1. Introduction
The material-forming processes for manufacturing pipe-shaped parts require the generation of process models as an essential task in production engineering [
1]. In recent years, significant technological development has been made in this type of modelling, resulting in a wide variety that continues to expand [
2]. The need to continuously advance in process modeling and its limits is a recent trend in manufacturing engineering. The design and parameterization of robust processes can be effectively evaluated with appropriate models [
3], which helps meet the demand for tighter product tolerances [
4]. The inclusion of these models and the virtualization of the workspace enable the digitization of manufacturing in the era of new smart factories [
5]. The metal-forming processes selected for modelling stand out due to their efficiency and relevance in various industrial applications. These processes offer a favourable terrain for modelling due to their significant impact on production and their versatility in creating metal components with various shapes and properties.
Among the parts that can be manufactured through mechanical sheet forming, many engineering applications, such as the skeleton of oil-and-gas platforms, tunnel construction, and commercial and industrial buildings [
6], employ large- and medium-sized tubes and tubular sections. Round tubes generally have curves of single or double orders. The manufacturing of tubes can be performed sequentially or divided into phases, first by preforming or roller bending and then by forming to the final geometry. Efficient bending is a prerequisite for precise formation of bending surfaces [
7]. In normal practice, the skill, knowledge, and experience of the operator largely determine the final quality of roller bending. Adjusting the process through trial and error and subsequent work with templates is a common practice in the industry.
The integrity of flexible pipes used in offshore oil-and-gas transportation is critical, and failures related to tensile armor fractures have raised concerns [
8]. To address this issue, one study focused on characterizing a tensile wire made of cold-worked high-carbon steel. The microstructure analysis revealed a fine-and-deformed pearlite structure with fragmented and spheroidized cementite carbides. Mechanical properties were determined through tensile testing, and a fatigue curve was constructed to assess the wire’s resistance to cyclic loading [
9]. These findings provide valuable insights into the microstructure and mechanical behavior of the high-carbon steel used in tensile wires for flexible pipes, contributing to improved understanding and potential enhancements in the construction of these vital components.
In another study, the influence of bending roll profiles on the stress–strain state of billets for longitudinally welded rolled pipes was investigated using 3D finite-element modeling. The researchers explored alternative methods for lowering the upper roller of a traditional profile during the bending process [
10]. By analyzing the resulting geometry, deformations, and stress distribution, they identified areas of the billets that experienced the main load and underwent plastic deformation and local thinning. The researchers proposed changes to the bending tool’s profile aimed to create additional contact pads during bending, potentially improving the quality of the produced billets. This research highlights the significance of optimizing the bending process for ensuring the structural integrity and performance of longitudinally welded rolled pipes used in various applications.
However, in recent years, there has also been significant research on the monitoring of sheet bending with rollers [
11,
12,
13]. The monitoring of the sheet-bending process can also be improved with the application of artificial-intelligence techniques. For example, machine learning algorithms can be used to predict the geometric deviation of curved parts and detect problems in the manufacturing process. Additionally, computer vision techniques can be used to detect surface defects in curved parts and achieve more efficient quality control. Overall, the application of AI can enhance the efficiency and quality of the sheet-bending process by allowing more precise and real-time monitoring. However, this is more commonly applied to small parts; there is little information available on roller bending of large components, such as oil-and-gas pipes. Also, this is in contrast to other works, such as the study published by Liu et al. [
14], where a theory-guided regularization method is applied for the training of deep neural networks within a learning system. This approach aims to uncover the intrinsic relationship between the work-piece shape after springback and the required process parameters. The current study, however, uniquely focuses on the application of temporal-signal-processing and AI techniques to optimize the metal-sheet-bending process, offering a distinct perspective on process improvement. Therefore, the authors consider it highly valuable to study the roller bending of large pipes and the digitization of more traditional processes.
This study explores the synergies between temporal-signal-processing and artificial-intelligence (AI) techniques to enhance the metal-sheet-bending process. Recognizing the complexity and challenges inherent in this cornerstone of manufacturing, this research poses specific sub-questions regarding the effective transformation of time series data, the capabilities of AI algorithms in pattern extraction and anomaly detection, the optimization impact on the bending process, and a comparative analysis against existing methods. Through experimental data collection and the application of techniques like Markov transition fields, dynamic time warping, and k-medoids clustering, this study aims to provide real-time monitoring, detect anomalies, and optimize the metal-sheet-bending process.
The integration of temporal-signal-processing and AI techniques shows promising potential for determining and classifying the sheet-metal-bending process. By offering insights into process dynamics, detecting defects, and suggesting corrective actions, this approach has the capacity to improve efficiency, minimize defects, and optimize resource utilization. While acknowledging the need for further validation and addressing practical implementation challenges, this study underscores the substantial benefits this integrated methodology could bring to the manufacturing landscape. Considering the importance of the folding process, there seems to be a limited amount of literature on the monitoring of the process. This paper aims to fill that gap by applying artificial intelligence to the sheet-deformation process until the final geometry is achieved.
2. Use Case
The manufacturing of pipe components requires forming processes that are critical to ensure product quality. One of these processes is the bending of sheet metal using a three-roller machine. This process is carried out to produce pipes with the appropriate curvature tolerances to meet design requirements. However, the trial-and-error bending process can be costly due to material loss and production time.
To address this problem, a production method with the minimum number of passes is proposed, ensuring repeatability, precision, and process productivity. To achieve this, a real-time monitoring system is needed to adjust process parameters and achieve the desired shape of the sheet metal. Additionally, the application of artificial intelligence can enhance the monitoring and optimization of the sheet-metal-forming process, similar to that in [
15].
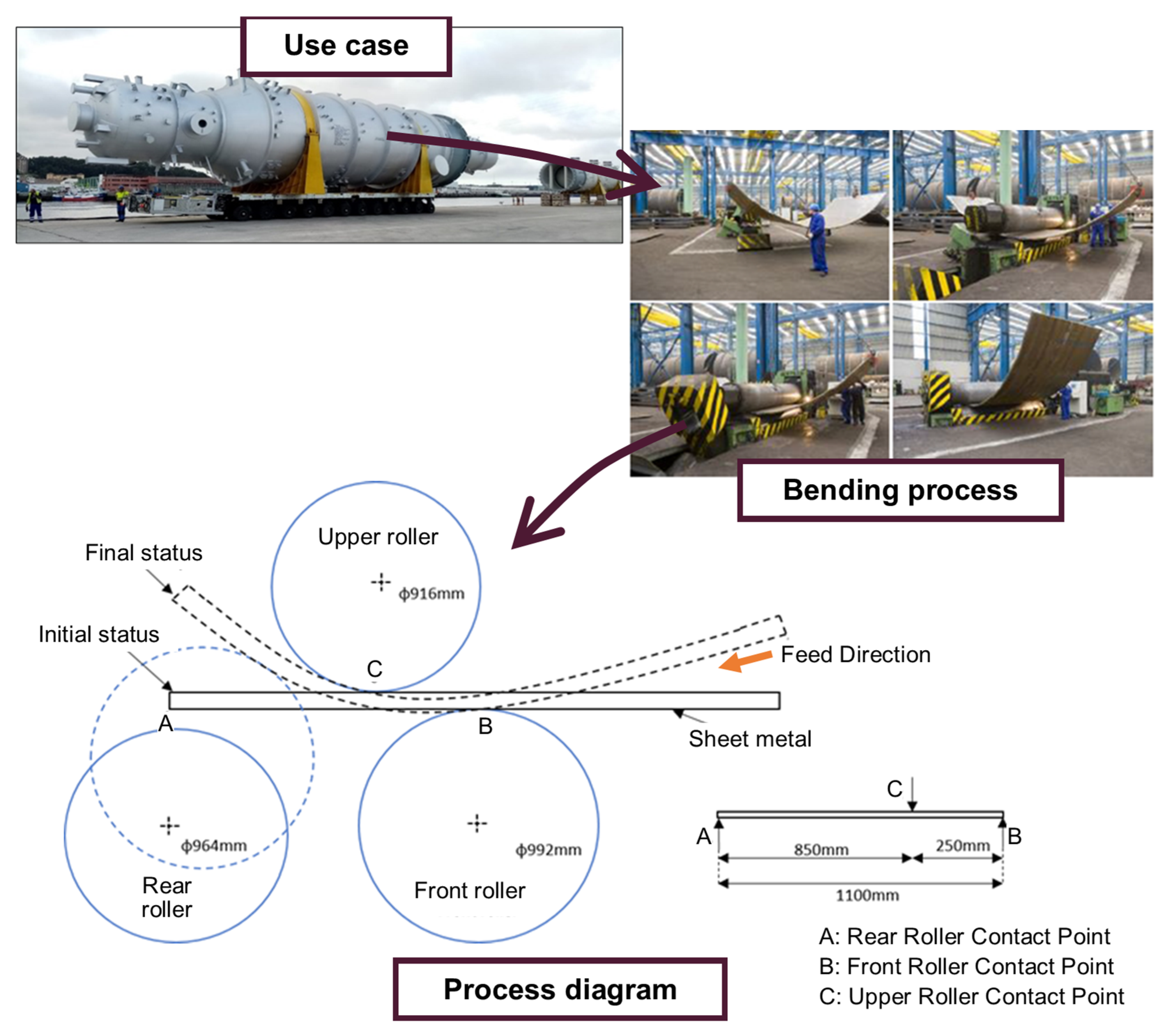
The reference flange is shown in
Figure 1, along with the bending process, the three rollers involved, and the dimensions of the studied sheet metal. This process is performed using a three-roller bending machine and involves multiple bending sequences in an iterative process. It starts by inserting the end of the sheet metal into the bending machine with the help of a crane, ensuring it is centered with respect to the rollers. Then, pressure is applied with the upper roller on the sheet metal, which is supported by the two lower rollers to prevent the sheet from slipping. This operation is repeated until the curvature meets the tolerance requirements, verified by the worker using a template. In this study, a real-time monitoring system is proposed that uses only the sensors installed on the machine in its current configuration to capture sheet-metal-forming data during the forming process.
This process essentially consists of a sheet metal, an upper roller, and two lower rollers (front and rear). The position of the rollers is fixed, as shown in
Figure 1. The roller diameters are different (916, 964, and 992 mm), and the length of the lower rollers is L = 4167 mm, while the upper roller has a length of L = 4610 mm. The maximum distance between the upper roller and the lower rollers is 100 mm and will be adjusted based on the thickness of the sheet metal. During the operation, the sheet metal is fed into the rollers. It is then bent to a curvature by adjusting the position of the rear roller, while the front roller rotates to advance the sheet metal and continue forming the desired curvature. However, the upper and front rollers do not exert bending pressure; they are used as support for the sheet metal and simply rotate to allow the sheet metal to pass through them. They do not apply pressure. The success of the three-roller bending process largely depends on the experience and skill of the operator. Typically, the curvature of the sheet metal is achieved through a multi-pass method, also known as “trial and error,” to optimize the bending capacity of the bending rollers. However, the multi-pass method entails high costs due to material waste and production time loss. Repeatability, precision, and productivity of the process require the use of a minimum-pass production method. However, the latter method has always been challenging because the operator needs knowledge of the different machine parameters to obtain the pipe component with the desired diameter. The selection of roller diameters and lengths aimed to mirror the standard configuration of the sheet-metal-forming machine employed in this study. Additionally, the chosen diameter, length, and thickness of the sheets align with the specifications of an actual gas storage tank, illustrated in
Figure 1. These dimensions were deliberately chosen to capture a realistic scenario within the sheet-metal-forming process. In the central cylindrical part of the tank, there are sheets of two different thicknesses with the same diameter. The conducted tests involved pipes with a diameter of 3050 mm, a length of 17,000 mm, and a thickness of 32 mm (4 sheets) or 44 mm (3 sheets). The component weight can range from 130,987 to 180,089 kN. These tests are carried out to evaluate the bending roller process’s capacity to produce large-sized pieces with the required dimensions and specifications. The aim is also to ensure process quality and precision while minimizing time and production costs. The component dimensions are indicated in
Table 1.
The objective of this article is to develop manufacturing technologies that are modular and reconfigurable, specifically to produce large components with improved precision. One aspect focused on is the monitoring of the sheet-bending process. This monitoring process is considered a modular-and-reconfigurable manufacturing methodology that centers around the operator. It enables real-time optimization and control of the bending process, leading to enhanced accuracy and efficiency. Additionally, monitoring serves as a valuable tool for training and improving workers’ skills. This aligns with the broader goal of advancing workers’ capabilities and facilitating their transition towards Industry 4.0, which represents the integration of digital technologies in industrial processes.
The central inquiry of this research revolves around whether the implementation of temporal-signal-processing techniques, coupled with artificial-intelligence techniques, contributes to the enhancement of the metal-sheet-bending process. The essence of this improvement lies in the ability of AI methodology to discern anomalies in the manual process and provide guidelines to operators, facilitating adherence to sequences and parameters that have demonstrated superior results in terms of efficiency and time.
3. Data Generation
In the process of analyzing and pre-processing the data from the bending machine, several important steps were followed to understand the signal coming from the programmable logic controller (PLC) that controls the process. Firstly, the machine signals were captured with a low sampling frequency of around 2 hertz, as requested by the operator. Once the bending process was completed, all control data were available in the form of 64 Boolean variables and 34 analog variables, which could be plotted using encoding.
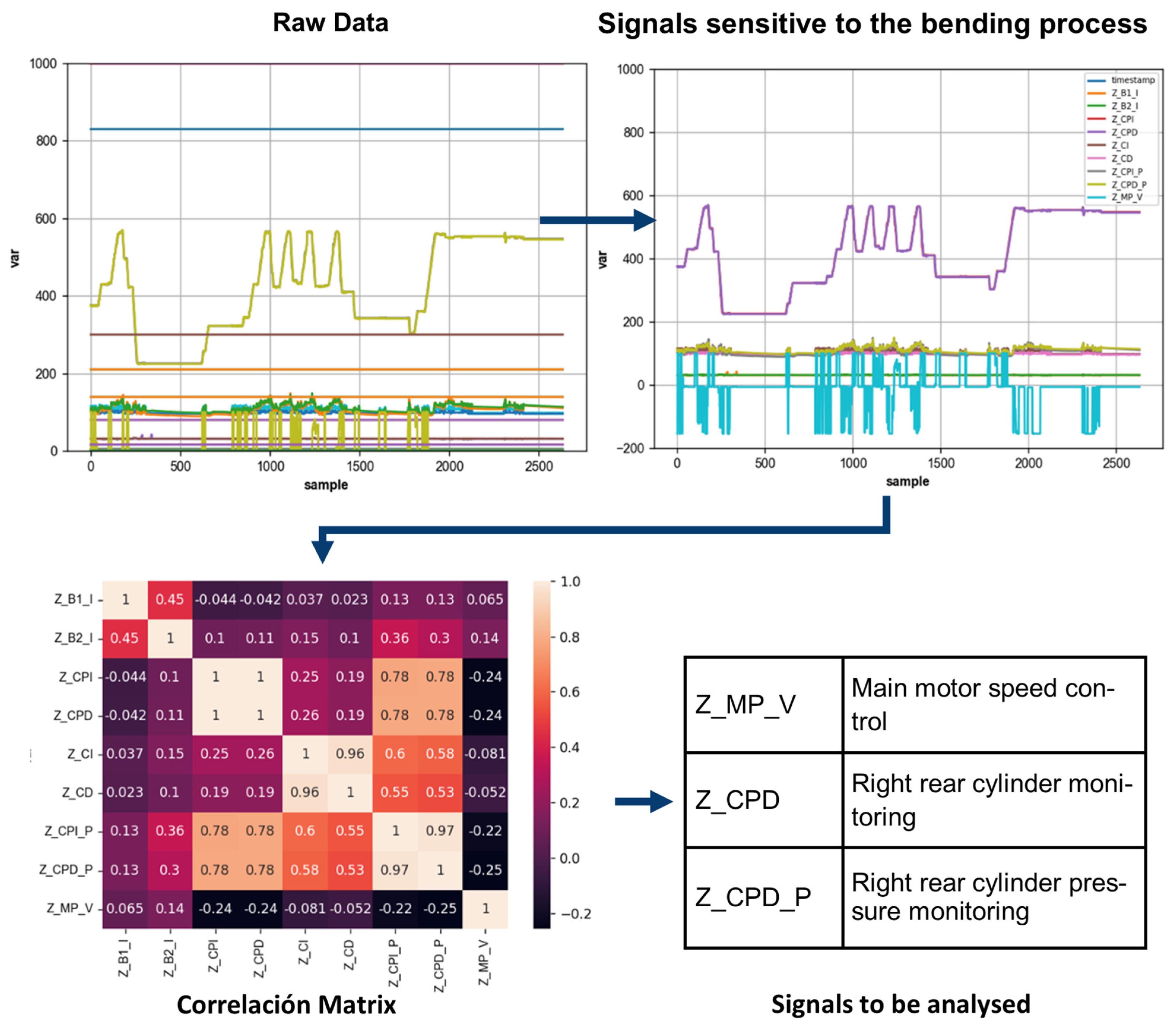
However, before starting the data analysis, a preliminary exploration of the data was conducted to eliminate signals that did not exhibit variation over time. Once the data were cleaned, a more detailed exploration of the signals was carried out to identify possible correlations between different variables. In this initial exploration, it was observed that out of the 34 analog variables, only 9 showed variations over time, while out of the 64 Boolean variables, only 6 exhibited significant variations, of which only 3 had a physical meaning. The following
Table 2 summarizes the main variables under study.
These variables identified in the preliminary exploration were analyzed using a correlation matrix between variables, aiming to detect collinear or highly correlated variables. Collinear variables can have a negative impact on the results of subsequent analysis, so it is important to identify and potentially eliminate them. This preliminary analysis was crucial to identify the most relevant variables and effectively focus subsequent data analysis studies. In summary,
Figure 2 illustrates the necessary steps to perform a preliminary analysis of a set of analog data acquired from a bending machine. The process starts with signal acquisition, continues with signal conditioning and digitization, and concludes with variable selection and correlation matrix analysis.
The authors have undertaken a detailed examination of signals sensitive to the bending process, strategically excluding those displaying strong correlations to prevent an excess of stored data. This is a crucial aspect in this optimization effort. Following this, an in-depth analysis of the temporal signal of variables of interest has been conducted to identify and eliminate periods when the machine is not in operation, achieved through an examination of internal signals. Subsequently, the continuous and distinct segments of sheet movement during bending have been meticulously split, a process referred to as peak in this paper, enhancing the precision and clarity of data segmentation.
4. Methods and Results
This section presents the methodology used to analyze the signals from the metal-sheet-bending process. Physical considerations behind the analyzed signals are considered, and visual analytics is applied for their analysis. Firstly, a comprehensive signal analysis is performed using visual analytics techniques. Then, signal peaks are classified using the dynamic-time-warping (DTW) and k-medoids techniques.
4.1. Physical Considerations behind the Analyzed Signal
The collected signal for the curving of the component includes periods of inactivity and multiple curving cycles, as shown in
Figure 2, so initially, the physical phenomena needed to be isolated. Initially, the algorithm uses the Boolean signals to create a Boolean variable “Active,” which is true if any of the columns “H_MP_AV,” “H_MP_RE,” or “H_F_On” is true and false otherwise. It is considered that for there to be activity, one of the motors must be running. Then, the “timestamp” is converted into a date and time format with the string representation of the “Active” column. Finally, a scatter plot is created that shows the activity of the process over time.
The curving of the component is achieved through successive bending of the metal sheet as it rotates with the rollers, so bending occurs along the entire length of the metal sheet. Bending occurs when the rear roller moves upward and the motor rotates. The pressure will never be zero, as the hydraulic axis must exert force even without deformation, just to support the weight of the rear roller. Therefore, the evolution of the signals during bending should be the following: the rear roller (Z_CPD) should have incremental upward displacement, pressure (Z_CPD_P) should increase, and rotation (Z_MP_V) should be negative when rotating in that direction. If the motor rotation changes direction, there will be no bending.
Measurements of the position of the rear roller and the activity and inactivity times of the curving process are provided for the component’s curving. The measurement position of the rear roller varies between 562 and 572 mm in different components depending on the thickness. The process activity times range from 15 min to nearly 1 h, while the process inactivity times range from a few minutes to over 2 h. These data can be useful for the analysis and optimization of the component’s curving process. The variability in the process may be due to the manual nature of the operation and the on-site inspection carried out by hand. These methods may be more prone to errors and variations compared with automated processes monitored by sensors. Additionally, the corrections and controls made on the machine may be less precise than controls performed through automated systems. In general, the lack of automation and reliance on human intervention can contribute to process variability and therefore a higher amount of undesired inactivity time.
4.2. Visual Analytics Applied to the Bending Signal
This article presents the adoption of a technique for converting time series into images that could be classified using deep learning. This method provides a way to reconstruct the original data into images and is an application of the methodology used by Wang et al. [
16]. For the conversion of time series into images, they propose three techniques, two based on Gramian angular fields (GAFs) and one based on Markov transition fields (MTFs). In this article, the option of transforming the Markov transition fields is adopted, contrary to the approach using the encoding technique based on the sum of Gramian angular fields (GASFs) employed by Martinez-Arellano et al. (2019) [
17].
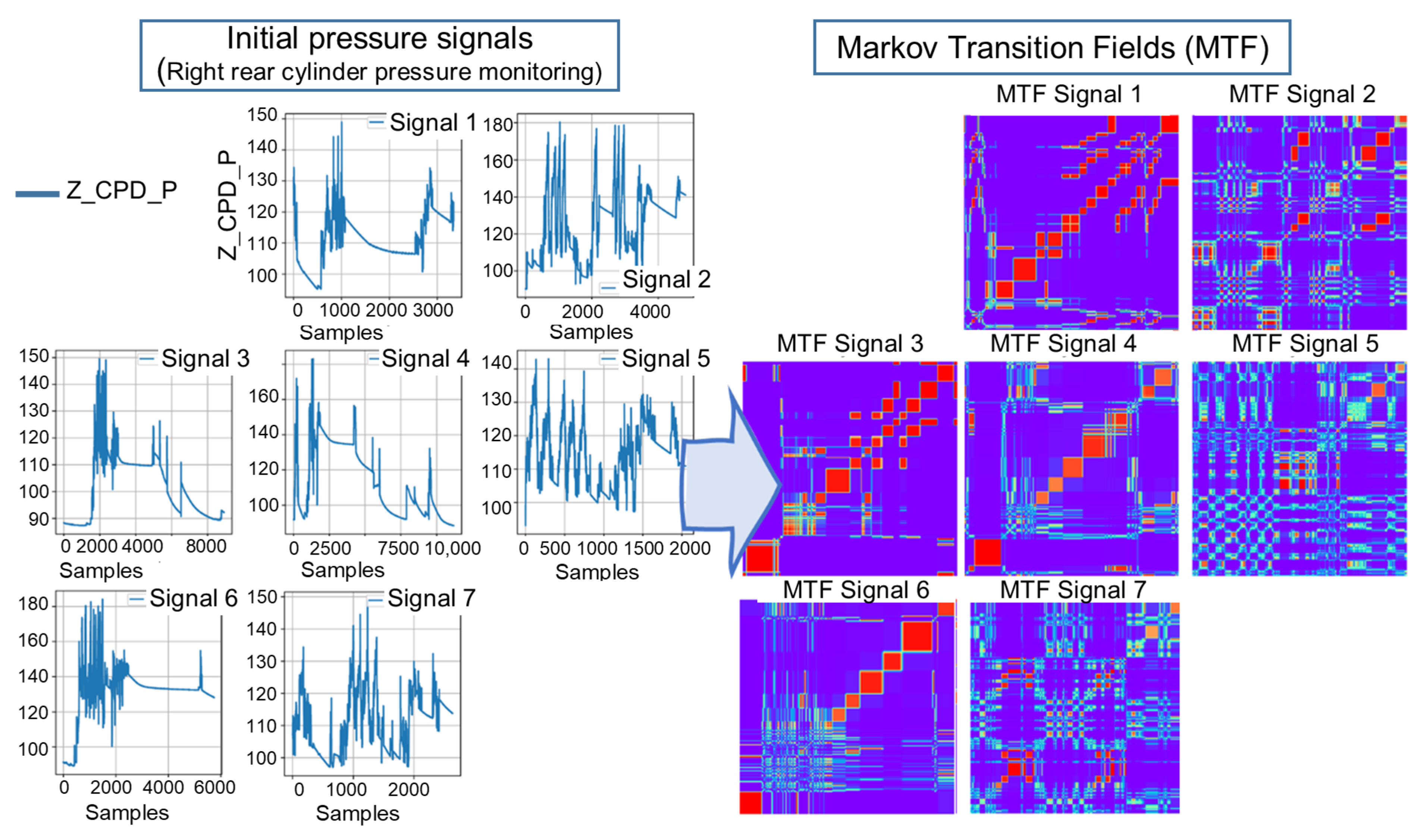
Given a time series, in this case, the pressure of the right cylinder (Z_CPD_P), it is possible to convert it into an image, identify the quantiles, and assign them to bins. Then, a weighted adjacency matrix is constructed to count the transitions between quantile bins, forming a first-order Markov chain. The frequency with which a point in one bin is followed by another point in another bin determines the weights of the matrix. By normalizing the matrix, the Markov fransition field (MTF) is obtained. The MTF encodes the transition probabilities in different sections of the series, which are assigned to each pixel of the image. To reduce the size of the image, the pixels are averaged. The following
Figure 3 shows the 32 × 32 pixel images of the pressure signals in bending. From the signals shown in
Figure 3, the signals (1, 2, and 6) are those corresponding to the 44 mm plate and the signals (3, 4, 5, and 7) are those corresponding to the smaller 32 mm thick plates.
In the context of the bending process, MTFs have the potential to provide valuable insights into the process and enable the identification of potential issues. By converting the bending pressure signal into an image using MTFs, it becomes possible to visualize the different phases of the process, such as the initial loading phase, the rolling phase, and the unloading phase. This visual representation can aid in understanding the process and identifying potential areas of concern. Additionally, MTFs can be used as input features for machine learning algorithms to classify different types of bending defects, such as cracks, wrinkles, and necking. This capability can help in identifying and addressing potential quality issues early in the process. Furthermore, by monitoring the MTF of the bending pressure signal over time, it is possible to detect anomalies in the process, such as sudden changes in pressure or unexpected transitions between phases. This anomaly-detection capability can help in preventing process failures and ensuring the production of high-quality products. Overall, MTFs offer a promising approach for analyzing and understanding the bending process, with the potential to improve process efficiency, product quality, and overall production outcomes.
4.3. Classification Based on DTW and K-Medoids
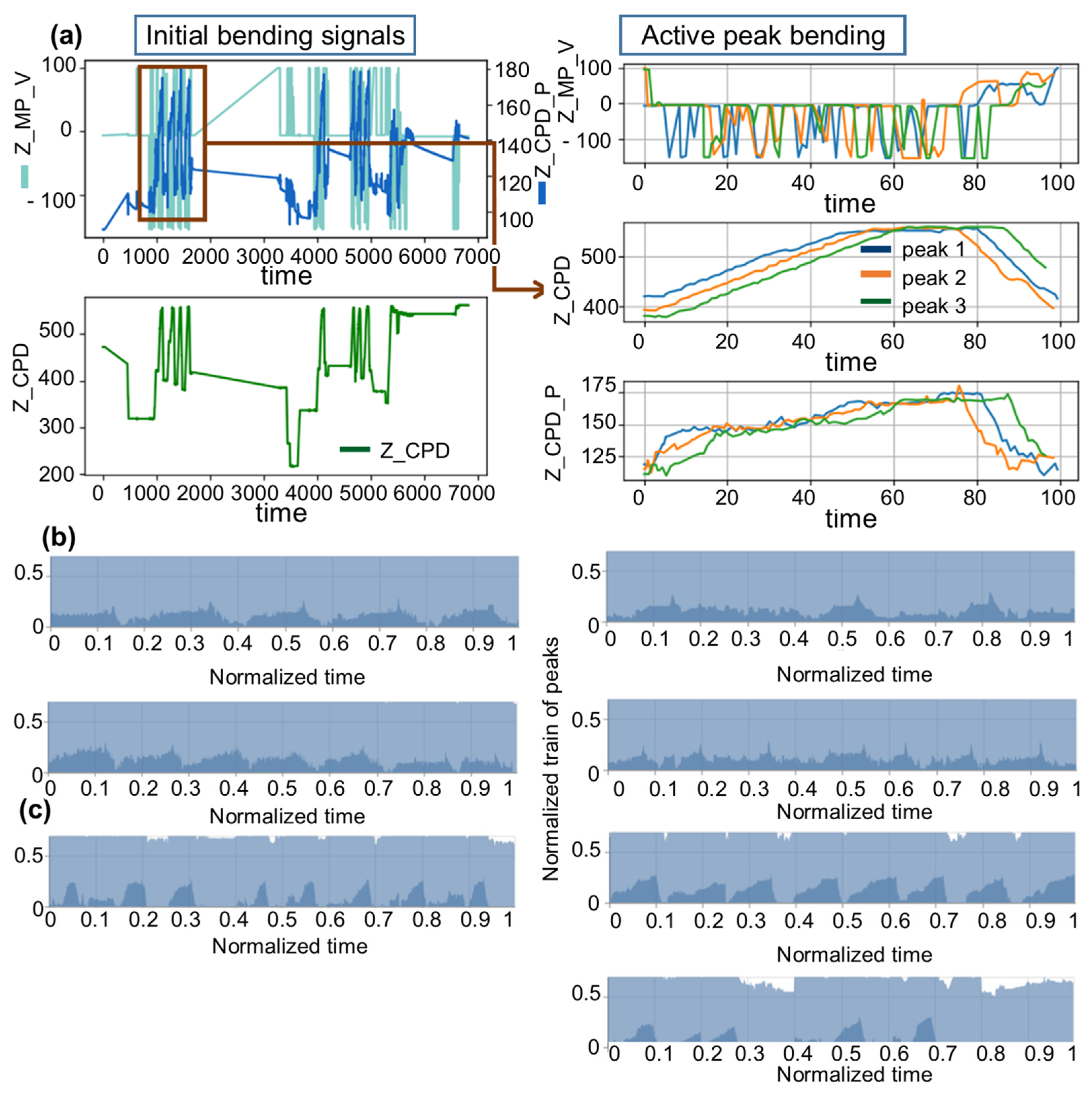
To analyze the pressure signals in the roller during the bending of sheet metal, a methodology based on signal classification using the DTW technique combined with k-medoids technique was employed. It is important to note that in the signals of the seven bent sheets, the process underwent multiple active bending phases and periods of inactivity. This can be seen in
Figure 4a, which shows the signal for one of the thinner sheets. The evolution of the signals during bending shows how the displacement of the rear roller (Z_CPD) and the pressure in the cylinder (Z_CPD_P) increase and then return to the same level when the sheet is released from contact with the roller. As for the rotation of the main motor (Z_MP_V), the movement is indeterminate in terms of direction and level, as it is manually operated.
Considering the values during the active process, a total of 47 peaks were identified in the signals of sheet metal bending. The peaks of the signals corresponding to the thinnest sheet and the thickest sheet were analyzed.
Figure 4b shows the train of active bending peaks in the thinnest sheet, while
Figure 4c presents the train of active bending peaks in the thickest sheet. It can be observed that the peaks in both sheets have similar shapes; however, the maximum pressure levels are higher in the thickest sheet. This analysis provides valuable information about the deformation experienced by each type of sheet during the bending process, which can be useful for optimizing the process and improving the quality of the final product.
Figure 4b,c show the trains of active bending peaks. This graphical representation is based on the horizon-graphs technique, which allows visualizing the temporal evolution of the pressure signal in the cylinder during the bending of the sheet to form the collar. The active peaks indicate the moments when the pressure in the cylinder exceeds a certain threshold, indicating the presence of bending in the sheet. The train representation allows identifying patterns and trends in the evolution of bending over time.
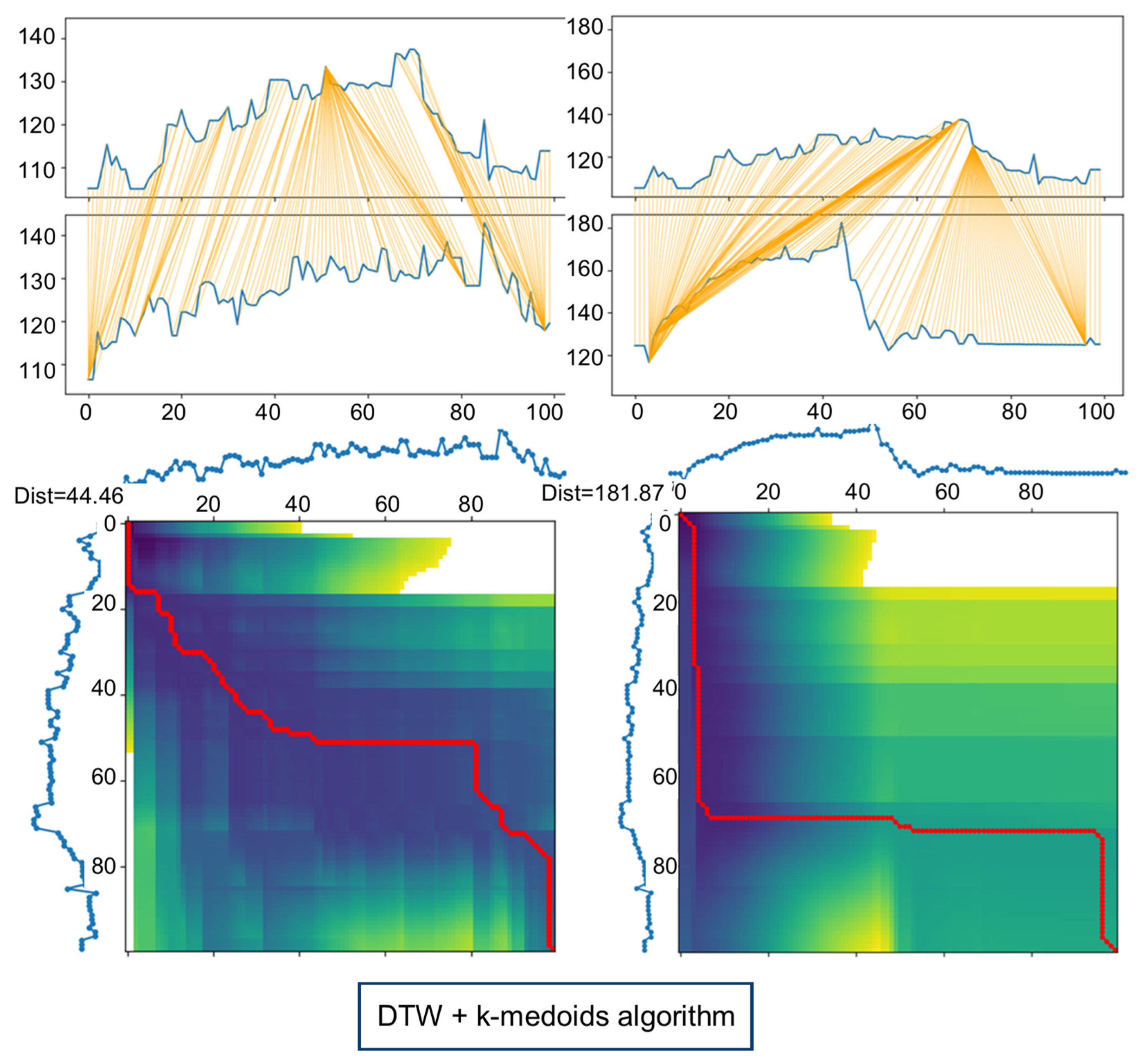
First, the peaks of the pressure signal were classified using the DTW technique. This technique was chosen for its ability to measure the similarity between two signals that have different lengths and shapes. In this case, each pressure peak was compared to a predefined template, which allowed for the identification of characteristic pressure patterns for each bending, as it can be seen in
Figure 5. Finally, the k-medoids technique was applied to classify the pressure peaks into different clusters based on their similarity in shape and amplitude. This technique grouped the pressure peaks into categories with similar characteristics, enabling the identification of specific pressure patterns for each type of bending.
In summary, the employed methodology combined the use of visual analytics for exploratory data analysis, the DTW technique for the classification of pressure peaks [
18], and the k-medoids technique for grouping the pressure peaks into different clusters based on their similarity. This methodology allowed for the identification of specific pressure patterns for each type of bending, which can be highly useful for quality control in the metal-sheet-bending process.
The pressures recorded on the roller exclusively during the metal-sheet-bending process were considered, resulting in a total of 47 peaks in the pressure diagram. These peaks were aligned using the dynamic-time-warping (DTW) technique and clustered using the k-medoids algorithm. A comparative analysis was conducted among the peaks obtained from the signals corresponding to the three thickest sheets and the four thinnest sheets.
It is observed that peaks from the same sheet exhibit similarity among them, while peaks from different sheets may not. Furthermore, it is observed that the maximum pressure levels of the peaks in the thickest sheet are higher than those recorded in the thinnest sheet, suggesting greater strength and rigidity of the thicker sheet.
5. Conclusions
In this study, a comprehensive analysis of multiple signals within the context of the bending machine was conducted, leading to the identification of the most-significant signals. The primary focus was on the rolling process used in the production of tanks in the oil-and-gas sector, characterized by substantial operator intervention.
The findings highlight the potential of applying artificial intelligence (AI) to semi-manual processes, like sheet metal forming, offering prospects for enhanced efficiency, cost reduction, and improved product quality. The integration of temporal-signal-processing and AI techniques, including Markov transition field (MTF), dynamic time warping (DTW), and k-medoids clustering, was successfully employed to monitor and analyze the process state. The results not only demonstrate the efficacy of the proposed model fitting but also yield valuable insights that contribute to optimizing the manufacturing process.
Comparing these outcomes to that of existing works in the field suggests that AI’s application in semi-manual processes holds significant promise for the manufacturing industry. As technology advances, further exploration of these techniques is anticipated to play an increasingly vital role in refining manufacturing processes.
For future research directions, completing the analysis of the impact of metal sheet dimensions on pressure and conducting a more in-depth examination of machine operations to discern specific bending moments for each head and the central area are recommended. Additionally, exploring lines of future research could involve investigating the integration of real-time feedback mechanisms, exploring novel AI algorithms, and evaluating the scalability of the proposed approach to diverse manufacturing settings. These endeavors aim to continually advance the field and address emerging challenges in the dynamic landscape of sheet metal forming.
Author Contributions
Conceptualization, M.P., C.R., A.M. and T.B.; Data curation, F.V., A.M. and M.P.; Formal analysis, F.V., T.B. and M.P.; Investigation, F.V., A.M. and M.P.; Methodology, F.V. and M.P.; Project administration, V.M., M.P. and C.R.; Supervision, A.M.; Validation, A.G.d.V. and A.M.; Writing—original draft, M.P., F.V. and C.R.; Writing—review and editing, F.V., T.B., A.G.d.V. and M.P. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the funding from the Horizon 2020 Research and Innovation Program of the European Union under grant agreement No. 958303.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be available on request to the corresponding author. The data are not publicly available due to privacy.
Conflicts of Interest
Authors Mariluz Penalva, Ander Martín and Alain Gil del Val were employed by the company TECNALIA. Authors Cristina Ruiz and Víctor Martínez were employed by the company IDESA Ingeniería y Diseño Europeo. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Tekkaya, A.E.; Allwood, J.M.; Bariani, P.F.; Bruschi, S.; Cao, J.; Gramlich, S.; Groche, P.; Hirt, G.; Ishikawa, T.; Lobbe, C.; et al. Metal forming beyond shaping: Predicting and setting product properties. CIRP Ann. 2015, 64, 629–653. [Google Scholar] [CrossRef]
- Volk, W.; Groche, P.; Brosius, A.; Ghiotti, A.; Kinsey, B.L.; Liewald, M.; Madej, L.; Min, J.; Yanagimoto, J. Models and modelling for process limits in metal forming. CIRP Ann. 2019, 68, 775–798. [Google Scholar] [CrossRef]
- Wang, B.; Tao, F.; Fang, X.; Liu, C.; Liu, Y.; Freiheit, T. Smart manufacturing and intelligent manufacturing: A comparative review. Engineering 2021, 7, 738–757. [Google Scholar] [CrossRef]
- Starman, B.; Cafuta, G.; Mole, N. A Method for Simultaneous Optimization of Blank Shape and Forming Tool Geometry in Sheet Metal Forming Simulations. Metals 2021, 11, 544. [Google Scholar] [CrossRef]
- Ralph, B.; Stockinger, M. Digitalization and digital transformation in metal forming: Key technologies, challenges and current developments of industry 4.0 applications. In Proceedings of the XXXIX, Colloquium on Metal Forming, Leoben, Austria, 21–25 March 2020. [Google Scholar]
- Hua, M.; Baines, K.; Cole, I.M. Continuous four-roll plate bending: A production process for the manufacture of single seamed tubes of large and medium diameters. Int. J. Mach. Tools Manuf. 1999, 36, 905–935. [Google Scholar] [CrossRef]
- Batalov, G.S.; Lunev, A.A.; Radionova, L.V.; Lezin, V.D. Development of New Methods for the Production of Large-Diameter Double-Seam Pipes. In Solid State Phenomena; Trans Tech Publications Ltd.: Bäch, Switzerland, 2021; Volume 316, pp. 538–548. [Google Scholar]
- Dos Santos, T.M.; Tavares, S.S.M.; dos Santos, F.C.S.C.; Landim, R.V.; Velasco, J.A.C. Microstructure, Mechanical Properties, and Fatigue Resistance of High-Carbon Steel for Tensile Wires Used in Flexible Pipes for Offshore Oil and Gas Transportation. J. Test. Eval. 2023, 51, 2505–2514. [Google Scholar] [CrossRef]
- Pfennig, A.; Wolf, M.; Kranzmann, A. Corrosion and Corrosion Fatigue of Steels in Downhole CCS Environment—A Summary. Processes 2021, 9, 594. [Google Scholar] [CrossRef]
- Gurevich, L.M.; Novikov, R.E.; Bannikov, A.I.; Pronichev, D.V.; Frunkin, D.B. Finite Element Simulation of the Influence of the Bending Roll Profile on the Stress-Strain State of Billets for Longitudinal-Welded Rolled Pipes. In Proceedings of the Parallel Computational Technologies, Volgograd, Russia, 30 March–1 April 2021; Sokolinsky, L., Zymbler, M., Eds.; Springer International Publishing: Cham, Germany, 2021; pp. 284–299. [Google Scholar]
- Narayanasamy, R.; Padmanabhan, P. Comparison of Regression and Artificial Neural Network Model for the Prediction of Springback during Air Bending Process of Interstitial Free Steel Sheet. J. Intell. Manuf. 2012, 23, 357–364. [Google Scholar] [CrossRef]
- Magro, T.; Ghiotti, A.; Bruschi, S.; Ferraiuolo, A. An Artificial Intelligence Approach for the In-Line Evaluation of Steels Mechanical Properties in Rolling. Procedia CIRP 2021, 100, 193–198. [Google Scholar] [CrossRef]
- Xia, J.S.; Khaje Khabaz, M.; Patra, I.; Khalid, I.; Alvarez, J.R.N.; Rahmanian, A.; Eftekhari, S.A.; Toghraie, D. Using Feed-Forward Perceptron Artificial Neural Network (ANN) Model to Determine the Rolling Force, Power and Slip of the Tandem Cold Rolling. ISA Transactions 2023, 132, 353–363. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Xia, Y.; Shi, Z.; Yu, H.; Li, Z.; Lin, J. Deep Learning in Sheet Metal Bending with a Novel Theory-Guided Deep Neural Network. IEEE/CAA J. Autom. Sin. 2021, 8, 565–581. [Google Scholar] [CrossRef]
- Bhujangrao, T.; Veiga, F.; Penalva, M.; Costas, A.; Ruiz, C. Three-Dimensional Finite Element Modelling of Sheet Metal Forming for the Manufacture of Pipe Components: Symmetry Considerations. Symmetry 2022, 14, 228. [Google Scholar] [CrossRef]
- Wang, Z.; Oates, T. Imaging time-series to improve classification and imputation. In Proceedings of the 24th International Conference on Artificial Intelligence (IJCAI’15), Buenos Aires, Argentina, 25–31 July 2015; AAAI Press: Washington, DC, USA, 2015; pp. 3939–3945. [Google Scholar]
- Martínez-Arellano, G.; Terrazas, G.; Ratchev, S. Tool wear classification using time series imaging and deep learning. Int. J. Adv. Manuf. Technol. 2019, 104, 3647–3662. [Google Scholar] [CrossRef]
- Keogh, E.; Ratanamahatana, C.A. Exact Indexing of Dynamic Time Warping. Knowl. Inf. Syst. 2005, 7, 358–386. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}