
Modification and Optimization of Cycloidal Gear Tooth Profile Based on Machining Error Compensation

Abstract
:1. Introduction
2. Theoretical Analysis of Machining Error
2.1. Machining Error Analysis
2.2. Machining Error Compensation
2.3. Sensitivity Analysis
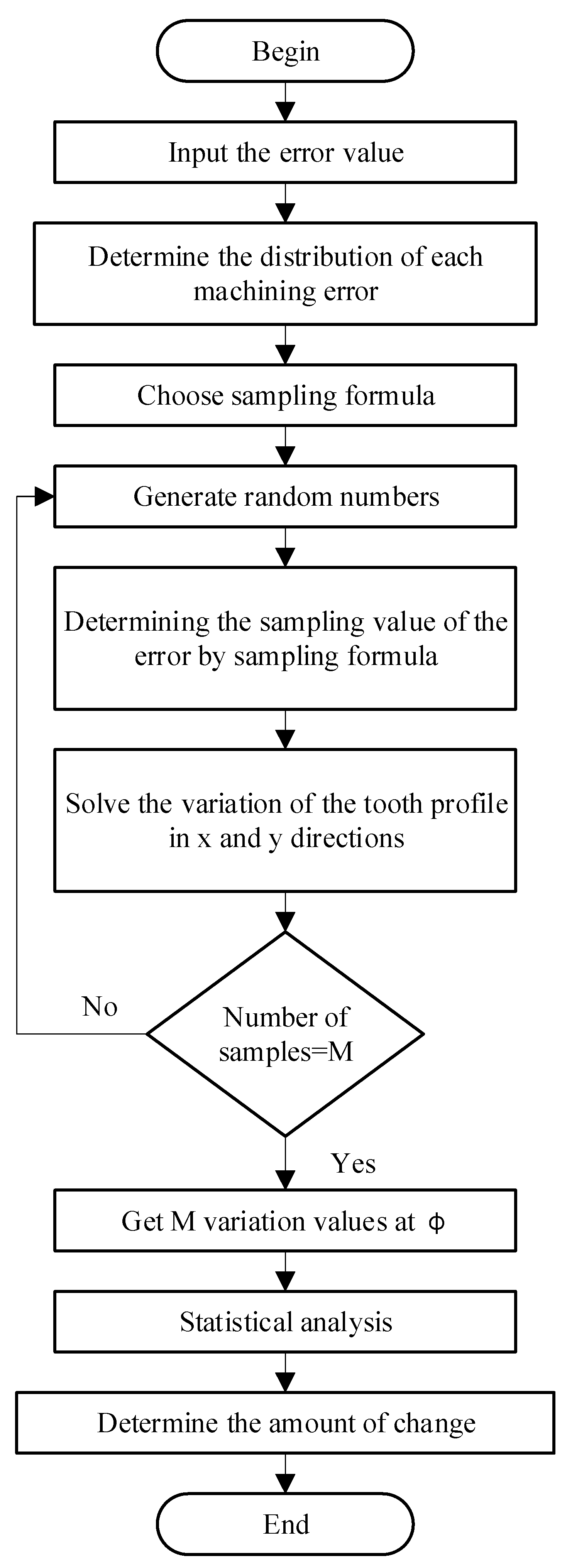
3. Monte Carlo Simulation
3.1. Simulation Steps
3.2. The Sampling Formula of Each Machining Error Item
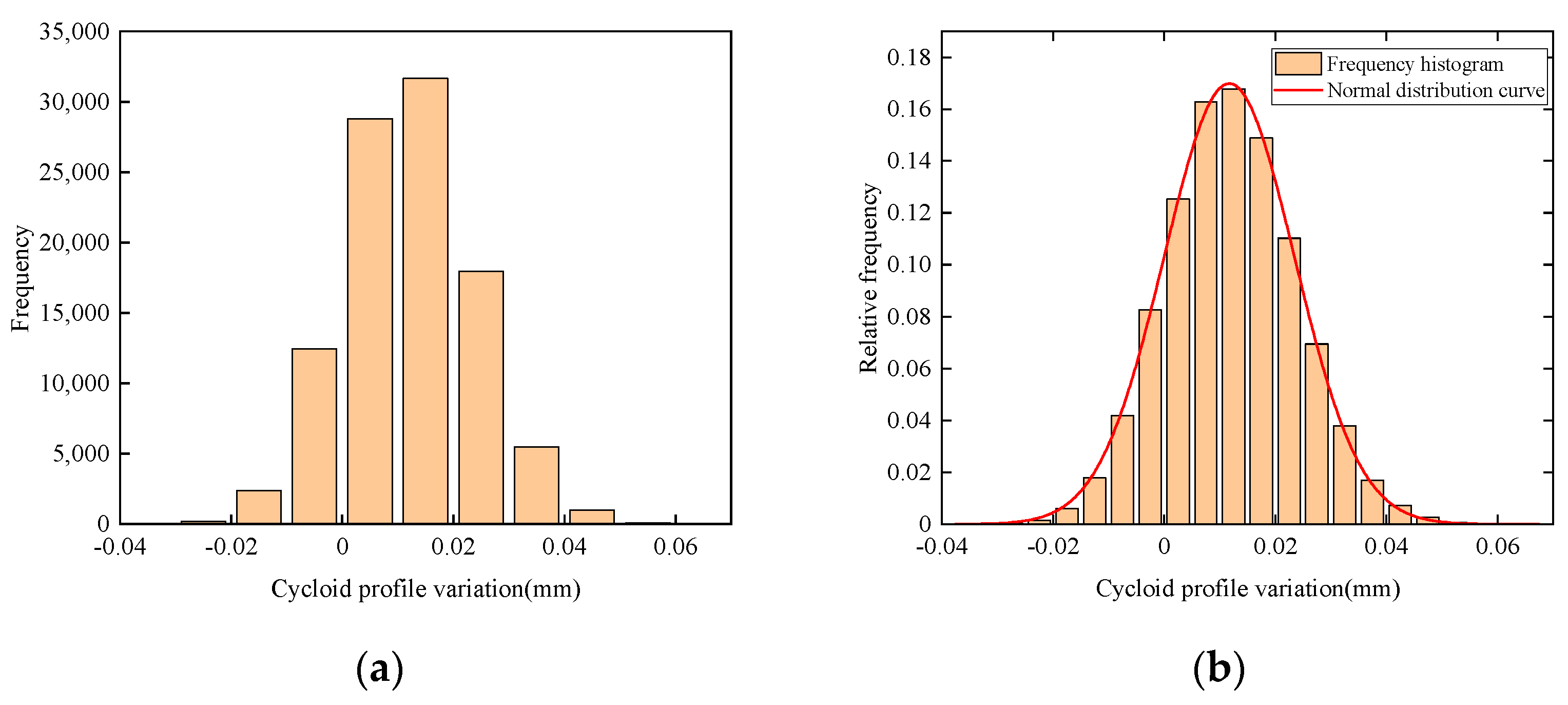
3.3. Case Analysis
4. Modifying the Parameter Optimization
4.1. Optimization Model
4.2. Objective Function
4.3. Design Variable
4.4. Restrictions
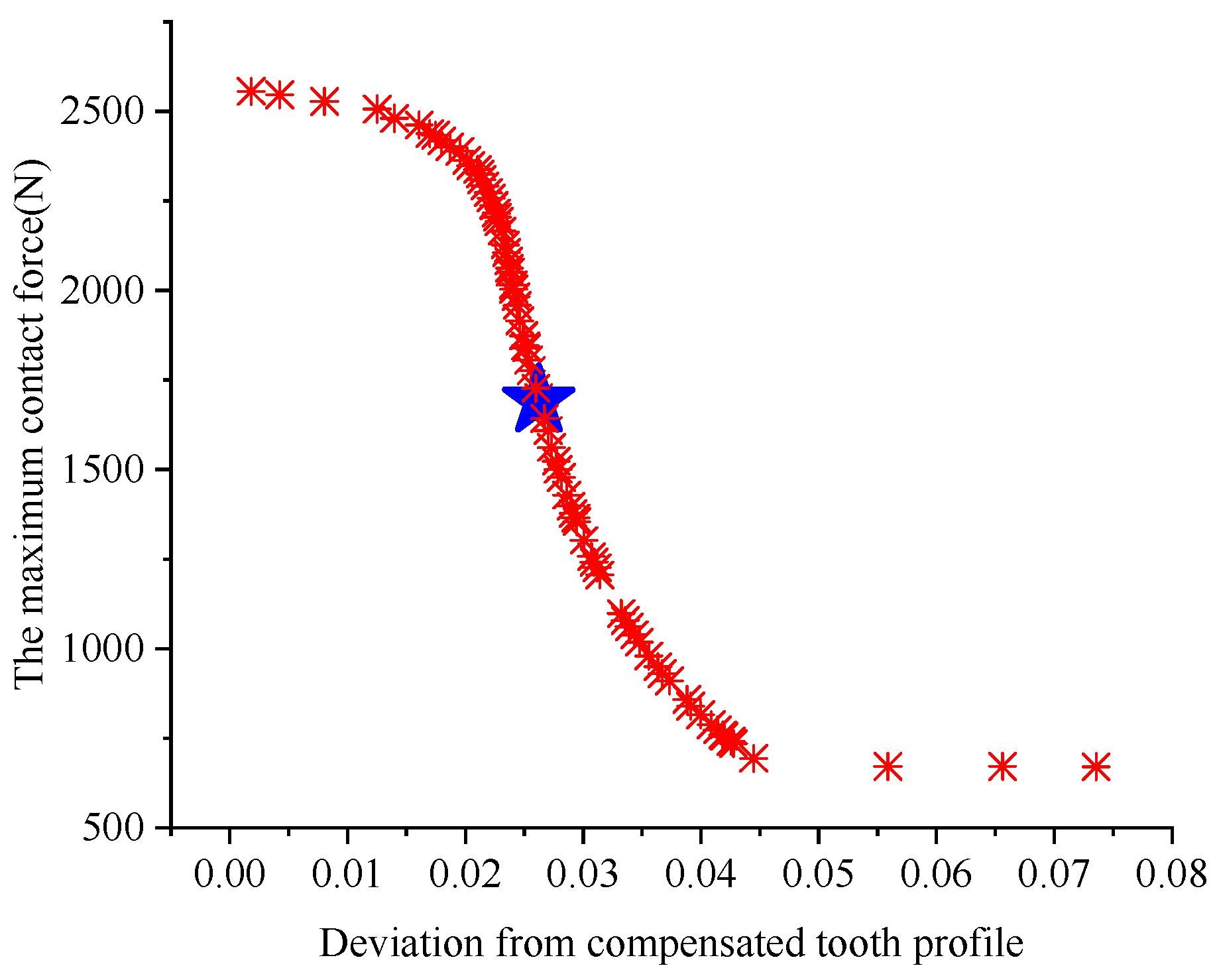
4.5. The Optimization Algorithm and Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shin, J.-H.; Kwon, S.-M. On the lobe profile design in a cycloid reducer using instant velocity center. Mech. Mach. Theory 2005, 41, 596–616. [Google Scholar] [CrossRef]
- Erdős, G.; Kovács, A.; Váncza, J. Optimized joint motion planning for redundant industrial robots. CIRP Ann. 2016, 65, 451–454. [Google Scholar] [CrossRef] [Green Version]
- He, W.; Shan, L. Research and Analysis on Transmission Error of RV Reducer Used in Robot; Bai, S., Ceccarelli, M., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 231–238. [Google Scholar]
- Neagoe, M.; Diaconescu, D.; Pascale, L.; Săulescu, R. On the efficiency of a cycloidal planetary reducer with a modified structure. In Proceedings of the International Conference on Economic Engineering and Manufacturing Systems ICEEMS, Braşov, Romania, 25–26 October 2007; pp. 544–549. [Google Scholar]
- Malhotra, S.K.; Parameswaran, M.A. Analysis of a cycloid speed reducer. Mech. Mach. Theory 1983, 18, 491–499. [Google Scholar] [CrossRef]
- Litvin, F.L.; Feng, P.-H. Computerized design and generation of cycloidal gearings. Mech. Mach. Theory 1996, 31, 891–911. [Google Scholar] [CrossRef]
- Blanche, J.G.; Yang, D.C.H. Cycloid Drives with Machining Tolerances. J. Mech. Trans. Autom. 1989, 111, 337–344. [Google Scholar] [CrossRef]
- Gorla, C.; Davoli, P.; Rosa, F.; Longoni, C.; Chiozzi, F.; Samarani, A. Theoretical and Experimental Analysis of a Cycloidal Speed Reducer. J. Mech. Des. 2008, 130, 112604. [Google Scholar] [CrossRef]
- Sensinger, J.W. Unified Approach to Cycloid Drive Profile, Stress, and Efficiency Optimization. J. Mech. Des. 2010, 132, 024503. [Google Scholar] [CrossRef]
- Thube, S.V.; Bobak, T.R. Dynamic analysis of a cycloidal gearbox using finite element method. AGMA Tech. Pap. 2012, 1–13. [Google Scholar]
- Lin, K.-S.; Chan, K.-Y.; Lee, J.-J. Kinematic error analysis and tolerance allocation of cycloidal gear reducers. Mech. Mach. Theory 2018, 124, 73–91. [Google Scholar] [CrossRef]
- Li, X.; Tang, L.; He, H.; Sun, L. Design and Load Distribution Analysis of the Mismatched Cycloid-Pin Gear Pair in RV Speed Reducers. Machines 2022, 10, 672. [Google Scholar] [CrossRef]
- Komorska, I.; Olejarczyk, K.; Puchalski, A.; Wikło, M.; Wołczyński, Z. Fault Diagnosing of Cycloidal Gear Reducer Using Statistical Features of Vibration Signal and Multifractal Spectra. Sensors 2023, 23, 1645. [Google Scholar] [CrossRef]
- Grosso, P.; Massaccesi, G.; Cavalaglio Camargo Molano, J.; Mottola, G.; Borghi, D. Signal model of a cycloidal drive for diagnostic purposes. In Proceedings of the ISMA2022—USD2022, Leuven, Belgium, 12–14 September 2022. [Google Scholar]
- Bechhoefer, E. Condition monitoring of a cycloid gearbox. In Proceedings of the MFPT, Where Theory Meets Practice, Philadelphia, PA, USA, 17 May 2019. [Google Scholar]
- Bechhoefer, E. Automated Condition Monitoring of a Cycloid Gearbox. In Maintenance Management—Current Challenges, New Developments, and Future Directions; Germano, L.-T., Erik Leandro, B., Levy Ely, O., Eds.; IntechOpen: Rijeka, Croatia, 2022; p. 14. [Google Scholar]
- Król, R. Analysis of the backlash in the single stage cycloidal gearbox. Arch. Civ. Mech. Eng. 2022, 69, 1–19. [Google Scholar]
- Šlapák, V.; Ivan, J.; Kyslan, K.; Hric, M.; Ďurovský, F.; Paulišin, D.; Kočiško, M. Measurement and Modelling of a Cycloidal Gearbox in Actuator with Permanent Magnet Synchronous Machine. Machines 2022, 10, 344. [Google Scholar] [CrossRef]
- Amin Al Hajj, M.; Quaglia, G.; Schulz, I. Condition-Based Monitoring on High-Precision Gearbox for Robotic Applications. Shock Vib. 2022, 2022, 6653723. [Google Scholar] [CrossRef]
- Guan, T.; Zhang, D. Inverse Arch-shaped Teeth Profile and Its Optimization in A Cycloid Drive. J. Mech. Eng. 2005, 41, 151–156. [Google Scholar] [CrossRef]
- Li, T.; An, X.; Deng, X.; Li, J.; Li, Y. A New Tooth Profile Modification Method of Cycloidal Gears in Precision Reducers for Robots. Appl. Sci. 2020, 10, 1266. [Google Scholar] [CrossRef] [Green Version]
- Ren, Z.; Mao, S.; Guo, W.; Guo, Z. Tooth modification and dynamic performance of the cycloidal drive. Mech. Syst. Signal Process. 2017, 85, 857–866. [Google Scholar] [CrossRef]
- Ayadi, B.; Ben Said, L.; Boujelbene, M.; Betrouni, S.A. Three-Dimensional Synthesis of Manufacturing Tolerances Based on Analysis Using the Ascending Approach. Mathematics 2022, 10, 203. [Google Scholar] [CrossRef]
- Guo, J.; Wang, X.; Liu, H.; Li, Z. Measurement of Cycloidal Gear Error and Calculation of Modification. J. Tianjin Univ. 2011, 44, 85–89. [Google Scholar]
- Zhang, Y.; Zhu, G. Accuracy measuring for the RV reducer cycloid gear and manufacturing error analysis. In Proceedings of the International Conference on Advances in Mechanical Engineering and Industrial Informatics, Hangzhou, China, 9–10 April 2016. [Google Scholar]
- Shaowen, N.; Jiquan, H.; Bo, L.; Dingfang, C.; Jie, M.; Junfeng, W. The Modification Optimization Analysis of Cycloid Pin Gear Tooth Profile of RV Reducer. Mach. Des. Res. 2016, 32, 49–52. [Google Scholar]
- Wang, R.; Gao, F.; Liu, T. Study on Modification and Compensation of Tooth Profile of RV Reducer Cycloidal Gear. Chin. J. Sci. Instrum. 2018, 39, 81–88. [Google Scholar]
- Li, Z. Research on Cycloidal Gear Error. J. Mech. Transm. 1992, 24–28. [Google Scholar] [CrossRef]
- Zhai, H.; Bi, F.; Chen, L.; Li, Z. Study on Machining Error of Cycloidal Grinding Gear. J. Mech. Transm. 1998, 21–23. [Google Scholar]
- Fang, S.; Liu, Y.; Wang, H.; Taguchi, T.; Takeda, R. Research on the compensation method for the measurement error of cycloidal gear tooth flank. Int. J. Precis. Eng. Manuf. 2014, 15, 2065–2069. [Google Scholar] [CrossRef]
- Dubi, A. Monte Carlo Applications in Systems Engineering; Wiley: Hoboken, NJ, USA, 2000. [Google Scholar]
- Ross, S. A First Course in Probability; Pearson: London, UK, 2010. [Google Scholar]
- Yuan, G.; Wang, P. Monte Carlo Simulation and Its Application in Tolerance Design. J. Tianjin Univ. Sci. Technol. 2008, 23, 60–64. [Google Scholar]
- Wu, S. Research on Optimization and Experimental Validation of the Transmission of Precision Cycloidal Reduction. Doctoral Dissertation, Dalian Jiaotong University, Dalian, China, 2019. [Google Scholar]
- Jiao, W.; Kong, Q.; Song, D.; Liu, J.; Shen, Q. Establishment and Simulation on Mathematical Model for Modifying the Tooth Profile of Cycloid Pin-wheel. J. Mach. Des. 2008, 25, 12–14. [Google Scholar]
- Bangchun, W. Mechanical Design Handbook, 5th ed.; China Machine Press: Beijing, China, 2010; Volume 2. [Google Scholar]
- Kim, K.-H.; Lee, C.-S.; Ahn, H.-J. Torsional Rigidity of a Cycloid Drive Considering Finite Bearing and Hertz Contact Stiffness. In Proceedings of the ASME 2009 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, San Diego, CA, USA, 30 August–2 September 2009; pp. 125–130. [Google Scholar]
- Wei, B.; Wang, J.; Zhou, G.; Yang, R.; Zhou, H.; He, T. Mixed lubrication analysis of modified cycloidal gear used in the RV reducer. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 121–134. [Google Scholar]
- Wang, J.; Luo, S.; Su, D. Multi-objective optimal design of cycloid speed reducer based on genetic algorithm. Mech. Mach. Theory 2016, 102, 135–148. [Google Scholar] [CrossRef]
- Lu, L.; Zhang, F.; Wan, Z.; Tang, Y. Cycloidal Gear Tooth Profile Modification of RV Reducer Based on Backlash Optimization. J. S. China Univ. Technol. Nat. Sci. 2018, 46, 1–8. [Google Scholar]
- Wang, Q.; Qin, Z.; Zhao, D.; Wang, J.; Chen, Z.; Yan, Z. Multi-objective Optimal Design of RV-550E Reducer Cycloid Gear Profile Modification. J. Mech. Transm. 2018, 42, 64–69. [Google Scholar]
- Xie, T.; Chen, H. Evolutionary Algorithms for Mult-i objective Optimization and Decision-Making Problems. Eng. Sci. 2002, 4, 59–68. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Error | Coefficient of Variation |
|---|---|
| The grinding wheel radius error | |
| The distance error from the grinding wheel center to the spindle center | |
| The eccentricity error of the machine tool spindle | |
| The transmission ratio error of the machine tool | |
| The eccentricity error of the installation of the cycloidal gear blank |
| Parameter | Value |
|---|---|
| Pin tooth center circle radius | 64 |
| Pin tooth radius | 3 |
| Number of pin teeth | 40 |
| Eccentricity | 1.3 |
| Cycloidal gear width | 8.9 |
| Error | Error Range (mm) |
|---|---|
| The grinding wheel radius error | |
| The distance error from the grinding wheel center to the spindle center | |
| The eccentricity error of the machine tool spindle | |
| The transmission ratio error of the machine tool | |
| The eccentricity error of the installation of the cycloidal gear blank |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Lv, H. Modification and Optimization of Cycloidal Gear Tooth Profile Based on Machining Error Compensation. Appl. Sci. 2023, 13, 2581. https://doi.org/10.3390/app13042581
Wang J, Lv H. Modification and Optimization of Cycloidal Gear Tooth Profile Based on Machining Error Compensation. Applied Sciences. 2023; 13(4):2581. https://doi.org/10.3390/app13042581
Chicago/Turabian StyleWang, Junzheng, and Hongzhan Lv. 2023. "Modification and Optimization of Cycloidal Gear Tooth Profile Based on Machining Error Compensation" Applied Sciences 13, no. 4: 2581. https://doi.org/10.3390/app13042581