1. Introduction
The material transport inside factories and warehouses is a very studied topic. However, companies are always searching for new, cheaper solutions while keeping an eye on efficiency and flexibility [
1,
2,
3,
4]. Starting with the most basic conveyors, many alternative systems [
5,
6,
7,
8,
9,
10,
11,
12] have been developed in order to move, sort, orient, and handle the material flow. More recently, the focus of investigation has shifted towards modular devices and surfaces that allow high handling capability, adaptability, and reconfigurability [
3,
4,
13]. This happens because the market increasingly demands a flexible industry, and this is reflected in all production levels, even the internal transportation. These devices are often called smart surfaces because they are controllable and reprogrammable with computers. Thanks to these characteristics, these new systems permit achieving their goals without structural changes [
4,
13]. In addition, the new devices are capable of identifying a part with sensors and acting in diverse ways, according to their programming. As a result, supervision by an operator is no longer required for the decision process and the system becomes autonomous, promising to reduce errors and costs [
14].
The most relevant solutions among the smart surfaces, according to the current state of the art and classified by the operating principle, are: micro electro-mechanical systems, vibrating surfaces, ciliary motion, variable morphology surfaces, pneumatic surfaces, surfaces with rotors, and mobile platforms. Micro electro-mechanical systems (MEMS) [
6,
15,
16] are an array of microscopic cantilevers or tilting planes, actuated electrically, that generate forces to transport the object in contact. The second category of the list are vibrating surfaces. These consist of vibrating plates on which a sequence of supply frequencies is applied to generate a two-dimensional force field for the handling tasks [
5,
17]. In [
12,
18,
19,
20], ciliary motion is proposed to move and manipulate objects, taking advantage of an array of controllable cilia for contact conveyance. Another class are variable morphology surfaces [
9,
21,
22,
23]. For these devices, gravity together with inclined planes and vertical actuators at different altitudes are used to create a preferential path for the movement and rotation of an object. Additionally, pneumatic surfaces [
7,
24,
25,
26,
27,
28,
29,
30] were introduced to handle materials without direct contact. The working principle for the latter is to have modules with nozzles to move parts by directing the air flow below them. On the other hand, surfaces with rotors take advantage of contact forces made by actively driven wheels to manipulate the material flow [
3,
11,
13,
14,
31,
32,
33,
34,
35]. Finally, mobile platforms [
8,
36,
37,
38,
39] consist of mobile pallets, not connected to fixed axes and free to move on a plane, transporting objects on top. Despite the categorization, not all of these are practically used for macroscopic intralogistics purposes (object size and displacement > cm). In fact, as summarized in
Figure 1, some of them, such as MEMS, together with some mobile platforms [
8,
37,
38,
39] and ciliary devices [
12,
18,
19], are more suitable for microscopic transport (object size and displacement < mm). In contrast, pneumatic systems, vibrating surfaces, surfaces with rotors, variable morphology surfaces, some mobile platforms [
36], and even tilted brushes (Cilia) [
20] can be used to move macroscopic and mesoscopic (object size and displacement > mm, <cm) objects.
Referring to the previous classification, the system proposed in this paper can be included in the surfaces with rotors category. The literature review conducted on this category identified two main types of modular smart surfaces: systems where each module has only one degree of freedom [
3,
11,
13,
35] and systems where each module has two [
14,
34]. The former, which are the most recent in the literature, exploit multiple omnidirectional and motorized wheels called “omniwheels” positioned in the module with their axes fixed. The layout and number of wheels is not the same in every study, however; as a reference, three or more wheels are usually employed and their spinning axes are positioned out of alignment to create controllable forces in both directions of the plane. As first example of modules with more than three wheels, study [
13] alternates units with seven wheels—one large in the center and six small on the sides, to units with five—two large on the sides and three small in the center. For both layouts, the axes of the large wheels are perpendicular to the axes of the small ones to ensure driving forces in the plane. In contrast, in [
3,
11,
35], each module of the device studied, called “Celluveyor”, contains three omnidirectional wheels with axes arranged at 120° to one another. Each wheel can rotate at different speeds to control the magnitude of the force exchanged with the transported object, and all three forces together are used to handle the body motion. On the other hand, the second group of systems, i.e., those with modules with two degrees of freedom, consist of units composed of one or more motorized and swiveling wheels. In this case, therefore, as presented in [
14,
34], the basic element of the module is a simple wheel driven by a motor mounted on its axis of rotation. This wheel, however, unlike the one degree of freedom systems, is also mounted on a vertical axis, which is itself motorized and therefore swiveling. Summarizing, these devices just described are fully implemented and contain several motors per module, specifically, three or more for the first class and at least two for the second. They can actively drive, sort, and manipulate the material flow, creating a totally actuated surface with significant handling skills. However, the use of several motors and their control necessarily involves a greater effort in the management of the system, as well as increasing costs and complexity. According to the current state of the art, a simpler under-actuated device without motors is missing for the same intralogistic tasks. For that reason, seeking cost reduction and simplification of both control and design, without losing the flexibility of this class of systems, in this paper the authors propose an under-actuated surface composed of modules. Unlike existing concepts, each module contains an idle rotor instead of a motorized wheel. The axis of rotation of the mentioned rotor is not driven continuously by a motor but can be oriented in a limited number of directions in the plane of the surface, creating a directionable friction force for object handling. In order to compensate for the under-actuation, the material is moved by exploiting gravity or an initial velocity of the object provided by another system (e.g., a previous conveyor belt). Therefore, compared to the existing systems [
3,
11,
13,
14,
31,
32,
33,
34,
35], the novelty that distinguishes this active surface from the literature technology lies in its simplicity. In fact, the two main characteristics of the system proposed by the authors, compared to those in the same category, are the under-actuation and the limited directions of the rotor axis, both of which are reductions to a minimal form of concept technology, but which save components and make the most of sources already present in the application environment, such as gravity and the speed of the objects in the transport line. Against potential assumptions of performance losses, the authors proved through simulations that the same goals and efficiency [
3,
4,
35] of sorting and handling can be achieved with a minimal design architecture, consisting of few components, while decreasing costs and saving energy.
The focus of this article lies on the study of the surface, the description of the working principle, and its simulation with the purpose of providing an initial proof of concept for possible applications and future developments. Furthermore, the simulation environment allowed numerical results to be obtained for typical intralogistics tasks, giving the opportunity for an initial comparison with the corresponding current technology. The simulations presented in this article are carried out with a customized code developed by the authors using the software MATLAB (Version R2022a). In addition, a validation of the simulation results was obtained with the well-known program for multi-body dynamic simulations Hexagon D&E Adams MSC (Version 2022.1). The authors decided to develop their own simulation environment because of its significant lower computing time. Thus, their software is eligible to control the actual physical system in real time in the future.
The remainder of this paper is organized as follows:
Section 2 describes the concept of the surface.
Section 3 explains the analytic model used to describe the working principle.
Section 4 describes the simulations of the system for different tasks. Finally,
Section 5 reports the results,
Section 6 consists in the validation of the latter, and
Section 7 describes the conclusions.
2. Concept Description
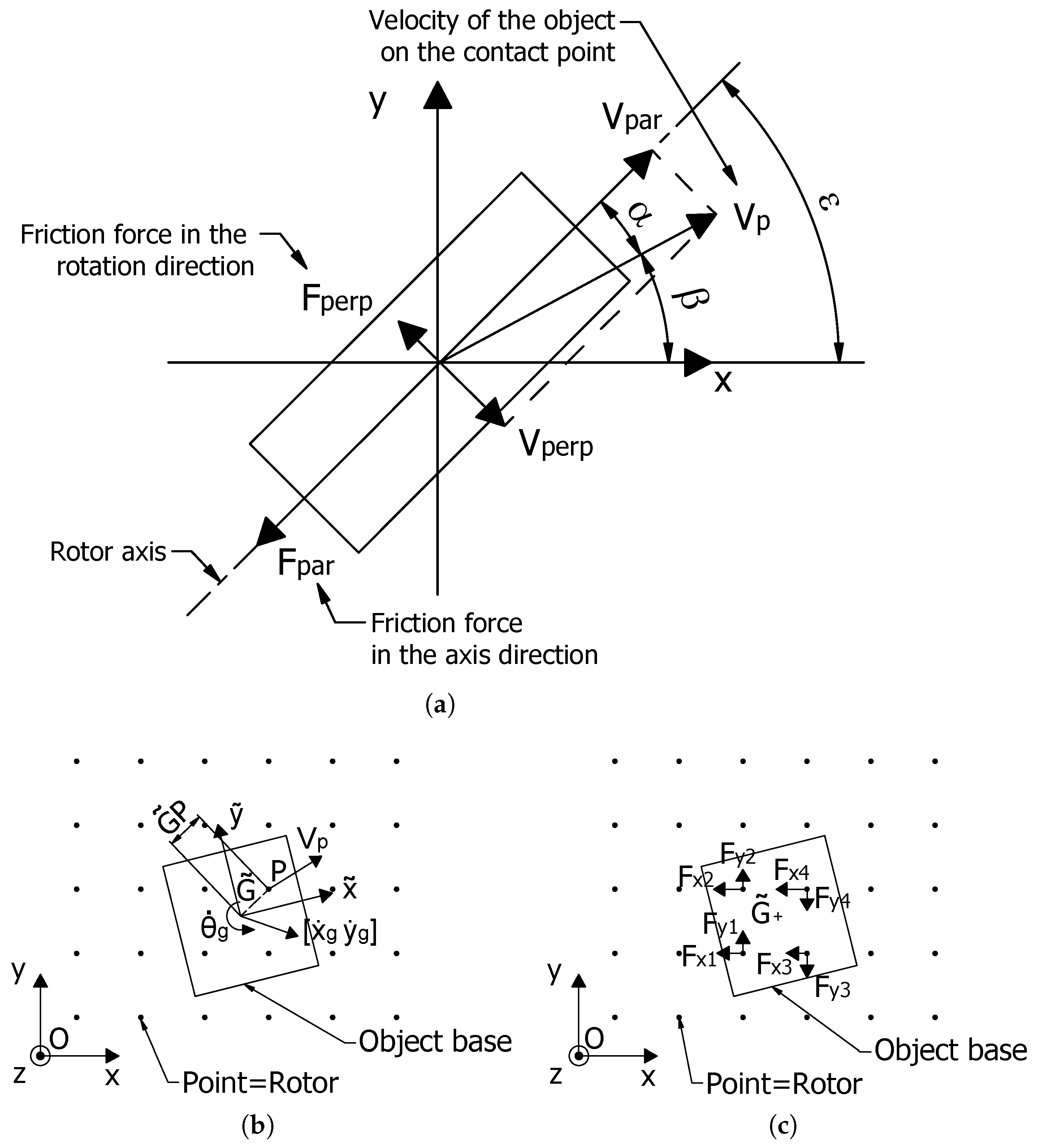
This section provides a qualitative description of the functioning of the surface and the modules of which it is composed. The operating principle of the surface is based on an array of modules with an idle rolling element and an orientable axis of rotation. These axes are used to generate directionable friction forces on the body in contact with the surface. The origin of the friction forces lies in the very working principle of a rotor. In fact, these are constructed and used (e.g., conveyor rollers) to facilitate motion in one direction (perpendicular to their axis of rotation). This leads to a difference in the friction forces exchanged with an overlying object.
In practice, there will be a smaller component, perpendicular to the axis, caused mainly by rotational friction, and a larger one, parallel to the axis, due to linear friction (
and
, respectively, in
Figure 2c). Therefore, the main friction component will be predominantly along the axis, so by orienting the latter, the main force will also be directed. The choices of the axis directions are limited to a fixed number. For example, the simplest configuration is with two orientations (
,
), whereas more complex designs are with four (0
,
, 45
, 90
) (
Figure 2b) or more. In
Figure 2b, the four orientations are shown, with the rotors displayed like cylinders (the projection is a rectangle) and the axes like dashed lines. For applications such as slowing or stopping the material flow, two orientations may be enough, whereas for sorting, four orientations should be taken into account. Therefore, modules with four directions will be considered in the following pages. For its intended applications, the module must be used together with others to create the surface (
Figure 2a), so the sum of the forces exerted by every unit will control the objects for sorting and feeding purposes. In
Figure 2a, the surface setup is summarized, showing the grid of modules with the object on top, and the arrows inside each cell represent directions of motion promoted by them. As noted in the introduction section, the system is under-actuated, so the surface can only slow down the object while it completes its task of sorting or feeding. If, for example, a body is simply placed on the surface without external actuation, it will not move. To overcome this situation, the surface plane can be tilted to use the gravity effect as the missing actuation, or an initial velocity can be given to the part before crossing the surface. Depending on the application and the task of the system, one solution may be preferred over the other, or a combination of both may be chosen. For instance, if the extension of the surface is big, because the objective is to orient a body, the tilted solution could be better, whereas, if the goal is to sort parts in a conveying line, the initial velocity of the object, given by the conveyors before the sorting area, is enough.
In addition, similar to other active surfaces that use rotors for intralogistic purposes, the application is limited to parts with at least one planar surface, in order to have simultaneous contact with three or more rotors. Another limit will be the maximum load per module, but this is related to the resistance of the device, which is not studied in this article. However, the study conducted is done considering the dimensions of the modules and their resistance comparable with the similar actuated existing systems. To provide a reference, the base of a transported object has the minimum dimensions of cm cm], and the weight bearable by a single module is 20 kg.
4. Simulations
In this section, the simulation process carried out with the analytic model implemented in MATLAB is shown. As a first step, this simulation environment permitted verifying in a general way that moving objects with the proposed theory and concept is possible. Second, it allowed several tests to be carried out in order to prove the usability of the system for some common intralogistics applications, such as sorting, orienting, stopping, and slowing down material flows.
The simulation takes advantage of an iterative loop (shown in
Figure 5a) that involves the following steps: initialization, rotor identification, stopping criteria, contact forces and equilibrium computation, and two steps of integration. The initialization of the problem is made at the beginning by providing data from the object and the surface (example: object mass, base shape, initial position and velocity, friction coefficients, module pattern, inclination of the surface, rotor orientations, etc.). After that, the iterative loop can start. For each step (e.g., the
sth step), the rotors below the object are identified (thus the contact points as well), knowing the position of the object from the previous iteration (
th) and the disposition of the modules (as introduced in
Section 3). Once the rotors below the object and their orientation are determined, the object velocity from the previous iteration (
th) together with the inclination of the surface are evaluated by the stopping criteria: if “
m/s and
”, the object is stopped because of negative velocity and null inclination and the loop ends. This is true assuming, in general, that the initial conditions always provide an input towards positive
x (
° or
). When the stopping condition is not reached, the loop continues and the forces in the contact points can be computed (still considering the object velocity from the previous iteration (
th)). With these forces, the equilibrium of the body and the accelerations are calculated according to
Section 3. Finally, in order to obtain the velocity and the position, two integration steps of the acceleration vector are implemented. The derived values are the input of the next iteration (
th) of the loop.
So far, the model seems to represent the operation of the surface adequately when the body velocity is greater than zero in the
x direction and for the stopping condition. However, when, as an example, the object is about to start from a standstill with rotors and surface inclined, an undesirable phenomena such as reversal of motion (negative
x) can occur. This happens because, in the friction assumptions, the static condition is not initially considered (Equations (
2a) and (
2b)). However, reverse motion is obviously not possible in reality, then, in practice, when the condition of
m/s is achieved (
°, otherwise the object is stopped as described before), the process needs to be adjusted. The logic instructions to solve this problem and at the same time implement the analytical model of
Section 3 are summarized in the block diagram of
Figure 5b, which in practice is executed inside “Friction forces & Object equilibrium” block of
Figure 5a. In detail, the process works as follows: first, the
terms are calculated as explained in
Section 3, then, since the velocity along
x is known from the previous iteration, the condition “
m/s” is verified. If it is false and “
m/s”, there is no problem of standstill or stopping and the procedure continues as described in
Section 3, thus, friction forces calculation (Equations (
2a) and (
2b)) and equilibrium ((Equations (
3a), (
3b) and (
4)). In contrast, if the velocity is less or equal to zero (“
m/s” is true), an initial positive speed is assigned to the object
m/s, the friction model is applied, and it is verified if the gravity effect is stronger than the friction forces in the
x direction (“
”). At this point, if gravity wins, the object is moving according to the process defined before (Equations (
3a), (
3b), and (
4)); in contrast, if gravity is not enough, the friction forces in the
x direction will be of the same magnitude of the gravity effect (“
”), and the displacement will be in the
y direction (always according to Equations (
3a), (
3b), and (
4)). To clarify the diagram of
Figure 5b, the condition “
” permits the calculation of the
terms, while
is the same as the previous case. For instance, this procedure permits us to obtain the motion of the object when it is placed without an initial velocity on the inclined surface, with the rotors oriented at 45°. In fact, with a sequence of displacement in the
y and
x directions, the movement is achieved.
The simulations conducted to test the surface are divided into three main categories, according to the application of the system:
Sorting of material flows on a conveying line;
Slowing of material flows on a conveying line;
Stopping of material flows on a conveying line.
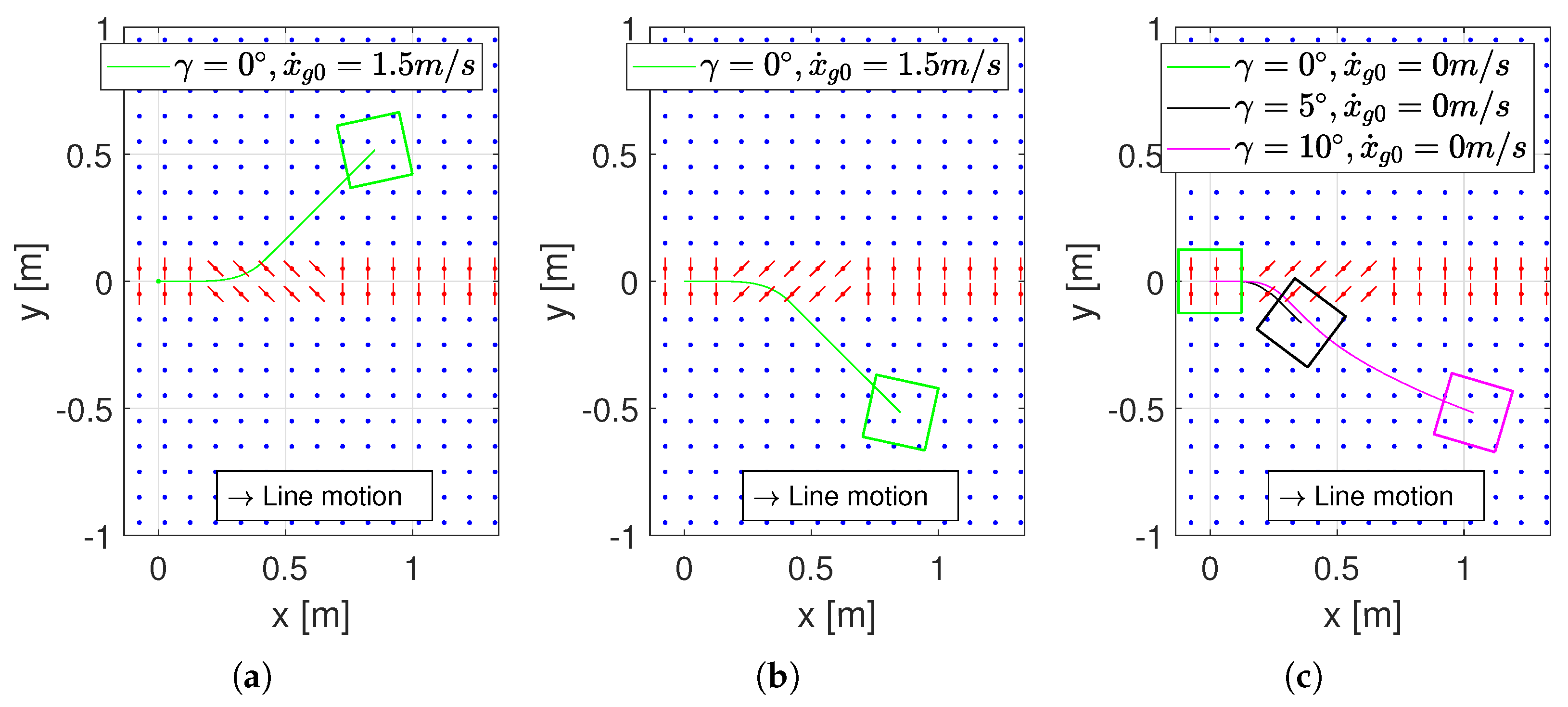
The first category of simulations concerns sorting. The objective of the setup and the sorting itself is to divert an object from the transport line. The layout considered for the simulation involves an array of modules, of which the subset performing the task has the rotors with the rotation axes inclined at
° (in
Figure 6a inclined at
°). The area outside the line, where the objects are directed, is simulated as an array of low-friction (
) support points, distributed as the sorting modules. In this zone, the friction is totally opposite to the velocity of the object, without considering any rotor inclination. The sorting is assumed achieved when the body moving on the line is deflected in such a way that it is only in contact with the elements outside the line.
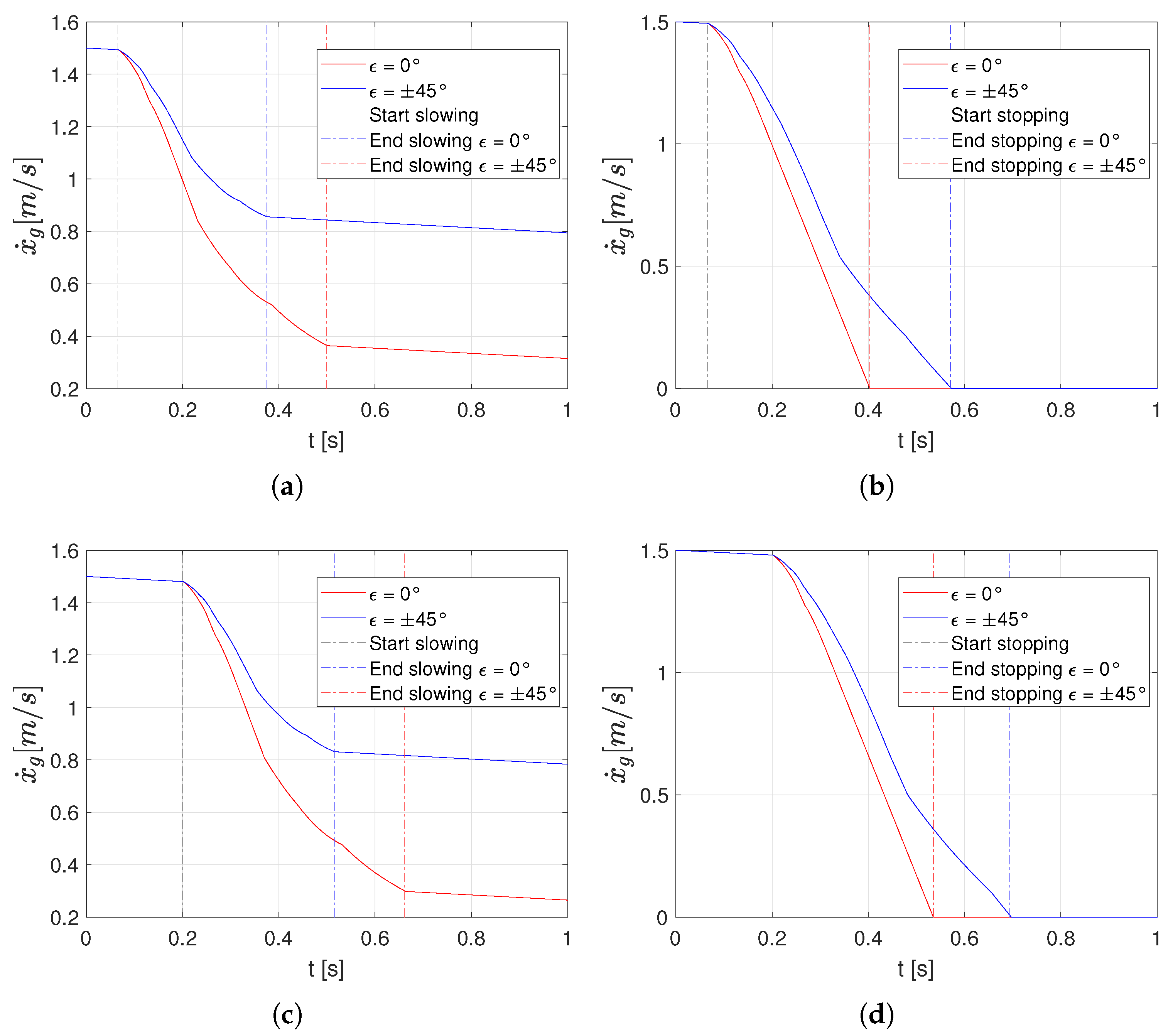
The second simulated application is the slowing activity. The rotor arrangement consists of a few modules within a line to create a controllable friction on the object to modulate its speed, without pushing it to the sides. The layout in this case can use rotors oriented with their axes in the direction of the flow (
) (
Figure 6b) or inclined at
in a row and
in the other (
Figure 6c).
The last application concerns stopping the motion of an object. This task is the extreme application with respect to the previous application of slowing down. In fact, the modules are still placed with their axes in the flow direction (
Figure 6b) or oriented at
(
Figure 6c), but aim to stop the object.
These three types of simulations do not yet include either real-time control of the rotors or position or trajectory tracking for the object, because, as already indicated, the authors’ objective in this paper is to verify the mechanical functioning of the surface. However, it is possible to imagine that by having sensors that recognize the object arriving at the surface, the modules can pre-arrange the rotors, as shown in
Figure 6, depending on the application or sorting direction. This lays the foundation for using the system as a smart surface.
Figure 6 introduces the symbols used in the following sections to display the layouts of the simulations implemented in MATLAB: the red elements correspond to the transport line, the blue dots correspond to the area (array of support points) out of the line, and the green square contour corresponds to the object base. Regarding the transport line, dots represent rotors centers, and lines represent the rotors axes. The red lines before the active area (the green square) are oriented perpendicularly to the flow line and their effect is to reduce in a minimum way the motion of the box in the flow direction, and the inclined lines (
) simulate the sorting, the slowing, or the stopping surface.
The fixed initial parameters, which are used in all the simulations, are shown in
Table 1. In particular, the first four parameters are about the dimension and the inertia of the object, whereas the following three are the friction coefficients. These last values have been chosen by making the following considerations:
must be a medium-high friction value (assumed
, because is similar to the kinetic friction coefficients between paperboard and the conveyor belt in [
42,
43]), as it models the sliding of the object on the rotor in the direction of the axis;
must be a low value (
), as it models the rotational friction of the rotors (assumed
, similar to a rolling friction coefficient); and,
has to be a low value as well (
is selected), as it models the area outside the line where one can imagine having load-bearing spheres supporting the material (according to the
Omnitrack catalog [
44],
). Actually, the coefficients described would depend on the materials in contact, which have not yet been defined. However, the exact values are not relevant for the purpose of proving the surface capabilities; the important thing is that
is maintained. Finally, the last parameters are the distances in the
x and
y directions between two rotors centers and the object initial position and acceleration. Exceptions to these starting conditions are indicated with the results for each particular case, together with the missing parameters such as initial velocity of the object
and the inclination of the surface
.
7. Conclusions
In this paper, the authors present a new modular surface for several intra-logistical tasks. In contrast to similar existing systems, their surface is under-actuated, in particular, composed of idle instead of actuated rotors, whose axes can be fixed in defined, discrete positions within the surface plane. The surface can be used in a horizontal orientation by exploiting an object’s initial velocity, in a tilted orientation by exploiting the gravitational force on the object, or with a combination of both. The authors derived an analytic model and implemented a programmable simulation environment with the software MATLAB for this modular surface. As result, the functioning of the surface concept for the sorting, stopping, and slowing activities was demonstrated, together with the capabilities of the simulation environment. In particular, the MATLAB code showed its potential for predicting, with very short calculation times (≈ or s), the number of modules required for the three handling tasks and how the transported object will behave by simply changing the initial conditions. The same code also made it possible to obtain numerical results of sorting performance and thus have a comparison with current technology, showing that the system proposed by the authors guarantees a medium sorting capacity. These results and examples highlight the usefulness of this environment for real system planning and design. In addition, a validation of the concept and of the simulation environment was conducted with the software Adams. As Adams is a highly sophisticated and well accepted commercial software for dynamic simulations frequently used by engineers to simulate and predict the physical interaction of different components adequately, it is a reasonable tool to be considered as a first reference for the comparison.
In conclusion, the simplifications introduced in the surface, such as the under-actuation and the discrete number of orientations for the rotors, are not limiting the handling capabilities and the performances, but rather they are minimizing the number of constructive components requested and, thus, the costs. In fact, the same goals can be achieved with a reduced design and using in a convenient manner the external actuation, for example, gravity or previous conveyors, already in the line. Additionally, the validation with Adams also showed the accuracy of the main simulation. The differences between the two models are limited and the errors acceptable for many intra-logistics applications. This may open the way to other possible tasks for the surface integrated with the MATLAB environment, such as position and trajectory tracking. In these cases, each time the external environment requires a new position or trajectory of the object, the software calculates the orientation to be given to the rotors. The physical system must be integrated with sensors to adjust in real-time the rotors and achieve the tracking objectives. The implementation of sensors and control strategies for trajectory and position tracking greatly increases the adaptability and flexibility of the system.
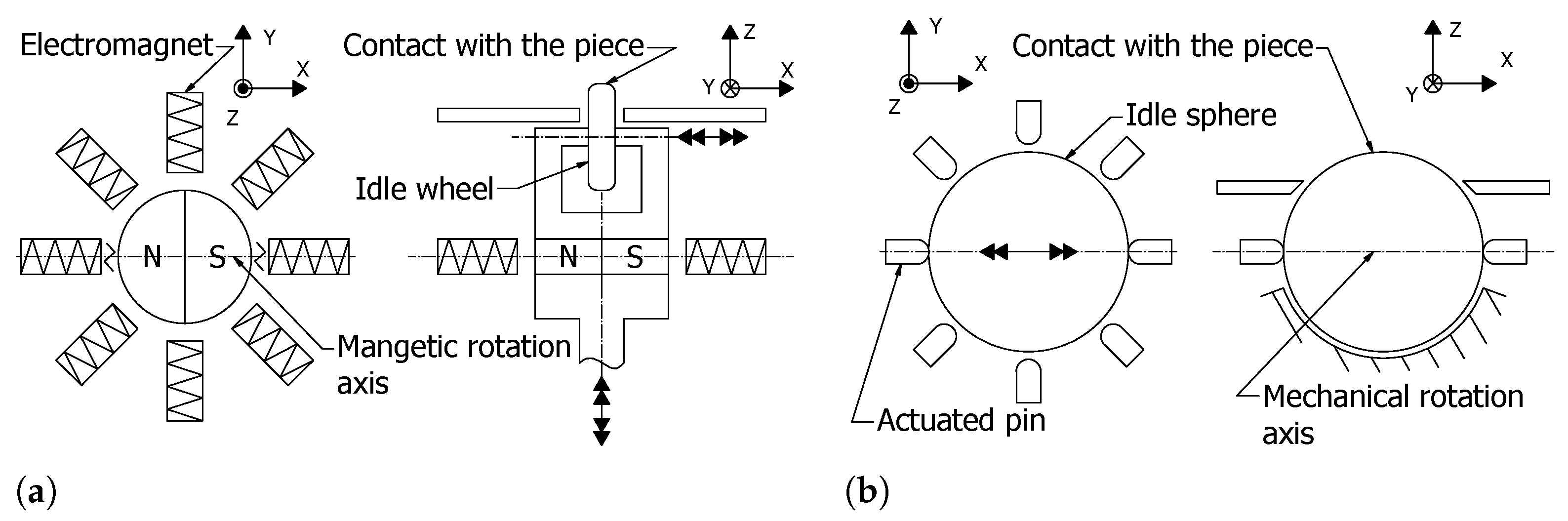
No reference is made in the article to construction details in order to keep the validity of the work presented as general as possible. At this point, in order to provide some practical elements and above all to highlight the feasibility of the concept, some schematic solutions are proposed in
Figure 17.
Figure 17a shows an idle wheel mounted on a vertical axis of rotation. The operating principle is similar to the functioning of a stepper motor, which could be used for this purpose. In contrast, the concept in
Figure 17b depicts a spherical rotor whose axis of rotation is locked using mechanically or electro-mechanically driven pins. New tracking objectives, an accurate design, and the control law for the modules are ongoing research topics.

 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}