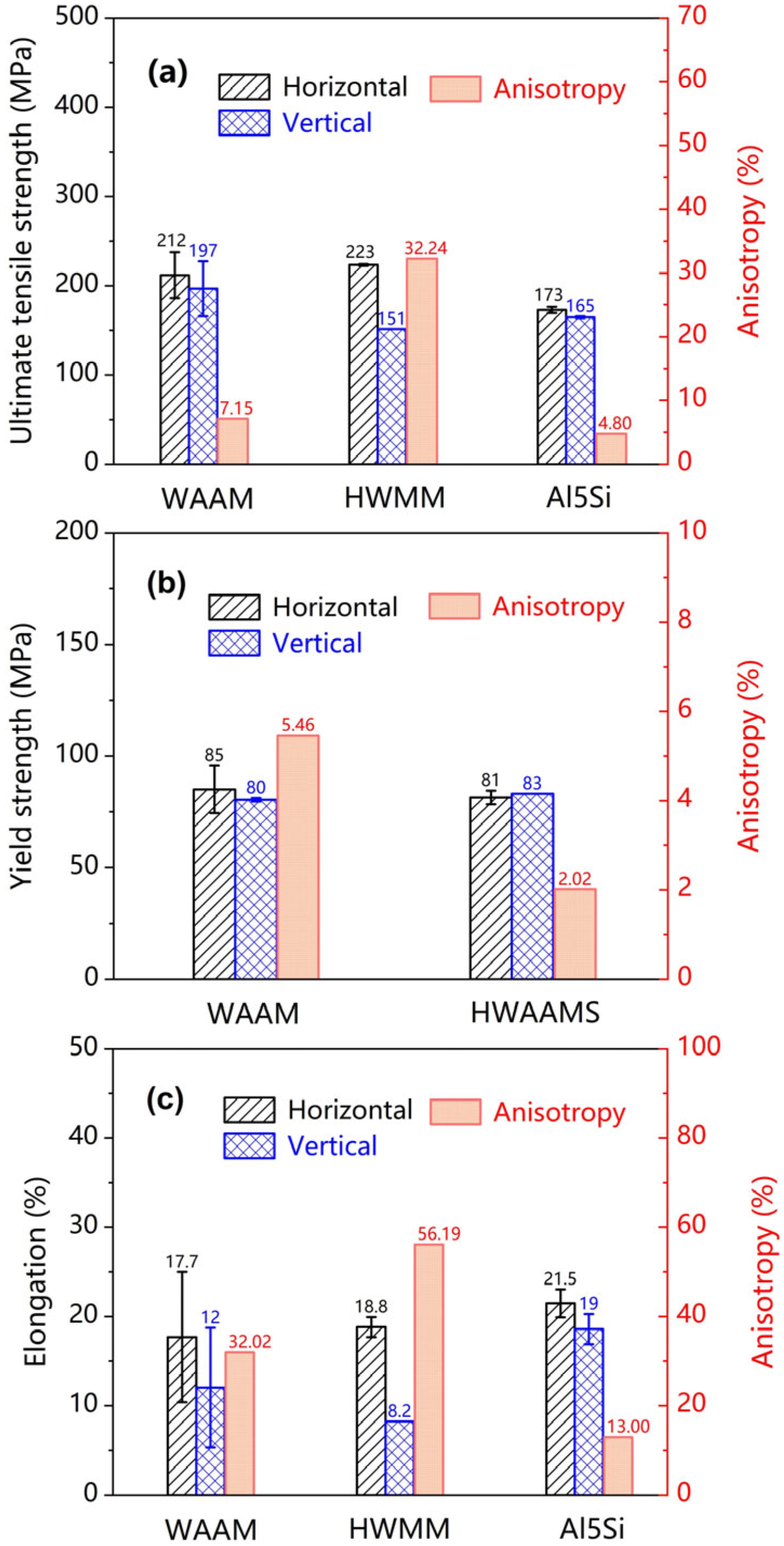
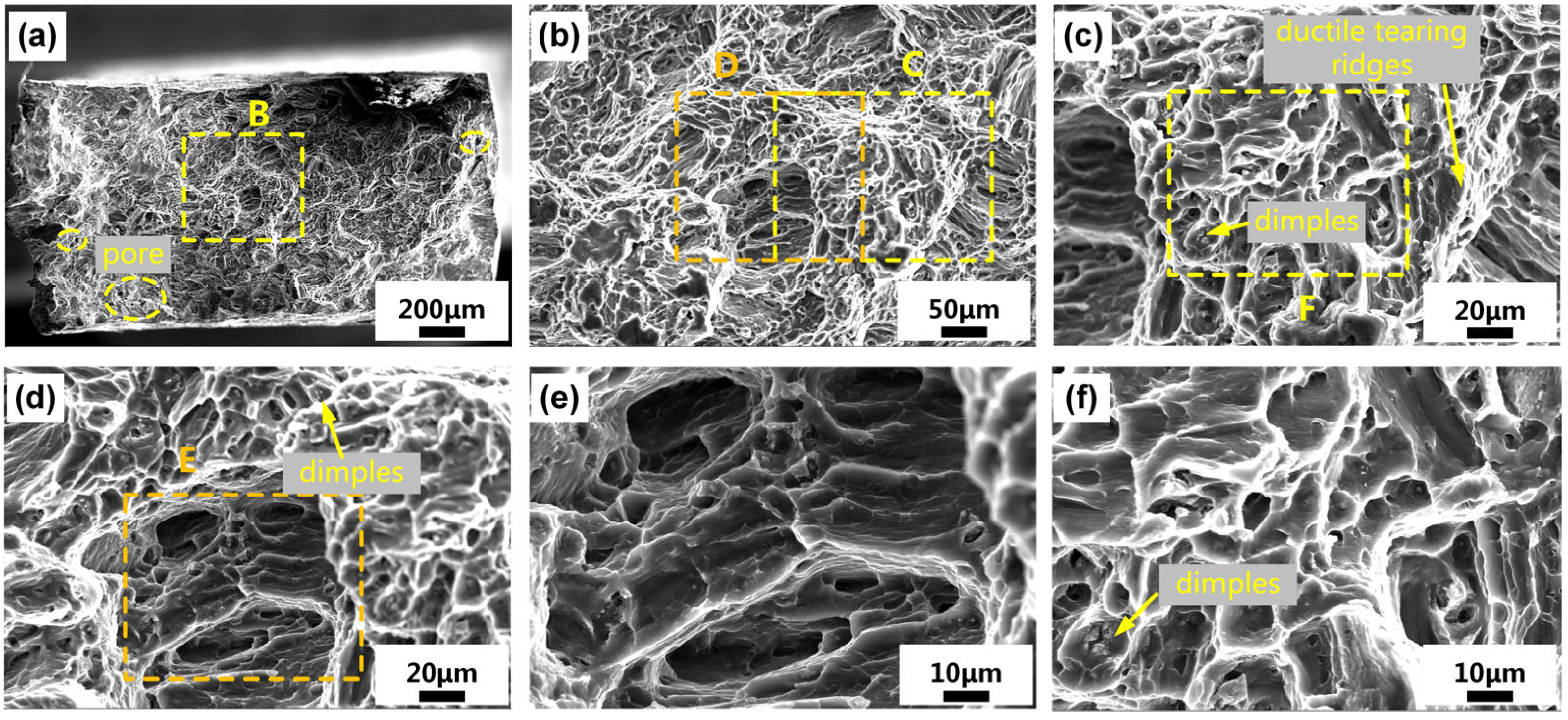
3.3. Tensile Anisotropy and Fractographic Images
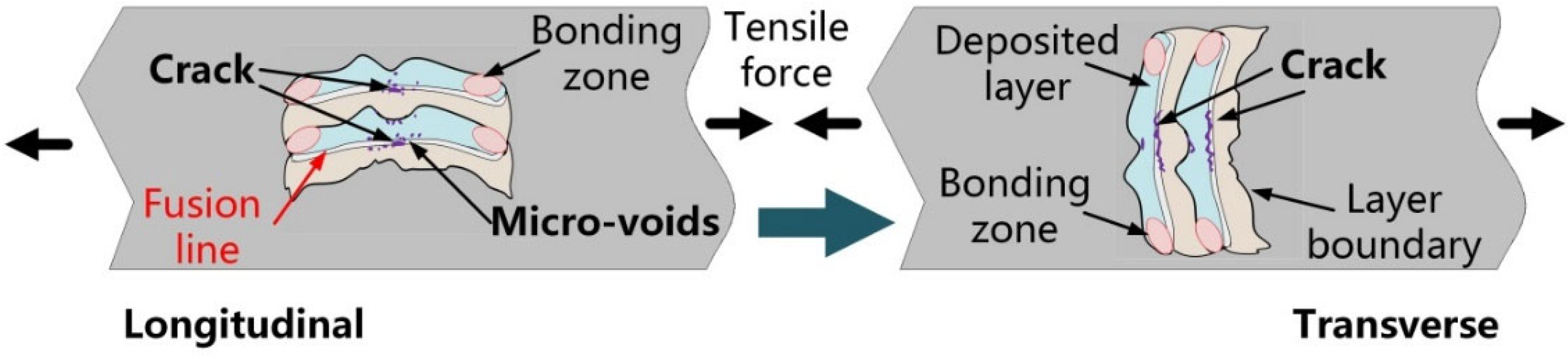
4. Mechanisms of Tensile Anisotropic Difference
5. Conclusions
- (1)
- The hybrid wire arc additive-milling subtractive manufacturing (HWMM) of the AZ31B magnesium alloy was proposed for the first time, and the deposition accuracy was compared with that of the Al5Si aluminum alloy. Under the optimal process parameters, the surface roughness of the AZ31B magnesium sample was 146.1 μm, which is 90% higher than that of the Al5 Si aluminum sample.
- (2)
- The microstructural features of the HWMM AZ31B magnesium alloy sample are essentially similar to those of the Al5Si aluminum alloy. The microstructure of the HWMM AZ31B magnesium alloy sample is consistent with that of arc wire additive manufacturing, and white particles of Al8Mn5 and Mg17Al12 with different sizes are distributed on the substrate. In addition, the anisotropy in the tensile strength and elongation of AZ31B magnesium sample was 32% and 56%, respectively, being 6 and 3.3 times higher than in the Al5Si aluminum samples.
- (3)
- According to the fracture behaviors, the tensile anisotropy of aluminum alloy and magnesium alloy was mainly attributed to defect, such as incomplete fusion and porosity in the fusion line. However, because the thermal conductivity of the AZ31B magnesium alloy was 0.39 times that of the Al5Si aluminum alloy, the structural inhomogeneity in the AZ31B magnesium samples was more obvious, and the grain size difference between adjacent areas reached 40%. This led to the easier fracture of the AZ31B magnesium samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mordike, B.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Sahoo, K.; Poddar, P. Studies on Magnesium Alloys–Properties and Potential for Automotive and Aerospace Applications, Transaction of 65th Indian foundry Congress 2017. In Proceedings of the Transaction of 65th Indian foundry Congress 2017, Kolkata, India, 3–5 February 2017; Volume 2017, pp. 151–156. [Google Scholar]
- Luo, A.A. Materials Comparison and Potential Applications of Magnesium in Automobiles, Essential Readings in Magnesium Technology; Springer: Berlin/Heidelberg, Germany, 2016; pp. 25–34. [Google Scholar]
- Galy, C.; Le Guen, E.; Lacoste, E.; Arvieu, C. Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Elambasseril, J.; McMillan, M.; Chirent, T.; Sun, Y.; Qian, M.; Easton, M.; Brandt, M. Selective laser melting (SLM) of AlSi12Mg lattice structures. Mater. Des. 2016, 98, 344–357. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.; Gibson, I. Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Kazanas, P.; Deherkar, P.; Almeida, P.; Lockett, H.; Williams, S. Fabrication of geometrical features using wire and arc additive manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Zeng, Z.; Salehi, M.; Kopp, A.; Xu, S.; Esmaily, M.; Birbilis, N. Recent progress and perspectives in additive manufacturing of magnesium alloys. J. Magnes. Alloys 2022, 10, 1511–1541. [Google Scholar] [CrossRef]
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloys 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A Review on Casting Magnesium Alloys: Modification of Commercial Alloys and Development of New Alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Song, J.; Pan, F.; Jiang, B.; Atrens, A.; Zhang, M.-X.; Lu, Y. A review on hot tearing of magnesium alloys. J. Magnes. Alloy. 2016, 4, 151–172. [Google Scholar] [CrossRef] [Green Version]
- Takagi, H.; Sasahara, H.; Abe, T.; Sannomiya, H.; Nishiyama, S.; Ohta, S.; Nakamura, K. Material-property evaluation of magnesium alloys fabricated using wire-and-arc-based additive manufacturing. Addit. Manuf. 2018, 24, 498–507. [Google Scholar] [CrossRef]
- Guo, J.; Zhou, Y.; Liu, C.; Wu, Q.; Chen, X.; Lu, J. Wire arc additive manufacturing of AZ31 magnesium alloy: Grain refinement by adjusting pulse frequency. Materials 2016, 9, 823. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Liu, J.; Wang, Z.; Lin, X.; Liu, F.; Huang, W.; Liang, E. Microstructure and mechanical properties of wire and arc additive manufactured AZ31 magnesium alloy using cold metal transfer process. Mater. Sci. Eng. A 2020, 774, 138942. [Google Scholar] [CrossRef]
- Bi, J.; Shen, J.; Hu, S.; Zhen, Y.; Yin, F.; Bu, X. Microstructure and mechanical properties of AZ91 Mg alloy fabricated by cold metal transfer additive manufacturing. Mater. Lett. 2020, 276, 128185. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, H.; Zhu, H.; Li, Q.; Feng, M. Wire-arc additive manufacturing of AZ31 magnesium alloy fabricated by cold metal transfer heat source: Processing, microstructure, and mechanical behavior. J. Mater. Process. Technol. 2021, 288, 116895. [Google Scholar] [CrossRef]
- Klein, T.; Arnoldt, A.; Schnall, M.; Gneiger, S. Microstructure formation and mechanical properties of a wire-arc additive manufactured magnesium alloy. JOM 2021, 73, 1126–1134. [Google Scholar] [CrossRef]
- Gao, M.; Cen, L.; Jiang, L.; Zhao, S.; Gong, M. Oscillating laser-arc hybrid additive manufacturing of AZ31 magnesium alloy. Appl. Sci. 2022, 13, 897. [Google Scholar] [CrossRef]
- Prado-Cerqueira, J.; Diéguez, J.; Camacho, A. Preliminary development of a Wire and Arc Additive Manufacturing system (WAAM). Procedia Manuf. 2017, 13, 895–902. [Google Scholar] [CrossRef]
- González, J.; Rodríguez, I.; Prado-Cerqueira, J.-L.; Diéguez, J.; Pereira, A. Additive manufacturing with GMAW welding and CMT technology. Procedia Manuf. 2017, 13, 840–847. [Google Scholar] [CrossRef]
- Campatelli, G.; Montevecchi, F.; Venturini, G.; Ingarao, G.; Priarone, P.C. Integrated WAAM-subtractive versus pure subtractive manufacturing approaches: An energy efficiency comparison. Int. J. Precis. Eng. Manuf. Technol. 2020, 7, 1–11. [Google Scholar] [CrossRef]
- Priarone, P.C.; Campatelli, G.; Montevecchi, F.; Venturini, G.; Settineri, L. A modelling framework for comparing the environmental and economic performance of WAAM-based integrated manufacturing and machining. CIRP Ann. 2019, 68, 37–40. [Google Scholar] [CrossRef]
- Xiong, X.; Zhang, H.; Wang, G.; Wang, G. Hybrid plasma deposition and milling for an aeroengine double helix integral impeller made of superalloy. Robot. Comput.-Integr. Manuf. 2010, 26, 291–295. [Google Scholar] [CrossRef]
- Xiong, X.; Zhang, H.; Wang, G. Metal direct prototyping by using hybrid plasma deposition and milling. J. Mater. Process. Technol. 2009, 209, 124–130. [Google Scholar] [CrossRef]
- Afazov, S.; Ceesay, L.; Larkin, O.; Berglind, L.; Denmark, W.; Ozturk, E. A methodology for precision manufacture of a nozzle using hybrid laser powder-bed fusion: A case study. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 751–760. [Google Scholar] [CrossRef]
- Wüst, P.; Edelmann, A.; Hellmann, R. Areal surface roughness optimization of maraging steel parts produced by hybrid additive manufacturing. Materials 2020, 13, 418. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Gong, Y.; Wen, X.; Xin, B.; Liu, Y.; Qu, S. Surface residual stresses in additive/subtractive manufacturing and electrochemical corrosion. Int. J. Adv. Manuf. Technol. 2018, 98, 687–697. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Tian, H.; Zhao, Y. Evaluation and optimization of a hybrid manufacturing process combining wire arc additive manufacturing with milling for the fabrication of stiffened panels. Appl. Sci. 2017, 7, 1233. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Zhao, G.; Li, Z.; Yang, M.; Xiao, W. Optimization strategies for robotic additive and subtractive manufacturing of large and high thin-walled aluminum structures. Int. J. Adv. Manuf. Technol. 2019, 101, 1275–1292. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, Y.; Gao, M.; Wang, F.; Li, Q.; Zeng, X. Effects of milling thickness on wire deposition accuracy of hybrid additive/subtractive manufacturing. Sci. Technol. Weld. Join. 2019, 24, 375–381. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Zeng, X.; Gao, M. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing. J. Mater. Process. Technol. 2021, 293, 117077. [Google Scholar] [CrossRef]
- Zumdick, N.A.; Jauer, L.; Kersting, L.C.; Kutz, T.N.; Schleifenbaum, J.H.; Zander, D. Additive manufactured WE43 magnesium: A comparative study of the microstructure and mechanical properties with those of powder extruded and as-cast WE43. Mater. Charact. 2019, 147, 384–397. [Google Scholar] [CrossRef]
- St, J.D.H.; Qian, M.; Easton, M.A.; Cao, P.; Hildebrand, Z. Grain refinement of magnesium alloys. Met. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar]
- Bermingham, M.; StJohn, D.; Easton, M.; Yuan, L.; Dargusch, M. Revealing the Mechanisms of Grain Nucleation and Formation During Additive Manufacturing. JOM 2020, 72, 1065–1073. [Google Scholar] [CrossRef]
- Davis, J.R. Metals Handbook, 9th ed.; ASM International: Chardon, OH, USA, 1979. [Google Scholar]
- Koklu, U.; Coban, H. Effect of dipped cryogenic approach on thrust force, temperature, tool wear and chip formation in drilling of AZ31 magnesium alloy. J. Mater. Res. Technol. 2020, 9, 2870–2880. [Google Scholar] [CrossRef]
- Li, Y. Light Metal Welding Technology; National Defense Industry Press: Beijing, China, 2011; pp. 145–146. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Zn | Mn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AZ31B | 2.8 | 0.99 | 0.25 | 0.019 | 0.0027 | 0.0076 | 0.00071 | Balance |
| No. | CMT Process | Deposition Mode | Swing Welding | Wire Filling Speed m/min | Scanning Speed mm/s | Arc Current A | Arc Voltage V | |
|---|---|---|---|---|---|---|---|---|
| Frequency Hz | Amplitude mm | |||||||
| 1 | AlMg4,5Mn | CMT | — | — | 6 | 8 | 93 | 13.3 |
| 2 | AlMg4,5Mn | Swing welding | 5 | 3 | 6 | 8 | 93 | 13.3 |
| 3 | Mg alloy | CMT | — | — | 7 | 10 | 90 | 10.6 |
| 4 | Mg alloy | Swing welding | 5 | 8 | 12 | 6 | 149 | 13.1 |
| 5 | Mg alloy | Swing welding | 5 | 8 | 12 | 4 | 149 | 13.1 |
| Physical Parameters | Mg | Al [36] |
|---|---|---|
| Density, kg/m3 | 1770 [37] | 2700 |
| Poisson ratio | 0.35 [37] | 0.33 |
| Young’s modulu, GPa | 45.0 [37] | 69.4 |
| Solidus temperature, °C | 566 [38] | 806.4 |
| Thermal conductivity, W/(m·k) | 96 [3] | 247 |
| Specific heat capacity, J/(kg·K) | 1000 [38] | 963 |
| Coefficient of linear expansion, m/m·°C | 2.6 × 10−5 [3] | 2.4 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Gong, M.; Cen, L.; Lu, Y.; Gao, M. Differences in Properties between Hybrid Wire Arc Additive-Milling Subtractive Manufactured Aluminum and Magnesium Alloys. Appl. Sci. 2023, 13, 2720. https://doi.org/10.3390/app13042720
Zhang S, Gong M, Cen L, Lu Y, Gao M. Differences in Properties between Hybrid Wire Arc Additive-Milling Subtractive Manufactured Aluminum and Magnesium Alloys. Applied Sciences. 2023; 13(4):2720. https://doi.org/10.3390/app13042720
Chicago/Turabian StyleZhang, Shuai, Mengcheng Gong, Ling Cen, Yang Lu, and Ming Gao. 2023. "Differences in Properties between Hybrid Wire Arc Additive-Milling Subtractive Manufactured Aluminum and Magnesium Alloys" Applied Sciences 13, no. 4: 2720. https://doi.org/10.3390/app13042720